Электроды для сварки чугуна со сталью
Какие бывают сварочные электроды по чугуну?
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Особенности чугуна
В отличие от стали чугун содержит в себе значительное количество углерода — от 2 до 6%, при этом СО2 находится в нем в свободном состоянии — в виде графита. Это обуславливает его уникальные характеристики — он чрезвычайно тверд, но при этом хрупок, обладает низкой пластичностью и вязкостью. Эти свойства сказываются при обработке и сварке металла. При неправильно выбранных параметрах, материалах и технике сварки существуют следующие риски:
- из-за наличия графита в металле могут образовываться трещины;
- углерод выгорает, что приводит к образованию пор в сварном шве;
- образуются тугоплавкие окислы, у которых температура плавления выше, чем у чугуна.
Кроме того, затруднения при сварке может вызвать и такое его свойство, как высокая жидкотекучесть, препятствующая образованию качественного шва.

Быстрое охлаждение серого чугуна после температуры нагрева более 750°С ведет к превращению графита в карбид железа — цементит. Сам чугун превращается из серого в белый. Такой чугун сварке не подлежит.
Марки электродов по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
Холодная сварка чугуна
Холодная сварка — это сварка чугуна без предварительного подогрева деталей.
Для холодного метода сварки тебуются специальные электроды. Сюда относят такие марки, как МНЧ-2 (хорошо сваривают детали в ответственных конструкциях) ОЗЧ-2, ОЗЧ-6 (особенно эффективны при работе с тонкостенными изделиями), ЦЧ-4, а также ОЗЖН-1 (устранение серьезных дефектов).
Горячая сварка чугуна
Горячая сварка — это сварка, при которой требуется предварительная прокалка чугуна.
Собственно «горячим» методом называется тот, при котором металл нагревается до температуры +500. + 600 °С, «полугорячим» — температура достигает +300 +400 °С, «теплым» — +200 °С. Наиболее часто для этого используются универсальные электроды марки ЦЧ-4, а также OK 92.18 («теплый» способ) и ОМЧ-1. Также в этом случае применяются электродные прутки марок УОНИИ, АНО, угольные и другие электроды.
Основные марки электродов по чугуну

Универсальные никелемедные электроды, позволяющие работать с любыми видами чугуна — ковким, серым и высокопрочным. Изделия этой марки специально разработаны для того, чтобы сварку можно было выполнять без предварительного прокаливания. Сердечник из монель-металла (большая часть — никель, 28,5% медь, также присутствуют железо и марганец) имеет специальное покрытие. Основное назначение: холодная сварка, наплавка, заварка дефектов литья. Сварка возможна в любых пространственных положениях кроме потолочного и сверху вниз, производится при постоянном токе обратной полярности. Помимо универсальности применения в ряду преимуществ:
- отсутствие в необходимости прокалки — незначительный подогрев требуется только при работе с толстыми изделиями;
- легкий поджиг, стабильное горение дуги, высокая скорость расплавления при сравнительно низкой температуре, легкое отделение шлаковой корки;
- отличное качество получаемого шва по прочности, пластичности, стойкости к коррозии;
- цветовая идентичность основного и наплавляемого металла;
- низкая твердость шва, благодаря чему при эксплуатации конструкции риски образования трещин в районе соединения минимальны.
Данная марка электродов по чугуну для электродуговой сварки повсеместно применяется при ремонте изношенных деталей в шестернях, насосах, редукторах, экскаваторных ковшах и других узлах и механизмах. Аналоги марки МНЧ-2 по международной классификации — электроды типа ENiCu-B.
Важно. Если осуществляется многослойная наплавка, валик необходимо постепенно охлаждать до температуры 60 °С и проковывать легкими ударами молотка. Таким образом снижается внутреннее напряжение в структуре металла и снижаются риски появления в околошовной зоне трещин. Длина самого сварочного валика — от 30 до 50 мм.
По своим свойствам эти электроды с основным покрытием практически так же универсальны, как и марка МНЧ-2 — с ними можно выполнять сварку чугунов любого вида. Электроды позволяют получить шов повышенной износостойкости (что важно, если эксплуатация изделия предусматривает постоянное трение металла о металл), а также высокую технологичность при обработке резанием и высокую стойкость к ударным нагрузкам. Для сварки и наплавки используется ток обратной полярности. Возможное пространственное положение — нижнее и вертикальное. При технологии сварки следует соблюдать требования, предъявляемые и к изделиям марки МНЧ-2 (охлаждение и легкая проковка валика), однако в отличие о МНЧ-2 в данном случае необходима предварительная часовая прокалка при температуре 250…280 °С.

