Импульсно дуговая сварка своими руками
Как собственноручно собрать импульсную сварку — схема и инструкции

Сначала разберем, что же это такое. Если при использовании электродуговой сварки, еще включать непродолжительные электроимпульсные сигналы, то мы и получим импульсную сварку.
В данном случае главное не проводить параллель такого типа с точечной сваркой.
Импульсная точечная сварка и импульсно-дуговая сварка, это абсолютно разного рода способы сваривания металлических частей.
- Разберем алгоритм сбора импульсной сварки
- Преобразователь
- Механизм управления
- Адаптер
- Аппарат в собранном виде
- Практика использования
- Приоритеты сварочного аппарата, изготовленного собственными силами
- Особенности
- Небольшое заключение
Разберем алгоритм сбора импульсной сварки
Преобразователь
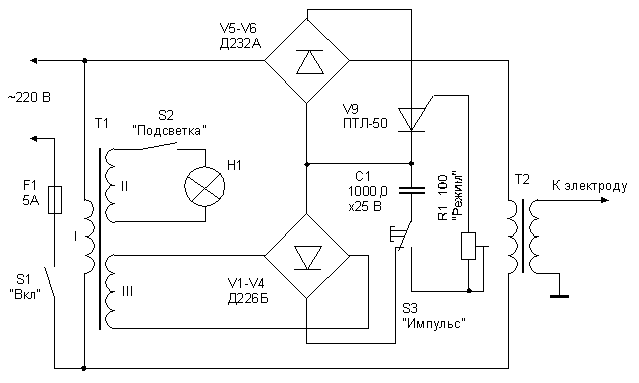
Для начала, необходимо рассмотреть процесс сбора импульсного преобразователя. Его соответственно обозначают, как силовой элемент сварочного агрегата.
На схеме показана модель сбора преобразователя.
В технической литературе и справочниках можно найти информацию по составным частям, которые входят в комплектацию преобразователя.
Механизм управления

На данном рисунке можно увидеть отчетливую и понятную схему управления, а также элементы схемы, на которой видно процесс запуска электро-агрегата.
Адаптер

Описательное представление импульсного адаптера изображено на прилагаемой схеме.
«Мягкий запуск», расположен здесь же.
Аппарат в собранном виде

Достаточно посмотреть на рисунок расположен ниже, чтобы иметь простое представление о внешнем виде такого типа сварки.
К корпусу также присоединяется каркас с обдувом, адаптер управления (она является неотъемлемой частью корпуса), штекер для сварочного тока.
Электропредохранитель и сетевой адаптер также должны находиться на корпусе.
Практика использования

Аппараты, собранные так, как говорится в инструкции, работают продолжительное время. Сварочные стыки получаются достаточно прочными.
Самодельный импульсный сварочник, подойдет только для использования в хозяйстве, а вот для профессиональной работы он непригоден. Затратная часть при сборке такого сварочника не отставит равнодушным ни одного хозяина.
Напряжение, которое необходимо для работы такого устройства должно быть в пределах 220 В. Но иногда могут быть сбои напряжения, особенно если работы выполняются в загородном доме.
Несмотря на это, дуга имеет стабильное и простое воспламенение. Наиболее подходящий тип электродов для самодельного сварочного устройства — это электроды, которые плавятся.
Такой тип сваривания достаточно прочный и имеет вполне устойчивое возгорание дуги.
Чтобы всё-таки собрать самодельный импульсный сварочный аппарат нужно выделить всего лишь немного свободного времени. И результат не останется неоправданным.
Это будет наиболее экономным вариантом, исходя из надобности выполнения сварочных работ. И это никак не влияет на качество выполненной работы.
Приоритеты сварочного аппарата, изготовленного собственными силами

От заводских моделей, импульсный сварочник отличается многими характеристиками. Серьезным достоинством является небольшая энергозатратность.
Затраты на электроэнергию на выполнение незначительного сварочного шва заводским аппаратом — будут большие. И конечно же, не вся электропроводка сможет выдержать такую мощность.
Относительно веса самодельного аппарата можно сказать, что небольшой. И его габариты могут в несколько раз быть меньше чем заводские. Без особых усилий перемещать заводской аппарат очень сложно.
Что бы его не передвигать с места на место — можно использовать специальные электрические удлинители. Но их стоимость очень высокая.
Поэтому, самодельный сварочный аппарат будет подходящим вариантом для использования в домашних условиях. А его вес не будет превышать 10 кг.
Производственный ресурс производственных сварочных устройств имеет ограничение. И часто может не превышать 50-80%.
Поэтому совокупность всех имеющихся технических возможностей не всегда можно раскрыть. Исходя из этого и продолжительность сварочных работ будет незначительная, в пределах 3-х минут без перерыва.
Самодельный сварочный аппарат не приводит к потере электрической энергии, потому что реактивные токи отсутствуют. Не критическая мощность позволяет использовать розетке даже в доме, не переживая, что сеть может не выдержать.
Мощность такого импульсного сварочника точно такая же, как и в бытовых приборах.
Продолжительность работы самодельным импульсным аппаратом может быть больше 15-20 мин. Что превышает время работы механизма, который купили в магазине. И конечно же небольшой вес (8-10 килограмм) не доставит трудностей в домашнем использовании.
Собирая импульсный агрегат собственными силами, можно максимально сократить расходы на укомплектовываемый материал.
Например, вместо сварочных кабелей приспособить обычный кабель с сечением до 12 квадратных миллиметров. А провод от электробытовой техники применить для питания.
Особенности

