Полуавтомат и аргонная сварка два в одном
Сварка полуавтоматом в среде аргона

- Особенности
- Плюсы и минусы
- Выбор сварочного аппарата
- Обзор брендов
- Технология сварки
Полуавтоматическая сварка удобнее и практичнее ручной при большом объеме работ. Использование защитных газов позволяет компенсировать многие опасности и нарушение стабильности свариваемой зоны. Комбинация этих режимов как раз и создает сварку полуавтоматом в среде аргона, о которой обязательно надо знать любому специалисту.

Особенности
В иностранной технической литературе процедура сварки полуавтоматом в среде аргона нередко сокращается до термина MIG. Строго говоря, такое обозначение относится к любым работам в среде неактивных газов. Но аргон отличается от прочих вариантов наилучшим соотношением стоимости и качества. Суть в том, что машина подает проволоку в рабочую зону с неизменной или меняющейся скоростью (в зависимости от настроек). Синхронно туда же подкачивается газ из баллона.


Плюсы и минусы
Использование сварочных полуавтоматов позволяет исключить ржавение шва. В идеале используют смесь 98%-го аргона с 2% углекислого газа. Но для рядового сварщика, выполняющего не слишком ответственную работу, по соображениям экономии лучше использовать пропорцию 70/30. Подача проволоки в сварочный участок без участия человека высвобождает много времени и сил, повышает производительность труда. Современные полуавтоматы обеспечивают охлаждение горелки.
С их помощью можно варить металл даже в труднодоступном месте. Разжечь дугу окажется заметно проще. Работать с полуавтоматической техникой как минимум не труднее, чем с традиционными ручными устройствами. Она вполне доступна еще начинающим сварщикам. Полуавтоматы обеспечат еще и удобную настройку параметров работы.


Однако надо помнить, что даже полуавтоматы последнего поколения весьма дороги. Серьезной проблемой будет также недостаточная мобильность подобных устройств. Что касается жалоб на пористый шов, то они в основном связаны с ошибками самих сварщиков. Те попросту упускают из виду правильные пропорции при смешивании газа. Также причиной могут быть неполадки оборудования; критиковать сами полуавтоматы смысла не имеет.
Также подобный тип аппаратов отличается:
визуальной наглядностью процесса;
возможностью наблюдать за созданием шва;
возможностью соединять тонкие детали;
отсутствием необходимости часто менять электроды, зачищать швы.


Выбор сварочного аппарата
Разновидности
Работать в инертном газе могут как инверторные, так и трансформаторные устройства. Первый тип отличается повышенной надежностью. Инверторная схема позволяет обеспечить повышенную устойчивость к нагрузкам. Проблема в том, что такие устройства не могут выдать высокий КПД. Зато они создают много помех для другой электротехники.
Сварочный инвертор многократно легче своего трансформаторного собрата. Используя его, можно не опасаться появления помех. Такое устройство можно точно и адекватно настроить. Оно поможет стабилизировать сварочный ток без лишних проблем. Проблемой может стать высокая чувствительность к конденсату, однако это не слишком существенно при осторожном обращении.

Стоит учитывать еще такое деление:
бытовые аппараты (в них сварочный ток не выше 200 А, что вполне достаточно для домашнего ремонта);
полупрофессиональный класс (от 200 до 300 А) – подходит для систематического простого ремонта;
оборудование для работы специалистов (300 А и более) – может справиться с многочасовой повседневной работой, даже при очень сложных условиях.



Обзор брендов
Востребованностью пользуется техника аргонно-дуговой сварки два в одном марки «Сварог». Хорошим примером является модель PRO MIG 200 SYNERGY. Такой полуавтомат сможет использовать все типы проволоки. Полярность меняется двумя простыми движениями. Есть режим использования штучных электродов.
При использовании аргоновой горелки можно воспользоваться функцией розжига прикосновением. Координация горящей дуги выстроена очень четко. Можно отрегулировать сварочный ток и напряжение, темп подачи проволоки. Пользователи смогут вести аргонодуговую сварку в двухтактном либо четырехтактном формате. В наиболее сложном режиме используется автоматическая опция VRD, уменьшающая риск удара током.