Важно. Наиболее эффективно электроды ОЗЧ-4 проявляют себя при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость.
Электроды с основным покрытием, предназначенные как для горячей, так и для холодной сварки ковкого, высокопрочного, серого чугунов. Основное назначение — заварка дефектного литья, наплавка при ремонте чугунных деталей. Также это — электроды по чугуну и нержавейке, они позволяют качественно сваривать два этих сплава с разной структурой. Нередко для получения более эфективного результата применяются только для наплавки первых слоев, после чего она выполняется другими, специальными электродами.
Это медные электроды для сварки чугуна (медный сердечник) с кислым покрытием. Имеют ограниченную сферу использования — применяются для работы только с ковким (мягким и вязким) и серым чугуном. Спектр работ — холодная сварка, а также наплавка и заварка дефектов литья при восстановлении чугунных изделий. Длина валика, которыми рекомендуется выполнять сварку, — небольшая, в диапазоне 30. 50 мм. Полученный валик необходимо охладить до 60 °С и далее проковать несильными ударами молотка. Перед сваркой электрод следует прокалить в течение часа при температуре 190-210 градусов. Сварка допустима в нижнем и вертикальном положениях постоянным током обратной полярности.
ОЗЖН-1
Сфера использования — исключительно холодная сварка. Используется постоянных ток обратной полярности. Типы свариваемых чугунов — высокопрочный и серый. Перед сваркой необходима часовая прокалка электрода при температуре 350°С. Как и в случае с другими марками по чугуну, валик следует проковать легкими ударами молотка для снятия внутреннего напряжения в металле шва. Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. В последнем случае эти электроды необходимо комбинировать с МНЧ-2 или ОЗЧ-3 (ими наплавляются первый и промежуточные слои).

OK 92.18
Новое название этих электродов — OK Ni-Cl. Имеют основное покрытие с высоким содержанием графита. Предназначены для сварки с минимальным подогревом. Работают и на постоянном, и на переменном (при этом пониженных) токах. Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). Отвечая на вопрос, какие подходят электроды для сварки чугуна и стали, отметим, что наряду с ЦЧ-4 подходят и эти.
Сколько стоят электроды по чугуну
Основные факторы, определяющие стоимость этого расходного материала, — бренд и страна-производитель, тип электродов, их марка и состав покрытия. Традиционно более дорогими считаются качественные европейские и американские аналоги — например, продукция таких известных брендов, как ASPIK или UTP. Отличные потребительские свойства при работе с чугуном демонстрирует электрод UTP 86 FN немецкого производства и также немецкая продукция марки Capilla. Российские аналоги стоят дешевле, при этом качество современной отечественной продукции находится на высоком уровне.
Где можно купить электроды по чугуну
Покупать такую продукцию стоит только у известных производителей и проверенных поставщиков – это гарантия высокого заводского качества и репутация бренда. Именно такое высокое качество имеют электроды по чугуну, производителем которых является одно из старейших в России профильных предприятий – Магнитогорский электродный завод.
На нашем сайте вы можете купить продукцию по цене производителя. В зависимости от марки материал отлично подойдет как для сварки, так и для восстановительной наплавки. Изделия имеют сертификаты ГОСТ Р и санитарно-эпидемиологической экспертизы.
Как приварить чугун к стали
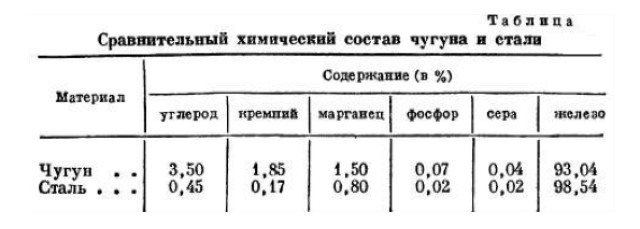
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.

Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.
В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.
Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
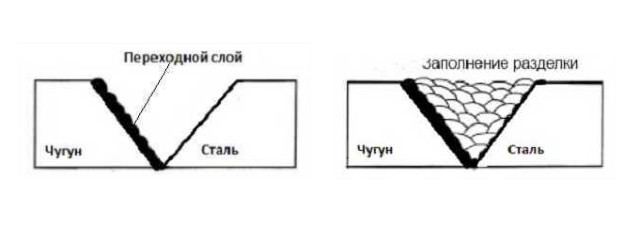
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.
Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
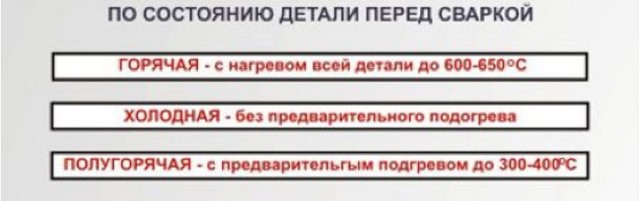
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Как приварить чугун к металлу электросваркой
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.

Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
Выбор электродов
Используют специальные, обладающие:
- легким розжигом при запуске;
- низкой проплавляющей способностью;
- высокой скоростью наплавки;
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой;
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину;
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.
Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева;
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.
Чугун — электроды и сварка со сталью
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?

Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG).
Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.
• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре
• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.
• на медной основе,
• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
 Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.
Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм. Перед наплавкой нового валика необходимо подождать, пока предыдущий валик остынет полностью. То есть нельзя перегревать основной металл соединения.
Также шов, полученный таким образом, нельзя подвергать механической обработке, поскольку он имеет повышенную хрупкость. Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом.
Для получения менее хрупкого сварного соединения и более прочного шва используйте электроды для сварки чугуна — а также чугуна со сталью — ESAB ОК 92.58.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