Остановимся на преимуществах самодельных импульсивных сварочных аппаратов.
Для стабилизации воспламенения сварочной дуги лучше всего прибегать к работе с трансформатором, что обладает значительной степенью индуктивности.
Но при этом может произойти снижение силы тока, так как в основном используется переменный ток, и КПД очень незначительный.
Невзирая на это, если аппараты работают на постоянном токе, особый дроссель способствует регулированию самого тока. Из-за этого и сокращается восстановительный процесс дуги.
Само собой понятно, то что применяется постоянный ток. Но не нужно забывать отслеживать индуктивность дросселя. Если она будет превышать нормативные значения, то электрод может просто прилипнуть к поверхности, что подлежит свариванию.
Если поддерживать индуктивность дросселя на низком уровне, а частоту тока наоборот, то все-таки можно достигнуть возгорания дуги без промедления.
Небольшое заключение
Каждый кто имеет дачный участок или автомобильный гараж нуждается в устройстве для импульсной дуговой сварки. Безупречным будет сделать его собственными силами.
Такой сварочный аппарат, может быть у каждого, кто поставит перед собой такую цел. И даже не придется вызывать мастера, чтобы починить любую металлическую конструкцию.
Надежность самодельного импульсного аппарата невысокая, так как он состоит из самых обычных деталей. А что бы увеличить срок использования можно применить всего лишь лист прочного металла.
Импульсная сварка своими руками
Импульсная сварка — что это такое? По сути своей, это обычная электродуговая сварка, в процессе которой подаются дополнительные кратковременные импульсы. Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.

Но что, если вы хотите испробовать в своей практике данный метод соединения металлов, но не хотите тратить много денег на покупку качественного сварочного аппарата? Решение есть! Можно сделать самодельную импульсную сварку. Импульсная сварка своими силами собирается за полтора-два часа, а все комплектующие стоят недорого. В этой статье мы подробно расскажем, как своими руками сделать импульсную сварку и каков наш опыт использования самодельного сварочного аппарата.
Сборка импульсной сварки
Преобразователь
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.

Также мы привели несколько таблиц со спецификациями используемых комплектующих.




Схема управления
Ниже приведена понятная и рабочая схема управления, а также видна небольшая часть схемы запуска аппарата.

Как и при сборке преобразователя мы привели несколько таблиц со спецификациями используемых комплектующих.


Плата
Ниже вы можете видеть схематичное изображение печатной платы.

А вот схема расположения всех элементов на плате.

Обращаем ваше внимание, «мягкий запуск» размещается на плате управления.
Прибор в сборе
Ниже вы можете видеть прибор в сборе. Это его простейший вид. Не хватает корпуса с вентиляторами, платы управления (ее нужно прикрепить к самому корпусу), разъема для сварочного тока, а также сетевого фильтра и предохранительного автомата (тоже крепится к корпусу).