AuroraPRO Speedway 200 может оказаться не хуже. Этот полуавтомат изначально конструировали для серьезных работ. Его создавали для использования массивных катушек. Что немаловажно, эта модель способна действовать в однофазном режиме. Она выдержит уменьшение сетевого напряжения до 140 В.
Изделие оптимально подходит для автосервисов и других небольших предприятий. Гарантируется почти беспрерывная работа с проволокой диаметром 0,8 и 1 мм. Менее долгая работа возможна с проволокой сечением 1,2 мм. Предусмотрена адаптивная настройка индуктивности. Минусом можно считать разве что очень большой размер.


Сварог ARCTIC MIG 250 Y куда компактнее, однако отрицательной стороной будет повышенная цена. Такой полуавтомат подойдет для тонкостенных деталей. Наибольший ток достигает 250 А, если ПВ — 60%. На холостом ходу при 50 В розжиг происходит беспрепятственно даже на засоренных поверхностях. Конструкторы позаботились о способности работать долго, что выражается в использовании редуктора с подогревом.


Стоит отметить:
повышенный коэффициент мощности;
малые размеры и массу;
невозможность работы со штучными электродами и перемены полярности;
отсутствие режима работы с флюсованной проволокой;
излишняя простота механизма подачи, не дающая достигнуть должной эффективности.


Fubag INMIG 200 Plus отличается многофункциональностью и пригодностью в профессиональной сфере. Конструкторы предусмотрели не только популярное «синергетическое управление», но и программное задание режимов поступления проволоки. Можно варить короткими швами по схеме SPOT. Такое решение отлично подойдет для сварки изделий, не нуждающихся в герметичном шве. Хороший пример — кузовной ремонт.


Если характеризовать бренды в целом, то Fubag отличается широтой ассортимента и разнообразием вспомогательных аксессуаров. Технологические параметры неплохи. Стоимость тоже умеренна. Российская фирма «Сварог» создает свое оборудование в тесном взаимодействии с продвинутыми китайскими разработчиками. Ее продукция оперативно обслуживается благодаря широкой дилерской сети.
Также стоит отметить:
популярную латвийскую «Ресанту»;
российскую компанию ELITECH;
российскую же фирму Aurora.


Технология сварки
Чтобы использовать полуавтомат в среде аргона, надо сначала поставить горелку и кабель. Только после этого помещают на аргоновый баллон специальный редуктор. Проверяют, превышает ли давление газа остаточный показатель. Выходной штуцер баллона оснащают шлангом, который стоит зажать хомутом. Значение на редукторе должно быть указано производителем; рисковать и задавать иной расход газа неразумно.
Важно не просто поставить катушку на шток, но и выверить совпадение штифтов с отверстиями для посадки. Некоторые люди полагают, что проще всего сделать полуавтоматическую сварку не в чистом аргоне, а в смеси с углекислотой. Такое решение оптимально для сварки низкоуглеродистой нержавейки. Регулирующий винт помогает устанавливать нужное усилие прижима. Только после накручивания наконечника на горелку и установки сопла можно подключать аппарат к сети.

Вот советы:
при сварке латуни (шовного кратера) надо плавно сокращать напряжение в дуге, увеличивая ее саму;
нельзя делать сплошной латунный шов – должны делаться отзывы;
в процессе сварки меди придется сначала проводить низкотемпературный подогрев;
алюминий следует варить строго переменным током.

