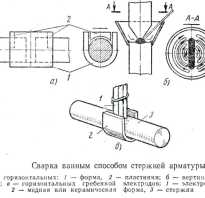
Оборудование и приемы газовой сварки
Технология газовой сварки металлов: материалы, техника
Такому способу соединения металлических деталей, как газовая сварка, уже более сотни лет. На протяжении этого времени данная технология продолжает успешно совершенствоваться, хотя другие методы сварки, в которых используется электрическая дуга, развиваются более активно и вытесняют сварку, в которой используется газовая горелка.

Плюсы и минусы газовой сварки
Такой метод соединения металлов, как газовая сварка, предполагает плавление соединяемых материалов, в результате чего формируется гомогенная структура. Горение газа, за счет которого и осуществляется нагрев и расплав металла, обеспечивается за счет введения в газовую смесь чистого кислорода. Такой метод соединения металлов отличается целым рядом преимуществ.
- Этот способ сварки не требует использования сложного оборудования (сварочного инвертора или полуавтоматического аппарата).
- Все расходные материалы для осуществления такой сварки несложно приобрести.
- Газовая сварка (соответственно, и газовая сварка труб) может выполняться даже без мощного источника энергии и порой без специальных защитных средств.
- Процесс такой сварки хорошо поддается регулированию: можно устанавливать требуемую мощность пламени горелки, контролировать степень нагрева металла.
У данного метода есть и недостатки.
- Металл нагревается очень медленно, в отличие от использования электрической дуги.
- Зона тепла, которая формируется газовой горелкой, является очень широкой.
- Очень сложно концентрировать тепло, создаваемое газовой горелкой, оно является более рассеянным, по сравнению с электродуговым способом.
- Газовую сварку можно отнести к достаточно дорогостоящим методам соединения металлов, если сравнивать ее с электродуговой сваркой. Стоимость затраченного кислорода и ацетилена значительно перекрывает цену электричества, затрачиваемого для сварки однотипных деталей.
- При сварке толстых металлических деталей значительно снижается скорость выполнения соединения. Обусловлено это тем, что концентрация тепла при использовании газовой горелки очень низкая.
- Газовая сварка плохо поддается автоматизации. Механизировать можно лишь процесс газовой сварки тонкостенных труб или резервуаров, который выполняется с использованием многопламенной горелкой.

Газовая сварка трубы из нижнего положения
Материалы для выполнения сварки с использованием газа
Технология газовой сварки предполагает использование различных типов газов, выбор которых зависит от целого ряда факторов.
Одним из газов, используемых для сварки, является кислород. Характеризуется этот газ отсутствием цвета и запаха, он выступает в качестве катализатора, активизируя процессы плавления соединяемого или разрезаемого материала.
Для того чтобы хранить и транспортировать кислород, используются специальные баллоны, в которых он содержится под постоянным давлением. При контакте с техническим маслом кислород может воспламениться, поэтому следует исключить саму возможность такого контакта. Баллоны, в которых содержится кислород, необходимо хранить в помещениях, защищенных от источников тепла и солнечного света.
Получают сварочный кислород путем его выделения из обычного воздуха, для чего используются специальные устройства. В зависимости от степени своей чистоты кислород бывает трех типов: высший (99,5%), первый (99,2%) и второй (98,5%) сорт.
Для различных манипуляций с металлами (сварки и резки) также применяется бесцветный газ ацетилен C2H2. При определенных условиях (давлении, превышающем 1,5 кг/см2 и температуре свыше 400 градусов) данный газ может самопроизвольно взорваться. Получают ацетилен при взаимодействии карбида кальция и воды.
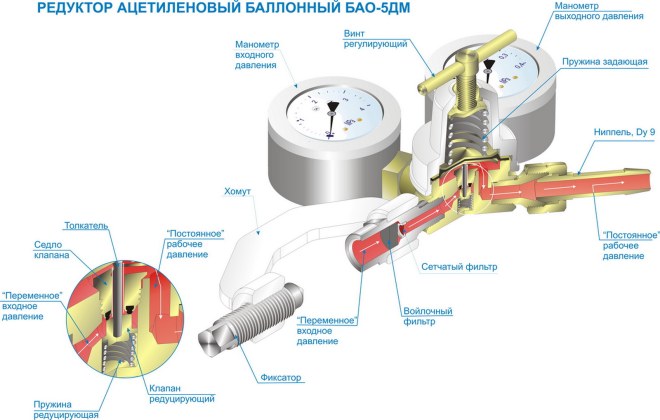
Устройство ацетиленового редуктора
Преимущество использования ацетилена при сварке металлов заключается в том, что температура его горения позволяет без проблем осуществлять этот процесс. Между тем использование более дешевых газов (водород, метан, пропан, керосиновые пары) не дает возможности получить такую высокую температуру горения.
Проволока и флюс для выполнения сварки
Для осуществления сварки металлов, кроме газа, необходимы также проволока и флюс. Именно за счет этих материалов создается сварочный шов, формируются все его характеристики. Проволока, которая используется для сварки, должна быть чистой, без признаков коррозии и краски на ее поверхности. В отдельных случаях в качестве такой проволоки можно использовать полоску того же металла, который подвергается свариванию. Для того чтобы обеспечить защиту сварочной ванны от внешних факторов, необходимо использовать специальный флюс. В качестве такого флюса часто используются борная кислота и бура, которые наносятся непосредственно на поверхность свариваемого металла или на используемую для сварки проволоку. Без флюса может выполняться газовая сварка углеродистой стали, а при соединении деталей из алюминия, меди, магния и их сплавов такая защита необходима.
Оборудование для газовой сварки
Технология газовой сварки предполагает использование определенного оборудования.