Опыт применения
Наш опыт показал, что устройство, собранное по данным схемам, работает практически безотказно. Мы остались довольны функционалом и качеством получаемых швов. Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Собранный по данным схемам сварочник предназначен для работы в сети 220В. Но на нашей памяти случались ситуации, когда напряжение было нестабильным, особенно на даче. Тем не менее, дуга горела стабильно, зажигалась довольно просто. Да, это не профессиональная микроимпульсная сварка, но все же. Кстати, рекомендуем использовать в работе с таким самодельным аппаратом только плавящиеся электроды. Сварка плавящимся электродом куда эффективнее и неплохо стабилизирует горение дуги.
Естественно, для сборки нам понадобилось потратить свое личное время и силы. Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока. Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь. К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место. На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху. При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%. А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
У самодельного сварочника, собранного по нашим схемам, нет таких недостатков. В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
С помощью самодельного аппарат для импульсной сварки можно варить более 20 минут, что точно больше, чем положенные 2-3 минуты у аппарата их магазина. А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
Какие еще есть достоинства? Ну вы можете на этапе сборки еще больше удешевить конструкцию. Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно. Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Вместо заключения
Самодельный аппарат для импульсной дуговой сварки — это отличная вещь для всех дачных умельцев. При минимальных финансовых затратах вы получите удобный рабочий инструмент, который позволит вам выполнять большое количество самых разнообразных сварочных работ. Вам не придется просить соседа или искать какого-то сварщика на стороне, чтобы сварить теплицу или ворота. При этом самодельный прибор вполне надежен, поскольку в нем используются простые комплектующие. Можете добавить к ним прочный металлический корпус, и тогда вам аппарат будет служить долгие годы.
Импульсный электродуговой сварочный аппарат
В нашем коллективе давно витала идея создания небольшого, компактного, лёгкого, но в то же время приемлемого по параметрам сварочного аппарата. Однако, наша частичная безграмотность и неосведомлённость не позволяла нам решить проблему, так сказать, «с ходу».
Единственное, что мы знали, что напряжение холостого хода у всех «обычных» аппаратов — около 60-ти вольт, а токи достигают 150-200 ампер.
Но. но тут мы узнали, что идея наша не нова, и некоторые уже для себя её давным давно решили. Одним умельцем был изготовлен электродуговой сварочный аппарат, который при токе сварки от 30-ти до 80-ти ампер имел вес всего 7.5 кг и запросто умещался в дипломате.
Некоторые скажут: «Маловато! Маловато будет!». А что, для того, чтобы варить автомобиль вполне достаточно, да и забор на даче в случае чего подварить хватает.
Главное, что этот аппарат можно было подключать в обычную бытовую розетку
220 вольт! (Его КПД — больше 85%).
Этот сварочный аппарат послужил прообразом для воплощения нашей идеи.
Естественно, что в первоначальную схему было внесено масса изменений.
Во-первых, возбуждение преобразователя было сделано от внешнего генератора (в той схеме преобразователь «самовозбуждающийся» с насыщающимся выходным трансформатором).
Во-вторых, добавлена схема «мягкого» запуска для предотвращения перегорания диодов сетевого выпрямителя в момент включения в сеть.
В-третьих, для измерения тока первичной обмотки (а вместе с ним и во вторичной) был применён компаратор 554СА3 (вместо схемы на транзисторе КТ315 и тиристоре КУ112).
В-четвёртых, были разделены выходные обмотки и выходные выпрямители.
После всех доработок, изменений и расчётов была рождена схема, с которой мы вас сейчас познакомим.
Преобразователь. Силовая часть сварочного аппарата
Ниже приведена так называемая «силовая» часть. 
Спецификация деталей «силовой части»
Схема управления: задающий генератор, компаратор, схема запуска.
Схема управления и часть схемы запуска: 
Спецификация деталей схемы управления
| Обозначение на схеме | Марка элемента | Примечания |
|---|---|---|
| ДИОДЫ | ||
| VD1 | КД503 | Любой маломощный |
| ТРАНЗИСТОРЫ | ||
| VT1, VT8, VT9 | КТ315 | Возможны любые аналоги |
| VT2 — VT5 | КТ361 | Возможны любые аналоги |
| VT6, VT7 | КТ605БМ | Возможны любые аналоги |
| МИКРОСХЕМЫ | ||
| DA1 | К155ЛА3 (ЛА12) | Возможны любые аналоги |
| DA2 | К544СА3 | |
| DA3 | К155АГ3 | |
| DA4 | К155ТМ2 (К1531ТМ2) | Возможны любые |
| DA5 | К155ЛА1 (К155ЛА6) | Возможны любые аналоги |
| РЕЗИСТОРЫ | ||
| R1, R2, R5, R8, R10 | 2,2-4,7 кОм | В зависимости от применяемых микросхем |
| R3 | 27 кОм | |
| R4 | 4,3 кОм | |
| R6 | Подбирается при настройке | В справочнике по микросхемам под редакцией Шило есть графики расчёта длительностей импульсов, получаемых с одновибратора 155АГ3 |
| R7 | Подбирается при настройке | |
| R9 | 330 Ом | |
| R11, R13, R15, R17 | 3,3 кОм | |
| R12, R14, R16, R18 | 2,7 кОм | |
| R19, R21 | 680 Ом | |
| R20, R22 | 1,5 кОм | |
| R23, R24 | 1,2 кОм | |
| КОНДЕНСАТОРЫ | ||
| C1 | 1000 пФ | |
| C2 | 56 пФ | |
| C3 | Подбирается при настройке | В справочнике по микросхемам под редакцией Шило есть графики расчёта длительностей импульсов, получаемых с одновибратора 155АГ3 |
| C4 | Подбирается при настройке | |
| C5 | 1000 пФ |
Чертеж печатной платы:

Схема расположения элементов на плате
Обратите внимание, что схема »мягкого запуска» (кроме элементов R1, C2) размещена на плате управления. 
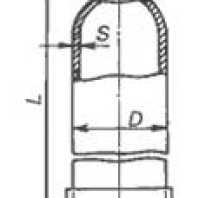
Вид устройства в сборе
На фото слева не показаны:
- корпус устройства с дополнительными вентиляторами;
- элементы крепления к корпусу;

- плата управления (крепится на корпусе устройства и соединяется гибким жгутом к плате управления токовыми ключами);
- разъём «сварочного тока»;
- сетевой фильтр и предохранительный автомат (крепятся на корпусе устройства).

