
Сталь 45 термообработка твердость hrc
Закалка стали 45
Слово «термообработка» для обывателей не ново. Все прекрасно понимают, для чего она необходима. Повышение прочности стали. Но почему так происходит? Какие процессы протекают в металле в этот момент? Большинство пожимает плечами. Если Вы хотите понять, что такое термообработка, узнать в чем разница между отжигом и отпуском, и почему закалка стали 45 производится в масле, а не в воде, то тогда эта статья для Вас.

Общие сведения о термической обработке
Термообработка – это последовательность процессов нагревания, выдержки и охлаждения, направленных на изменение сталью механических свойств.
Улучшения свойств металла происходит за счет трансформации внутренней структуры. После осуществления термической обработки сталь может находиться в 2-х состояниях: устойчивом и неустойчивом.
Устойчивое состояние характеризуется полным завершением всех протекающих процессов в стали. Неустойчивое, соответственно, наоборот, когда на сталь еще воздействуют факторы, мешающие стабилизации внутренних напряжений. Ярким примером является химическая неоднородность закаленной стали.
Повышение теплового движения молекул способствует ускорению выхода стали из неустойчивого состояния. Достигается это путем нагрева.
Для большего понимания процессов, происходящих в стали во время термообработки, введем несколько понятий о структуре металла. Под этим понимается размер внутренних зерен и их положение относительно друг друга. Каждой структуре соответствует определенная температура и определенное содержание углерода.
Основные их виды и свойства, которыми они обладают:
- Феррит – твердый раствор железа с углеродом и небольшой долей других химических элементов. Ферромагнитен. Ферритная сталь обладает высокой тепло- и электропроводимостью. Пластична. Твердость порядка 70-140 единиц по шкале Бринелля.
- Цементит – неустойчивое соединение углерода с железом. Очень тверд и хрупок (НВ 790-810). Не поддается намагничиванию.
- Перлит – фазовый раствор феррита и цементита. На его механические свойства в первую очередь оказывает влияние расстояние между фазами. Чем они ближе, тем сталь прочнее. Твердость находится в пределах 160-230 НВ, при относительном удлинении 9-12%.
- Мартенсит – перенасыщенная физико-химическая смесь углерода и железа. Значение его механических характеристик зависит от количества углерода в составе. Мартенситная сталь с концентрацией 0,2% С обладает твердостью около 35 HRC. При 0,6% твердость составляет 60 HRC.
- Аустенит – твердый раствор углерода в железе. Аустенитная сталь парамагнитна и пластична. Относительное удлинение составляет 42%.
Сам процесс термообработки включает в себя:
- Закалка.
- Отжиг.
- Нормализация.
- Отпуск.
Отжиг
Процесс отжига состоит из нагревания, выдержки и медленного охлаждения в печной среде.
Существует две его основные разновидности:
- Отжиг первого рода, при котором структура в сталях не претерпевает изменений.
- Отжиг второго рода, сопровождающийся трансформациями структурных зон.
Каждая из представленных видов термообработки имеет определенное назначение.
Отжиг первого рода выполняет следующие технологические задачи:
- Выравнивание химсостава стали. При обработке металла давлением ликвация становится причиной образования изломов и микротрещин. Для уменьшения их вероятности появления сталь нагревают до 1250 ºС и выдерживают ее при такой температуре на протяжении 8-15 ч.
- Увеличение обрабатываемости стали давлением. Термообработка проходит при 670 ºС с выдержкой 40-120 мин. Отжиг увеличивает зерна феррита, что положительно влияет на пластичность.
- Уменьшение остаточных напряжений, возникших после технологической обработки сталей: резание, сварка и прочее. Для этого сталь выдерживают при 500-620 ºС на протяжении двух часов.
Отжиг второго рода измельчает зерна стали и способствует образованию структуры феррит+перлит. Как результат, происходит увеличение механических свойств. Температура нагрева для стали 45 составляет 780-830 ºС.
Отжиг второго рода считается подготовительной термообработкой. Его проводят перед операциями резания для повышения обрабатываемости металла.
Нормализация
Это процесс нагревания стали и последующее охлаждение на воздухе, в результате которого происходит измельчение крупнозернистой структуры.
Если сравнивать с отжигом, то нормализация дает в среднем на 10% выше показатель вязкости и прочности. Причина этого кроется в охлаждении на воздухе, которое способствует разложению аустенитных фаз в нижней зоне температур. Как следствие, наблюдается увеличение перлита, что и является причиной повышения механических свойств.

