Сварочная проволока для стали 09г2с
Выбор сварочной проволоки для сварки высоколегированных сталей

Для повышения эффективности и облегчения сварочного процесса при обработке различных металлов широко применяется специальная проволока для сварки. Она позволяет обойтись без хрупких жестких электродов и автоматизировать подачу материала, необходимого для поддержания электрического разряда и образования сварного шва. Проволока представляет собой металлическую нить, изготовленную из очищенного от примесей металла или сплава. Также в ее состав входят различные легирующие компоненты. Она используется при сварке большинства марок стали, включая нержавеющие, чугуна, алюминия, меди и других материалов. Ее применяют при автоматической или полуавтоматической технологии сваривания.
Существует несколько разновидностей проволоки для сварки металлов:
- стальная,
- нержавеющая,
- алюминиевая,
- омедненная,
- порошковая.
Стальная проволока для сварки
Она изготавливается из углеродистых или низколегированных сталей и отличается универсальностью применения. Ее используют для сварки различных металлоконструкций, металлических деталей и изделий. Такая проволока отлично подходит для создания неразъемных соединений при проведении строительных, монтажных, производственных работ. Сварка выполняется под флюсом без применения защитного или инертного газа. В качестве оборудования могут использоваться автоматические или полуавтоматические аппараты. Сварочная проволока общего назначения, применяемая для сварки стали, обычно содержит в себе определенное количество легирующих элементов. Они улучшают процесс сваривания, обеспечивают защиту шва от коррозии, позволяют стабилизировать дугу, а также решить другие технологические задачи. В качестве легирующих элементов обычно добавляются марганец, хром, кремний и никель.
Нержавеющая проволока
Для ее изготовления используются высоколегированные коррозионностойкие стали. Она применяется в сварке нержавеющих сплавов в среде защитных газов. Обычная стальная проволока не подходит для подобных ситуаций. Это связано с тем, что сварные швы будут неустойчивыми к коррозии, что снизит общую коррозионную стойкость готового изделия. Нержавеющая проволока изготавливается в соответствии с ГОСТ 18143-72. Для ее производства могут применяться разные марки сталей, наиболее популярной из которых считается 12Х18Н10Т. Она отличается высоким содержанием хрома и никеля, а также наличием титана и других легирующих элементов. Различается по чистоте химического состава. Изделия с маркировкой А обладают стандартным содержанием загрязняющих примесей серы и фосфора. В проволоке, обозначенной АА, количество примесей минимально.
Алюминиевая проволока для сварки
Она применяется для сварки деталей, изготовленных из алюминия и алюминиевых сплавов. Сваривание выполняется в среде защитного газа, в качестве которого обычно используется аргон. Высококачественная проволока способна обеспечить создание надежных и долговечных соединений. Полученный сварочный шов обладает аналогичными или более высокими прочностными и другими физико-механическими характеристиками, чем у основного материала. Он отличается устойчивостью к образованию горячих трещин, пластичностью соединения, способностью противостоять коррозионным процессам. Химический состав может различаться в зависимости от разновидности изделия. Помимо алюминия она может содержать марганец, кремний и другие легирующие добавки.
Омедненная проволока для сварки металла
В отличие от обычной стальной проволоки, омедненная обладает специальным покрытием из медного сплава. Его толщина составляет несколько микрометров, а основной задачей является гарантия надежного контакта со свариваемой деталью. Омедненная проволока упрощает рабочий процесс, а также придает шву дополнительные прочностные характеристики. Готовое соединение способно переносить механические нагрузки, удары, резкие перепады температуры, разрывающие усилия, высокотемпературные воздействия. Еще одним преимуществом является малое количество брызг, что позволяет сократить затраты на расходные материалы. Также она обеспечивает более высокую скорость сварочного процесса.
Порошковая проволока
Она представляет собой трубчатую конструкцию, заполненную металлическим порошком и специальным флюсом. Ее применяют не только для сварки, но и для наплавки материалов. Она позволяет решить многие проблемы, связанные с механизацией сварочных и наплавочных работ на открытых площадках или в полевых условиях. Благодаря порошковой проволоке можно в 2–5 раз повысить производительность технологических процессов, обойтись без трудоемких процедур удаления металлических брызг, обеспечить безупречное качество швов. Эти электроды отлично подходят для стыковых, нахлесточных, угловых соединений. Они применяются при автоматической и полуавтоматической сварки углеродистых и низколегированных сталей в среде аргона или углекислого газа.
Маркировка сварочной проволоки для сварки стали
Правила обозначения регламентируются ГОСТ 2246-70. Маркировка состоит из набора цифр и букв, которые содержат в себе следующую информацию:
Марка свариваемой стали
Условия и требования эксплуатации изделий
Марка сварочной проволоки
03Х18Н11 03Х18Н12 03Х18Н10АГ3 04Х18Н10 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т 08Х22Н6Т 08Х18Н12Б 08Х18Н12Т 10Х18Н9ТЛ 10Х17Н12М2Т 0Х17Н13М3Т 08Х21М2Т
Работа изделий в агрессивных средах типа азотной кислоты
Требования к металлу шва по стойкости к МКК, как в исходном состоянии, так и после кратковременной выдержки в интервале критических температур
Сварка разнородных сталей
Сварка деталей емкостного и реакторного оборудования. Требования по стойкости металла шва к МКК не предъявляются.
св-04Х19Н9, св-06Х19Н9Т св-04Х19Н9С2
Температура рабочей среды не выше 450 о С. Требования по стойкости металла шва к МКК не предъявляются.
Температура рабочей среды выше 350 о С. Требования по стойкости металла шва к МКК.
Работа изделий в агрессивных средах с температурой до 350 о С. Требования к металлу шва по стойкости к МКК.
06ХН28МДТ 03ХН28МДТ 03Х21Н21М4ГБ 03Х23Н25М3Д3Т
Сварка ответственных деталей оборудования, преимущественно толщиной до 12мм, работающих в средах серной и фосфорной кислот, с примесями фосфорных соединений.
Сварка ответственных деталей оборудования, работающих в средах высокой агрессивности.
20Х23Н13 20Х23Н18 25Х25Н20С2
Работа в окислительной средах при температуре до 1000 о С
св-07Х25Н12Г2Т, св-06Х25Н12ТЮ, св-08Х25Н13БТЮ
20Х20Н14С2 20Х25Н20С2 45Х45Н20С2
Тонкостенная конструкция. Науглероженная рабочая среда с температурой не выше 1000 о С. Требования по стойкости металла шва к МКК.
Сварка отвественных конструкций из низколегированных и легированных сталей в закаленном состоянии без последующей термообработки, а также аустенитных сталей и их сочетание с низколегированными и легированными сталями.
12Х18Н9Б 08Х18Н12Т 08Х18Н12Б
Сварка с гарантированным аустенитно-ферритным швом
Рассмотрим особенности маркировки на конкретном примере. Например, обозначение Св-08Г2С-0 ГОСТ 2246-70 расшифровывается так:
- Св – проволока предназначена для сварочных работ;
- 08 – сплав содержит не более 0,08 % углерода;
- Г2 – до 2 % марганца;
- С – содержание кремния менее 1 %;
- О – изделие имеет омедненную поверхность;
- ГОСТ 2246-70 – отвечает требованиям данного стандарта.
Также из этой маркировки можно сделать вывод, что массовая доля легирующих элементов превышает 2,5 % (2 % марганца и 1 % кремния), а значит, данная сварочная проволока относится к легированным изделиям, которые подходят для сварки углеродистых и низколегированных сталей.
Проволока для углеродистых сталей
Сварочная проволока 09Г2СЦ купить, цены в Воронеже — НПК Специальная Металлургия