Как известно, напряжение на дуге в режиме сварки обычно составляет около 20-24 вольт. В режиме разрезания металла напряжение может достигать и 30-36 вольт.
Для поддержания дугового разряда достаточно не очень высокого ннапряжения пробоя, всего несколько вольт. Но для нормальной «поддержки» дугового разряда время деионизации молекул газа (воздуха, продуктов «горения») в зоне дуги должно быть значительно больше времени восстановления напряжения пробоя ионизированного газа.
Для сухого воздуха со стандартным атмосферным давлением это время составляет около 50-ти миллисекунд. Для восстановления дуги при таких условиях необходимо напряжение пробоя выше 25-30ти вольт. «Обычный» сварочный аппарат (трансформаторный) работает от сети переменного тока частотой 50Гц, при этом время восстановления дуги не может превышать 20-25мс.
По причине этого сварочные аппараты переменного тока обычно имеют напряжение холостого хода 60-80 вольт. Время восстановления в среднем составляет 25-35 миллисекунд.
Для увеличения стабильности дуги желательно, чтобы источник (в данном случае трансформатор) имел достаточно большую индуктивность. Но, с другой стороны, увеличение индуктивности сварочного трансформатора ведёт к увеличению его реактивного сопротивления, а значит к уменьшению тока на дуге.
Очень часто сердечник сварочного трансформатора выполняют ввиде незамкнутого магнитопровода с регулируемым зазором. По этим причинам сварочные аппараты переменного тока имеют достаточно узкий диапазон регулировки тока, большие габариты, вес и низкий КПД.
У аппаратов постоянного тока элементом стабилизации тока служит отдельный дроссель (иногда два дросселя). Время восстановления дуги у таких сварочных аппаратов может быть сокращено до 10-25мс, за счёт этого напряжение холостого хода может быть понижено до 40-50В.
Казалось бы теперь индуктивность стабилизируещего дросселя можно увеличивать и увеличивать, но при слишком большой индуктивности дросселя становится достаточно трудно зажечь дугу, возникает так называемый «эффект прилипания электрода».
Чтобы добиться хорошей стабильности дугового разряда и хорошего «зажигания» желательно, чтобы индуктивность стабилизирующего дросселя была низкой (для быстрого увеличения тока в момент зажигания) и частота тока была как можно выше (чтобы уменьшить время восстановления дуги).
Как известно, в промышленной электросети напряжение переменного тока составляет 220 вольт, а частота — 50 герц, и с этим приходится мириться. Увеличить частоту переменного тока можно только используя выпрямитель и преобразователь напряжения. Также, по причине того, что трансформатор сварочного аппарата кроме активного сопротивления имеет также и реактивное (без нагрузки трансформатор работает как индуктивность), то даже при отсутствии тока во вторичной обмотке, через первичную обмотку всё равно протекает достаточно большой ток.
Хотя при «холостом ходе» сварочный аппарат потребляет не очень большое количество энергии, реактивная составляющая тока может быть достаточно велика. При работе аппарата вектора «реактивного» и «активного» токов складываются, и суммарный ток может достигать значительных величин. По этой причине обычный сварочный аппарат нельзя подключать к бытовой электрической розетке, так как электрические провода должны иметь достаточно большое сечение, и предохранительные «автоматы» должны быть расчитаны на большой ток (до 50-ти и более ампер).
Габариты и масса стандартных сварочных аппаратов также не позволяют использовать их в качестве переносных. При работе, для того, чтобы не переносить сам аппарат, сварщики просто используют длинные соединительные провода. Сечение таких проводов доходит до 20-ти и более кв.мм. Естественно, что и стоимость самих соединительных проводов (в денежном эквиваленте) может быть сопоставима со стоимостью самого сварочного аппарата.
Также любой сварочный аппарат имеет такой параметр, как КПВ, выраженный в процентах (отношение: время работы/время остывания + время работы). В редких случаях данный параметр превышает 80%, чаще всего встречаемый параметр КПВ=50% (тут имеются ввиду режимы максимальных токов).
Многие производители указывают кроме КПВ также и продолжительность непрерывной работы, которая иногда не превышет дву-трёх минут.
Сварочный аппарат постоянного тока, собранный по схеме «Выпрямитель -> Вч. преобразователь -> Выпрямитель+дроссель» лишён указанных недостатков. В силу того, что отсутствуют реактивные токи в питающей сети, а при работе аппарата практически 85% энергии «идёт в дело», данный аппарат можно безболезненно подключать к обычной бытовой розетке, не беспокоясь о том, что проводка может перегореть (потребляемая аппаратом мощность при максимальных режимах работы немногим больше превышает мощность бытового утюга).
КПД у такого аппарата, если и не 100%, то, во всяком случае, где-то рядом, да и продолжительность непрерывной работы намного больше, чем 20 минут. Если учесть вес аппарата — не более 10 кг -, то отпадает необходимость в длинных соединительных проводах, гораздо проще просто поднести аппарат к месту работы.
Сечение проводов также можно уменьшить. Для «сварочных» проводов достаточно сечения 12 кв.мм. (при длинне 2-3 метра), а в качестве «питающих» проводов вполне можно употреблять бытовые электроудлинители, важно только, чтобы максимальный ток для выбранного удлинителя был не менее 10-ти ампер.
Хочу также отметить, что если Вы всё-таки соберёте себе такую штуковину, то останетесь весьма довольны ею. Никто из нас никаких навыков сварщика никогда не имел, однако, когда пришла необходимость подварить калитку на даче, агрегат здорово выручил.
Несмотря на то, что «дачное» напряжение — было далеко не 220V, дуга была стабильной, зажигалась с пол-пинка, не было эффекта прилипания электрода, да и получившийся шов был по качеству как у заправского сварщика.
Конечно же, без трудовых и материальных затрат не обойтись, но, себестоимость нашего агрегата (по крайней мере для нас) оказалась куда ниже, чем цены того двухпудового дерьма, что продаётся сейчас на каждом углу (даже с импортными наклейками).
Импульсная сварка: режимы, схема, устройство
В основе импульсной сварке лежит традиционный электродуговой метод, но ток на полюса подается в импульсном режиме. Что это такое с прикладной точки зрения – шов, образованный ровными каплями расплава. Режим импульсной сварки позволяет контролировать процесс образования ванны, значительно расширяет возможности традиционного дугового способа, применяется для разнородных металлов, образует диффузный стык.