Нормализация — альтернатива закалке и высокому отпуску. Конечно, на выходе механические свойства получаются ниже, но и сама нормализация менее трудоемка. К тому же, по сравнению с закалкой она вызывает меньшие тепловые деформации детали.
Отпуск
Это термообработка, которая всегда проводится на заключительном этапе. Она включает в себя нагревание закалённой стали до температурной точки трансформации перлита в аустенит и дальнейшее ее охлаждение. С его помощью механические характеристики сталей доводятся до требуемых значений.
Помимо этого, в задачу отпуска входит снятие напряжений, оставшихся после закалки.

Отпуск подразделяется на 3 типа по температуре нагрева:
- Низкий отпуск. Проводится при 230-260 ºС. Способствует упрочнению с одновременным снижением внутренней напряженности. Закаленная сталь 45 после низкого отпуска обладает твердостью 55-60 HRC.
- Средний отпуск. Температура нагревания 340-550 ºС. Позволяет достичь наиболее высокого значения упругих свойств. Из-за этого в основном применяется при изготовлении пружин. Твердость находится на уровне 45-52 HRC.
- Высокий отпуск. Выполняется при 550 ºС. Снимает внутренние напряжения после закаливания.
Механические свойства уменьшаются, но значение их при этом не меньше, чем после нормализации и отжига. Также происходит увеличение ударной вязкости. Самой оптимальной термообработкой с точки зрения соотношения вязкости и прочности считается закалить сталь, а после провести высокий отпуск.
Закалка
Представляет собой процесс нагрева до температуры на 20-40 ºС выше точки растворения феррита в аустените и последующее быстрое охлаждение в воде или масле.
Образование значительных внутренних напряжений при закалке не позволяет ей быть окончательной термообработкой. Обычно за ней следует отпуск или нормализация.
В результате нагрева сталь получает аустенитную структуру, которая, охлаждаясь, переходит в мелкоигольчатый мартенсит.
Закалка стали 45 осуществляется при 840-860 ºС.
Если сталь закалить, не достигнув значения требуемой температуры, то в результате останутся ферритные зоны, чье присутствие значительно снижает прочность металла.
Если сталь 45 закалить при температуре выше 1000 ºС, это спровоцирует увеличение зерна мартенсита, что влечет за собой ухудшение вязкости и повышение риска образования трещин.
Нагрев сталей под закалку осуществляется в электропечах периодического или непрерывного действия.
Время нагрева зависит от:
- Химсостава стали.
- Формы и габаритов деталей.
Чем больше размеры и содержание углерода, тем большее количество времени необходимо для нагрева стали.
После нагревания стали идет ее выдержка при заданной температуре. Это необходимо для выравнивания неоднородности аустенита.
При сильном перегреве сталь начинает вступать в реакцию с печными газами. Это может повести за собой процессы окисления и обезуглероживания.
Окисление – химический процесс взаимодействия кислорода с железом. Оно отрицательно сказывается на свойствах стали, является причиной снижения качества поверхности и окалин.
Обезуглероживание возникает как следствие химической реакции углерода с водородом и кислородом. Как следствие, образуя такие соединения как угарный газ и метан. Полученные газы уносят вместе с собой с поверхности стали молекулы углерода, вызывая тем самым резкое снижение прочности.
Защитой стали от окисления и обезуглероживания служит осуществление нагревания в вакууме или расплавленной соли.
В качестве закалочных сред применяется вода или масло.
Вода обладает большой скоростью охлаждения, но она резко падает при увеличении температуры. Также недостатком воды является возникновение значительных напряжений и, соответственно, коробление деталей.