Продукция >Сварочные материалы >Сварочная проволока > 09Г2СЦ
Доставка Мы осуществляем доставку в Воронеже, а также по всей России и СНГ в кратчайшие сроки. Скидка 15%! Сотрудничаем с «Деловыми линиями» и другими транспортными компаниями. Узнайте подробности
Гарантия Сварочная проволока проходит проверку и сопровождается сертификатом качества. Гарантия до трех лет распространяется на все товары. Узнайте подробности
| Марка | Диаметр, мм | Цена | |
| 09Г2СЦ | 0,30 | Узнать цену | Купить |
| 09Г2СЦ | 0,50 | Узнать цену | Купить |
| 09Г2СЦ | 0,60 | Узнать цену | Купить |
| 09Г2СЦ | 0,80 | Узнать цену | Купить |
| 09Г2СЦ | 0,90 | Узнать цену | Купить |
| 09Г2СЦ | 1 | Узнать цену | Купить |
| 09Г2СЦ | 1,50 | Узнать цену | Купить |
| 09Г2СЦ | 2 | Узнать цену | Купить |
| 09Г2СЦ | 2,50 | Узнать цену | Купить |
| 09Г2СЦ | 3 | Узнать цену | Купить |
| 09Г2СЦ | 3,50 | Узнать цену | Купить |
| 09Г2СЦ | 4 | Узнать цену | Купить |
| 09Г2СЦ | 4,50 | Узнать цену | Купить |
| 09Г2СЦ | 5 | Узнать цену | Купить |
| 09Г2СЦ | 5,50 | Узнать цену | Купить |
| 09Г2СЦ | 6 | Узнать цену | Купить |
| 09Г2СЦ | 6,50 | Узнать цену | Купить |
| 09Г2СЦ | 7 | Узнать цену | Купить |
| 09Г2СЦ | 8 | Узнать цену | Купить |
Страницы: 1
Смотрите марки:01Х23Н28М3Д3Т, 02Х20Н14Г2М2, 03Х23Н27М3Д3Г2Б, 04Х19Н11МЗ, 04Х19Н9, 04Х19Н9С2, 05Х20Н9ФБС, 06Х19Н97, 06Х19Н9Т, 07Х18Н9ТЮ, 07Х25Н12Г2Т, 07Х25Н13, 07ХН3МД, 08А, 08Г2С, 08ГСНТ, 08Х17Т, 08Х19Н10Г2Б, 08Х20Н9Г7Т, 08Х21Н10Г6, 08Х21Н10Гб, 08ХМФА, 09Г2СЦ, 09Х16Н25М6АФ, 09Х31Н8АМ2, 10ГСМТ, 10НМА, 10Х14Г14Н4Т, 10Х16Н25АМ6, 10Х17Т, 10ХГ2СМФ, 12ГС, 12Х18Н10Т, 20Х13, 30Х25Н16Г7, 30ХГСА, 67Н26М, ER-308-LSi, А5, А7, АД1Н, БрАмц, Л63, МНЖКТ, Св-01Х19Н9, Св-04Х19Н11М3Т, Св-04Х19Н9, Св-04Х19Н9С2, Св-05Х20Н9ФБС, Св-06Х19Н10М3Т, Св-06Х20Н11М3ТБ, Св-06Х25Н12ТЮ, Св-07Х18Н9ТЮ, Св-07Х19Н10Б, Св-07Х25Н12Г2Т, Св-08Н60Г8М7Т, Св-08Х19Н10Г2Б, Св-08Х19Н10М3Б, Св-08Х20Н10Г2Б, Св-08Х21Н10Г6, Св-08Х25Н13БТЮ, Св-10Х14Г15, Св-10Х16Н25АМ6, Св-30Х25Н16Г7, Св01Х17Н14М2, Св01Х19Н18Г10АМ4, Св01Х19Н9, Св04Х19Н11М3Т, Св04Х19Н9С2, Св05Х20Н9ФБС, Св06Х19Н10М3Т, Св06Х20Н11М3ТБ, Св06Х25Н12ТЮ, Св07Х18Н9ТЮ, Св07Х19Н10Б, Св07Х25Н12Г2Т, Св08А, св08г2с, Св08ГА, Св08Н60Г8М7Т, Св08Х19Н10Г2Б, Св08Х19Н10М3Б, Св08Х20Н10Г2Б, Св08Х20Н9С2БТЮ, Св08Х21Н10Г6, Св10Х14Г15, Св10Х16Н25АМ6, Св13Х25Н13, Св30Х25Н16Г7, Св3Х25Н13, свАМГ3Н, свАМГ5, СвАМг5м, свАМГ6, СВАМЦН, ЭИ395, ЭИ478, ЭИ645, ЭИ898, ЭИ981… Посмотреть все
Справочная информация:
Для клиентов Научно-промышленного комплекса «Специальная металлургия» предлагаем удобные условия приобретения: вы можете купить Сварочная проволока в Воронеже оптом и в розницу, а также в рассрочку или по предоплате. Мы располагаем достаточными производственными мощностями. Наличие собственного производства позволяет нам обеспечивать бесперебойные поставки металлопродукции, сырья и метизов на складские комплексы в Воронеж и другие города России и стран СНГ.
- Работаем на рынке с 2015 года;
- Осуществляем принцип «единого окна». У нас широкий сортамент металлопроката, металлоконструкций и метизов, большой выбор металлургического сырья, что позволяет нам закрыть любую потребность клиента;
- Осуществляем полный цикл поставки металлопроката благодаря наличию собственных складских комплексов, техники и автопарка;
- Гарантируем надлежащее качество. Отдел технического контроля осуществляет проверку качества поставляемой продукции;
- Благодаря собственному производству в больших объемах мы имеем возможность поставлять клиенту товарную позицию: Сварочная проволока 09Г2СЦ , цена которой будет соответствовать оптовому прайсу даже при покупке небольших партий в розницу;
- Предоставляем скидку 10% на доставку в любой регион России.
Доставка может осуществляться тремя различными способами:
| Самовывоз | Вы можете самостоятельно приехать на своем транспортном средстве и забрать купленную вами продукцию с нашего склада. Для этого необходимо будет предъявить на КПП документ, удостоверяющий личность и накладную, для пропуска на охраняемую складскую площадку; |
| Доставка при помощи нашего автопарка | В нашем распоряжении имеются полуприцепы: бортовые, без бортов и тентовые. Для их загрузки на складах используются в основном кран-балки. Они позволяют нам доставлять как негабаритный груз (ДxШxВ до 16 x 3,5 x 3,5 м) так и тяжеловесный (от 20 до 60 тонн); |
| Доставка металлопроката транспортной компанией | Погрузка груза и его дальнейшая транспортировка до терминала ТК. Далее, процесс логистики полностью передается под их контроль. |
Для связи с нами вы можете использовать один из следующих каналов связи:
- Посетить наш офис лично, по адресу: 394029, Воронеж, у. Циолковского, 27
- Отправить заявку с сайта или при помощи электронной почты:
- Позвонить по телефону
Для наших клиентов также всегда работает горячая линия: 8-800-500-17-53. Звонок по России бесплатный.
Похожие товары:
| Флюс | Электрод наплавочный | Графитовый электрод | Электроды титановые |
Какую проволоку лучше выбрать для сварки полуавтоматом?