Особенности импульсной сварки
Когда основной рабочий ток используется в фоновом режиме, а на его фоне импульсами увеличивается силовая нагрузка, капли расплава, образующиеся на электроде, падают упорядоченно. Главный закон технологии сварки: один импульс – одна – капля, из-за электродинамических сил сужается шейка капли, она отрывается от электрода. Регулируя величину пауз между каплями, можно контролировать:
- процесс образования ванны;
- размер наплавляемого валика;
- форму соединения.
Использование импульсов позволяет снизить рабочий ток до нижних пределов. Значительно экономится присадочный материал. Снижается риск непроваров. Направленный перенос расплава позволяет варить низкощелевые соединения любой толщины.
Разновидности импульсной сварки
Выбор параметров соединения в зависимости от вида сплавляемых металлов. Выделяют четыре возможных варианта аппаратов:
- Конденсаторные, они применяются для нержавеющих сплавов и алюминия. Различаются по мощностным характеристиками, есть модели свыше 100 кА. Характеризуются сильным, максимально дозированным энергетическим выплеском.
- Для магнитно-импульсной сварки характерно соединение деталей под большим давлением, возникающим из-за наведенного магнитного поля. Шов образуется под воздействием температуры и сжатия. Такой вариант аппаратов позволяет варить однородные и разнородные металлы с хорошей продуктивностью. В основе магнитно-импульсного вида сварки заложен принцип электромеханики вихревых токов. При пересечении их с магнитным полем возникает взаимное притяжение деталей, они с большой силой вдавливаются в зоне расплава, образуя гомогенную структуру. Кромки деталей располагают под углом относительно друг друга. В результате пластической деформации образуются химические связи.
- В инерционных моделях конструктивной особенностью является мощный маховик, приводимый в движение электродвигателем. Кинетическая энергия маховика передается импульсным токам, возникает инерционный резонанс.
- Аккумуляторные характеризуются прочной конструкцией, низким влиянием просадки сети на работу устройства. Короткие замыкания, возникающие при розжиге электрода или присадочной проволоки в полуавтоматах, мгновенно стабилизируются. В качестве электролитного наполнителя для аккумулятора применяют щелочь.
Микроимпульсная сварка
Для работы с дентальными титановыми сплавами в зубном протезировании разработаны аппараты дуговой микросварки, позволяющими соединять тонколистовые элементы не хуже лазеров. Микроимпульсная сварка образует качественное стыковое соединение, не требующее дополнительной обработки поверхности.
Компактное устройство очень удобное, недорогое. Приобретается небольшими зубопротезными лабораториями и крупными ортопедическими центрами. Закрытый корпус, удобный игольчатый наконечник со светодиодной подсветкой – таким аппаратом работают зуботехники, не имеющие опыта сварщика.
Достоинства и недостатки
Способ применяется при монтаже ответственных соединений, удобен при монтаже трубопроводов – работать электродом или присадочной проволокой можно в любом положении. Регулировка шага импульсных точек делает этот способ универсальным. У импульсной сварки есть преимущества и ряд возможностей. Плюсы:
- За счет кратковременного импульса капля ровно ложится в зону соединения металлов. Импульсные аппараты позволяют значительно увеличить скорость провара. Появляется возможность соединять детали, для которой обычная электродуговая сварка неприменима, например, соединения тонких листов алюминия.
- Отличное качество шва – валик образуется равномерный, с ровными кромками, он не нуждается в зачистке, дополнительной обработке, проковке.
- Снижается риск прожогов, непроваров, брак бывает в исключительных случаях при нестабильном напряжении.
- Устраняется разбрызгивание металла в ванне расплава.
- Снижается расход электродов или проволоки при работе полуавтоматом до двух раз.
- Расширяются возможности соединения: импульсной сваркой соединяют разнородные металлы.
- Точный контроль момента расплава присадки, стабильность рабочих режимов.
- Во время запуска устраняется риск короткого замыкания.
- Слишком греется преобразователь – необходимо предусматривать надежную систему охлаждения.
- Нельзя использовать на больших площадях.
- Не разработаны модели для бытового применения, промышленные слишком дорогие.
- У ТIG-режима низкий КПД, необходимо регулировать режим подачи присадки.
Импульсный сварочный аппарат своими руками
Основа самодельного аппарата для импульсной сварки – генерация рабочего тока высокой частоты до 150 А. Преобразователь состоит из нескольких блоков с различным функционалом:
- низкочастотный выпрямитель стандартного напряжения в постоянный ток, оснащенный выходным фильтром на основе конденсаторов;
- инверторный блок с транзисторными переключателями, генерирующий переменный ток с частотой до 75 кГц;
- трансформатор с понижающими обмотками с вторичным выпрямителем, выдающим параметры рабочего тока.
Блок управления стабилизирует процесс преобразования. Схема аппарата включает:
- низкочастотный выпрямитель по типу инвертора создается на базе четырех транзисторов, выполняющих функции коммутаторов;
- высокочастотный преобразователь трансформаторного типа;
- блок управления;
- силовой фильтр, отвечает за стабильное напряжение, устраняет паразитарные пульсации;
- рабочий шунт;
- система подачи проволоки.
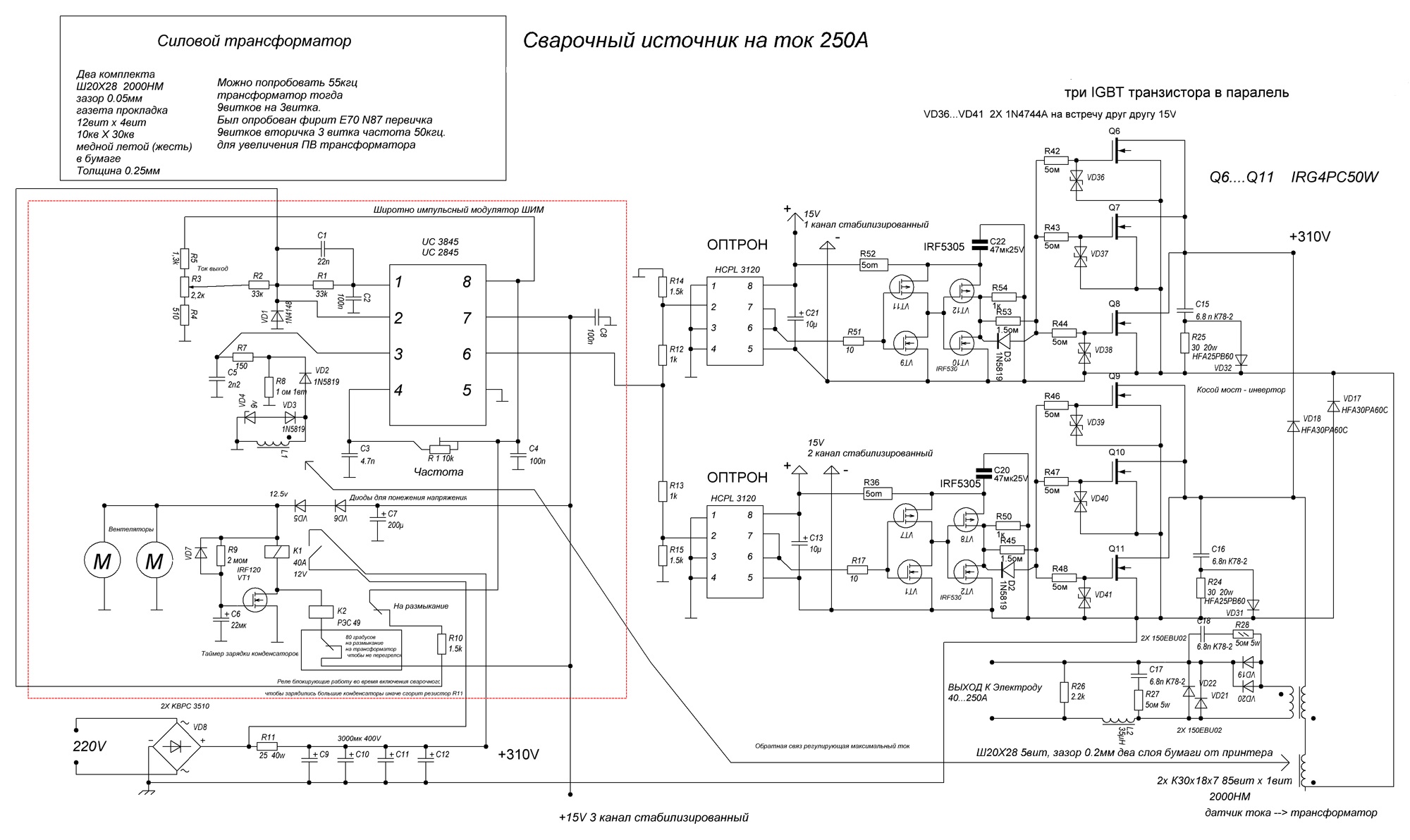
Схема устройства на транзисторах представлена вместе со спецификацией. Для сборки понадобится не более двух часов. Аналогичным образом собирается блок управления.