Масло в этом плане охлаждает более равномерно, что уменьшает риск образования микротрещин при закалке. Среди ее недостатков стоит отметить низкую температуру воспламенения и загустение, что уменьшает ее закалочные свойства.
Разная сталь имеет разную закаливаемость, т.е. способность увеличивать прочность посредством закалки. Как правило, чем выше концентрация углерода, тем выше закалочные свойства.
Закалка ТВЧ
Если сталь закалить таким образом, то она будет лучше справляться с переменной и ударной нагрузкой. Закалка ТВЧ считается разновидностью поверхностной закалки, основная задача которой получение более прочного наружного слоя, сохраняя при этом вязкость сердцевины.
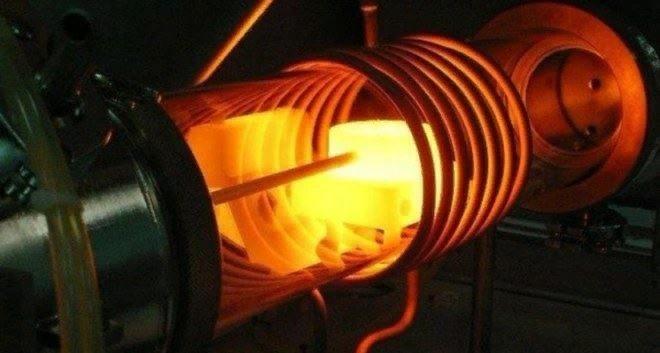
Нагрев под закалку ТВЧ осуществляют в индукционных печах, используя ток высокой частоты. Принцип данной термообработки заключается в неравномерном нагреве сечения изделия. Плотность тока на наружней части стали значительно выше в сравнении с сердцевиной. Основная часть тепла приходится на поверхность, соответственно, именно в этой зоне и происходит упрочнение.

Охлаждение осуществляется непосредственно в печи специальными распрыскивающими устройствами. После закалки обычно требуется отпуск для выравнивания тепловых напряжений.
Структура стали в результате всех этих операций получается неоднородной. Верхний закалённый слой полностью состоит из мартенсита, а нетронутая сердцевина из феррита. Прочность глубинного слоя повышается предварительным проведением нормализации.
Преимущества закалки ТВЧ:
- Повышенная производительность.
- Сталь изолирована от влияния окисления и обезуглероживания.
- Возможность регулировать толщину закаленного слоя. Чем частота токов выше, тем глубина закалки меньше.
- Автоматизация процесса.
Оцените статью:
Все о термообработке стали 45: нагрев, охлаждение, отпуск. Режимы выдержки

Одним из самых важных и востребованных этапов обработки стали в машиностроении является термообработка. При соблюдении технологии заготовка становится достаточно прочной, увеличивая область использования полученных изделий.
Что такое закалка металла?
Суть процесса состоит в нагреве металла, выдержке при температуре и охлаждение в определенной среде. Выбор температуры нагрева осуществляется в соответствии с химическим составом стали.
 Ошибки при выборе режима и времени закаливания приводят к появлению трещин, хрупкости структуры или непригодности для использования полученных деталей.
Ошибки при выборе режима и времени закаливания приводят к появлению трещин, хрупкости структуры или непригодности для использования полученных деталей.
Этапы закалки:
- Нагрев заготовки до определенной температуры.
- Охлаждение с определенной скоростью.
- Отпуск, способствующий снятию напряжений и коррекции твердости до заданных значений.
к содержанию ↑
Что такое отпуск?
Еще одним из процессов термической обработки является отпуск. Он необходим для снятия внутреннего напряжения, образовавшегося в результате закалки. В металлургии таким образом удается избежать высоких показателей хрупкости и увеличить пластичность готового изделия.
Охлаждение в воде
Для стали 45 используют два основных типа охлаждения. Один из них – погружение нагретого металла ванну с водой. Главный минус этого метода – высокая скорость охлаждения, из-за которой возникает избыточное напряжение внутри заготовки. На поверхности детали появляются трещины или происходит ее колебание.
В масляной ванне
В ванне, заполненной минеральным маслом, сталь марки 45 охлаждается равномерно. При этом масло не нужно нагревать, в отличие от воды. Но необходимо строгое соблюдение мер безопасности при работе с маслом.
С отпуском и без
При отпуске сталь доводят до точки ниже критической температуры, выдерживают определенное время и охлаждают с заданной скоростью. Происходит процесс распада мартенсита, углерод выделяется в виде мелких кристаллов карбида железа (цементит) из перенасыщенного твердого раствора.
В зависимости от температуры отпуск проводится:

- в вентилируемых печах;
- в селитровом растворе;
- в минеральном масле;
- в растворенных щелочах.
Процесс отпуска позволяет изменить структуру и плавно снизить напряжения внутри металла. Показатель твердости при этом уменьшается на небольшое значение.
Температура
Соблюдении температурного режима позволяет избежать следующих дефектов:
- Высокая хрупкость. Нагрев заготовки свыше температуры каления приводит к ее перегреву, в результате образуется крупная структура.
- Уменьшение твёрдости. Низкие температуры нагревания, недостаточная выдержка и маленькая скорость охлаждения делают невозможным достижение необходимой твёрдости стали.
к содержанию ↑
Режимы и время выдержки
Способы нагрева металла:

- в муфельной печи постоянного или переменного действия;
- в устройствах ТВЧ (токи высокой частоты).
В основе этих способов лежат разные технологии, приводящие к изменению значений твердости (HRC) заготовок.
Особенности нагрева в разных устройствах:
- Скорость нагрева в электропечи 2-3 градуса в секунду до температуры 840 – 860 °С.
- Нагрев в ТВЧ со скоростью 250 °С/сек до 880 – 920 °С, либо при 500 °С/сек – до 980 – 1020 °С.
Твердость
До процедуры
Физические свойства стали 45 изменяются с повышением температуры. По шкале Роквелла твердость необработанной стали составляет 20-22 единицы.
После
Термообработка стальной заготовки увеличивает показатель твердости стали в 2-2,5 раза.
Структура
До процедуры
Сталь конструкционная до этапа закаливания имеет объемно-центрированную структуру. В процессе нагревания до уровня аустенита происходит изменение состояния структурной решетки железа с переходом в структуру гранецентрированную.
После
 После закаливания углерод, входящий в перлит, перемещается в новую гранецентрированную решетку железа. Этап охлаждения характеризуется быстрым снижением температуры обрабатываемой заготовки. Скорость перемещения атомов углеродов падает и происходит их внедрение в структуру новой решетки. В образовавшейся пересыщенной структуре возникают внутренние напряжения.
После закаливания углерод, входящий в перлит, перемещается в новую гранецентрированную решетку железа. Этап охлаждения характеризуется быстрым снижением температуры обрабатываемой заготовки. Скорость перемещения атомов углеродов падает и происходит их внедрение в структуру новой решетки. В образовавшейся пересыщенной структуре возникают внутренние напряжения.
Гранецентрированная решетка превращается в однонапрвравленную тетрагональную структуру. Образовавшийся мартенсит имеет вид мелких игольчатых кристаллов, придающих стали высокие показатели прочности.
Закалка с помощью ТВЧ
 Сталь, обработанная в устройстве ТВЧ, способна выдерживать высокую нагрузку разных видов, высокую переменную и ударную нагрузку. Такая обработка является одним из видов поверхностной закалки. Основная задача поверхностной закалки – получение прочного наружного слоя с сохранением вязкой сердцевины.
Сталь, обработанная в устройстве ТВЧ, способна выдерживать высокую нагрузку разных видов, высокую переменную и ударную нагрузку. Такая обработка является одним из видов поверхностной закалки. Основная задача поверхностной закалки – получение прочного наружного слоя с сохранением вязкой сердцевины.
Закалка производится в индукционной печи с применением токов высокой частоты. Нагрев сечения детали происходит неравномерно. Плотность тока на наружной части стали намного выше в сравнении с центром. Основная часть теплового воздействия приходится на поверхность, в этой зоне и происходит упрочнение.
Охлаждается сталь в печи распрыскивающими устройствами.
Результатом этих операций становится неоднородность структуры стали. Поверхностный закалённый слой полностью состоит из мартенсита, а сердцевина из феррита. Увеличение показателя прочности глубинного слоя совершается проведением процесса нормализации.
Преимущества закалки ТВЧ:
- Производительность выше, чем при закалке в печах.
- Сталь защищена от влияния окисления и обезуглероживания.
- Толщина закаленного слоя зависит от частоты токов.
- Автоматизированный процесс.
Закалка значительно меняет структурную решетку и эксплуатационные качества металла. Данная технология позволяет получить заготовки с высоким уровнем износостойкости и широкой областью применения.
Полезное видео
В видео подробно рассказано о закалке стали:
Закалка и отпуск стали 45 — твердость, HRC, режимы, технология

Термообработка представляет собой одну из необходимых и важных операций в процессе обработки стали. Ее широко использует металлургия и машиностроение. Технология термообработки стали 45 обеспечивает достижение высоких характеристик прочности. Это обстоятельство позволяет значительно расширить область применения обработанных подобным способом деталей. При использовании технологии закалки стали 45 твердость изделий становится существенно выше.