Сварочная (электродная) проволока – незаменимый материал, используемый при соединении металлических поверхностей. Благодаря ей образуются устойчивые межмолекулярные связи стыкуемых поверхностей, возникает прочный сварной шов. Так как детали, подлежащие сварке, впоследствии подвергаются интенсивному использованию, то к выбору присадочного компонента стоит отнестись со всей ответственностью. Предлагаем вам узнать, какая сварочная проволока оптимально подойдет для полуавтомата.
Разновидности электродной проволоки. Их принцип действия
В зависимости от способа полуавтоматической сварки, проволоку можно использовать:
Сварка может проводиться с помощью инертных (без углекислоты) и активных (с углекислотой) газов. Согласно ГОСТ No2246-70, при такой технологии могут быть использованы 75 марок проволоки, которыми можно соединять практически все металлы. Особенно популярна сварка полуавтоматом чугуна, циркония, алюминия, магния, титана и т.д.
Виды сварочной проволоки и их применение
- Алюминиевая сварочная проволока
– используется в случаях, когда соединяется алюминий с магнием или марганцем. - Нержавеющая сварочная проволока
– применяется при сварке деталей из нержавеющей стали. - Порошковая проволока
– такая проволока используется чаще всего в судостроительной отрасли. - Омеднённая проволока
– улучшает внешний вид шва, чистоту, также повышает прочность, надежность и качество сварочного шва.
Каждый вид сварочной проволки имеет разный химический состав, строение и процент содержания легирующего компонента. Поэтому при выборе сварочного материала следует правильно определить, какой вид вам лучше всего применить, чтобы результат сварки был как можно прочнее, и прослужил долго.
Как подобрать сварочную проволоку – обзор видов и подбор лучших сварочных проволок для полуавтомата