Трансформаторное устройство для импульсной сварки своими руками собирают на основе Ш-образного сердечника (Ш7х7 или Ш8х8). Для обмотки ферритовых стержней используют стандартный провод ПЭВ, его мотают на ширину всего каркаса. Элементы крепятся на плате из текстолита. Первичная обмотка состоит из 100 оборотов 0,3 мм проволоки. Вторичные:
- № 2 – толщина медной жилы 1 мм, делать нужно 15 витков;
- № 3 – ПЭВ 0,2, кол-во – 15;
- № 4 – ПЭВ 0,35, кол-во – 20;
- № 5 – ПЭВ 0,35, кол-во – 20.
Выходная частота такого самодельного трансформатора от 40 до 45 к Гц. Для увеличения частотности добавляют витков, можно добиться 55 кГц. Необходимо предусмотреть изоляцию обмоток промасленной бумагой, чтобы снизить риск возгорания. Допускается создание обмотки из многожильного медного кабеля от 0,4 до 0,6 мм. Необходимо учитывать, что при работе устройство сильно нагревается, поэтому в корпус монтируют вентилятор. Иногда используют радиаторы из компьютеров.
Самодельное устройство рассчитано на подключение к сети 220 В, оно достаточно надежное, поддерживает стабильную дугу даже при небольшой просадке напряжения. Популярность импульсной сварки объясняется высоким качеством швов и универсальностью: аппаратом варят любые металлы любой толщины.
Описание технологии импульсной сварки
Импульсная сварка – это бесконтактный способ сварки, пользующийся огромной популярностью во многих сферах жизни. В основном такой тип дуговой сварки применяется в области строительства, при создании трубопроводов. Данная методика создана по принципу электродуговой сварки, но имеет некоторые отличительные особенности.
Импульсная сварка – что это за методика?
Импульсная сварка, известная иначе как MIG – это вариация дуговой сварки, при которой сплошные сварные швы создаются путем плавления в конкретных точках и дальнейшем их покрытии. Такая методика является альтернативой традиционной электродуговой технологии, которая отличается невысокой производительностью и низким качеством шва. Особенность импульсно-дуговой сварки состоит в том, что помимо основного рабочего тока возникают переменные импульсы с колебаниями до 250 Гц.
Благодаря этому происходит увеличение силовой нагрузки и существенно экономится присадочный материал, а также уменьшается вероятность непроваров. Основной элемент импульсной сварки – дежурная дуга средней мощности, которая не перестает функционировать в перерывах между повторяющимися импульсами и поставляет лишь незначительную порцию тока. Дежурная дуга имеет специальный режим вкл./выкл., обусловленный программой с учетом природы металлов, а также толщины кромок и расположения швов.