Особенности термообработки
Закалка стали 45 – метод, широко используемый в металлургии и машиностроении. Но как закалить сталь 45, чтобы получить ожидаемый результат? Чтобы изменить характеристики, необходимо провести термообработку. При этом должны соблюдаться определенные режимы воздействия. Этот процесс схематично можно представить следующими процессами:
- Отжиг.
- Нормализация.
- Старение.
- Закалка и отпуск.
Качество стали 45 при термообработке зависит от ряда факторов.
- Температурный режим.
- С какой скоростью повышается температура.
- Промежуток времени, в течение которого на металл воздействует высокая температура.
- С какой скоростью происходит процесс охлаждения.
Термическая обработка состоит в нагревании детали до заданной температуры. Охлаждают ее с той же либо несколько иной скоростью. Железоуглеродистые сплавы характеризуются превращениями при нагревании их до определенных температур. Они носят название критических точек. Эти превращения сопряжены с кристаллизационным характером. При закалке стали 45 твердость изделий значительно повышается.
Закалка ТВЧ
Если сталь закалить таким образом, то она будет лучше справляться с переменной и ударной нагрузкой. Закалка ТВЧ считается разновидностью поверхностной закалки, основная задача которой получение более прочного наружного слоя, сохраняя при этом вязкость сердцевины.
Нагрев под закалку ТВЧ осуществляют в индукционных печах, используя ток высокой частоты. Принцип данной термообработки заключается в неравномерном нагреве сечения изделия. Плотность тока на наружней части стали значительно выше в сравнении с сердцевиной. Основная часть тепла приходится на поверхность, соответственно, именно в этой зоне и происходит упрочнение.

Охлаждение осуществляется непосредственно в печи специальными распрыскивающими устройствами. После закалки обычно требуется отпуск для выравнивания тепловых напряжений.
Структура стали в результате всех этих операций получается неоднородной. Верхний закалённый слой полностью состоит из мартенсита, а нетронутая сердцевина из феррита. Прочность глубинного слоя повышается предварительным проведением нормализации.
Преимущества закалки ТВЧ:
- Повышенная производительность.
- Сталь изолирована от влияния окисления и обезуглероживания.
- Возможность регулировать толщину закаленного слоя. Чем частота токов выше, тем глубина закалки меньше.
- Автоматизация процесса.
Как правильно отпустить закаленную сталь?
Эту операцию необходимо производить сразу после закалки, поскольку деталь может покрыться трещинами из-за присутствия высоких остаточных напряжений. При нарушении режима отпуска – недостаточном нагреве или малой выдержке – происходит «недоотпуск», при котором деталь сохраняет хрупкость. Для устранения этого недостатка применяют повторный отпуск.
Ориентировочная твердость стали (по Роквеллу) после термообработки в различных режимах, включающих закалку и отпуск
Сталь 45: характеристики по ГОСТ и область применения

В этой статье мы рассмотрим следующие разделы:
- Закалка
- Отжиг
- Нормализация
- Отпуск
Термическая или тепловая обработка металлов представляет собой совокупность таких процессов как: выдержка и охлаждение твердого металлического сплава, с целью улучшения характеристик изделия. Сама трансформация стали марки 45 будет происходить благодаря изменениям в ее внутренней структуре.
А как же детально проходит дальнейшая операция? Если нагревать конструкционную специальную сталь 45 до высоких температур (720 °C), то можно заметить изменение в кристаллической решетке металла. Она превращается из объемно-центрированного в гранецентрированный структурный тип.
Итак, термообработка включает в себя такие виды обязательных процедур.
- закалка
- отжиг
- нормализация
- отпуск
Закалка
Процесс закалки стали представляет собой нагрев стали 45 до температурного диапазона 830-850 °C. Если закаливать металл до не нужной температуры, то можно заметить образование ферритных участков. Их появление во много раз уменьшает прочность стали.
А если закаливать изделие до температуры 1000 °C, то произойдет значительное распространение зерен мартенсита, которое повлечет снижение вязкости и повышению образования трещин. Процесс нагревания проходит в непрерывной или периодической электропечи.
Мартенсит является упорядоченным пересыщенным твердым раствором С (углерод) в а-железе такой же концентрации. Это химическое вещество было названо в честь немецкого металлографа Адольфа Мартенса.
Закалка зависит от двух факторов:
- химический состав металла
- форма и габариты детали
Если у углерода большие размеры и высокое процентное содержание, то для закаливания стали нужно большое количество времени. После этой операции происходит выдержка, чтобы выровнять неоднородность аустенита.
Аустенит — высокотемпературный гранецентрированный вид Fe и его сплавов. Фаза названа в честь английского металлурга Уильяма Чандлера Робертс-Остина.
Если произошел сильный перегрев, то это может привести к окислению и обезуглероживанию. А чтобы этого не происходило, необходимо нагревать сталь в вакууме или расплавленной соли. Вообще, закаливание проводят в двух средах, которые мы представили в таблице.
| Среда | Характеристики |
| Вода | обладает повышенной скоростью, но при увеличении t она заметно падает. Также в воде вероятен риск появления напряжения и колебания деталей |
| Масло | В этой среде сталь охлаждается, а также снижается возникновение трещин. В отличие от воды, в масле низкая температура и может происходит загустение |




