Плюсы и минусы лазерной сварки
Что такое лазерная сварка. Преимущества и недостатки
Лазерная сварка — это один из видов сварки плавлением с нагревом рабочей зоны энергией лазерного излучения. Она относится к термическому классу сварочных технологий и входит в одну группу с плазменной, дуговой и электронно-лучевой сварками.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
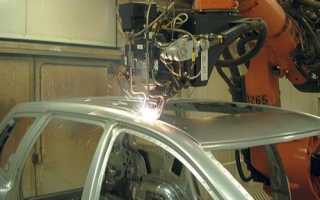
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.

В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Лазерные установки применяют для сварочного соединения металлов с разными физическими свойствами. С их помощью сваривают сталь и медь с алюминиевыми сплавами, а также разнотипные цветные металлы. Новым направлением сварочных технологий является сварка лазером чугуна, которую применяют при производстве корпусов, элементов шестерен, запорной арматуры и других узлов и компонентов.
Стоимость лазерного оборудования снижается с каждым годом. Сейчас небольшие установки импульсной лазерной сварки доступны даже малому бизнесу и частным лицам. Они имеют небольшую мощность и их обычно применяют для резки, сварки и гравировки листовых материалов.
Преимущества и недостатки
Лазерная сварка обладает рядом неоспоримых достоинств, но, как и все сварочные технологии, имеет свои недостатки. Первые являются следствием уникальных характеристик лазерного луча, а вторые в основном связаны с высокой стоимостью и сложностью оборудования.
Главные преимущества:
- возможность сварки разнообразных материалов: от металлов и магнитных сплавов до термопластов, стекла и керамики;
- высокая точность и стабильность траектории пятна нагрева;
- наименьший размер сварного шва среди всех сварочных технологий;
- отсутствие нагрева околошовной зоны, следствием чего является минимальная деформация свариваемых деталей;
- отсутствие продуктов сгорания и рентгеновского излучения;
- химическая чистота сварочного процесса (не применяются присадки, флюсы, электроды);
- возможность сварки в труднодоступных местах и на большом удалении от места расположения лазера;
- возможность сварки деталей, находящихся за прозрачными материалами;
- быстрая переналадка при переходе на изготовление нового изделия;
- высокое качество сварных соединений.
Основные недостатки:
- высокая стоимость оборудования, запасных частей и комплектующих;
- низкий КПД (для твердотельных лазеров — около 1%, для газовых — до 10%);
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям для размещения лазерного оборудования (в части вибрации, запыленности и влажности).
Заключение
Лазерная сварка является самой молодой из сварочных технологий — в промышленности она применяется только с конца семидесятых годов XX века. Сразу после своего появления она начала активно замещать традиционные методы сварки. Наибольшее распространение лазерная сварка получила в передовых производствах с инновационными технологиями.
В наше время лазерная сварка вышла далеко за пределы своего первоначального применения. Сейчас она используется не только в промышленности, но и в часовом производстве, при изготовлении и ремонте ювелирных украшений и даже при создании рекламных конструкций.
Что такое лазерная сварка? Преимущества и недостатки
Лазерная импульсная сварка — нечасто встречающийся, но все же заслуживающий внимания метод соединения металлов и стекла. С помощью такого метода возможна быстрая, качественная и эстетичная лазерная сварка нержавейки, лазерная сварка алюминия и даже сварка серебра.

Весь процесс проходит в автоматическом или полуавтоматическом режиме, поэтому шов всегда получается прочным и долговечным, ведь вероятность человеческого фактора невелика. В этой статье мы кратко расскажем, что из себя представляет лазерная сварка, какие преимущества и недостатки есть у этой технологии.
Общая информация
Лазерная сварка металлов осуществляется с помощью специального оборудования. Как мы писали выше, оно может быть полуавтоматическим (работать под контролем мастера) и автоматическим, вплоть до роботизированных моделей, осуществляющих работу без присутствия человека. Суть сварки с помощью такого оборудования проста: металл нагревается и плавится за счет лазерного луча, поэтому такой метод часто называют просто «сварка лазерным лучом».