Нагреваясь под воздействием высокой температуры, дуга расплавляет заготовку, перенося ее затем в ванну с минимальным рассеиванием частиц. Такая методика позволяет обрабатывать даже тончайшие металлы, не прожигая их насквозь.
Разновидности
С учетом типа сплавляемых материалов выделяют 4 основных разновидности MIG:
- Магнитно-импульсная. Элементы соединяются под высоким давлением, шов формируется под влиянием температур и силы сжатия. В основе находится принцип электромеханики вихревых токов. Используется для варки разных материалов с высокой продуктивностью.
- Конденсаторная. Сварочные аппараты имеют отличные параметры, огромный диапазон силы тока и разные характеристики мощности. Используются для варки деталей из алюминия.
- Инерционная. Особенность такой сварки состоит в наличии мощнейшего маховика, работающего от электрического двигателя. Кинетическая энергетика затем поступает к импульсным токам, провоцируя возникновение инерционного резонанса.
- Аккумуляторная. Сварочные устройства оснащены щелочными аккумуляторами, мгновенно стабилизирующими короткие замыкания, образующиеся в процессе розжига электрода.
Также нередко используется TIG-сварка, при которой применяются аргоновые электроды. Методика ТИГ является отличным вариантом для обработки неферромагнитных металлов. В настоящее время огромной популярностью пользуется лазерная сварка, которая в основном применяется в области электронной технике и радиоэлектронике.
Для работы с дентальными сплавами из титана в сфере протезирования зубов используются аппараты дуговой микросварки, работающие не менее эффективно, чем лазерные приборы. Микроимпульсная сварка обеспечивает надежные стыки.
Сферы применения импульсной сварки
Импульсно-дуговая сварка широко применяется в современных сферах промышленности. Чаще всего технология используется для соединения современных трубопроводов, которые должны иметь максимально прочное и надежное сопряжение. Кроме того, импульсная точечная сварка пользуется большим спросом при:
- возведении мостов и других сооружений, на которые оказывается высокая нагрузка;
- сборке кузовов автомобилей;
- изготовлении вагонов поездов;
- производстве кранов, землеройной техники;
- создании корабельных корпусов, обшивок.
Такая разновидность сварочных работ позволяет соединять даже самые прихотливые и капризные металлы с толщиной заготовок от 1 мм до 5 см. Она отлично справляется даже со сложнейшими стыковыми швами. Такие аппараты могут применяться как на крупных производствах, так и в автосервисах, небольших мастерских.
Преимущества и недостатки методики
Такой метод обработки материала, как MIG, имеет массу преимуществ сравнительно с другими технологиями:
- высокая скорость провара;
- возможность соединения тончайших алюминиевых заготовок;
- отличное качество сварного шва;
- возможность контроля и минимизации кристаллизации металла;
- минимальный риск деформации сварочного шва, выгорания материала;
- экономия проволоки и газа;
- экономия трат на расходные материалы;
- стабильность рабочих положений;
- точный контроль момента расплавления;
- исключение риска замыкания при запуске;
- исключение разбрызгивания окалины, образования дыма;
- низкое вложение тепла.
Технология MIG дх-808 отличается высокой производительностью, универсальностью, надежностью и безопасностью, благодаря чему прекрасно подходит как для сварщиков, как с большим опытом, так и с полным его отсутствием.
Однако имеются и определенные минусы, о которых нужно знать перед началом работы. К недостаткам МИГ-сварки можно отнести следующие моменты:
- перегревание преобразователя;
- возможность работы только на небольших площадях;
- отсутствие моделей для бытового использования;
- сложности в уходе;
- высокая стоимость.
Плюсы импульсной сварки существенно превышают ее недостатки, благодаря чему она и пользуется большим спросом.
Технология выполнения импульсной сварки
Весь процесс импульсной сварки полуавтоматом происходит в несколько этапов:
- Небольшая капля расплавленного металлического расходного материала под мощным импульсом отделяется и помещается поверх заготовки.
- Сила тока снижается до того уровня, которого будет достаточно для поддержания дуги.
- Металл в сварочной ванне моментально остывает.
- Идет циклическое повторение вышеперечисленных действий.