Оборудование необходимое для сварки
Водяной затвор необходим для обеспечения защиты всех элементов оборудования (генератор ацетилена, трубы) от обратной тяги огня из горелки. Такой затвор, вода в котором должна находиться на определенном уровне, размещается между газовой горелкой и генератором ацетилена.
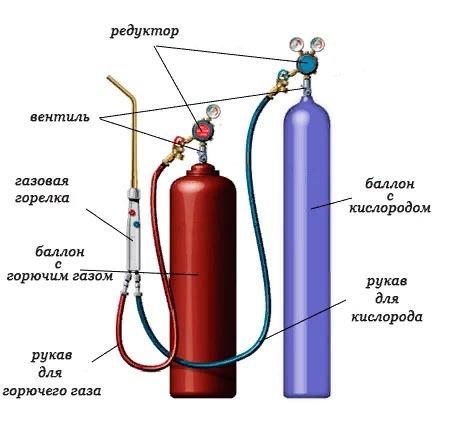
Баллон, в котором содержится газ
Такие баллоны окрашиваются разной краской в зависимости от того, какой газ в них планируется хранить. Между тем верхняя часть баллона не красится, чтобы исключить контакт газа с компонентами краски. Следует также иметь в виду, что на баллоны, в которых хранится ацетилен, нельзя устанавливать вентили из меди, так как это может привести к взрыву газа.
Он используется для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого или обратного действия, а для сжиженного газа используются модели с оребрением, которые исключают его вымерзание при выходе.
Газовую сварку невозможно выполнять без использования специальных шлангов, по которым может подаваться как газ, так и горючие жидкости. Такие шланги делятся на три категории, маркируемые 1) красной полосой (работают при давлении до 6 атмосфер), 2) желтой полосой (для подачи горючих жидкостей), 3) синей полосой (работают при давлении до 20 атм).
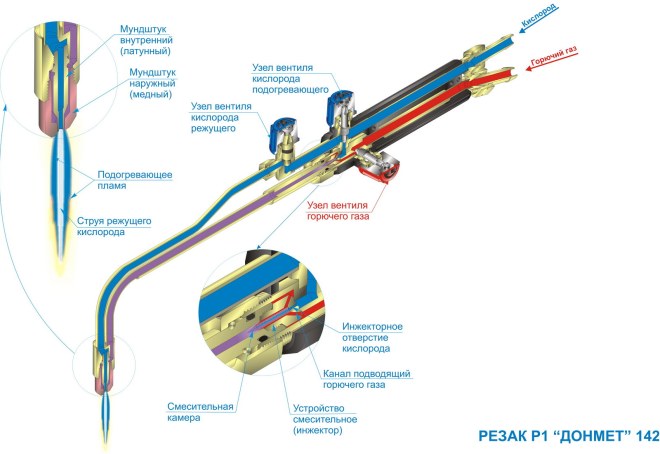
Устройство газосварочного резака
Смешивание газов и их горение обеспечивается за счет использования горелки, которая может быть инжекторного и безинжекторного типа. Классифицируются горелки и по своей мощности, которая характеризует количество газа, пропускаемого в единицу времени. Так, бывают горелки большой, средней, малой и микромалой мощности.
Газовую сварку осуществляют на специально обустроенном месте, которое называется постом. По сути, таким местом является стол, который может быть с поворотной или фиксированной столешницей. Этот стол, оснащенный вытяжной вентиляцией и всем необходимым для хранения вспомогательного инструмента, значительно облегчает труд сварщика.
Особенности выполнения газовой сварки
Регулировка параметров пламени осуществляется при помощи редуктора, который позволяет менять состав газовой смеси. При помощи редуктора можно получать пламя трех основных типов: восстановительное (используемое для сварки практически всех металлов), окислительное и с повышенным количеством горючего газа. При сварке металлов в расплавленной ванне протекают одновременно два процесса – окисление и восстановление. При этом при сварке алюминия и магния окислительные процессы протекают активнее.
Сам сварочный шов и участок, прилегающий к нему, характеризуется разными параметрами. Так, участок металла, прилегающий к шву, отличается минимальной прочностью, именно он наиболее склонен к разрушению. Прилегающий к данной зоне металл имеет структуру с крупными зернами.
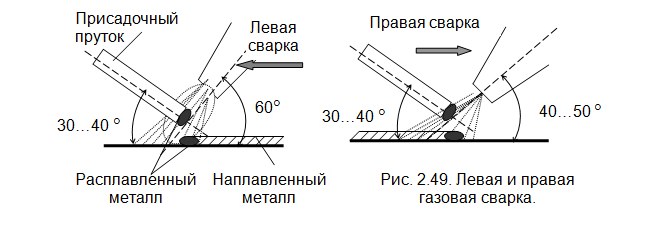
Схема газовой сварки
Чтобы улучшить качество шва и зоны, которая к нему прилегает, выполняют дополнительный нагрев или так называемую термическую ковку металла.
Технологии сварки различных металлов имеют свои нюансы.
- Газовую сварку деталей из низкоуглеродистой стали выполняют с помощью любого газа. В качестве присадочного материала при сварке таких сталей используется проволока из стали, содержащей небольшое количество углерода.
- Методы сварки легированных сталей выбираются в зависимости от их состава. Так, нержавеющие жаропрочные стали варятся с использованием проволоки, содержащей хром и никель, а отдельные марки требуют применения присадочного материала, дополнительно содержащего молибден.
- Чугун варится науглероживающим пламенем, которое предотвращает пиролиз кремния и образование зерен хрупкого белого чугуна.
- Для сварки меди необходимо использовать пламя большей мощности. Кроме того, по причине повышенной текучести меди детали из нее сваривают с минимальным зазором. В качестве присадочного материала используется проволока из меди, а также флюс, который способствует раскислению металла шва.
- При сварке латуни есть риск улетучивания цинка из ее состава, что может привести к повышенной пористости металла шва. Чтобы избежать этого, в пламя горелки подают больше кислорода, а в качестве присадки используют латунную проволоку.
- Сварка бронзы осуществляется восстановительным пламенем, которое не выжигает из этого сплава олово, алюминий и кремний. В качестве присадки применяется проволока из бронзы похожего состава, в которой дополнительно содержится кремний, способствующий раскислению металла шва.
Как выполняется газовая сварка в полуавтоматическом режиме
Для полуавтоматической технологии газовой сварки необходимо использование электрической дуги и защитного газа, что делает этот метод соединения металлов гибридным.
Данная технология, если ее разобрать подробнее, выглядит следующим образом:
- включение устройства;
- продевание проволоки через отверстие, расположенное в горелке;
- выставление при помощи редуктора требуемого давления газа;
- установка требуемой скорости подачи проволоки;
- выставление всех остальных параметров сварки (напряжения и силы тока);
- расположение горелки под требуемым углом перед началом сварки.
На каждый из параметров сварки, выполняемой полуавтоматическим способом, есть параметры, которые оговариваются соответствующими ГОСТами:
- давление, выдаваемое редуктором;
- параметры ацетиленового генератора;
- тип используемых шлангов;
- требования к баллонам для газа;
- тип используемых для сварки горелок;
- тип проволоки, используемой для сварки.
Особенности газовой сварки, виды газов и оборудования
Применение газовой сварки: суть и назначение процесса, оборудование, преимущества и недостатки данного вида сварки, советы по выбору газа для различных видов металла.