У лазерного луча есть ряд очень важных характеристик, которые как раз и позволяют сваривать детали. Например, пучок луча концентрируется строго в одной точке и не рассеивается. Благодаря такой особенности на одном небольшом участке концентрируется большой поток энергии, за счет которой и плавится металл. Этой энергии достаточно для быстрой и качественной сварки даже толстых металлов.
Одна из самых универсальных лазерных установок — это «Квант 15». Такое оборудование часто используется для сварки однородных и разнородных металлов толщиной до 3 миллиметров. Так, например, такой лазерный сварочник широко применяется в стоматологии при создании протезов. Также с его помощью возможна лазерная сварка нержавейки.
Все лазерные установки делятся на два типа: твердотельные и газовые. Также существует лазерно-дуговая сварка. Это гибрид из лазерной и дуговой сварки, который обладает всеми преимуществами и того, и другого метода соединения металлов. Лазерно-дуговая сварка очень технологична и редко применяется в домашних мастерских или на небольших заводах, так что остановимся подробнее на первых двух типах лазерной сварки.
Применение твердотельного лазера
Твердотельный лазер используется в связке со специальными электродами. Электроды могут быть рубиновыми, стеклянными, с примесями неодимов. Схема стандартного твердотельного лазера изображен на картинке ниже. Мощность таких лазерных установок крайне мала и не превышает 6 кВт. Поэтому твердотельные лазеры используют для сварки деталей малых толщин. Например, детали, которые необходимы в микроэлектронике.

Таким лазером можно сварить детали из золота, нихрома или тантала. Можно расплавить проволоку диаметром менее 1 миллиметра. Также можно точечно сварить фольгированные детали.
Применение лазера с газом
Газовые лазеры более мощные по сравнению с твердотельными, поэтому сфера их применения гораздо шире. Здесь вместо электродов используется защитный инертный газ, зачастую аргон. Схему газового лазера вы можете видеть на картинке ниже.

Единственный недостаток газовых лазеров — это их немалый размер и вес. Но он вполне оправдан, ведь за громоздким тяжелым корпусом скрывается большая мощность, достигающая 20 кВт. А это значит, что с помощью такого оборудования можно соединить даже самые толстые детали, не сбавляя скорости (средняя скорость сварки газовым лазером — 60 метров в час).
Но самые впечатляющие, конечно, газодинамические лазеры. Для их работы требуется нагреть газ до очень высоких температур. Сам лазер выдает до 100 кВт и сваривает металл со скоростью 200 метров в час. Конечно, такие установки используются только на очень крупных производствах.
С помощью газовой установки любой мощности становится возможна лазерная сварка алюминиевых сплавов, лазерная сварка кузова автомобиля, лазерная сварка нержавеющей стали и даже лазерная сварка стекла. Так что сфера применения действительно обширна.
Также есть один нюанс, который нужно учесть. Не важно, что вам предстоит: лазерная сварка алюминиевых сплавов, нержавейки или стекла, в любом случае сварочная зона нуждается в защите от кислорода. Здесь все так же, как и при обычной ручной дуговой сварке. Сварочная зона может сильно пострадать от кислорода, шов получится некачественным. Мы уже писали выше, что при газовой сварке лазером используется аргон, но порой этого недостаточно.
Если установка слишком мощная, луч лазера может быстро рассеиваться из-за стремительного испарения металла. Чтобы этого избежать помимо аргона нужно подавать газ, подавляющий плазму. Для этих целей зачастую используют гелий, поскольку он не препятствует аргону и при этом не дает лучу рассеиваться. Опытные мастера используют в работе равную смесь аргона и гелия, обеспечивая сразу две функции: защитную и плазмоподавляющую.
Преимущества и недостатки
Преимущества лазерной сварки можно описать одним словом — точность. Лазерные установки никогда не ошибаются, с их помощью можно направить луч в конкретную точку и вероятность ошибки будет минимальна. Даже при работе с очень мелкими деталями. При этом качество соединения всегда очень хорошее.
Мощные лазеры, использующие в работе газ, довольно глубоко проваривают деталь, оставляя узкий шов. За счет этого преимущества детали не деформируются даже при воздействии очень высоких температур, поскольку зона повышенного термического напряжения сфокусирована в одной точке.