Про сварку полуавтоматом в среде аргона смотрите в следующем видео.
12 лучших сварочных полуавтоматов
Рейтинг надежности и качества аппаратов для полуавтоматической сварки





- Лучшие сварочные полуавтоматы среднего класса
- Лучшие недорогие сварочные полуавтоматы
- Лучшие профессиональные сварочные полуавтоматы
Покупка сварочного полуавтомата – удачное решение для хозяев дач и домов, автомобилистов, которые часто производят ремонт металлических конструкций своими руками. Главное преимущество полуавтомата – простота использования и высокое качество шва – делает аппараты MIG/MAG все более популярными. Купить качественный аппарат не так просто, да и отзывы о них разнятся. Попробуем определить важнейшие критерии выбора самого лучшего сварочного полуавтомата.
Критерии выбора
- Максимальный ток в сочетании с коэффициентом постоянного включения (ПВ) определяют не только спектр применений сварочного аппарата, но и его «запас прочности». Что касается сварочного тока, то у многих новичков некоторое недоумение вызывает отсутствие такой регулировки на полуавтоматах – на них традиционно регулируется напряжение на горелке. Для обычно используемой проволоки диаметром 0,8-1,0 мм выставляется напряжение до 20В в зависимости от толщины деталей, ток при этом не превысит 120 А. ПВ определяет процентное соотношение времени работы и времени охлаждения сварочного аппарата: из двух инверторов с одинаковым максимальным током аппарат с ПВ 60% потребует перерыва в работе быстрее, чем аппарат с ПВ 80%. Так как этот коэффициент увеличивается при снижении сварочного тока, при одинаковом ПВ дольше проработает без остановок тот аппарат, чей максимальный ток больше. Применительно к полуавтоматам это означает, что приобретать аппарат с большим максимальным током стоит только из расчета на длительную беспрерывную работу: реально реализовать такой ток на обычной проволоке нельзя.
- Мощность аппарата идиапазон рабочих напряжений важно учитывать, если предполагается запитывать его от слабой электросети в гаражном массиве или в частном секторе. Чем меньше потребляемая аппаратом мощность, тем меньше будут и просадки напряжения во время работы. Соответственно, чем ниже порог рабочего диапазона напряжений, тем большую просадку аппарат выдержит без перебоев в работе.
- Возможность смены полярности потребуется при сварке флюсовой проволокой (называемой обычно «порошковой»). Если для сварки под углекислотой используется обратная полярность (на горелке «плюс»), то для флюсовой проволоки нужна полярность прямая (на горелке «минус»). Также на прямой полярности работают с некоторыми сортами обычной проволоки, легированными щелочными металлами.
- Дополнительные режимы работы, предусмотренные в конструкции многих полуавтоматов, значительно расширяют их функциональность, хотя и увеличивают цену. Обычно полуавтоматы дополняются режимом MMA (ручной дуговой сварки) – приобретая такой аппарат, вы сможете варить и тонколистовое железо, и массивные металлические конструкции, где проволока не обеспечит глубокий провар.
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
- возможности домашней/дачной электросети;
- какие металлы предстоит сваривать;
- толщина свариваемого металла;
- требуемое качество сварки;
- габариты объектов для сварки, длина сварочных швов;
- интенсивность использования агрегата.
Топ 12 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием — это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
| Категория | Место | Наименование | Рейтинг | Цена |
|---|---|---|---|---|
| Лучшие сварочные полуавтоматы среднего класса | 1 | Сварог PRO MIG 200 SYNERGY (N229) | 10 / 10 | 72 500 |
| 2 | AuroraPRO Speedway 200 | 9.8 / 10 | 51 000 | |
| 3 | FoxWeld INVERMIG 200 COMPACT | 9.7 / 10 | 52 990 | |
| 4 | AuroraPRO Overman 200 | 9.6 / 10 | 37 500 | |
| 5 | Сварог MIG 200Y (J03) | 9.5 / 10 | 75 510 | |
| 6 | BLUEWELD Starmig 180 Dual Synergic | 9.3 / 10 | 56 940 | |
| Лучшие недорогие сварочные полуавтоматы | 1 | ЗУБР Мастер ПС-200 | 9.6 / 10 | 25 370 |
| 2 | Quattro Elementi DigiMIG 235 | 9.1 / 10 | 23 490 | |
| 3 | Ресанта САИПА-200 | 8.2 / 10 | 25 390 | |
| 4 | Ресанта САИПА-165 | 7.0 / 10 | 19 790 | |
| Лучшие профессиональные сварочные полуавтоматы | 1 | Telwin MASTERMIG 400 | 9.8 / 10 | 159 300 |
| 2 | Aurora SKYWAY 330 Synergic | 9.7 / 10 | 110 000 | |
| 3 | FoxWeld INVERMIG 350E | 9.6 / 10 | 159 990 |