Популярность механизированного оборудования для сварки увеличивается с каждым годом. Оно позволяет получить качественное неразъемное соединение при относительно небольших финансовых затратах. Чтобы с успехом работать на такой технике, необходимо знать несколько нюансов, важнейший из которых – подбор сварочной проволоки для полуавтоматов.
Классификация проволоки
При сварке в полуавтоматическом режиме проволока выступает в качестве плавящегося электрода. Тепло, выделяемое от электрической дуги, расплавляет кромки металлов и электрод. Образуется сварочная ванна, которая после окончательной кристаллизации формирует валик шва.
ГОСТ 2246 устанавливает более 70 наименований (марок) проволоки, которые подразделяют по применяемости, типу сплавляемых материалов, размеру.
Область применения
Рассматривая виды проволоки, необходимо отметить, что она используется не только для сборки двух и более деталей, но и в таких случаях:
- наплавка. Наплавочная проволока наносится на поверхность изделия для его ремонта или придания специальных свойств (твердости, износостойкости);
- производство электродов. Такой материал имеет в своем обозначении букву «Э». Заготовки нарезают на определенную длину, после чего на стержни наносят специальное покрытие.
Для углеродистой стали
Для соединения низкоуглеродистых и низколегированных сталей (ст.3, 09Г2С) используют омедненную сварочную проволоку. Процесс ведут в среде защитных газов (углекислота). Благодаря медному покрытию шов получается прочным, с хорошими механическими свойствами, стойкостью к разрушению.
Еще одно преимущество – минимальное разбрызгивание, что позволяет снизить трудоемкость зачистки после сварки. К недостаткам можно отнести вредные пары меди, выделяющиеся во время сварки.
Для нержавеющей стали
Для сварки сталей аустенитного, аустенитно-ферритного классов с добавлением хрома, никеля (12Х18Н10Т, 08Х18Н10Т) омедненный электрод не подойдет – место сварки быстро покроется ржавчиной.
В этом случае оптимальным вариантом является нержавеющая проволока. Материал отличается коррозионной стойкостью, высокой скоростью плавления, жаропрочностью. Это же присуще и сварному шву.
Защитную газовую смесь образуют инертный аргон, гелий с добавлением небольшого количества диоксида углерода. Среди минусов – высокая цена.
Для алюминия
Сплавы типа АМг2, АМг5 и т.п. свариваются алюминиевой проволокой. Неопытные сварщики могут столкнуться с рядом трудностей. Для получения качественного провара необходимо:
Удалить с поверхностей деталей тугоплавкую оксидную пленку механической обработкой (кругами, щетками с нержавеющим ворсом) или химическим способом (травлением).
Подобрать оптимальные режимы сварки. Алюминиевая проволока очень мягкая и плавится гораздо быстрее, чем стальная. Даже незначительное сопротивление в рукаве приводит к тому, что материал начинает завиваться.
Порошковая
Многие опытные сварщики на вопрос, какая сварочная проволока лучше, отвечают – порошковая. Если все предыдущие сварочные материалы имели сплошное сечение, то этот представляет собой трубку с порошком-наполнителем.
Испаряясь, порошок работает подобно флюсу – защищает сварочную ванну от контакта с атмосферой. Поэтому расходник иногда называют самозащитным – отсутствует потребность в баллонах с газом.
В зависимости от состава шихты различают флюоритные, рутиловые, карбонатно-флюоритные и другие разновидности. Факторы, которые ограничивают массовое применение флюсовой проволоки – высокая цена, невозможность использования при малейшей деформации, тщательная зачистка сплавляемых кромок.
Маркировка
Если посмотреть на фото сварочной проволоки, то можно заметить, что она поставляется в мотках. На каждой бухте должна быть бирка, содержащая информацию о марке, партии, заводе-изготовителе, приемке ОТК.
Особенности
Чем выше содержание углерода в сталях, тем выше твердость металла и его прочность. При этом уровень вязкости падает, сталь становится менее пластичной. Специальные марки проволоки, применяемой в автоматических и полуавтоматических сварочных аппаратах, могут использоваться также для изготовления штучных электродов, которые необходимы для ручной сварки.
Основными характеристиками проволоки для углеродистых сталей является соответствие свойств присадочного материала свойствам свариваемых деталей. Промышленностью выпускаются проволоки для сварки углеродистых сталей с такими параметрами:
- для сварки под флюсом;
- легированные для сварки полуавтоматами;
- для автоматической сварки высокопрочных сталей для повышения стойкости к холоду;
- омедненная проволока;
- для сваривания трубопроводных соединений и металлоконструкций;
- для емкостей, бойлеров и цистерн.
При выборе проволоки для проведения сварочных работ на углеродистых сталях необходимо учитывать рекомендации производителя. Проволока различных марок и сечения отечественного и зарубежного производства поступает в реализацию в виде кассет и в бочках весом от 4,5 до 475 кг.
Сварочная проволока: марки и характеристики
Сварочная проволока представляет собой важнейший расходник для осуществления целого ряда разновидностей сварочных работ. В частности, она выступает источником присадочного материала для наплавляемого металла при сварке в ручном, полуавтоматическом или автоматическом режимах. Этот расходный материал поставляется в виде намотанного на катушку или же нарезанного на фрагменты четко заданной длины прутка. Будучи вставленным в подающий механизм горелки, он подается в рабочую зону автоматически или же согласно настроенному исполнителем режиму.