Одним из широко распространенных видов соединения деталей из металлов и сплавов является газовая сварка. Она относится к группе, которая называется сваркой плавлением. По своей популярности она уступает первое место дуговой сварке. Для реализации процесса применяется так называемый сварочный газ. Его получают в готовом виде или в результате химических реакций. Особенности сварки заключаются в следующем:
- применяют различные газовые смеси;
- с ее помощью получают торцовые и стыковые швы.
Сущность процесса газовой сварки
Газопламенная сварка, или просто газовая, предполагает соединение двух деталей или листов металла с помощью создания расплавленных кромок с последующей диффузией основного металла с добавочным (припоем). Для этого в области шва создается высокотемпературная область благодаря горению определенного газа с заданной скоростью. Газовая сварка и резка металла производится за счет экзотермической реакции процесса горения подаваемой газовой смеси с жидким (расплавленным) металлом.

Для создания необходимой температуры горения используют смесь кислорода и одного из горючих газов. Одновременно подаются в газовый смеситель от отдельных источников. После смесителя их искусственно поджигают. Технология газовой сварки предполагает регулировку объема каждого компонента. Это создает наилучшие условия проведения сварки и резания металла. Такой принцип применяется во всех газопламенных агрегатах.
По второму способу сварка проводится в обратном направлении – от левого края к правому. Присадочную проволоку медленно перемещают за пламенем горелки, которое направляют на определенный участок. Обеспечивается лучшая глубина воздействия на края металла, улучшается схватывание за счет медленного остывания и постепенной кристаллизации расплавленного края. Данный метод позволяет получить меньшее рассеивание теплоты, что обеспечивает получение наклонных кромок в 70°. Такой угол способствует снижению объема наплавленного металла, повышению производительности, снижению расхода газовой смеси, припоя и флюса. Благодаря таким возможностям его применяют для сварки металла толще пяти миллиметров.
В обоих способах, кроме продольного движения струи пламени, делают небольшие поперечные движения. Они позволяют лучше прогревать поверхность металла, близкую к краю, и обеспечить надежное сваривание.
Назначение и область применения
- сварку различных деталей;
- паяние (в том числе ремонт поврежденных изделий);
- наплавку;
- резание листового проката и труб на отдельные заготовки.
Достоинства газовой сварки позволяют использовать ее в строительстве, промышленном производстве, коммунальном хозяйстве, ремонте автомобилей, при решении бытовых задач на дачах и в загородных домах. Сварка газом способна соединить практически любой материал. Ее применяют при соединении узлов изделий из цветных металлов, тонкостенных труб, элементов сложных конструкций. При правильном подборе условий и припоя возможно сваривание чугуна и наплавление на его поверхность латуни. Соединение и резка металлических элементов позволяет получать требуемый результат хорошего качества.
Пайка производится благодаря нагреву спаиваемых деталей и расплавлению припоя с добавлением флюса. В этом случае происходит поверхностная диффузия на стыках детали с расплавленным припоем. После остывания получается надежный и эстетичный шов, который можно подвергать обработке.
Наплавка предназначена для нанесения на поверхность основного изделия металла другого типа или структуры. В этом случае обрабатываемая поверхность прогревается до температуры так называемого запотевания. Этим методом восстанавливают изношенные детали, увеличивают размеры, наплавляют материал, обладающий более высокими характеристиками по прочности и изнашиваемости. Применение наплавки увеличивает срок службы деталей, сокращает расход дефицитного материала, снижает стоимость ремонта.
Плюсы и минусы газовой сварки
Профессионалы отмечают следующие плюсы:
- доступность применения (сварочные работы можно производить в любом месте без привязки к сложному технологическому оборудованию и стационарным источникам энергии);
- обеспечение широкого диапазона температур плавления;
- возможность сварки большого количества разных по свойствам металлов: от чугуна до цветных сплавов;
- при правильном подборе вида пламени и скорости горения совместно с соответствующим припоем и флюсом добиваются качественных и надежных швов;
- последовательные нагрев и остывание не позволяют образовываться трещинам и пустотам, нарушающим целостность соединения;