Лучшие сварочные полуавтоматы среднего класса
Сварог PRO MIG 200 SYNERGY (N229)
Из рассмотренных нами сварочных полуавтоматов этот заслужил бесспорное лидерство в рейтинге. Он позволяет не только работать любым типом проволоки (смена полярности осуществляется в два движения руки переключением кабеля питания горелки на лицевой панели), но и работать со штучными электродами (режим MMA) и аргоновой горелкой (режим TIG DC) при токе до 200 А. При этом на токах до 160А его ПВ составляет 100% — следовательно, при работе в режиме полуавтомата или сварке электродами до 4 мм диаметром не потребуется делать принудительные паузы с целью охлаждения аппарата. Для аргоновой горелки предусмотрен режим розжига касанием (TIG Lift).
Другое достоинство PRO MIG 200 SYNERGY – это совершенная схема управления горением дуги, изменяющая характеристики аппарата в зависимости от режима работы аппарата: возможен выбор между ручной настройкой полуавтоматического режима работы (селектор режима на лицевой панели в положении MIG) и автоматическим («синергетическим») регулированием по заданной программе (4 режима для сварки в углекислоте и газовой смеси). Регулировки сварочного тока и напряжения, скорости подачи проволоки и настройки спада напряжения задаются многофункциональными регуляторами, дополненными цифровыми индикаторами.
Работа в режиме аргонодуговой сварки возможна как в двухтактном режиме, так и в четырехтактном: в режиме 2Т дуга разжигается при нажатии кнопки на горелке и гаснет при ее отпускании, в режиме 4Т дуга горит после краткого нажатия все время до следующего нажатия на кнопку. Регуляторы используются для задания сварочного тока и времени его падения.
Для обеспечения безопасности при сварке в условиях высокой влажности в режиме ММА автоматически активируется режим VRD (снижения напряжения холостого хода) во избежание поражения электрическим током. Кроме того, в режиме ММА доступна ручная регулировка тока форсажа дуги.
Производитель обеспечивает свой сварочный аппарат пятилетней гарантией, что является еще одним плюсом в копилку PRO MIG 200 SYNERGY. В итоге, даже несмотря на самую высокую цену, этот инвертор получает твердую «десятку».
Ручная,полуавтоматическая или аргон?
- Авторизуйтесь для ответа в теме
#1 Pilowar
Вообщем буду краток
Мне очень захотелось овладеть сваркой, так как эта профессия меня очень завлекает своей креативностью.
Собрал я нужные деньги, что бы обучится на сварщика. Но когда я пришел в мастерскую, там было 2 мастера.
Один мне предложил обучиться на сварку полуавтомат (Я так понял Электро), а другой посоветовал обучиться на аргоновую сварку, мол, сейчас много сварщиков переучиваются на Аргонщиков.
Ветераны, что вы мне посоветуете, Полуавтомат или Аргон ? Что нужнее в жизни и если я захочу подработать в это отросли, что востребование? Если я правильно понял полуавтомат может брать толстые металлы, а Аргон более для тонких работ.
Всем буду благодарен за любые советы.
- Наверх
- Вставить ник
#2 BelaZZ
- Наверх
- Вставить ник
#3 pro100chaynick
- Наверх
- Вставить ник
#4 tig
- Наверх
- Вставить ник
#5 Pilowar
- Наверх
- Вставить ник
#6 AkaShira
- Наверх
- Вставить ник
#7 petrzzz
- Наверх
- Вставить ник
#8 tig
при сварке в аргоновой среде (на счет гелия не проверенно) выделяется тепловая и инфракрасная радиация)
petrzzz, дай ссылочку где ты прочитал этот бред обкуренной блондинки (собираю колекцию подобных «шедевров», недавно здесь на форуме уже утверждали что сила тока увеличивается с ростом сопротивления-старина Ом до сих пор кувыркается в гробу.
- Наверх
- Вставить ник
#9 petrzzz
- Наверх
- Вставить ник
#10 petrzzz
- Наверх
- Вставить ник
#11 pro100chaynick
да с аргоном так если лет да 55 поваришь плотно каждый день , то может женщины и не нужны станут по тому, как при сварке в аргоновой среде (на счет гелия не проверенно) выделяется тепловая и инфракрасная радиация)
- Наверх
- Вставить ник
#12 tig
- Наверх
- Вставить ник
#13 tig
И вообще надо свои высказывания (мысли ) держать при себе ,а то так спалишься быстро а том что малограмотен ,Ладно если бы сказал что ее выделение не значительно и может привести только к осложнению зрения , а сказать , что ее выделение не происходит при распаде тория и вольфрама (дак ты сам не инженер , а блондинка) почитай хоть тогда в ведение о вреде саварочных работ не говорю о курсе уневерситет. лекций ) http://www.consultan. se=LAW;n=102439
- Наверх
- Вставить ник
#14 OLEG
