Как приварить сталь к чугуну электросваркой?
Как сварить чугун со сталью? Применяемые электроды
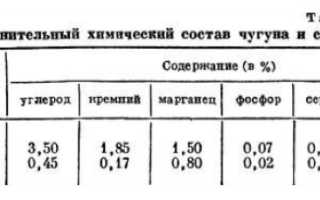
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
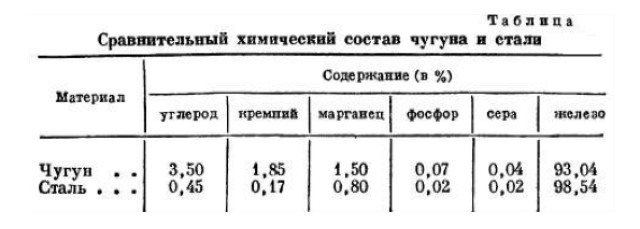
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Как приварить чугун к металлу электросваркой
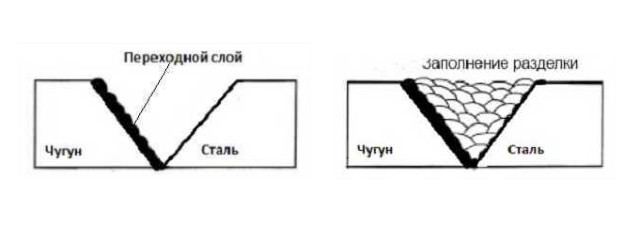
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.

Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
Выбор электродов
Используют специальные, обладающие:
- легким розжигом при запуске;
- низкой проплавляющей способностью;
- высокой скоростью наплавки;
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой;
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину;
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.
Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева;
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.
Toyota Land Cruiser «ТАНК» › Бортжурнал › Свариваем чугун со сталью

Вместо пролога
Агрегат не с моей восьмидесятки. Агрегат с TLC-62, которую клиент пригнал мне в работу. Но, так как 62 серия, отец моей восьмидесятки, то решил сделать запись к себе в БЖ Танка…

Итак…
Проблема заключалась в том, что на левом поворотном кулаке постоянно откручивались болты крепления тормозного суппорта.

Владелец уже замаялся постоянно их подтягивать, подкладывать «шаёлбочки» и творить прочие танцы с бубном.
К гадалке не ходи, там сорвана резьба. Вот на сколько — вопрос разрешим только после разборки агрегата.
Ну, порядок разборки ступицы и прочего описывать не буду. Если кому надо, напишите в комментариях, я тогда изменю текст и добавлю фотки поэтапного разбора-сбора.
В общем, корпус поворотного кулака снят, отмыт и на верстаке.

После дефектовки, отверстий видим на одном полностью слизанную резьбу, а на втором сохранились крайние четыре витка.

Методика ремонта
Вариантов решения проблемы на самом деле не мало.
1) рассверлить отверстие, нарезать резьбу под больший размер. Использовать болт большего диаметра.
2) завтулить и нарезать во втулке резьбу под родной болт.
3) использовать специальные футорки для восстановления резьбы.
Первый вариант, отпал, потому как владелец хочет использовать стандартные болты. Прав на 100%.
Тритий вариант накрылся из-а того, что в нашей деревне не нашлось футорки М12х1,25 Только с интернета, или на заказ через неделю…
Поэтому был выбран второй вариант. Изготовить стальную втулку. Чугуния у меня нет, да и подозреваю, что обработка чугуния на токарке, тот ещё гиморой. Поэтому стальная втулка. Вытекает несколько нюансов:
— припуски на посадку что бы не расколость чугунное ухо, но и так что бы не проворачивалось при нарезке резьбы
— провар одного торца с целью окончательной фиксации втулки