- транспортировать газовый аппарат достаточно просто;
- себестоимость сварочных работ невысокая (не требуется дорогого сложного оборудования).
- создается обширная площадь нагрева (может привести к повреждению близлежащих термонестойких элементов конструкции);
- увеличение толщины заготовки приводит к существенному снижению производительности операции (применение данной технологии для листов или деталей, толщина которых превышает пять миллиметров, становится нерентабельным);
- имеет ограничение по применению (проведение сварочной операции внахлест нецелесообразно в связи с высокой вероятностью создания неблагоприятных напряжений в металле, которые могут привести к деформации или разрушению места стыка);
- реализация этой технологии плохо поддается автоматизации;
- высокая опасность пожара и взрыва используемых компонентов при хранении и переноске к месту проведения работ.
Оборудование и материалы для газовой сварки
- газовый генератор, являющийся источником ацетилена;
- баллон с кислородом (для обеспечения процесса горения);
- газовый редуктор;
- комплект предохранительных клапанов (позволяют повысить безопасность применения газового оборудования);
- специальный газовый шланг для подачи соответствующего газа (для каждого вида рукава имеют свою конструктивную особенность, замена одного на другой категорически запрещена);
- газовая горелка;
- различные виды припоев и флюсов.
Для удобства применения оборудование для газовой сварки размещают на специальной тележке. Это позволяет придать всей конструкции определенную мобильность и облегчить транспортировку от одного объекта к другому.
Горелки подразделяются на два типа: обычные и инжекторные. При использовании газовой горелки необходимо контролировать скорость выхода газа, длину пламени и создаваемую температуру. Флюс для выполнения сварки выбирают на основании известных характеристик металла и требуемых задач. В качестве припоя используется проволока. Она служит источником дополнительного металла при сварке. Применение присадочного материала позволяет качественно выполнить сварку и получить надежное соединение.
При проведении операции резания металла вместо горелки применяют газовый резак. Кроме основного оборудования, сварочный пост оснащается набором слесарного инструмента, необходимого в процессе проведения работ.
Проволока и флюс
В качестве флюса применяют специальные химические составы на основе борной или кремниевой кислоты с соответствующими добавками. Они выпускаются в форме паст, порошков, растворов. Для получения наилучшего эффекта такие растворы изготавливают самостоятельно.
Виды и назначение используемых газов
Газ выбирают в зависимости от технических условий процесса сварки и резания металла.
В качестве основных газов для создания горючей смеси применяют:
- кислород (служит катализатором плавления и поддержания стабильности процесса горения);
- ацетилен (это смесь водорода и кислорода с содержанием аммония, полученная в результате химической реакции диссоциации);
- метан;
- пропан.
Кислород бывает трех категорий: высшей, первой и второй. Категория зависит от процентного содержания кислорода. Чистота газа влияет на качество сварки, особенно на процесс резки. Смеси ацетилена и кислорода хранятся в баллонах или получаются в газогенераторе.
Как выбрать газ в зависимости от вида металла
На правильный выбор требуемого газа основное влияние оказывает толщина листа металла, с которым предстоит работать. Такой выбор легко сделать, обратившись к соответствующим таблицам. Они составлены на основе расчетов и учета опыта применения газов в различных условиях. Например, для сварки листов углеродистой стали целесообразно применять смесь аргона и диоксида углерода с последующим добавлением кислорода.
Имеете опыт работы с газовой сваркой? Обязательно поделитесь им в комментариях к данной статье!
Технология газовой сварки для начинающих
По популярности газовая сварка находится на втором месте после электродуговой. Технология относится к виду сварки плавлением. Газосварочное оборудование обеспечивает надежное соединение цветных и черных металлов.

Что такое газовая сварка
Сущность газовой сварки заключается в том, что металл соединяемых заготовок и присадочного материала плавится теплом, выделяемым при сгорании горючих газов. Для получения высокой температуры они смешиваются с чистым кислородом в смесителе газовой горелки. Соотношение компонентов можно оперативно изменять регулировкой объемов, подаваемых в смеситель. Это позволяет настраивать оптимальный режим сварки или резки.