Чтобы качество шва было безупречным, а выполненное соединение элементов максимально прочным, мало одной квалификации сварщика. Необходимо выдержать ряд требований. В числе наиболее важных из таких:
- Подбор оптимальной марки сварочной проволоки. Химические свойства материала, из которого выполнена проволока для сварки, должен совпадать или максимально быть приближенным к свойствам соединяемых элементов конструкций. Также необходимо учитывать условия сварки (окружающую газовую среду, влажность и другие), что также сказывается на оптимальной марке изделия;
- Диаметр расходника должен быть подобран с учетом толщины свариваемых элементов и типа сварочных работ.
О классификации и видах этого расходного материала детальнее можно прочесть на отдельной странице нашего каталога. Сейчас же мы поговорим про характеристики и марки сварной проволоки более детально.
Типы сварочной проволоки
Вся производимая проволока для сварочных работ подразделяется по ряду признаков на следующие типы:
- Омедненная. Расходный материал такого типа применяется для соединения конструкций из низколегированных и углеродистых сталей. Его отличительное свойство – малое разбрызгивание металла в ходе работ, высокое качество получаемого шва и возможность бесперебойного процесса (если позволяют характеристики аппарата);
- Порошковые. Проволока такого типа представляет собой трубку из малоуглеродистой стали. Внутри она заполнена шлакообразующие порошки и раскислители. Задача заполнителей заключается в обеспечении комфортного процесса работы и качественного шва в среде без защитного газа. Такой тип присадки снижает время выполнения сварки и снижает образование шлака в шве;
- Сплошного сечения . Присадки такого типа, применяемые для автоматической и полуавтоматической сварки, являются компонентом для изготовления сварочных электродов;
- Неомедненные . Марки сварочной проволоки такого типа применяются для соединения конструкций из низкоуглеродистой стали, при которой в высоком качестве шва необходимости не возникает. Они дешевле омедненных, что обуславливает их применение на бытовом уровне и малых объемах сварочных работ;
- Активированные . Расходники этого типа выбираются для работ в среде из углекислого газа. Структурно также относятся к числу порошковых;
- Газосварочные . Присадочные компоненты такого типа подходят для соединения элементов из углеродистых и низкоуглеродистых сталей;
- Алюминиевые. Специальные виды сварочной проволоки, используемые для формирования неразъемных соединений из алюминиевых сплавов. Их применение характеризуется малой пористостью сварных швов. Особенно востребованы в авиационной, судостроительной и пищевой промышленности;
- Из нержавеющей стали. Применяются для соединения изделий из нержавейки. Характеризуются почти полным отсутствием коррозионных явлений в месте соединения;
- Флюсовые . Марки сварочной проволоки этого типа применяются для соединения элементов из среднеуглеродистых, низкоуглеродистых и углеродистых сортов стали. Наличие флюса в составе присадки не требует среды защитного газа в качестве условия;
- Легированные . Такой расходный материал является наиболее дорогим, так как позволяет проводить сварку различных металлов в любых газовых условиях. При этом шов отличается высочайшим качеством внешнего вида и надежностью.
Наиболее востребованные марки сварочной проволоки
О классификации сварочной проволоки и обозначении ее химического состава буквенно-цифровым шифром согласно ГОСТ 2246 мы уже писали. Аналогичные изделия зарубежного производства либо ориентированные в первую очередь для экспорта маркируются согласно стандартам AWS.
Мы же рассмотрим наиболее популярные марки этой продукции и их свойства, обуславливающие высокую популярность в качестве расходного материала общего либо специального назначения. Расходники общего назначения используются в быту, строительной сфере и различных сферах производства. Марки сварочной проволоки специального назначения широко применяются в энергетике, машиностроении, военной сфере и других отраслях, где к присадочным материалам предъявляются особые требования.