Следующий плюс просто невозможен для большинства типов сварки. Луч лазера можно направить с довольно большого расстояния, что крайне удобно в труднодоступных местах. К примеру, существует лазерный аппарат, способный ремонтировать подводные трубопроводы. Это становится возможным за счет использования зеркал. Луч прямой, но его всегда можно отразить в любую необходимую сторону. Все это позволяет выполнять лазерную сварку в самых неожиданных местах.
Верх мастерства — сварка двух и более деталей одновременно, используя для этого всего одну установку. Для этого используется призма, которая расщепляет луч и направляет его сразу в несколько сторон. С помощью такого метода можно снизить себестоимость сварки и увеличить производительность.
Единственный недостаток — большая цена лазерных установок и их технологическая сложность. Не каждый сварщик оценит преимущества лазерной сварки и пожелает получить соответствующую квалификацию.
Вместо заключения
Электросварка лазером — это по-настоящему современная технология, которой стоит обучиться, если вы желаете улучшить свои профессиональные навыки. С помощью лазерного сварочника вы без труда соедините металлы больших и малых толщин, вам станет доступна быстрая и качественная лазерная сварка алюминиевых сплавов и нержавеющей стали. Желаем удачи в работе!
Лазерная сварка металла
Лазерная сварка металла — один из самых новых методов создания неразъемных соединений. Он отличается исключительной точностью, производительностью и высоким качеством сварного шва. Нагрев и плавление металла в рабочей зоне проводится лазерным лучом. Метод позволяет сваривать разнородные материалы. Несмотря на высокую стоимость и сложность оборудования, популярность этого метода постоянно растет. Для домашних мастерских становятся доступны аппараты бытового уровня.

Технология лазерной сварки
Световой поток, генерируемый лазером, отличается монохромностью. Все волны потока, в отличие от солнечного спектра, имеют равные длины волн. Это облегчает управление потоком с помощью фокусировки линзами и отклонения призмами. В лазере возникает явление волнового резонанса, что многократно увеличивает мощность пуска.
Принцип действия лазерной сварки базируется на поглощении энергии пучка лазера металлом в рабочей зоне. При этом происходит сильный локальный нагрев.
Технология сварки лазером напоминает технологию газовой сварки. Подготовительные операции заключаются в механической обработке и химическом обезжиривании зоны соединения. Далее луч лазера направляется в начало шва, происходит нагрев металла, его плавление и образование сварочной ванны. Луч перемещается вдоль линии шва, за ним движется сварочная ванна и зона кристаллизации.

Схема лазерной сварки
После кристаллизации шов проводится зачистка шва от окалины и шлаков.
Лазерная сварка позволяет получить однородный, прочный и долговечный шов.
Условия и методы проведения процесса
Для достижения высокой мощности луча необходима его фокусировка. Она проводится в ходе серии последовательных отражений от переднего и заднего полусферических зеркал. Когда интенсивность пучка превышает пороговое значение, он проходит через центр переднего зеркала и далее, через систему направляющих призм, к рабочей зоне.
Лазерная сварка металлов может проводиться при различном взаиморасположении соединяемых заготовок. Глубину проплавления металла в рабочей зоне можно регулировать в широком диапазоне — от поверхностного до сквозного. Работу также можно вести непрерывным лучом или прерывистыми импульсами.
Способ позволяет сваривать как детали из тонкого листового проката, так и сложные профили и детали большой толщины.
Различают следующие виды процесса:
- В стык. Проводится без присадочных материалов и флюсовых порошков в защитной газовой атмосфере.
- Внахлест. Свариваемые кромки накладываются одна на другую. Требуется обеспечить прижим заготовок друг к другу.

Лазерная сварка в стык
Компактные аппараты бытового класса позволяют проводить лазерную сварку своими руками.
Аппараты лазерной сварки металлов
Для проведения точечной или сплошной лазерной сварки необходимо:
- лазер с источником питания ;
- блок оптической фокусировки;
- механизм перемещения луча в рабочей зоне;
- приспособления для подачи инертных газов для защиты рабочей области.
По конструкции активного излучателя все аппараты лазерной сварки разделяют на два типа:
- газовые;
- твердотельные.
Оба типа могут работать как в импульсном, так и в непрерывном режиме.
Лазеры с твердым активным элементом
Такие установки могут излучать световой поток как непрерывно, так и дискретными импульсами. Активный излучатель делают из розового искусственного рубина, смешивая оксид алюминия и ионы хрома. Торцы стрежня полируют, создавая на них зеркальные поверхности, отражающие свет. Ионы хрома, облучаемые излучением лампы накачки, переизлучает свет на частоте работы лазера.
Функционирование их проходит следующим способом:
- Стержнеобразный активный элемент помещен вместе с лампой накачки внутри рабочего корпуса.
- Энергия периодических вспышек лампы накапливается в активном элементе, фокусируясь и отражаясь от торцевых зеркал.
- По достижении порогового значения интенсивности светового пучка он проходит излучение рабочего импульса.