У газовой сварки, по сравнению с дуговой, скорость нагревания рабочей зоны меньше. Эту особенность относят к достоинствам при работе с инструментальной сталью, чугуном, цветными металлами. Сварка этих металлов должна проводиться с медленным нагревом и охлаждением. К ним также относятся некоторые марки легированной стали.
Отличительной особенностью газовой сварки является возможность сваривать почти все металлы.
Достоинства и недостатки
К плюсам газовой сварки относят:
- низкую цену оборудования;
- возможность сварки и резки в полевых условиях;
- регулирование мощности пламени в широких пределах;
- сварку большинства видов металла и сплавов ― от алюминия до легированных сталей;
- плавный нагрев, предотвращающий деформацию деталей и образование трещин.
Недостатки:
- Низкий КПД из-за большого рассеивания тепла. По этой же причине технология не рентабельна при сварке заготовок толщиной больше 5 мм из-за перерасхода газа.
- Нагрев большой площади прилегающих к шву участков способствует образованию остаточных напряжений в металле.
- При соединении внахлест высока вероятность деформации деталей.
- Процесс газовой сварки из-за особенностей принципа работы трудно поддается механизации.
- Применение легковоспламеняющихся газов связано с высокой взрывопожароопасностью.
Область применения
Газовую сварку металлов применяют для выполнения:
- сборки и ремонта изделий из стали толщиной до 5 мм;
- монтажа трубопроводов небольшого диаметра;
- наплавки твердых сплавов и цветных металлов на сталь и чугун;
- монтажа конструкций из тонкостенных труб;
- заделки дефектов на отлитых заготовках.
Широкое распространение газопламенная сварка получила в строительстве, сельском хозяйстве, ремонтных мастерских.
Применяемое оборудование
В комплект оборудования для сварки газом входят:
- Водяной затвор для предотвращения повреждения элементов оборудования обратным пламенем. Устанавливается между горелкой и источником ацетилена. По мере испарения воду доливают.
- Баллоны с кислородом и горючим газом или генератор ацетилена. По правилам техники безопасности газ не должен контактировать с краской. Поэтому верхнюю часть баллонов не окрашивают. Чтобы при контакте ацетилена с медью не произошел взрыв, на баллонах с этим газом должны устанавливаться вентили из другого металла.
- Газовая горелка, обычная или инжекторная.
- Редукторы для снижения давления газа и кислорода на выходе из баллонов.
- Шланги для соединения газовой горелки с баллонами. На шлангах для горючих газов нанесена желтая полоса.

Если газосварочные работы проводятся в разных местах, оборудование устанавливают на тележку с соответствующими креплениями. На предприятиях устраивают стационарные газовые посты с вентиляцией и шкафами для хранения баллонов.
Какие газы используются при сварке
Для того, чтобы газы сгорали с максимальной эффективностью нужен кислород без примесей. В зависимости от степени очистки он бывает:
- высшего сорта (концентрация 99,5 %);
- 2-го (99,2 %);
- 3-го (98,5 %).
Так как варят газосваркой не в стерильных условиях, следует учитывать, что при контакте кислорода с техническими маслами может произойти самовозгорание. Баллоны должны храниться в помещении, где нет источников открытого огня в месте, куда не попадают солнечные лучи.
Чаще всего в паре с кислородом используют ацетилен, так как его температура горения доходит до 3400⁰C. Его получают из карбида кальция при растворении в воде.
При высоком давлении или температуре ацетилен взрывается. Поэтому, по правилам безопасности установка водяного затвора обязательна.
Второе место с температурой горения до 2800⁰C занимает пропан. Газовые смеси кислорода с метаном, водородом, парами керосина, блаугазом по температуре значительно уступают лидерам. Применяются для работы только с цветными металлами с низкой температурой плавления.
Расходные материалы
Расходными называют сварочные материалы, необходимые для формирования швов. Для заполнения зазоров между соединяемыми деталями используется присадочная проволока. Ее диаметр выбирают в зависимости от толщины заготовок и способа сварки. Если проволоки нужной марки нет, ее можно заменить полоской металла, из которого сделаны детали.
Для защиты расплавленного металла от окисления при контакте с воздухом используют флюс, который создает защитную среду за счет выделения газов при нагреве. Особенно это актуально при сварке меди и алюминия, а также их сплавов. Для углеродистой стали такая защита необязательна. Во все виды флюса в качестве основного компонента входит борная кислота. Составы готовят в виде пасты, порошка, раствора. Флюс наносят на детали или присадочную проволоку.
Технология и способы газовой сварки
Технология газовой сварки подразделяется на два вида:
- Газопламенный вид выполняется с образованием сварочной ванночки за счет плавления кромок деталей и присадочной проволоки.
- Газопрессовая сварка выполняется без присадочных материалов и флюсов. После расплавления кромок детали плотно сжимаются между собой и удерживаются до остывания шва.

В обоих случаях кромки предварительно очищают от грязи, ржавчины наждачной бумагой или металлической щеткой. Аналогично обрабатывают присадочные материалы.
Техника газовой сварки позволяет накладывать швы независимо от пространственного положения ― от нижних до потолочных. При наложении потолочных швов расплавленный металл удерживают давлением газовой смеси. Для соединения деталей с предварительно отбортованными кромками присадочная проволока не нужна. Чаще всего газовой сваркой заготовки соединяют встык, угловыми и торцевыми швами реже. Скорость нагревания кромок деталей регулируют углом наклона относительно поверхности деталей. Чем больше его величина, тем быстрее нагревается металл.
На практике применяются следующие способы сварки:
- Левый используют для работы с металлами толщиной до 3 мм с низкой температурой плавления. Пламя ведут вдоль стыка справа налево. Для лучшего прогрева кромок деталей совершают колебательные поперечные движения мундштуком. При левом способе газовой сварки присадочную проволоку перемещают перед горелкой. Ее диаметр должен быть в 2 раза меньше толщины деталей плюс 1 мм.
- Правый применяют для сварки заготовок толщиной более 3 мм с разделанными под углом кромками. Пламя ведут от левого края стыка к правому, присадочную проволоку, опустив конец в сварочную ванну, продвигают вслед за мундштуком. Ее диаметр не должен превышать половины толщины деталей. За счет лучшей защиты сварочной ванны пламенем при правом способе качество швов выше, чем при левом. Кроме этого на 10% сокращается расход газа и на 20% продолжительность процесса.