Наиболее распространенной является сварочная проволока для полуавтоматических инверторных сварочных аппаратов, позволяющая выполнять неразъемные соединения конструкций из низколегированных сталей. Речь идет о марке Св-08Г2С и ее аналогах производства импортных брендов. Она выпускается в колоссальных объемах почти на любой заводе, специализирующемся на подобной продукции.
Помимо этой марки, высоко востребованы и другие марки расходного материала для автоматической и полуавтоматической сварки:
- Низкоуглеродистые: Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- Легированные: Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, Св-08ГСМТ и ряд других;
- Высоколегированные: Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и другие.
Марка и диаметр подбираемой присадки для сварки определяются толщиной и материалом конструкционных элементов, которые планируется соединять.
Рассмотрим детальнее популярные марки проволоки для сварки. Их применение обусловлено химическим составом присадочного материала, который и определяет также характеристики сварочной проволоки. Отсюда:
- СВ-08Г2С-О – поставляемая в катушках по 5 кг проволока для газовой и аргонодуговой сварки конструкций из низкоуглеродистых сталей. Отлично подходит для нужд ЖКХ (в частности, сварки водопроводных труб). Отличается малым количеством брызг и аккуратным швом, не нуждающимся в дальнейшей обработке;
- Св-08, Св-08А, Св-08АА — производные предыдущей марки, идеально подходящие для автоматической сварки углеродистых сталей с пределом текучести 235-285 Мпа. Также служат сырьем для электродов под работу с низкоуглеродистой и низколегированной сталью;
- Св-08ГА отлично подойдут для MIG/MAG сварки углеродистых сталей с пределом текучести 235-440 МПа. То есть, они используются в ЖКХ, строительстве и ремонте конструкций мостов, труб, котлов, емкостей высокого давления, опор и других стальных объектов;
- Св-10НМА обладает еще более высокими свойствами в тех же самых случаях, что и предыдущая марка проволоки. Она используется для соединения изделий из сталей с повышенным уровнем хладостойкости и прочности, а также особо ответственных металлоконструкций;
- Омедненная порошковая проволока ELITECH 0606.010000 также была высоко оценена покупателями. Материал широко применяется как в быту, так и в различных сферах производства;
- Нержавеющая проволока Deka ER308 Lsi позволяет соединять изделия из нержавейки, свариваемые постоянным током в аргоновой среде либо переменным при ручной сварке. Отличается пластичностью и высокой коррозионной стойкостью шва. Она представлена в каталоге компании «Элинс» в различных вариантах – катушках по 1 кг, 5 кг, 15 кг, позволяя подобрать оптимальный вариант для различных масштабов работ;
- Нержавеющая проволока Foxweld ER-308 LSi Св-04Х19Н9 (1 кг; 0.8 мм; D100) с высоким содержанием кремния отлично подходит для полуавтоматической сварки соединений, которые будут работать под повышенной нагрузкой;
- Алюминиевая сварочная проволока ER 5356 (ALMG5) от бренда «Кедр» пользуется популярностью в частных автосервисах, пищевой промышленности, химической отрасли и в ремонтах водного транспорта.
Какую бы марку и характеристики подобных расходников для сварки Вы не искали бы, найти и заказать оптимальный во всех отношениях вариант для Ваших производственных нужд возможно в ассортименте продукции компании «Элинс». Наши опытные сотрудники помогут с подбором всего необходимого для эффективной работы. А низкие цены и выгодные условия доставки заказа станут еще одним фактором мотивации для подбора присадочного материала или иной продукции именно у нас.
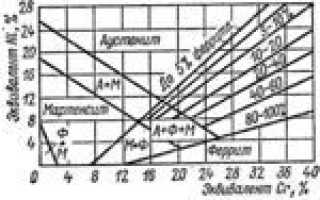
Особенности сварки разных видов низколегированной стали. Лучший способ сварки, его технология
Легированная сталь содержит специальные легированные элементы, служащие для обеспечения материалу заданных свойств, и до 0.5% углерода. В зависимости от процентного состава легированных компонентов легированные стали делятся на виды:
Маркируют стали буквами (название легирующего элемента) и цифрами (среднее процентное содержание). Цифра за буквой не ставится, если содержание компонента менее 1%.
Виды низколегированной стали
Конструкционные низколегированные стали классифицируются:
Типы низкоуглеродистых сталей представлены в таблице.
| Наименование | Примеры маркировки |
| Хромокремненикельмедистые | 10ХСНД, 15ХСНД |
| Хромокремнемарганцовистые | 14ХГС |
| Марганцовоазотнованадиевые | 14Г2АФ |
| Кремнемарганцовистые | 14ГС, 10Г2С1, 09Г2С |
| Марганцовистые | 14Г2, 14Г |
Среднеуглеродистые марки (35ХМ, 18Г2АФ, 17ГС) содержат более 0.25% углерода и применяются после проведения термообработки.
Теплоустойчивые металлы при работе в районе высоких температур имеют повышенную прочность. Находят применение в изготовлении металлических элементов энергетических устройств.
Ввиду более высокой прочности низколегированных сталей (по сравнению с углеродистыми конструкционными) их применение при производстве сварных конструкций снижает вес и экономит металл.
Благодаря этим свойствам, материалы применяют в вагоно- и судостроении, строительстве и других областях промышленности.
Особенности процесса
Низколегированная сталь – материал, относящийся к группе удовлетворительно свариваемых металлов, которые соединяются почти всеми видами сварки.
- одинаковая прочность шва;
- получение требуемой формы;
- отсутствие дефектов.
Сварка низколегированной стали выполняется труднее низкоуглеродистой конструкционной. Она более чувствительна к тепловым воздействиям. Следует учитывать, что содержание в материале более 0.25% углерода может привести к формированию закалочных структур и трещин в шве, а выгорание углерода – к образованию пор.
Во избежание формирования закалочных мартенситных структур деталь подогревают, применяют многослойную сварку с соблюдением между наложением слоев металла в шов минимального интервала времени. Материал покрытых электродов выбирается с низким содержанием фосфора, углерода и серы. Это способствует увеличению стойкости шва против кристаллизационных трещин.
Соединение хромокремнемарганцовистых сталей
Этот тип низколегированных сталей также носит название хромансиль. В состав входит углерода 0.17-0.4%, марганца 0.8-1.1%, кремния и хрома – 0.9-1.2%. Материал недорогой, имеет хорошую упругость и прочность, выдерживает вибрацию. Недостаток – плохая теплоустойчивость.
При проведении газовой сварки хром и кремний частично выгорают, что приводит к формированию оксидов, шлаков и непроваров в соединении. Чтобы избежать окисления легирующих добавок, работа выполняется нормальным пламенем, мощность которого подбирается из соотношения 75-100 дм 3 /ч ацетилена на 1 мм толщины свариваемого материала. Марки присадочной проволоки:
- низкоуглеродистая Св-08 или Св-08А – для неответственных конструкций;
- легированная Св-19ХМА, Св-13ХМА, Св-10ХГС, Св-18ХГСА – для соединения ответственных объектов.
Рабочий процесс ведется в один слой без перерывов. Пламя горелки на одном месте не задерживается во избежание перегрева металла сварочной ванны. Чтобы свести к минимуму коробление, шов формируется от середины к краям и обратно. Во избежание трещин свариваемый элемент охлаждают медленно.
Ответственные детали закаляют при температуре 500-650°С, с выдержкой и последующим нагревом до 880°С. Охлаждают в масле. Затем отпускают с нагревом до 400-600° и охлаждением в горячей воде.
Сварка конструкционных низколегированных сталей
- углерода до 0.2%;
- легирующих компонентов – до 2-3%.
Механические свойства этих металлов выше, чем низкоуглеродистых. Содержание кремния в пределах 1-1.1% способствует улучшению прочности и упругости материала. При его повышении в сварном шве увеличивается количество неметаллических включений, что затрудняет сварочный процесс. Марганец от 1.6 до 1.8%, усиливает способность материала к закалке, но технологически усложняет процесс работы. Повышенное содержание молибдена, хрома, ванадия негативно влияет на свариваемость.
Стали, склонные к закалке, сваривают:
- на мягком режиме без термообработки (или в печи);
- на жестком режиме с термообработкой в точечной машине.
Сила тока при работе с низколегированными материалами рекомендуется на 10-15% ниже, чем при сварке малоуглеродистой стали. Давление на электроды – выше на 10-50%.
Сварка производится теми же методами, что и низкоуглеродистой стали – дуговым, газовым и контактным. Ручная сварка выполняется электродами типа Э-50А, которые обеспечат шов с механическими свойствами, аналогичными основному металлу.
Соединение сталей 09Г2С, 10Г2С1, 10Г2С1Д
Отличительным качеством марок низколегированных низкоуглеродистых сталей 09Г2С и 10Г2С1 является отсутствие склонности к перегреву и образованию закалочных структур. Работа проводится при любом тепловом режиме с соблюдением технологии процесса для низкоуглеродистых сталей. Обеспечение равнопрочности сварного шва достигается электродами Э50А, Э46А. Прочность и твердость околошовной зоны такая же, как у основного металла.
Марка 10Г2С1Д является низколегированной конструкционной сталью для сварных изделий. При сварке без ограничений процесс выполняется без подогрева и термообработки. Ограниченная свариваемость стали требует подогрева до 100-120° и термообработки. Трудносвариваемый материал требует дополнительных действий: подогрева при сварке до 200-300° и отжига после сварки.
Лучший способ сварки низколегированной стали
Наиболее приемлемым способом сварки низколегированной стали является ручная дуговая сварка. Методика процесса подобна сварке низкоуглеродистых сталей. Эти материалы содержат не более 0.25% углерода, обладают хорошей свариваемостью при любой толщине соединяемых деталей и температуре воздуха.
Технология
Ручная дуговая сварка – наиболее распространенный метод соединения материалов сварочных конструкций, при котором вручную:
- возбуждается дуга;
- подается и перемещается электрод.
Работа проводится покрытыми электродами. Способ заключается в горении сварочной дуги с электрода на свариваемый предмет. Кромки изделия оплавляются, металл электродного стержня и покрытие электрода расплавляются. Основной металл и материал электрода кристаллизуются, образуя сварной шов.
 Схема ручной дуговой сварки покрытыми электродами
Схема ручной дуговой сварки покрытыми электродами
Используемые электроды и оборудование
- сварочный аппарат;
- пусковую аппаратуру;
- набор электродов;
- электрододержатели;
- сварочные кабели;
- другие принадлежности.
Марка и тип выбираются с учетом:
- назначения изделия;
- степени его ответственности.
Типы электродов металлических покрытых для ручной дуговой сварки низколегированных сталей прописаны в ГОСТ 9467-75.
Информация об электродах для сварки низколегированных конструкционных сталей представлена в таблице.
| Марки электродов | Дополнительные сведения о сталях |
| Э50, Э46, Э42, Э38 | Временное сопротивление разрыву – до 50 кгс/мм |
| Э50А, Э46А, Э42А | Повышенные требования по ударной вязкости и пластичности |
| Э60, Э55 | Временное сопротивление разрыву от 50-60 кгс/мм |
Требования к электродам:
- обеспечение их равнопрочности с основным материалом;
- отсутствие дефектов в сварных соединениях;
- обеспечение стойкости швов в разных условиях эксплуатации;
- получение требуемого химического состава металла шва.
Процесс сварки
- Зажигание сварочной дуги (создание короткого замыкания цепи способом прикосновения кончика электрода к изделию).
- Образование ванны расплавленного металла, смешивание присадочного и основного материалов до формирования однородного сплава.
- Поддержка нужной длины дуги.
- Заварка кратера.
- Формирование сварного шва с помощью угла наклона электрода и изделия.
Сварочная проволока











