
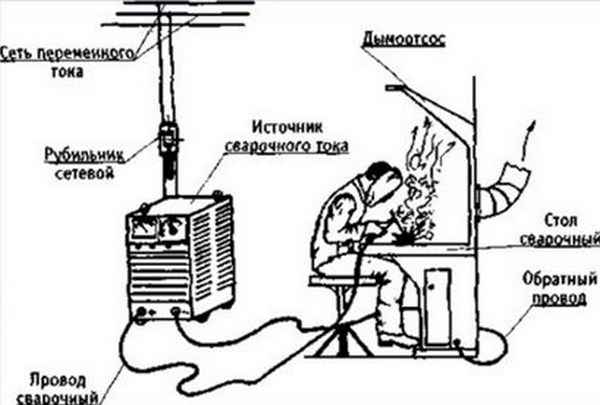
Передвижной сварочный пост для ручной дуговой сварки
Передвижные и стационарные сварочные посты
 Любой профессиональный сварщик не представляет свою работу без специального рабочего места — сварочного поста. Это место следует организовывать и оборудовать в зависимости от вида сварочных работ, типа конструкций или размеров производимых деталей
Любой профессиональный сварщик не представляет свою работу без специального рабочего места — сварочного поста. Это место следует организовывать и оборудовать в зависимости от вида сварочных работ, типа конструкций или размеров производимых деталей
- Классификация сварочных постов
- Оборудование и требования к нему
- Вентиляция
- Передвижной сварочный пост и его особенности
- Комплектация постов в зависимости от вида сварки
Классификация сварочных постов
Рабочие посты для сварки подразделяются на две категории: стационарные и передвижные. Они используются для разных видов работ и имеют разную конструкцию.
Стационарный пост и все его оборудование — это открытая сверху кабина, в которой находится все необходимое для работы. В данных постах можно сваривать металлические изделия небольших размеров. А вот для обработки крупных изделий они не подойдут, тут потребуется уже передвижной сварочный пост. С его помощью изготавливают трубы, устанавливают большие конструкции и многое другое.
Оборудование и требования к нему
К комплектации стационарного сварочного рабочего места нужно подходить со всей ответственностью. При его оснащении нужно учитывать все существующие нормы и требования, которые предъявлены к такому рабочему месту сварщика.
Ключевые элементы поста следующие:
 комплект оборудования, используемого для изготовления сварки;
комплект оборудования, используемого для изготовления сварки;- стол для электродов и прочих принадлежностей;
- источник тока для работы;
- камера вытяжная;
- рубильник;
- электродержатель;
- ящик под специальные инструменты.
 комплект оборудования, используемого для изготовления сварки;
комплект оборудования, используемого для изготовления сварки;Все перечисленные составляющие рабочего места нужно устанавливать в специальной кабине. Ее габариты составляют 2000*2500*2000 мм. Как уже говорилось ранее, кабина должна иметь открытый верх. Что касается стен такой кабины, то их нужно делать на основе тонкой стали или фанеры, пропитанной посредством огнестойкой смеси либо брезента, также обработанного огнестойким составом.
Существуют и требования к цвету стен такой кабины. Красить их нужно в светло-серые оттенки, которые помогут эффективно и качественно поглощать УФ-излучения при соединительных работах. Напольное покрытие кабины обязательно следует изготавливать на основе огнестойких материалов.
Нельзя оставлять без внимания вопрос освещения. Согласно нормативным требованиям к уровню освещенности свет должен быть как минимум 80 лк.
Вентиляция
 Также имеются специальные требования к оборудованию вентиляционной системы данного поста. Чтобы работа специалиста по сварке была максимально комфортной, нужна мощная вентиляция. Это важно затем, чтобы газы, опасные для человеческого организма, выделяемые во время сварочных работ, могли выводиться из помещения.
Также имеются специальные требования к оборудованию вентиляционной системы данного поста. Чтобы работа специалиста по сварке была максимально комфортной, нужна мощная вентиляция. Это важно затем, чтобы газы, опасные для человеческого организма, выделяемые во время сварочных работ, могли выводиться из помещения.
Вентиляция должна соответствовать существующим нормам, воздухообмен при этом должен составлять как минимум 40 кубических метров в час. А если вентиляция сварочного места или всего цеха не соответствует принятым нормам, то летучие вредные отходы будут накапливаться в течение длительного времени и поражать внутренние органы человека и органы дыхательной системы. Допускать этого категорически нельзя.
Нередко современное оборудование дополнительно оснащается специальными заслонками. С их помощью регулируется интенсивность удаления вредных выбросов. Вентиляция имеет и прочие особенности, в частности, возможность гибкой установки конструкции рукава, благодаря чему вентиляционную систему можно разместить в области производства соединений. Преимущества такой системы в том, что при работе в закрытых помещениях можно выполнять рабочие действия в течение длительного времени.
Чтобы можно было без проблем из рабочей зоны удалять газы и пыль, нужно при стационарном посте выполнять следующее:
- на своем стационарном рабочем месте обустройте систему вентиляции;
- если вы работаете в тесном помещении, не забывайте предусмотреть внутреннюю вытяжку внутри резервуаров;
- подвод воздуха нужно обеспечить посредством специального отверстия во внутренней стене двустенного щитка, что может понадобиться в особо трудных условиях;
- при выделении с газами ядовитых примесей используйте респиратор, оснащенный химическим фильтром.
 на своем стационарном рабочем месте обустройте систему вентиляции;
на своем стационарном рабочем месте обустройте систему вентиляции;Стационарный стол для сварочных работ используется для выполнения на нем соединительных процедур. Крышу для него нужно делать на основе чугунной стали с толщиной около 20−25 мм. На каждом таком посте должен быть установлен магнитный пускатель и рубильник, с помощью которого включается и выключается рабочий ток.
Передвижной сварочный пост и его особенности
Сварочный пост передвижного типа используется для соединения крупногабаритных изделий. Чаще всего его ставят на открытом пространстве, соответственно, потребуется специальный защитный навес от излучения света и осадков. Для такого навеса обычно применяют складные щиты.
Рабочее место мастера потребуется оснастить специальными тумбами, где можно будет без труда поставить все нужное для работы, например:
- сварочное оборудование;
- электроды;
- инструменты и т. д.
 При выполнении сварки будут выделяться вредные газы и вещества, представляющие опасность для человека. Поскольку передвижной пост располагается на открытом пространстве, то все эти вещества, которые выделяются вследствие контакта металла с электрической дугой, будут быстро рассеиваться. Соответственно, в вентиляции такое место не нуждается.
При выполнении сварки будут выделяться вредные газы и вещества, представляющие опасность для человека. Поскольку передвижной пост располагается на открытом пространстве, то все эти вещества, которые выделяются вследствие контакта металла с электрической дугой, будут быстро рассеиваться. Соответственно, в вентиляции такое место не нуждается.
Также пост нужно будет оснастить локальной личной осветительной системой. Ее ставят над рабочей столешницей непосредственно или же недалеко от нее. Если освещение хорошее, это значительно сокращает нагрузку на зрение оператора и создает оптимальные условия для качественной работы.
Для обеспечения личной безопасности мастера и с целью предупреждения поражения электрическим током пост (как стационарный, так и передвижной) нужно обязательно заземлять.
Чтобы на рабочее место постоянно поступал воздух, все стенки поста должны быть с зазором примерно на полметра.
Во время работы сварщик должен иметь следующее:
- маску;
- щиток;
- электродержатель.
Последний элемент является ключевым подручным приспособлением оператора и обладает такими характеристиками, как:
- надежность;
- безопасность;
- умение оперативно подавать и освобождать электроды;
- защита рук от высокой температуры сварки.
Маска со щитком нужна для защиты от искр, металлических брызг и других нежелательных последствий сварочного процесса.
Комплектация постов в зависимости от вида сварки
Многие знают, что сварка имеет несколько разновидностей:
- дуговая;
- ручная;
- электродуговая;
- работа в среде защитных газов и т. д.
В зависимости от того или иного вида сварки оборудование для сварочного поста тоже будет отличаться.
Например, если сварка осуществляется с применением электрической горелки, то на рабочем месте должны обязательно присутствовать:
- сама горелка;
- источник электрического тока;
- компрессор;
- реостат.
 В подобном виде работ разные газы или же сжатый воздух можно применять из баллона.
В подобном виде работ разные газы или же сжатый воздух можно применять из баллона.
Если говорить о защитных средствах безопасности, столе и заземлении, они должно быть обязательно, независимо от типа сварочных работ.
Пост, где проводят сварку или резку механического типа, должен включать в себя стационарную или переносную машинку, которая способна с той или иной скоростью двигать инструменты или саму заготовку.
При выполнении работ ручным способом с применением трехфазной дуги нужно иметь в комплекте электромагнитные контакторы.
Если же работы будут проводиться в среде защитных газов, нужно заранее предусмотреть наличие специального газового оборудования:
- баллон с тем или иным газом;
- ротаметр (прибор для определения расхода газа);
- газовые рукава;
- редуктор.
 Также могут присутствовать специальные редукторы, соединяющие в себе функции редуктора и ротаметра.
Также могут присутствовать специальные редукторы, соединяющие в себе функции редуктора и ротаметра.
Сварка посредством переменного тока должна проводиться с использованием специального трансформатора с высоким напряжением холостого хода. Также для стабилизации горения дуги будет нужен осциллятор.
Итак, независимо от того, какого типа сам сварочный пост, и какого типа сварка будет проводиться, главное —заранее позаботиться о безопасности выполнения работ. Поэтому очень важно не забывать о заземлении, применять только негорючие материалы и предусматреть хорошую воздушную вентиляцию. Все остальные нюансы были рассмотрены выше.
Сварочный пост и его виды
Что такое электро- или газосварочный пост? Если просто, то это рабочее место сварщика, которое полностью оборудовано необходимыми приборами, аппаратами, инструментами и расходными материалами. Здесь же должна быть вытяжка для удаления всевозможных газов, которые сопровождают сварочный процесс, это требования безопасности. Обязательно наличие верстака, стула и других атрибутов мастерской.