Для надлежащей работы автомата должна быть произведена настройка, включающая в себя выполнение следующих действий:
- Обеспечить хорошее заземление, необходимое для надежного контакта в период импульса, когда появляются высокие токи.
- Убедиться в верности подсоединения всех кабелей.
- Снизить значение индуктивности, используя силовые кабели длиной до 15 м.
- Повысить эффективность варки, избегая наматывания кабелей вокруг предметов, проводимых ток.
Очень важно правильно настраивать форму импульсной волны при MIG, поскольку от этого качественность провара и эстетичность шва.
Необходимое оборудование и материалы
Сварочный аппарат имеет несложную конструкцию, поэтому при наличии необходимого оборудования и материалов можно соорудить устройство для импульсной сварки своими руками. Для этого нужно подготовить следующие детали:
- низкочастотный выпрямитель напряжения;
- высокочастотный преобразователь трансформаторного типа;
- инверторный блок с транзисторами;
- трансформатор с понижающими обмотками;
- блок управления;
- силовой фильтр;
- рабочий шунт;
- система подачи проволоки.

Все составляющие несложно найти, стоят они недорого. После подготовки оборудования остается подсоединить детали согласно схеме. При выборе деталей нужно обратить внимание на их качество. Особенно не стоит экономить на транзисторах, поскольку именно они ломаются чаще всего.