| Бренд | LINCOLN ELECTRIC |
| Тип | Проволока |
| Артикул | ED030583 |
- 0.6 mm
- 0.8 mm
- 0.9 mm
- 1 mm
- 1.1 mm
- 1.14 mm
- 1.3 mm
- 1.6 mm
- Spool (10 lb Carton)
- Spool (Buy America)
- КК
- 2 lb
- 12.5 lb
- 33 lb
- 44 lb
- 60 lb
- 250 lb
- 500 lb
- 900 lb
- 1000 lb

| Бренд | HYUNDAI WELDING |
| Тип | Проволока |
| Пространственные положения | 1, 2, 3, 4 |
| Ток | (+) |
| Артикул | SUP71H125 |
- 1.2 mm
- 1.6 mm
- 5 kg
- 15 kg

| Бренд | ESAB |
| Тип | Проволока |
| Пространственные положения | 1, 2, 3, 4, 5, 6 |
| Ток | (+) |
| ТУ | 1227-170-55224353-2015 |
| Соответствие стандартам | ГОСТ: 2246-70: Св-08Г2С-О, EN ISO 14341-B-G S18, EN ISO 14341-B-G 49A 2 C1 S18, EN ISO 14341-B-G 49A 2 M21 S18 |
| Артикул | 2323084600 |
- 0.8 mm
- 1 mm
- 1.2 mm
- 1.6 mm
- 5 kg
- 15 kg
- 18 kg
- 200 kg
- 250 kg

| Бренд | HYUNDAI WELDING |
| Тип | Проволока |
| Пространственные положения | 1, 2, 3, 4, 6 |
| Ток | (+) |
| Артикул | SM70085 |
- 0.8 mm
- 1 mm
- 1.2 mm
- 1.6 mm
- 5 kg
- 15 kg
- 300 kg

| Бренд | LINCOLN ELECTRIC |
| Тип | Проволока |
| Артикул | EDR00263 |
- 0.8 mm
- 1 mm
- 1.2 mm
- 1.6 mm
- 2 mm
- 3 mm
- 4 mm
- 5 mm
- D200
- Ариадна-500
- Б-500
- КК
- МП-100
- 5 kg
- 15 kg
- 18 kg
- 28 kg
- 100 kg
- 250 kg
- 700 kg