- Наверх
- Вставить ник
#15 tig
Аргон нетоксичен и невзрывоопасен, однако представляет опасность для жизни: при его вдыхании человек мгновенно теряет сознание, и через несколько минут наступает смерть. В смеси аргона с другими газами или в смеси аргона с кислородом при объемной доле кислорода в смеси менее 19 % развивается кислородная недостаточность, при значительном понижении содержания кислорода — удушье.
Газообразный аргон тяжелее воздуха и может накапливаться в слабо проветриваемых помещениях у пола и в приямках, а также во внутренних объемах оборудования, предназначенного для получения, хранения и транспортирования газообразного и жидкого аргона. При этом снижается содержание кислорода в воздухе, что приводит к кислородной недостаточности, а при значительном понижении содержания кислорода — к удушью, потере сознания и смерти человека.
Громкое название «ООО «Полтавский газовый завод»» это бывшая кислородная станция ПО «Знамя». и назывался он п.я. № А1065 , подчинялся Министерству радиоэлектронной промышленности СССР. Откуда знаю? Работал я там когда то. И требования ТБ в те времена выполнялись неукоснительно-в те времена при малейшем несчастном случае «крайним» был инженер по ТБ который расписался в «личном удостоверении работника на право выполнения должностных обязанностей». А не получив подпись и печать в этом удостоверении даже сварщики 6 разряда с громадным опытом работы не имели права даже в цех войти. Тут уже следил цеховой мастер. Так что порядка раньше все таки больше было, и если бы я на «допуске» сказал что то типа » тепловая и инфракрасная радиация » или » аргон при долгом вдыхании вызывает чувство лёгкой эйфории,а крыса мрёт. « допуск я бы не получал и автоматически до следующего экзамена (через пол года)переходил бы в подсобники-само собой зарплата меньше.
чувство лёгкой эйфории— вызывает «веселящий газ»-закись азота или оксид азота (оба названия правильные), хим. формула N2O, про то что мыши от него дохнут не знаю, знакомых мышей не было
П.Я.- это почтовый ящик, так раньше назывались заводы, ННИ, лаборатории и режимные(военные) обьекты которые работали на МО СССР
Сравнение сварки нержавейки полуавтоматом и аргоном
Изделия из железа считаются самыми прочными, однако, даже у них есть недостаток. Называется этот недостаток – ржавчина. По причине окисления изделия, в основе которых находится железо, становятся непригодными для использования, а железные конструкции и вовсе разрушаются. С течением прогресса люди сумели отыскать оптимальное решение, и была создана нержавеющая сталь.
Учитывая всю нестандартность нержавейки как таковой, у сварки такой стали также имеются свои особенности. Существует несколько методов, которыми осуществляется сварка нержавейки, но самые распространенные – это сварка полуавтоматом, а также аргоновая сварка.
Сварка нержавеющей стали полуавтоматом
Такой метод по праву считается самым надежным: он учитывает особенности используемого материала и его непосредственные химические свойства. Сварка нержавейки полуавтоматом осуществляется в среде углекислого газа. Важно оставить в таком случае зазор между элементами, которые надлежит сварить друг с другом, по всей длине (согласно нормативу, зазор между деталями должен составлять полтора миллиметра).
К тому же, для настройки глубины воздействия на сталь, регулировке подвергается индуктивность – ее малый показатель делает сварку глубже, в то время как завышенный, напротив, смягчает ее. Для осуществления сварки полуавтоматом используется разное оборудование – выбор делается на основе того, каковы марка стали, ее габариты и прочие параметры.
Обычно работы данным методом производятся тремя вариантами, которые подходят для определенных ситуаций:
- импульсной сваркой;
- струйным переносом;
- короткой дугой.
Допускается метод полуавтоматоматической сварки нержавейки без газа: для этого, как правило, используется специальная проволока, при помощи которой создается аккуратный и прочный шов. Правда, у такого метода имеются недостатки – со временем шовный материал поржавеет. Решается проблема использованием проволоки из нержавейки.
В результате, суть данной методики сводится к обеспечению оптимальных условий для осуществления сварки при учете используемого материала. К тому же, среди неоспоримых преимуществ данного метода – минимальное разбрызгивание расплавленной проволоки и защита самой стали по краям сварочного шва.