Лазер с твердым активным элементом
Аппараты с твердым активным телом работают на волне длиной 0,69 микрон. Мощность их достигает нескольких сотен ватт.
Аппараты с элементами на основе газовой среды
Установки с газообразным активным телом потребляют более высокое напряжение, и позволяет развивать большую мощность — до десятков киловатт. Лампа накачки облучает в таких приборах не твердотельный стержень, а газовую смесь в колбе. Для смеси используют углекислый газ, азот и гелий. Она находится под давлением в несколько атмосфер. Два (или более) электрода периодически инициируют электрический разряд в газовой смеси. Импульс так же усиливается многократным отражением от торцевых зеркал. Когда интенсивность достигает порогового значения, когерентный импульс проходит через полупроницаемое зеркало и сквозь оптическую систему направляется в рабочую зону.

Схема аппарата с элементом на основе газовой среды
Газовые установки работают с длинами волны около 10 микрон. Практический коэффициент полезного действия доходит до 15%
Особенности работы с тонкостенным металлом
При сваривании заготовок средней и большой толщины необходимо проплавление материала на всю толщину. Для этого используют излучение высокой интенсивности. Особенностью сварки лазером тонкостенных металлов является высокий риск прожигания листа. Чтобы избежать этого, необходимо строго контролировать следующие характеристики:
- мощность излучения;
- скорость движения луча;
- фокусировка рабочего пятна.
Сваривание тонкостенных заготовок проводят на минимальной мощности. При непрерывном режиме повышают скорость движения рабочего пятна. В импульсном режиме сокращают длительность импульса и повышают их скважность.

Лазерная сварка тонкостенных металлов
Если же на минимальной мощности плотность потока все равно слишком высока — используют преднамеренную расфокусировку луча. Это снижает КПД, но исключает прожигание листа и разбрызгивание металла.
Различия в технологии для разных металлов
Существуют отличия в технологическом процессе для различных металлов и их сплавов.
При сваривании заготовок из стали требуется провести механическую зачистку от ржавчины и других загрязнений. Детали должны быть тщательно обезжирены и высушены. Присутствие в зоне шва влаги может привести к повышенной гидратации материала шва и снижению его прочности и долговечности.
Аналогичная механическая подготовка и обезжиривание требуется для большинства цветных металлов и сплавов.
Нержавеющие сплавы сваривать допускается только встык. Нахлест может привести к возникновению тепловых напряжений в материале.
Благодаря высокой скорости ведения луча в рабочей области не успевают образоваться окислы. Это позволяет сваривать нержавеющие и титановые сплавы без применения флюсовых порошков и атмосферы защитных газов. Эта уникальная способность делает лазерный метод незаменимым при сваривании особо ответственных конструкций атомной, аэрокосмической и оборонной индустрии.
Ручная сварка
Технический прогресс последних лет позволил создать компактный аппарат для ручной лазерной сварки. На рынке представлено множество моделей с различными параметрами и функциональностью.
Они позволяют провести:
- починку малогабаритных и миниатюрных конструкций;
- точечную сварку;
- наплавочные операции;
- ремонт небольших пресс-форм;
- пайку электронных компонентов;
- дезинфекцию медицинских изделий.