Виды сварочных постов
В классификацию сварочных постов входит два вида: стационарный и передвижной (переносной). Последний можно перевозить на разные объекты. Особенность деятельности в стационарном посту – это заготовка приносится к сварщику. В передвижном варианте сварщик приезжает к заготовке.
Стационарный сварочный пост
Размеры сварочного поста определяются объемом выполняемых сварщиком работ. Но высота кабины обычно не меньше 2 м. Пол, потолок и стены изготавливаются из негорючих материалов. Это требования безопасности.
Освещение рабочего места не должно быть меньше 80 Люкс. Идеально, если будет комбинация искусственного освещения с дневным. Подключение всех видов электрического оборудования к системе заземления здания цеха обязательно. Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией. Основное к ней требование – это воздухообмен в пространстве поста 40 м³/ч.
Поверхность рабочего верстака – это чугунная плита толщиною 20-25 мм. При этом ее поверхность должна находиться на высоте 50-70 см над уровнем пола. Внутри каждой рабочей кабины должен устанавливаться рубильник и магнитный пускать, обеспечивающие включение и отключение сварочного трансформатора.
Внимание! Сварочное оборудование может устанавливаться как внутри помещения, так и снаружи. При этом максимальное расстояние от него до сварного аппарата не должно превышать 15 м.
Передвижной сварочный пост