Сварной шов нержавейки при сварке полуавтоматом
Сварка нержавеющей стали аргоном
Варить нержавеющую сталь углекислотой можно лишь тогда, когда привлекательность внешнего вида не имеет значения, поскольку брызг при таком методе не избежать. Качество шва в данном методе остается высоким.
Среди преимуществ сварки аргоном без углекислоты числятся:
- аккуратный прочный шов;
- экономия проволоки для сварки;
- отсутствие необходимости шлифовки.
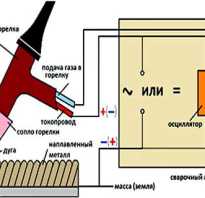
В качестве оборудования для сварки нержавейки аргоном используется стандартный набор, состоящий из инвертора, осциллятора и баллона с аргоном. Также необходима непосредственно горелка вместе с проводами и шлангами, проволока и аргон.
Впрочем, аргон не является единственным защитным газом, используемым в данном способе сварки, однако его смело можно называть основным. Расход аргона зависит от типа металла, который сваривается такой технологией. Так, для сварки алюминия необходимо 20 литров/мин, титана – 50 литров/мин, нержавеющей стали – 8 литров/мин.
Несмотря на то, что сварка нержавеющей стали – довольно сложный процесс, при должном подходе он порадует качественным результатом: важно учитывать особенности стали или любого другого металла, с которым осуществляются работы, выбрать правильный метод сварки и использовать качественные материалы.