У сварки пропаном и альтернативными газами есть особенности, учитывать которые новичкам трудно. Поэтому на начальном этапе обучения для начинающих сварщиков лучше использовать стандартную смесь кислорода с ацетиленом. Отработку навыков проводят на разных видах металла.
Газовая сварка – основные понятия и принцип действия
Газовая сварка – скрепление конструкций из металла между собой методом нагрева места спайки газом. Высокие показатели температуры создаются с помощью ацетилена или других формальдегидов. Технология применяется во время работы с тонкой углеродистой сталью, чугуном и другими черными или цветными металлами.
Особенности газовой сварки
Для сваривания металлоконструкций подходят газы, которые легко воспламеняются при вступлении в реакцию с кислородом. Это пропан, метан, водород, пары бензина. Работа проводится вручную. Сварочная аппаратура работает без электричества. Кислород подается из специализированного баллона, который в соответствии с ГОСТом окрашен в синие оттенки.

При условии равномерной подачи кислорода, осуществляющейся под низким давлением, процесс горения проходит беспрерывно. Контролируется этот фактор входящим в комплектацию оборудования редуктором. От горелки выходят шланги, обеспечивающие подачу кислорода и ацетилена. Основные процессы протекают в камере. Здесь составляющие перемешиваются и выходят через наконечник в виде пламени.
Технологический процесс газовой сварки
Перед стыкосваркой необходимо провести подготовительные работы. Среди них очистка кромок шва, выбор горелок, способов и технологий сварочного процесса. Выделяют две основных техники, сущность которых заключается в характере движения оборудования.
Левый способ
Сварка справа налево – наиболее востребованный способ соединения металлоконструкций. Применяется по отношению к тонкостенным конструкциям и легкоплавным металлам. Перед пламенем, которое направляется на не соединенные края деталей, продвигается проволока. Кончик проволоки располагается в восстановительной области. Сварщик может легко наблюдать за процессом спайки. Металл прогревается лучше.

Правый способ
Сварка слева направо. Применяются для работы с металлическими изделиями толщиной более 3 мм. В данном случае присадка проводится за пламенем, расположенным в сторону соединенного участка. Обеспечивается уменьшение расхода газа и присадочного материала. Шов ложится ровно.
При сварке металлических листов толщиной менее 8 мм выполняются колебательные движения мундштука. Если металл толще заданного значения, необходимость в совершении подобных действий отпадает. Между мундштуком и обрабатываемой поверхностью образуется угол от 30° до 40°. Разделка кромок толстых металлических листов проводится под меньшим углом. Кончик проволоки держат в сварочной ванне. Жидкий металл перемешивается по спирали, что обеспечивает беспроблемное удаление дефектов.
Среди других технологий выделяется работа полуавтоматом. Она производится с использованием защитных газов и электрической дуги.

Определение режимов газовой сварки
Режимы газовой сварки подбираются под конкретную марку соединяемого метала в соответствии с характеристиками сплава и показателями диаметра присадки. Их отличие состоит в тепловой мощности, которая рассчитывается при умножении выраженной в миллиметрах толщины свариваемого сплава (S) и зависящего от вида стали коэффициента пропорциональности (к). Отсюда получается формула:
где Vа – тепловая мощность, выраженная расходом ацетилена.
Чаще всего для сварки правым методом за исходную тепловой мощности берется расход ацетилена в объеме 120 – 150 л/ч. В случае выбора левого способа сварки этот показатель находится в диапазоне от 100 до 130 л/ч на 1 мл.
Угол наклона мундштука выражается в значениях, представленных с помощью таблицы:
| Угол наклона | 80° | 70° | 60° | 50° | 40° | 30° | 20° |
|---|---|---|---|---|---|---|---|
| Толщина металла, мм | От 15 | 10-15 | 7-10 | 5-7 | 3-5 | 1-3 | До 1 |
Подбирая присадочный материал, принимают во внимание выбранные способ наложения шва и толщину металла. Чаще всего его диаметр приравнивается к половине показателя толщины свариваемого металла. Так при толщине материала превышающей 15 мм. подбирается присадка диаметром в 6 – 8 мм.
Для определения скорости сварки применятся формула:
где V – скорость сварки;
А – коэффициент, присущий материалу с определенными свойствами;
S – толщина свариваемого металла, выраженная в миллиметрах.