По сути, это рабочее место электро- или газосварщика на открытом воздухе. Поэтому к данному месту не такие жесткие требования безопасности. Здесь нет системы вентиляции, из поверхностей лишь потолок, который является крышей навеса, закрывающего пространство от природных осадков.
В основном используется дневное освещение, но каждый верстак снабжен локальной осветительной системой, которая работает независимо от других объектов. Но, как и на стационарном посту, на переносном также организуется система заземления. Некоторые переносные сварочные кабины закрываются со всех сторон защитными панелями. Но есть к его обустройству одно требование – между панелями должен всегда оставляться зазор в пределах 50 см. Это и будет своеобразная система вентиляции сварочного поста.
Что касается оборудования сварочного поста для ручной дуговой сварки или газосварки (имеется в виду передвижного типа), то кроме верстака и стула устанавливаются тумбы, в которых хранится инструмент и расходный материал для проведения работ.
Существуют передвижные сварочные посты, которые организуются на автомобильных шасси. Это по-настоящему передвижной объект. В его конструкции обычно размещают до трех сварных агрегатов. Такую машину подгоняют к объекту, и работают на нем сразу три сварщика.
Обшивают большую машинную конструкцию тонким листовым железом, тем самым соблюдая требования безопасности. Внутри устанавливают один длинный верстак, здесь же располагаются тумбы, печь для прокалки электродов, ящики для складирования кабелей и шлангов. В общем, это мобильная установка, с помощью которой можно выполнять большой объем работ.
Такие сварочные посты для газовой сварки или электросварки могут располагаться не на автомобильных шасси, а на полозьях. В верхней части его каркаса по углам делаются проушины, за которые всю конструкцию поднимают с помощью крана и переносят на необходимый участок. Или грузят на машину и перевозят на другие объекты.
Оснащение
Так как существует несколько видов сварки, соответственно и рабочее место придется оснащать по-разному. Неизменным лишь остаются заземление, требования безопасности к сварочному посту, освещение и вспомогательные приспособления для удобства работы сварщика.
- Сварка неплавящимися электродами в защитных газах требует организации места для баллонов с газом или компрессора.
- Механизированная сварка или резка металлов – это дополнительный агрегат для подачи расходника или режущего инструмента.
- Использование трехфазного напряжения – это установка контактора необходимой величины.
- Рабочее место электросварщика, работающего на переменном токе, дополнительно оснащается осциллятором. Его назначение – стабилизация электрической дуги.
Оснащение места работы газо- или электросварщика – дело серьезное и ответственное. Здесь действует основное и важное правило – обеспечить максимальную безопасность ведения сварочных работ. Поэтому таким системам, как вентиляция, заземление и освещение, уделяется повышенное внимание.
Грамотное обеспечение сварочного поста для ручной сварки – это не только уменьшение риска заболевания работника, а значит, и сохранение его здоровья, что очень важно. Это повышение качества работы, плюс сокращение сроков выполнения заказа.
Организация сварочного поста
Сварка относится к категории работ повышенной опасности. Поэтому для ее выполнения обустраивают сварочный пост. Это небольшая зона, которая размещается внутри или вне помещения. В зависимости от вида работы пост оснащается соответствующим оборудованием и инструментами.