Стоимость таких аппаратов все еще значительная. Окупится он при условии большого объема работ.
Применение сварки лазером
Метод применяется для соединения особо ответственных конструкций либо в том случае, когда другими методами соединить заготовки не удается. Наиболее распространен метод в таких областях, как:
- Устройства высокой точности.
- Изделия из легких цветных металлов.
- Соединение чугунных заготовок.
- Сваривание пластика.
Весьма важная область применения лазерной сварки — оборонная промышленность.
Плюсы и минусы лазерной сварки
Основные достоинства метода следующие:
- ограниченная зона нагрева снижает риск коробления материала;
- при использовании гибких световодов возможна работа в узкостях и труднодоступных местах;
- сварочный аппарат без дополнительных модификаций применим для резки конструкций и раскроя листового металла;
- исключительное качество и долговечность швов;
- высокая производительность;
- отсутствие расходных материалов.
Минусы, как и у любой действующей технологии, также присутствуют:
- высокая стоимость аппарата;
- малый коэффициент полезного действия;
- высокие требования к образованию и опыту работника.
В конечном счете, сопоставляя преимущества и недостатки сварки лазером, все больше предприятий и даже небольших мастерских принимают решение о переходе на новую технологию.
Используемое оборудование
Несмотря на различные габариты и мощность, оборудование для лазерной сварки относится к одному из основных типов: с твердым или с газообразным рабочим телом. Они различаются лишь методом возбуждения светового излучения. С металлом оба типа станков лазерной сварки работают одинаково.
Твердотельные установки
Такие приборы чаще используются в режиме непрерывного излучения. Они характеризуются более высокими рабочими частотами и ограниченным КПД и мощностью. Твердотельные агрегаты чаще используют для сваривания малогабаритных и тонкостенных изделий.

Импульсный твердотельный лазер
Газовые аппараты
Если требуется соединять заготовки большой толщины, применяют устройства с газообразным рабочим телом. Излучение возбуждается в газовой среде электрическим разрядом. Такие аппараты сваривают детали до 20 миллиметров. Такой способ позволяет достичь высоких мощностей в луче и более высоких значений КПД. Однако устройство прибора более сложное, в нем используется хрупкая стеклянная колба.

Гибридные установки
Для сложных конфигураций свариваемых деталей и листов большой толщины были разработаны гибридные сварочные установки. Рядом с лазерной головкой в них располагается горелка электродугового полуавтомата.