Если с припусками более менее понятно и на практике все делается без труда, то вот со сваркой чугуна и металла — проблемка. Причём методом холодной сварки…
В общем… Пять часов в первый день ушли на изготовление нескольких втулок и попытки провара кромки. Хрена. Тот электрод, который был по чугунию в наличии — отказался делать нормально и по границе материалов, предательски образовывалась трещина. Естественно, меня такой вариант совсем не устраивал.
Второй день ушёл на поиски в нашей деревне специального электрода ЦЧ-4. Позволяет методом холодной сварки наплавлять на чугуний ремонтные валики и сваривать чугуний с железом. Правда необходимо соблюдать некоторые нюансы. В результате кое-как этот электрод был найден в продаже поштучно. Бог — есть!
Остаток дня в количестве двух часов ушёл на изготовление бобышки-затычки, кондукторов для сверления ентой самой бобышки, свар её по периметру с чугуном, сверление и нарезку резьбы.
Собственно результат ремонта первого уха:


Пораскинув остатками мозга, прикинув трудоёмкость процесса и его окупаемость, решил. Второе ухо буду ремонтировать футоркой. Которую, один фиг, на всякий случай, заказал в интернете. Завтра по идее придёт в ТК.
Так что, скоро добавлю для сравнения, процесс ремонта по методу намба три 😉
p/s: совсем забыл упомянуть, что после свара таким электродом, материал крайне тяжело обрабатывается механически. Сверление и нарез резьбы — тяжело…
Как приварить чугун к стали при помощи электросварки?
Чугун к стали приварить Э/с — реально?
В связи с тем, что мне достался мотоблок нева в нормальном состоянии и некотором избытком железок и наличием инструмента озадачился неспешным изготовлением навесного к нему. И из экономии и для удовольствия типа. Бульдозерный нож уже успешно чистит снег.Теперь понадобилась тележка. В канаве недалеко от дачи валяется остов ЗАЗ-968 с целым передним мостом — появилась идея его примастырить — сразу все будет подрессоренное. Штатный передний рычаг ЗАЗА вроде как чугунный. Вот думаю, как к нему приварить ступицу наглухо металлическую. В наличии имеется Русич 200 как сварочный аппарат.
Просто уж больно не хочется изобретать рычаги и пропиливать квадратную дыру в рычаге для крепления на торсион.
Мож еще какие мысли у кого есть на эту тему?
Вроде в ЗАЗе нет чугунных деталей в подвеске.
А чугун к стали — однозначно нет!
Приварить то можно, вопрос насколько надежно, лет 15 назад приварил стальные углеродистые губки к чугунным тискам, держатся до сих пор, но там нагрузки другие.
Я даже чугунные трубы сваривал электросваркой, меня спец научил — чтобы чугун не лопался при сварке, его надо нагреть пропановой горелкой. Дело долгое и муторное — варить приходилось по-немногу, постоянно нагревая, но две канализационных трубы сварил.
Dima100 написал :
Я даже чугунные трубы сваривал электросваркой, меня спец научил — чтобы чугун не лопался при сварке, его надо нагреть пропановой горелкой.
Совершенно верно. Видел даже сварочный карандаш для чугуна — там явно написано чтобы хоть что-то сделать надо нагреть место сварки до вишневого цвета.
Чугун с чугуном варить можно, для этого продаются даже специальные (медные) электроды, а вот сталь с чугуном что-то сомнительно — подумайте какого состава там будет сварочная ванна. Я что-то сомневаюсь .
А рычаги из чугуна — тоже сомнительно. Если деталь литая, то это не значит что она чугунная. Проверьте этот рычаг на искру на точиле или болгарке и всё станет на место.
Чугун варят и в горячем и в холодном состоянии и не только медными электродами, но получить стойкий к динамическим нагрузкам сварной шов стали с чугуном, ИМХО, вряд ли получится.
2Old major , Не очень понял (вернее совсем не понял  ) зачем что-то к чему-то приваривать если мост целый.
) зачем что-то к чему-то приваривать если мост целый.
Упс. Спасибо. А как проверить «на искру» чугун ли это?
Имеется ввиду передняя подвеска в заз968. Там две трубы одна над другой, внутри торсионы из рессорной стали. На них с боков ЛИТЫЕ стальные или (не дай бог) чугуниевые рычаги. Хочется взять одну из труб, укоротить, надеть штатные рычаги с боков, а к ним ступицы намертво приварить (избавиться от поворотного узла) от него же или например от заднего моста 2141 — от этой штуки у меня колеса есть.