Виды сварочных постов
В сущности, сварочные посты это рабочие места, на которых созданы условия для безопасной и удобной работы. В зависимости от источника энергии они бывают газо- и электросварочного вида. К рабочим местам для газовой сварки предъявляются повышенные требования по воздухообмену. На электросварочных постах обеспечивают надежную защиту от поражения электротоком.
Классификация по конструкции подразделяется на стационарные и передвижные виды. Первые оборудуют на отведенном месте для сварки заготовок небольшого размера, так как площадь столешницы верстака ограничена. Вторые делают в виде каркасов на колесах с установленным оборудованием. Мобильность рабочего места удобна для сварки сложных объектов.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.

При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.

Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.

Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Организация газосварочного поста
Основной комплект оборудования газового поста состоит из следующих элементов:
- генератора ацетилена или баллона со сжиженным метаном, пропаном или бутаном;
- баллона с кислородом;
- горелки;
- шлангов, редукторов для регулирования давления кислорода и газа, контрольных манометров.
На передвижном посту обустраивают место с креплениями для установки баллонов. Двухколесную тележку для перемещения оборудования делают из труб. После прибытия к месту работы оператор раскручивает шланги на требуемую длину, открывает вентили на баллонах, приступает к сварке.

Стационарный газосварочного пост оборудуют:
- металлическим столом;
- приточно-вытяжной вентиляцией;
- светильником.
По правилам пожарной безопасности генератор ацетилена необходимо размещать на расстоянии не меньше 10 м от места проведения сварочных работ. Для хранения газовых баллонов должно быть выделено помещение или вместительный металлический шкаф с замками. Их переносят на пост к началу сварочных работ.
Требования к сварочным постам
При организации сварочного рабочего места необходимо выполнять не только требования техники безопасности, но также соблюдать санитарные нормы. Чтобы были хорошо видны мелкие детали, нужно обеспечить освещенность не ниже 80 лк с условием, что свет не будет раздражать глаза. Светильники размещают так, чтобы на рабочем столе не было теней.
Поскольку при сварке выделяются вредные для здоровья газы, организация вентиляции должна быть выполнена в строгом соответствии со всеми требованиями. По санитарным нормам вытяжка должна действовать на территории радиусом 4 м, обеспечивая воздухообмен не меньше 40 мᶾ/час. Если объем сварочных работ невелик эти условия выполнит естественная приточно-вытяжная вентиляция.