| Бренд | ESAB |
| Тип | Проволока |
| Диаметр, мм | 0.6 mm, 0.8 mm, 0.9 mm, 1 mm, 1.2 mm, 1.4 mm, 1.6 mm, 2 mm |
| Артикул | 1251086700 |
- 0.6 mm
- 0.8 mm
- 0.9 mm
- 1 mm
- 1.2 mm
- 1.4 mm
- 1.6 mm
- 2 mm
- 5 kg
- 15 kg
- 18 kg
- 200 kg
- 250 kg
- 450 kg
- 500 kg
| Бренд | ESAB |
| Тип | Проволока |
| Диаметр, мм | 3.2 mm |
| Вес | 30 kg |
| Артикул | 1324252800 |
- 2.5 mm
- 3 mm
- 3.2 mm
- 4 mm
- 30 kg.
- 100 kg

| Бренд | LINCOLN ELECTRIC |
| Тип | Проволока |
| Артикул | EDR01363 |
- 2 mm
- 3 mm
- 4 mm
- 5 mm
- K415
- Ариадна-600
- Б-500
- КК
- 18 kg
- 28 kg
- 100 kg
- 300 kg
- 700 kg

| Бренд | LINCOLN ELECTRIC |
| Тип | Проволока |
| Артикул | FL61-2-25VCI |
- 2 mm
- 2.4 mm
- 3.2 mm
- 4 mm
- Accutrak Drum
- B415 + AC
- B415 + FL61-2-350
- B415 + FL61-24-400
- B415 + FL61-32-400
- B415 + FL61-4-1000
- B415 + FL61-4-400
- B415 + VCI
- 25 kg
- 350 kg
- 400 kg
- 600 kg
- 750 kg
- 1000 kg

| Бренд | ESAB |
| Тип | Проволока |
| Диаметр, мм | 1 mm, 1.2 mm, 1.6 mm |
| Артикул | 1805109870 |
- 1 mm
- 1.2 mm
- 1.6 mm
- 7 kg
- 80 kg
- 141 kg

| Бренд | LINCOLN ELECTRIC |
| Тип | Проволока |
| Артикул | ED023166 |
- 2.4 mm
- 4 mm
- 4.8 mm
- 60 lb
- 1000 lb
| Тип | Проволока |
| Диаметр, мм | 0.8 mm, 0.9 mm, 1.2 mm, 1.6 mm |
- 0.8 mm
- 0.9 mm
- 1.2 mm
- 1.6 mm

| Тип | Проволока |
| Диаметр, мм | 1.2 |
| Пространственные положения | 1 |
| Ток | (+) |
| Вес | 15 kg |
| Бренд | LINCOLN ELECTRIC |
| Тип | Проволока |
| Артикул | EDR01366 |
- 2 mm
- 3 mm
- 4 mm
- 5 mm
- K415
- Б-500
- КК
- 18 kg
- 28 kg
- 100 kg
- 700 kg

| Бренд | LINCOLN ELECTRIC |
| Тип | Проволока |
| Артикул | EDR00310 |
- 1.2 mm
- 1.6 mm
- 2 mm
- Ариадна-500
- Ариадна-600
- —
- 5 kg
- 18 kg
- 100 kg
- 250 kg
- 300 kg

| Бренд | HYUNDAI WELDING |
| Тип | Проволока |
| Диаметр, мм | 1.2 mm, 1.6 mm |
- 1.2 mm
- 1.6 mm
| Тип | Проволока |
| Диаметр, мм | 0.8 mm, 0.9 mm, 1.2 mm, 1.6 mm |
- 0.8 mm
- 0.9 mm
- 1.2 mm
- 1.6 mm

| Бренд | KOBE STEEL |
| Тип | Проволока |
| Диаметр, мм | 1.2 mm |
| Тип проволоки | Рутиловая |
| Тип упаковки | VP |
| Вес | 5 kg |

| Бренд | KOBE STEEL |
| Тип | Проволока |
| Диаметр, мм | 1.2 mm |
| Тип проволоки | Рутиловая |
| Тип упаковки | VP |
| Вес | 5 kg |

| Бренд | LINCOLN ELECTRIC |
| Тип | Проволока |
| Артикул | COPLW71E29 |
- 1.2 mm
- 1.6 mm
- S300
- КК
- 5 kg
- 15 kg
Преимуществами предлагаемой продукции являются:
- полное соответствие международным стандартам;
- чистый надежный сварной шов;
- минимальные изменения диаметра поперечного сечения по длине;
- упорядоченная намотка;
- гладкая поверхность.
Использование брендового расходного материала способствует повышению качества работы и продлению срока службы оборудования.
Назначение и характеристики сварочной проволоки
Продукция предназначена для полуавтоматической и автоматической сварки в среде защитных газов. В ассортименте представлена проволока для сварки диаметром от 0,8 до 5 мм. Она является расходным материалом, за счет непрерывной подачи которого в зону сварки обеспечивается прочность и надежность шва.
Основные характеристики проволоки для сварки ? диаметр поперечного сечения и химическая формула сплава, так как толщина и состав шва должны соответствовать свариваемым деталям. Продукция изготовлена из различных марок стали, алюминия, меди. Для ее производства используется металл с высокой степенью очистки от примесей.
Виды сварочной проволоки
Для сварки используется металлическая и порошковая проволока. Продукция из металла имеет сплошную структуру и изготавливается из высококачественного сырья различного вида. Для защиты от коррозии, повышения устойчивости дуги и качества шва на сталь наносится омеднение.
Порошковая проволока имеет полую структуру. Оболочка из порошкообразного металла заполняется флюсом. Для получения продукции необходимой формы и размеров используется технология экструзии. Преимущество этого расходного материала ? возможность сварки без подачи защитного газа. Это способствует повышению удобства работы и качества шва в сложных погодных условиях.
Чтобы купить сварочную проволоку по цене производителей, оформите заказ на сайте, свяжитесь с нами по указанному телефону или закажите обратный звонок. Продукция поставляется в компактных бухтах. Вес минимальной партии указан на странице товара.