2Old major , Задняя подвеска на «Запоре» удобнее для переделки. Полуоси, крестовины к чертям. Ширина произвольная, пружины, амортизаторы по месту.
Делал дымоход из печки в гараже,стальная труба 115-ая ,на выход на вертикаль приварил метровый кусок 102-й чугунной обычными электродами и на выходе из печки кусок 30 см вварил чугунной той же самой трубы.Все держится ,вот вчера топил,нигде не сифонит не отвалилось.Подскажите,может отвалится позже,чтоб переделать?))).Сварщик я не профи,так,самоучка,варил электродами какие-то LB- Kobelco,производства Япония,2,6 мм
Делал дымоход из печки в гараже,стальная труба 115-ая ,на выход на вертикаль приварил метровый кусок 102-й чугунной обычными электродами и на выходе из печки кусок 30 см вварил чугунной той же самой трубы.Все держится ,вот вчера топил,нигде не сифонит не отвалилось.Подскажите,может отвалится позже,чтоб переделать?))).Сварщик я не профи,так,самоучка,варил электродами какие-то LB- Kobelco,производства Япония,2,6 мм
Евгений 1702 написал:
Делал дымоход из печки в гараже,стальная труба 115-ая ,на выход на вертикаль приварил метровый кусок 102-й чугунной обычными электродами и на выходе из печки кусок 30 см вварил чугунной той же самой трубы.Все держится ,вот вчера топил,нигде не сифонит не отвалилось.Подскажите,может отвалится позже,чтоб переделать?))).Сварщик я не профи,так,самоучка,варил электродами какие-то LB- Kobelco,производства Япония,2,6 мм
Евгений 1702 , молотком стукни по стальной трубе, если после этого не отвалится чугунная, то приварил хорошо. А кобелко- хорошие электроды.
Mutru4 написал:
если после этого не отвалится чугунная
отвалится, может даже не сразу, но обязательно, «с мясом» что называется, мясо — чугун будет в данном случае
Old major написал:
Хочется взять одну из труб, укоротить, надеть штатные рычаги с боков, а к ним ступицы намертво приварить (избавиться от поворотного узла) от него же
зачем так сложно? сделать переходники к ступице, закрепиться к ней болтами в штатные отверстия. переходники соединить трубой.
Old major написал:
или например от заднего моста 2141 — от этой штуки у меня колеса есть.
есть опасения, что та телега будет возить тока большие колеса, с нулевой полезной нагрузкой.
для вариантов изготовления, стремиться надо к минимальному весу телеги, и максимальному весу груза. движок Невы не могучий, в реальности.
Mutru4 написал:
если после этого не отвалится чугунная
отвалится, может даже не сразу, но обязательно, «с мясом» что называется, мясо — чугун будет в данном случае
master.msk , Варили 6 чугунных канализационных люков, (приваривали ручки к ним)- лет пять держаться, хотя в люке 70 кг, электроды УОНИ, обмотанные медной проволокой.
Добрый день! Нет, нельзя приварить чугун.. .
Причина простая и понятна третьекурснику технологического ВУЗа.. . (А ведь не надо было прогуливать лекции. )
Чугун есть переплав металла (железо) , а вот сталь- это производное от чугуна и добавок других элементов и даже при иной температуре. То есть это есть искусственное состояние железа, как природного элемента (продукта жизнедеятельности именно Солнца и остатков после взрыва сверхновой в окрестностях нашей Звезды совсем недавно.. . около 4. 5 миллиардов лет назад. Пока что теория ничего другого для объяснения мироздания не предлагает.. .
А там, кто его знает.. .
Так вот Практика показывает, что не удаётся «приварить» чугун к стали.. .
Это так же безнадёжно, как попытка приварить металл к пластмассе
Технолог Вам нужен.. .
он бы сразу вам и объяснил бы разницу в свойствах материалов и в их режимах эксплуатации.
Режим эксплуатации тут фиксированный: в печи горят дрова, дым идет в трубу
Как приварить сталь к чугуну?
Сегодня сварка деталей из чугуна со сталью — это обычная процедура, которая применяется в самых разнообразных отраслях: металлургической, машиностроительной, станкостроительной и прочих. Раньше чугун являлся одним из основных материалов, используемых для создания металлических конструкций. Изделия из чугуна имеют множество достоинств, при этом относительно недорогие.