В цехах, где одновременно работают несколько сварщиков, устанавливают централизованную приточно-вытяжную систему, к которой подсоединяют каждое рабочее место. Для регулирования интенсивности воздухообмена вентиляционные рукава оснащают заслонками. При работе внутри замкнутого пространства (цистерны, емкости для хранения жидкостей и пр.) приточный воздух подают под маску.
Если на рабочем месте установлено однофазное оборудование, в его составе должен быть осциллятор. Для трехфазного напряжения наличие магнитного контактора обязательно. Если по технологии требуется резка металла нужно выделить место, где будет размещаться режущий инструмент.
Если часто приходится заниматься ремонтом металлических изделий на дому пост для сварочных работ не будет лишним в хозяйстве. Однако, чтобы работа была комфортной и безопасной необходимо выполнение всех требований. Особенно к вентиляции.
СВАРОЧНЫЕ ПОСТЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Стационарные и передвижные сварочные посты
Специально оборудованное рабочее место для сварки называют сварочным постом. Сварочные посты могут быть стационарными и передвижными.
Стационарные сварочные посты (рис. 2.1) размещают в цехах для изготовления сварных конструкций. К посту подают собранную под сварку конструкцию, при выполнении швов сварщик передвигается, а источник питания током и пусковая аппаратура остаются неподвижными. Передвижения сварщика обусловлены дли-

Рис. 2.1 . Стационарный сварочный пост для ручной дуговой сварки:
1 — источник сварочного тока; 2 — стол для электродов; 3 — ящик для инструмента; 4 — рубильник; 5,6- вытяжная камера; 7 — электрододержатель; 8 — стул сварщика; 9 — сварочные провода ной сварочного кабеля — не более 30-40 м; при большей длине падает напряжение в сварочной цепи, что затрудняет процесс сварки.
При сварке небольших конструкций сварочный пост оборудуют в кабине размерами в плане примерно 2 х 2 м и высотой не менее 2 м. Стенки кабины могут быть изготовлены из негорючих и неэлектропроводящих материалов, например из асбестовых листов. При использовании фанеры и брезента их пропитывают огнестойким составом, например раствором алюмокалиевых квасцов. Стены окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон и др.). Освещенность кабины должна быть не менее 80 лк.
Кабину оборудуют местной вентиляцией с воздухообменом 40 м 3 /ч на каждого рабочего. Вход в кабину закрывают брезентовыми шторами с огнестойкой пропиткой. Между стенками и полом должен быть зазор не менее 50 мм для вентиляции. Пол должен быть выложен огнестойким материалом (кирпичом, бетоном). Для включения источника сварочного тока в кабине имеется рубильник или магнитный пускатель.
Сварочный аппарат и пусковая аппаратура расположены обычно в кабине, однако они могут быть вынесены и за ее пределы. В этом случае сварочные аппараты устанавливают на расстоянии не более 15 м от кабины или места сварки в свободных промежутках между колоннами цеха.
Питание сварочным током может быть централизованным. В цехе устраивают машинный зал, оснащенный мощными сварочными аппаратами, от которых проводят медные шины вдоль колонн для подачи тока к 15-30 постам. Посты оборудуют распределительной пусковой аппаратурой, подсоединяемой к шине, и балластным реостатом для регулирования сварочного тока.
В кабине устанавливают металлический сварочный стол высотой 0,5-0,6 м для работы сидя или высотой 0,9- 1,1 м для работы стоя. Вместо стола можно использовать манипулятор, кантователь или другое механическое оборудование, облегчающее поворот изделия при сварке швов. При работе применяют стул с подвижным сиденьем. Кабину, как правило, обустраивают вентиляцией и консольным краном для подачи изделий.
Рис. 2.2. Передвижной сварочный пост: 1 — сварочные аппараты; 2 — пусковые аппараты; 3 — печь для прокалки электродов; 4 — шкаф для инструмента