Сварной шов нержавейки при сварке аргоном
Лучшие сварочные полуавтоматы

Для ремонтных работ по дому, на даче или в автомобиле надежным помощником в работе с металлами станет сварочный полуавтомат. В отличие от других разновидностей таких приборов, здесь можно получить швы высокого качества без особых усилий. Аппараты MIG/MAG сегодня пользуются огромным спросом, благодаря чему эксперты выделили лучшие сварочные полуавтоматы 2021 года в топ-список. Но для начала стоит ознакомиться с надежными производителями, предложенным ассортиментом, а уже после по главным критериям и характеристикам выбрать один товар. В обзоре собраны лидеры по трем категориям – бюджетные, средние по цене, профессиональные модели.

Сварочный полуавтомат какой фирмы лучше выбрать
Из-за большого разнообразия марок такого сложного технического оборудования выбор покупателя может быть трудным. Эксперты рекомендуют учитывать репутацию, опыт производителей, какими преимуществами они выделяются от конкурентов. На отечественном рынке наибольший спрос наблюдается у следующих компаний:
- Wester – торговая марка, которая принадлежит группе компаний «Импульс». Основное производство находится в Китае. Под таким именем на российском рынке представлены автоинструменты, сварочные аппараты, пневматика, бытовое и полупрофессиональное оборудование для строительства, ремонтных работ. Спрос наблюдается не только в России, но и многих странах Европы.
- Aurora – российская компания, представляющая технику высокого качества с минимальным гарантийным сроком от 2 лет и выше. Сборка сварочного оборудования происходит в Китае. Помимо этого ассортимент постоянно пополняется новыми моделями компрессоров, генераторов, минимоек, насосов.
- Ресанта – молодая латвийская компания, выпускающая электрооборудование достойного уровня по низким ценам. На российском рынке можно увидеть широкий ассортимент, среди которого будут представлены сварочные полуавтоматы MAG/ MIG в десятках разновидностей по мощностям и другим параметрам.
- Elitech – российская компания, которая вышла на рынок в 2008 году. Несмотря на недолгий срок производства, она уже освоила выпуск широкого спектра качественной техники с демократичными ценниками. Основные заводы находятся в Китае, где продукция также востребована.
- Fubag – немецкая компания, действующая с 2007 года. Большая часть продукции – это сварочное оборудование и сопутствующие товары с хорошими техническими характеристиками и средними расценками. Сегодня Fubag стали партнером для большинства профессионалов.
- FoxWeld – масштабная производственно-торговая компания, которая реализует электро- и газосварочное оборудование, собранное из расходных материалов азиатского и европейского происхождения. Являясь российской фирмой, сотрудничество ведется только с брендовыми поставщиками деталей, комплектующих, сырья.
- BlueWeld – итальянский производитель, предлагающий разные сварочные аппараты, комплектующие, аксессуары, фирменные принадлежности к ним. Деятельность ведется с 1963 года, с тех пор фирма достигла большого темпа роста продаж на российском рынке, а повысить качество и характеристики товаров удалось благодаря собственной научной лаборатории.
- Сварог – российский производитель, представивший на рынке оборудование для ремонта, строительных работ. Вся продукция была выпущена впоследствии сотрудничества с китайской компанией Shenzhen Jasic Technology.
- Brima – одна из старейших немецких компаний, представляющих на российском рынке сварочное оборудование. Опыт работы перевалил за отметку в 50 лет. Работать с такими приборами можно даже при отсутствии опыта, так как каждая единица надежная и многофункциональная.
- Форсаж – торговая марка, принадлежащая российскому производителю АО «ГРПЗ». За 20 лет плодотворной работы компания наладила сервисное обслуживание, внедрила передовые функции, что позволило создавать инструменты профессионального уровня. Наибольший спрос демонстрируют инверторные сварочные аппараты.
Рейтинг сварочных полуавтоматов
Купить надежный сварочный полуавтомат для дома, дачи, автомобиля, строительных или ремонтных работ не так просто. Даже определившись с фирмой производителя, круг поиска сузится до нескольких десятков моделей. Поэтому опираться можно на критерии, по которым эксперты, сварщики, другие специалисты выбрали лидеров 2021 года. Всего было рассмотрено свыше сотни номинантов, после чего определилась десятка лучших по нескольким показателям:
- Мощность и диапазон напряжения во время работы;
- Воспроизводимые технологии, например, MIG/MAG, TIG, MMA;
- Диапазон токов, коэффициент постоянного включения;
- Целевое назначение оборудования;
- Интенсивность циклов работы;
- Легкость управления;
- Габариты, вес, мобильность;
- Выносливость сложных условий работы;
- Комплектация, длина шнура.
Показателем надежности может считаться гарантия от производителя, чем она выше, тем дольше предполагаемый срок службы. В ходе анализа каждого номинанта эксперты брали в учет отзывы мастеров, покупателей, реальный опыт применения таких инструментов. Отмести неподходящие модели удалось благодаря статистике ремонтов, жалоб на поломки.