Гибридный лазерно-дуговой процесс сварки в среде защитного газа
Проволока используется в качестве присадочного материала и заполняет сварочный зазор, участвуя в формировании шовного материала.
Общая характеристика и особенности лазерной сварки для различных металлов, типы лазеров и специфика их применения
Лазерная сварка – сварка плавлением, при которой энергетическим источником является лазер. Главной особенностью является высокая концентрация энергии. Такой тип сварки используется для соединения одинаковых и разнородных металлов.
Лазерное излучение фокусируется при помощи направляющих зеркал. Преобразованный уменьшенный пучок энергии нагревает и плавит свариваемые детали.
Выделяют следующие типы лазерной сварки:
Закреплённые стандарты
В 2019 году действуют следующие государственные стандарты, предъявляющие требования к лазерной сварке:
- ГОСТ ISO 15609-4-2017 – содержит технические требования к аттестации процедур сварки металлических материалов. Часть 4 данного документа посвящена лазерной сварке;
- ГОСТ 28915-91 – описывает основные типы лазерной импульсной сварки, конструктивные элементы и размеры.
Основные сферы применения
Лазерная сварка имеет широкое применение:
- Ремонт ювелирных изделий. Благодаря высокой точности возможен ремонт ювелирных изделий из золота и серебра. Из-за того, что предмет нагревается не полностью, а лишь отдельные его участки, удаётся избежать деформации мягких металлов. В результате ремонта остаётся чистый шов, не загрязнённый частицами припоя. Его можно легко сгладить с помощью шлифовки.
- Соединение алюминия. Лазерная сварка упрощает процесс сварки алюминия, так как нет необходимости создавать вакуум. Необходима только тщательная зачистка места сварки от оксидной плёнки и остатков лакокрасочных покрытий.
- Сварка стали. Использование лазера при сварке стали позволяет получить аккуратный шов, высокую прочность соединений и минимизировать коррозию свариваемых участков.
Плюсы и минусы технологии
Распространение лазерная сварка получила, благодаря следующим положительным качествам:
- высокая прочность соединения;
- отсутствие необходимости в дополнительной механической обработке;
- скорость выполнения работы;
- минимальная зона нагревания;
- возможность высокоточного фигурного соединения.
Несмотря на все положительные стороны, лазерная сварка является узконаправленной в силу следующих причин:
- высокая стоимость оборудования;
- сложность в подборе специалистов;
- наличие вибрации при работе аппаратом;
- невысокий КПД оборудования.
Особенности технологического процесса
Лазерная сварка действует по следующему принципу: лазерное излучение проходит через фокусирующую систему, сконцентрированный пучок энергии направляется на свариваемые детали, где частично отражается. Значительная часть энергии проникает вглубь материала, тем самым нагревает и расплавляет его. Такой метод сварки позволяет проводить работу в любом положении и под любым углом.
Лазерный луч необходимо корректировать в зависимости от толщины материала. Чем толще материал, тем большую фокусировку нужно использовать.
Оборудование, используемое при сварке лазером
Комплект оборудования для лазерной сварки включает в себя: лазер, газовую защиту, системы фокусировки и перемещения луча. Так как существуют разные типы установок, то для каждой из них есть свои особые элементы.
В газовых лазерах активным элементом является смесь газов. Предельная мощность такого вида установок может достигать 20 кВт. Это позволяет работать с материалами толщиной до 2 см. Одними из самых мощных являются газодинамические лазеры. Скорость работы при их использовании достигает 60 м/ч.
Мощность твердотельных лазерных установок – 1-6 кВт. Активными компонентам в них являются рубин или стекло с присадкой ионов. С помощью таких установок соединяются самые маленькие и тонкие детали.
Типы установок для лазерной сварки металла:
- Твердотельные лазерные установки содержат в себе стержень из активного элемента рубина с нанесённым на его концах серебром. При нагревании стержня находящиеся в нём ионы хрома начинают своё движение. Проходя через прозрачные и полупрозрачные зеркала, они движутся по спирали вокруг рубинового стержня. Высвобождаемая энергия проходит через полупрозрачное стекло и с помощью линзы собирается в одной точке сварочного аппарата. Главная особенность – работает исключительно в беспрерывном режиме.
- Газовые лазерные установки стандартно представлены в виде герметичной круглой трубки с газообразной функциональной средой и установленным оптическим резонатором. Для активации лазерного луча применяются следующие газы: углекислый газ, азот и гелий.
Газовые лазеры эффективнее твердотельных, так как имеют большую мощность и повышенный КПД. Большим плюсом является то, что они могут применяться и в импульсном, и непрерывном режиме.
Лазерные установки могут проводить сварку двумя способами:
- импульсным – производится накопление значительного объёма энергии, а затем в короткое время обрабатывается место сварки;
- непрерывным – применяется в процессе создания сплошных швов независимо от глубины сварки.
 Примерная стоимость аппаратов лазерной сварки на Яндекс.маркет
Примерная стоимость аппаратов лазерной сварки на Яндекс.маркет
Особенности лазерной сварки различных металлов
При сваривании стали предварительно необходимо провести механическую очистку деталей. Нужно избавиться от коррозии и окалины для предотвращения появления оксидных соединений. Зачистку можно проводить с помощью обычных нержавеющих щёток, захватывая 10-15 см от будущего места сварки. Место сваривания стальных деталей необходимо обезжирить.
Алюминий
При сварке алюминия возникает возможность окисления поверхности и испарения летучих элементов. Металл необходимо механически обработать, произвести травление и перед сваркой зачистить шабером.
Титан
Во избежание трудностей при сварке титана нужно осуществить зачистку, при этом можно применить пескоструйную обработку. Позже химически затравить, промыть и обработать гелием.
Специфика ручной лазерной сварки
Уже не существует преград для покупки лазерного станка для работы в домашних условиях. С его помощью можно решить некоторые хозяйственные проблемы:
- подправить ювелирные изделия;
- провести точечную спайку;
- отремонтировать оправу очков;
- уплотнить поверхность материалов.
Необходимо помнить о технике безопасности при работе вручную: во избежание попадания лазерного луча в глаза и на кожу необходимо, чтобы аппарат был оснащён крышками безопасности.
При ручной работе достигается высокая скорость сварки, а сварочный шов более высокого качества.
Технология сварки при помощи лазера — как работает, где используется, ее особенности