Передвижные сварочные посты (рис. 2.2) применяют при сварке крупногабаритных изделий (металлоконструкций, сосудов, трубопроводов), при строительстве зданий и сооружений на строительной площадке, а также при ремонтных работах.
Такие посты размещают в передвижных машинных залах, изготовленных из стального каркаса, обшитого листовым железом.
В зале устанавливают обычно 1-3 сварочных аппарата, пусковую аппаратуру, шкаф для инструмента и сварочного кабеля, печь для прокалки электродов.
Передвижные машинные залы имеют в верхних углах приваренные проушины для закрепления стропами и перемещения по высоте краном или погрузки на машины и вагоны, а внизу — полозья для перемещения на короткое расстояние волоком.
Допускается размещение передвижных постов непосредственно на строительной площадке, но обязательно под навесом. Рабочее место сварщика в условиях монтажа должно быть защищено от дождя, снега и ветра, а также ограждено переносными щитами или ширмами. Находящуюся на площадках сварочную аппаратуру также необходимо защищать от дождя и снега. Посты, установленные на высоте более 2 м, должны быть оборудованы ограждениями и лестницами. Для защиты рабочих от излучения дуги используют складные щиты.
Все участки, где производятся сварочные работы в стационарных или монтажных условиях, должны хорошо освещаться дневным или искусственным светом.
Что такое сварочный пост
Рабочее место сварщика называется сварочный пост, который может быть передвижного и стационарного типа. Рабочий пост организован, таким образом, чтобы сварщик мог без труда выполнять свою работу. Здесь находятся все необходимые инструменты для сварки: сварочный аппарат, держатель электродов, кабеля для сварки и т. д.
Стационарный пост сварщика — это брезентовая кабинка, размерами 2х2,5х2 м. Для её изготовления могут применяться, как брезент, так и другие, «лёгкие», но негорючие строительные материалы, например, тонкая сталь.
Передвижной пост сварщика — оборудуется прямо на рабочем месте. Как и стационарный пост, передвижной, также, имеет все необходимые инструменты, которые будут нужны для сварки в полевых условиях.
Что такое сварочный пост и из чего он состоит
Сварочный пост — это специально отведённое место сварщику, где он может выполнять работы, связанные со сваркой металлических изделий. Различается несколько видов сварочных постов, о них будет рассказано несколько ниже, в этой статье сайта mmasvarka.ru про сварку.
Место сварщика или сварочный пост имеет все необходимые инструменты и приспособления. Площадь стационарного сварочного поста должна быть не менее 6 кв. м. Рабочее место сварщика должно быть удобным, пожаробезопасным и иметь хорошую вытяжную вентиляцию.
Кроме того, в сварочный пост входят:
- Столешница (рабочий стол сварщика) поворотного или же неповоротного типа;
- Стул;
- Источник сварки (сварочный аппарат переменного и постоянного тока или другие источники возникновения дуги);
- Электрододержатель;
- Кабеля для сварки.

Из инструментов и оборудования, на сварочном посту обязательно должна быть маска для сварки, молоток для отбития шлака.
Виды сварочных постов
Всего различают несколько видов сварочных постов: стационарного типа и передвижного.

Стационарный пост для сварки — специально оборудованное место сварщика, площадь которого не менее шести квадратных метров. Данный пост представляет собой кабинку без потолка, для изготовления которой служит тонкая сталь или фанера. В любом случае, это должны быть несгораемые стройматериалы, и если для строительства поста используется фанера, то она, в любом случае, должна быть надёжно защищена против возгорания.
На сварочном посту стационарного вида находятся все необходимые инструменты и оборудование для сварки. Также, сварочный пост не может быть без рабочего стола сварщика и стула, а также хорошей вытяжной вентиляции. Сварочный стол может быть оснащён неповоротной или поворотной столешницей.
Передвижной пост для сварки — такой сварочный пост оборудуется прямо на месте проведения работ. В первую очередь, это сварочные работы, связанные со сваркой больших металлических конструкций. Передвижной сварочный пост, также содержит всё необходимое для сварки: источник дуги, генератор электрического тока, инструменты, необходимые для сварки.

Сварочный пост передвижного типа должен иметь защиту в виде навеса, который препятствовал бы попаданию осадков на рабочее место сварщика. Также пост должен иметь хорошие источники освещения и все необходимое оборудование для сварки. Более подробно о требованиях к сварочному посту будет рассказано ниже.
Требования к сварочному посту
Стационарный сварочный пост, в отличие от передвижного поста, имеет гораздо больше требований по организации.

Так, например, стационарный пост сварщика должен иметь:
- Достаточный воздухообмен, но не менее 40 м³/час, а также хорошее освещение;
- Общую площадь не менее 3 м², при этом высота потолка сварочного поста должна быть более 2 метров;
- Негорючие материалы изготовления и стальной каркас;
- Прочный металлический или чугунный стол для сварки, толщиной не менее 2 см;
- Наличие заземления и резинового коврика под ногами сварщика.
Передвижной пост для сварки организовывают прямо на рабочем месте, там, где нужно варить крупногабаритные металлоконструкции. Такой пост сварщика хоть и отличается многим от стационарного поста, однако он также имеет все необходимое для сварки, в том числе и защитное заземление.