Преимущества и недостатки газовой сварки
Особенности газовой сварки таковы, что ее некоторые свойства можно расценивать в зависимости от условий работы как преимущества или как недостатки. Определить безусловные плюсы и минусы такой техники скрепления металлоконструкций поможет таблица:
| Преимущества | Недостатки |
|---|---|
| Простой технологический процесс | Низкий коэффициент полезного действия |
| Доступность агрегатов и газовых смесей | Высокая стоимость ацетилена |
| Работа без подключения к мощным источникам энергии | Большая область нагрева |
| Возможность выбора вида и мощности пламени | Возможность проводить сварку исключительно вручную (процесс работы автоматизируется если используется многопламенная горелка и свариваются конструкции с тонкими стенками) |
| Предоставление контроля над режимами |
Границы оплавляемой зоны при сварке газом большие. Скорость их нагрева низкая. При сварке инструментальной стали, чугуна и цветных металлов такая особенность позиционируется как достоинство. Ведь их надо плавно нагревать и охлаждать. В других случаях небольшая скорость нагрева превращается в недостаток.
Принципы работы сварочной аппаратуры
Газосварочные работы требуют строго соблюдения техники безопасности. Пост сварщика должен быть оборудован специальным столом, удерживающими приспособлениями и набором инструментов. Вся аппаратура должна соответствовать отраслевому стандарту (ОСТ). Перед работой нужно продуть вентили и установить редуктор на болоны. Винт для его регулировки и контргайку заворачивают до упора против часовой стрелки. К редуктору крепятся шланги, которые нужно продуть, присоединить к горелке и мундштуку. Далее устанавливаются рабочее давление и зажигание горелки.
Соблюдение схемы работ поможет избежать обратного удара (сгорания газа с высокой скоростью в направлении, обратного подаче).
Нюансы сварки различных металлов
Сварочный аппарат оборудован редуктором. С его помощью контролируется состав используемой смеси. Выбирается тип пламени – окислительное, восстановительное или высококонцентрированное (с большим концентрацией горючего газа). При сварке образуется расплавленная ванна. В ней протекают окислительно-восстановительные процессы. Окисление проходит активнее, если во время работы используются алюминий и магний. Есть и другие нюансы при сваривании деталей из конкретных металлов:
- Низкоуглеродистая сталь. Для сварки подходят разные газы. Как присадка применяется стальная проволока с добавлением незначительного количества углерода.
- Легированная сталь. Выбор метода сварки зависит от состава сплава. Жаропрочные конструкции из нержавеющих материалов свариваются присадкой, в состав которой входят хром с никелем. При сваривании некоторых типов металлов в проволоке должен присутствовать молибден.
- Чугун. Для сварки выбирается науглероживающее пламя. За счет этого предотвращается разложение кремния и образование зерен белого чугуна с хрупкими свойствами.
- Медь. Пламя выставляется на большую мощность. Между деталями создается минимальный зазор. Присадка – медь и флюс.
- Латунь. В пламени горелки создают большую концентрацию кислорода. Выбирают присадку из латуни. Это препятствует образованию пористых швов.
- Бронза. Сваривается восстановительным пламенем с применением бронзовой присадки, в состав которой добавлен кремний. Такая технология позволяет сохранить в сплаве олово, кремний и алюминий.
Создать качественный шов помогает соблюдение установленных правил. Предварительно металл проходит подготовку. После соединения происходит термическая ковка металла. Это позволяет увеличить прочность зон, прилегающих к шву.

Виды оборудования для сварки
Различают следующие типы газосварочного оборудования:
- Мобильный агрегат для сварки газом. Может быть стационарном и переносным. Стационарный чаще всего используется на ПЗО (металлургических заводах). Портативные агрегаты можно доставлять к месту резки. Они имеют размер мини. Компактная сборка позволяет использовать их в домашних условиях. Однако применять их в квартире не рекомендуется.
- Газовый редуктор. Устанавливается на баллонах в целях понижения давления газа при его поступлении в шланги. Специальные датчики позволяют контролировать этот показатель.
- Газовые баллоны. Прибор использующийся для припоя трубных конструкций. В комплект входит два агрегата, в одном из которых кислород, в другом – газ. Различить содержимое позволяет окрашивание баллонов в разные оттенки или простановка разметок. С помощью такого оборудования можно работать в автономном режиме.
Ниже представлено видео — история о том, как собрать аппарат для газовой сварки своими руками:
Большой актуальностью пользуется такой метод сварки, как ТИГ. Он позволяет создавать аккуратные швы при сварке аргоном или другим газом. Используется на производстве или в автосервисах. Любой метод сварки требует соблюдения мер предосторожности. пример, использования очков с защитными линзами.
Газовая сварка и резка металлов
Газовая сварка широко применяется при соединении изделий из чугунных сплавов, ремонте материалов, состоящих из тонкой углеродистой стали, заварке дефектов литья в цветных или черных металлах. Процесс происходит путем розжига материала высокотемпературным пламенем, которое образуется при сжигании кислорода в чистом виде и горючей смеси. Присадочная проволока используется для выставления зазора кромок расплавленным металлом.

Особенности выполнения газовой сварки
В процессе выполнения работ возможно регулировать состав смеси, в чем помогает редуктор. Мощность и температура пламени регулируется в зависимости от типов работ. Существует несколько видов газовой сварки:
- Окислительное.
- Восстановительное, которое используется для большинства соединений, материалов.
- С повышенным уровнем горючей смеси.
В расплавленной ванне при процессах сварки происходят два основных процесса, восстановление и окисление. Структура прилегающего металла в основном крупнозернистая, для более прочного соединения.
Для улучшенных показателей прочности выполняется нагрев до максимальных температур, своего рода ковка металла.
Несколько основных особенностей при работе газовым оборудованием:
- Газовая сварка стальных материалов низкоуглеродистого типа производится различными типами газа, присадочный элемент состоит из стальной проволоки, с малым количеством содержания углерода.
- Легированные стали подвергаются сварке материалами, которые взаимодействуют с составом. Например, жаропрочные детали из нержавеющей стали свариваются с применением никелевой проволоки, некоторые марки материала потребуют использования молибдена.
- Медные изделия свариваются на повышенных температурах, большая текучесть металла потребует минимального зазора соединений. Присадочный материал состоит из медной проволоки и флюса, который используется для раскисления шва.
- Латуневые соединения производятся путем применения присадки из идентичного материала. В силу летучести цинка, для избегания образования пор, при сварке подается большее количество кислорода.
- Бронзовые сплавы свариваются восстановительным типом пламени, не выжигая основные компоненты металла. Для присадки используется идентичный материал с применением кремния, способствующего раскислению шва и металла.