Отличным способом объединения стекла с металлом является метод сварки лазером. При его содействии становится допустимой мгновенная и изящная металлическая сварка.
Есть автоматический и полуавтоматический способы выполнения работы. При использовании таких режимов образуется основательный шов.
Далее вы узнаете, что такое лазерная сварка и какие плюсы и минусы она имеет.
- Общие сведения
- Использование твердотельного лазера
- Использование газового лазера
- Достоинства и недостатки
- Подведем итог
Общие сведения
Сваривание происходит при помощи специального оснащения. Автоматический режим работает без участия человека, полуавтоматический под надзором сварщика. Второе название этого способа «сварка лазерным лучом», так как луч греет и плавит металл.
Она имеет параметры, разрешающие соединять элементы между собой. Лучевой пучок располагается в определенной зоне. На маленьком кусочке сосредотачивается значительная энергия и происходит оплавление элемента.
Ее хватает для моментальной сварки элементов значительной толщины. «Квант 15» — одно из лучших лазерных устройств. Его нередко применяют для сваривания разных элементов, имеющих толщину до 3 мм.
Дантисты используют этот прибор для разработки протезирования. При его содействии осуществимо сваривание нержавейки. Существует 2 типа аппаратов: твердотельные и газовые. Есть еще третий тип сваривания, называемый лазерно-дуговой.
Она имеет все функции обоих способов соединения металлов. Аппарат нечасто используют в быту, поэтому заострим наше внимание на двух видах сваривания.
Использование твердотельного лазера

Твердотельный лазер применяют с электродами специального назначения. Они бывают рубиновые, стеклянные, с добавлением неодимов.
На рисунке ниже вы можете рассмотреть подробную схему. Мощность этого прибора не более 6 кВт. В связи с этим, твердотельные лазеры применяют для сваривания деталей небольшой толщины.
Этот лазер допускает сварку золотых элементов, нихрома, тантала. Становится реальным расплавить проволоку толщиной до 1 мм. Также допустимо точечное сваривание фольгированных деталей.
Использование газового лазера

Газовые лазеры сильнее твердотельных, следовательно, область их использования больше. Здесь аргон заменяют электроды. На рисунке ниже изображена подробная схема. Большие размеры и вес являются большим минусом таких лазеров.
Однако за увесистым каркасом прячется мощность, которая достигает 20 кВт. Это означает то, что аппарат способен сваривать элементы, не снижая темп (средняя скорость сваривания составляет 60 м в час).
Самыми внушительными лазерами являются газодинамические. Нужно подогреть газ до ультравысокого давления, для того, чтобы он функционировал. Аппарат варит металл при скорости 200 м в час и производит 100 кВт.
Их применяют исключительно на огромных предприятиях.
С такой установкой можно выполнять сварку: алюминия; нержавейки; стекла. Область использования этого оборудования весьма внушительна. Однако необходимо учитывать важную деталь.
Во время сварки лазером сварочную область необходимо оградить от кислорода, так как шов может образоваться некачественным. Так как металл мгновенно испаряется, то пучок света рассеивается очень быстро.
Чтобы не допустить этого, необходимо делать подачу газа, угнетающего плазму. Для этого часто применяют гелий, так как он не является барьером для аргона и не позволяет лазеру рассеиваться.
Профессионалы задействуют в процессе соединение аргона и гелия в равной пропорции, одновременно реализовывая 2 опции: защитную и подавляющую.
Достоинства и недостатки

Точность — главная прерогатива лазерной сварки. Эти аппараты никогда не делают ошибок, при их содействии проецируете луч в нужную вам область и допустимость погрешности сводится к минимуму.
Даже при работе с крошечными элементами. В то же время соединение остается отличного качества.
Лазеры, задействующие газ, сваривают детали, формируя аккуратный шов. Благодаря этой привилегии они не изменяют свою форму даже под действием запредельных температур, так как область повышенного теплового давления спроецирована в одну область.
Следующая функция недоступна некоторым сваркам. Луч можно навести с дальней дистанции, что весьма комфортно в малодоступных участках. Приведем пример: есть прибор, который может устранять неисправности в трубопроводах, располагаемых под водой.
Это допустимо при задействовании отражающих поверхностей. Прямой луч можно отразить в нужном вам направлении. Это дает возможность сварки в самых непредсказуемых местах.
Вершина профессионализма — сваривание нескольких деталей в одно и то же время, применяя для этой цели одну установку.
При выполнении этой цели применяют призму, рассеивающую луч и распределяющую его в нескольких направлениях. Становится возможным сокращение затрат при сварке и происходит увеличение продуктивности.
Единственным минусом является высокая ее технологическая сложность и высокая цена. Не все мастера оценят достоинства оборудования и захотят освоить нужную технику.
Подведем итог
Если вы действительно хотите усовершенствовать свое мастерство, то вам необходимо освоить метод электросварки лазером.
Вы сможете без особых усилий объединить металлы любых размеров, вам будет доступна мгновенная и высококачественная сварка алюминия и нержавейки.