Технология сварки чугуна со сталью с использованием плавящихся электродов
Перед началом сварочных работ любого типа нужно подготовить соединяемые металлы. Обязательно производится зачистка их поверхностей на участке соединения до характерного металлического блеска. Чугун представляет собой пористый металл, поэтому в его тело достаточно легко и глубоко способны проникать маслянистые жидкости. Поэтому участки, на которых обнаружены жирные пятна, должны зачищаться до полного их исчезновения.
Сам сварочный режим полностью зависит от выбранного оборудования.
- Приварить сталь к чугуну при напряжении холостого хода агрегата более 54 В можно только при использовании переменного тока.
- При напряжении холостого хода агрегата менее 54 В (для многих моделей сварочного оборудования это стандартное значение) сварочные работы выполняются постоянным током, имеющим обратную полярность.
Детали из чугуна и стали в обеих ситуациях нагреваются до 600 градусов, чтобы предотвратить их расширение в процессе сваривания.
Сварка толстостенных образцов с легированными добавками
Чтобы сварить чугун и сталь, когда в их структуру входят легированные добавки или соединяемые образцы достаточно большого сечения, необходимо учитывать следующие моменты.
- Предварительный подогрев деталей не производится.
- Соединение двух разных металлов осуществляется при помощи небольших валиков длиной до 2.5 мм.
- Второй валик формируется после полного охлаждения первого.
Герметичность шовного соединения зависит именно от двух крайних пунктов. При использовании этой методики сварки говорить про герметичность соединения стали с чугуном не приходится, так как накладка каждого последующего валика осуществляется на предыдущий валик, полностью холодный. При этом получаемый шов будет достаточно хрупким.
Некоторые технические моменты сварочной процедуры
- Для такого варианта соединения разных металлов подбор сварочных параметров, материалов осуществляется, исходя из ограничений свариваемости чугуна. Если к сварочному шву не предъявляются особые прочностные требования, используются только присадочные материалы из никеля.
- Не рекомендуются сварочные процессы с повышенным удельным тепловложением, формированием значительной сварной ванны.
- Ряд чугунов, в состав которых входит большое количество углерода, из-за склонности к формированию трещин считаются несвариваемыми.
- Сваривать вместе чугунные и стальные элементы конструкций можно напрямую с применением присадочного материала из никеля, изготавливаемого специально для соединения чугунов. Но при проявлении критической деформации материала, значительных нагрузках этого будет недостаточно. В подобных ситуациях, прежде чем приваривать стальной элемент к чугунному изделию, рекомендуется на поверхности детали из чугуна выполнить наплавление присадочного материала из никеля.
- Сварка чугуна со сталью может производиться без выполнения предварительного разогрева металла, но только в том случае, если деталь впоследствии будет работать в температурных условиях больше 300 градусов. В данном случае свариваемые изделия небольших размеров подвергаются общему нагреву, при соединении крупных деталей разогревается только сварочная зона.
- Коэффициент линейного расширения чугуна достаточно низкий, также этот металл отличается низкой пластичностью. Поэтому усадочное напряжение, возникающее в соединении, необходимо понижать. Для этого сразу после завершения сварки необходимо выполнить проковку шва.
- Качественного результата соединения можно достичь, если для сварки использовать электроды малого сечения, наплавку выполнять короткими валиками (не более 5 см) в поперечном направлении. С подобной целью нужно наклонять сварочную дугу на предшествующий валик, но не в направлении основного металла.

Практика показывает, что все разработанные на сегодняшний день технологии соединения стали и чугуна достаточно эффективны, но только если правильно подобран сварочный режим, расходные материалы.