Газовая сварка труб
Стоит заметить, что при работе с алюминием или магнием процессы окисления текут быстрее. Участок обработки и шов имеют различные параметры и характеристики, расположенный в непосредственной близости участок прилегания отличается пониженной прочностью, склонен к преждевременным деформациям.
Принцип действия газосварки
Кислород и горючий газ подаются в устройство через патрубки, происходит воспламенение через сопло, вентилями производится регулировка мощности пламени. Пламя состоит из нескольких основных частей, факела, процесса восстановления и ядра. Наиболее высокие температурные параметры наблюдаются в ядре, процесс происходит частью пламени между ядром и восстановлением.
Воздействие высоких температур на поверхности материалов влекут за собой защиту области сварки от излишнего воздуха, в котором имеются примеси тяжелых газов. Высокие показатели при резке металлов позволяют выполнять работы с высокой точностью, производить необходимые изделия. Существуют различные типы газовой сварки.

Оборудование для сварки
Газ для сварки играет большую роль в плотности, качестве соединения, популярным газом при использовании обозначен ацетилен.
Технология газовой сварки
Технология газовой сварки происходит с использованием присадки из легко сплавного материала, основной задачей которого является наполнение кромки материалов. Ацетиленовая горелка используется для оплавления кромок путем нагрева, после чего происходит соединение. Второй способ подразумевает наплавку или напыление, при зависимости от типа металла и оборудования. Отличие способов в расходе газовой смеси, подвергаемым к обработке материалам, затрачиваемом времени на операцию.
Опыление двух соединений металла затребует больших температурных показателей, на это потребуется повышенное количество горючей смеси. Для нагрева присадочных прутков не требуется высоких температур, структура инструмента состоит из легкоплавких материалов. Существует специальный вид электродов для соединения материалов инверторным типом оборудования.
Техника газовой сварки с применением различных присадок значительно прочнее, приятнее на внешний вид, процесс происходит быстрее, а расходы горючей смеси меньше в разы.

Применяется данная технология сварочных работ в различных сферах, соединение трубопроводов технологического направления, запасных частей машин, наплавление прутка, ковка различных фрагментов.
Для процесса сварки газом потребуются основные элементы:
- В качестве газа при большинстве случаев используется пропан. Подойдет различного типа газ с инертной текучестью.
- Катализатором к воспламенению выступает баллон с кислородным газом.
- Шланги для отвода газовой смеси, сопло, редуктора на баллоне и рукояти.
Калибровочное сопло распыляет газовую смесь под давлением, для поджига применяется кремниевая пьеза-зажигалка, после чего регулируется насыщенность смеси, сила пламени.
Плюсы и минусы газовой сварки
В каждом виде производимых работ подразумевает наличие определенных достоинств и недостатков. Соединение сварочным способом возможно с применением различного оборудования, инструментов и зависит от свойств материала. Преимущества и недостатки газовой сварки определяются несколькими моментами.
- Одним из важнейших достоинств газовой сварки является оснащение оборудованием, отсутствие в потребности к энергоносителям. Сварочные работы возможно выполнять с наличием двух баллонов и резака. Отличное решение для удаленных мест от электроэнергии.
- Соединение тонколистовых металлов производится очень аккуратно, качественно за счет возможной регулировки расстояния пламени, температурных режимов.
- Транспортировка не требует больших затрат, для перемещения и хранения нет необходимости приобретать специальные приспособления.
- Надежный шов, качественные работы позволяют не беспокоиться о долговечности сварочных соединений.

Недостатки газовой сварки:
- Сварка изделий с высокой точностью подразумевает от оператора высокой квалификации, изделия производятся медленно.
- Большой окружной диапазон, высокая температура.
- Требуются повышенный расход компонентов, сварочного газа и проволок.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.

Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Как выполняется газовая сварка в полуавтоматическом режиме
Полуавтоматическая газовая сварка подразумевает гибридный метод соединения металлов. Применяется с использованием защитного газа и электрической дуги, процесс происходит следующим образом:
- Пуск механизмов, подготовку инструментов к работе.
- В специальное отверстие продевается проволока, в непосредственной близости к горелке.
- Редуктором контролируется, выставляется уровень горючей смеси.
- Скорость подачи проволоки контролируется специальным механизмом на барабане.
- Устанавливается напряжение, другие параметры на полуавтомате.
- Перед началом процесса необходимо выставить под правильным углом горелку.
Для качественного соединения, равномерного получения шва, при использовании такого вида сварки, разработаны параметры в соответствии с ГОСТом.
Давление редуктора должно быть при определенных величинах, тип и параметры шлангов. Баллоны для содержания газа должны быть опрессованы и проверены, горелки и проволока отличаются по параметрам, должны соответствовать установленным порядкам. Проверку необходимо производить перед тем, как сваривать металлы.
Меры предосторожности и правила использования газовой горелки
Процесс сварки может навредить как работнику, так и окружающим при не соблюдении элементарных правил техники безопасности. Запрещается производить газосварочные работы в замкнутом помещении, или оно должно быть оборудовано хорошей вентиляцией. Защитные очки препятствуют влиянию лучей на сетчатку глаз, а также брызг металла.
Сварочный пост должен содержаться в чистом состоянии, баллоны хорошо закреплены на своих местах, проверены опрессовкой. Газовые баллоны перевозятся на специализированных носилках либо тележке. При транспортировке оператор обязан установить на верхнюю часть емкости защитное устройство. Выполнение работ производится пламенем, отходящим в другую сторону от баллонов. При ограниченном пространстве устанавливается защитный металлический щит, контролируется температура.