Сталь 45
Общие данные
| Заменитель |
| Сталь 40Х, Сталь 50, Сталь 50Г2 |
| Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 1050-74, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 8509-86, ГОСТ 8510-86, ГОСТ 8239-72, ГОСТ 8240-72, ГОСТ 10702-78. Калиброванный пруток ГОСТ 1050-74, ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 10702-78. Лист толстый ГОСТ 1577-81, ГОСТ 19903-74. |
Лист тонкий ГОСТ 16523-70. Лента ГОСТ 2284-79.
Полоса ГОСТ 1577-81, ГОСТ 103-76, ГОСТ 82-70.
Проволока ГОСТ 17305-71, ГОСТ 5663-79.
Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1131-71.
Трубы ГОСТ 8732-78, ГОСТ 8733-87, ГОСТ 8734-75, ГОСТ 8731-87, ГОСТ 21729-78.
Химический состав (по ГОСТ 1050-2013)
| Химический элемент | % |
| Углерод (C) | 0.42-0.50 |
| Кремний (Si) | 0.17-0.37 |
| Медь (Cu), не более | 0.25 |
| Мышьяк (As), не более | 0.08 |
| Марганец (Mn) | 0.50-0.80 |
| Никель (Ni), не более | 0.25 |
| Фосфор (P), не более | 0.035 |
| Хром (Cr), не более | 0.25 |
| Сера (S), не более | 0.04 |
Механические свойства
Механические свойства при повышенных температурах
| t испытания, °C | σ0,2, МПа | σB, МПа | δ5, % | δ, % | ψ, % | KCU, Дж/м2 |
| Нормализация | ||||||
| 200 | 340 | 690 | 10 | 36 | 64 | |
| 300 | 255 | 710 | 22 | 44 | 66 | |
| 400 | 225 | 560 | 21 | 65 | 55 | |
| 500 | 175 | 370 | 23 | 67 | 39 | |
| 600 | 78 | 215 | 33 | 90 | 59 | |
| Образец диаметром 6 мм и длиной 30 мм, кованый и нормализованный. Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с. | ||||||
| 700 | 140 | 170 | 43 | 96 | ||
| 800 | 64 | 110 | 58 | 98 | ||
| 900 | 54 | 76 | 62 | 100 | ||
| 1000 | 34 | 50 | 72 | 100 | ||
| 1100 | 22 | 34 | 81 | 100 | ||
| 1200 | 15 | 27 | 90 | 100 | ||
Механические свойства проката
| Термообработка, состояние поставки | Сечение, мм | σB, МПа | δ5, % | δ4, % | ψ, % |
| Сталь горячекатаная, кованая, калиброванная и серебрянка 2-й категории после нормализации | 25 | 600 | 16 | 40 | |
| Сталь калиброванная 5-й категории после нагартовки | 640 | 6 | 30 | ||
| Сталь калиброванная и калиброванная со специальной отделкой после отпуска или отжига | Читайте также: Опишите каждую стадию процесса производства меди какие продукты |
По окончании работы рекомендуется поместить деталь в печь и прогревать при температуре 400-450 градусов по Цельсию (процесс нормализации) около 1 часа.
После полного остывания изделия необходимо выполнить испытания в зависимости от назначения конструкции: на разрыв, кручение, ударные нагрузки или изгиб. Если создаются ответственные металлоконструкции, то для проверки рекомендуется обращаться в специализированные организации, которые проводят тесты готовых соединений.
Ручная дуговая сварка осуществляется в соответствии с ГОСТ 5264-80, где указаны типы применяемых соединений и конструктивные элементы с информацией об их размерах.
Нормализация
Рассматриваемая операция включает в себя нагревание стали и ее охлаждение на открытом воздухе, в результате чего может произойти измельчение крупнозернистой структуры.
В отличие от отжига, нормализация улучшает показатель вязкости и надежности в несколько раз. Такие изменения заметны при охлаждении на воздухе, способствующее разложить аустенитные фазы в небольших показателях температуры.
Перлит от французского переводится как “жемчуг” и обозначает горную породу вулканического происхождения.
После этого происходит увеличение перлита и это является одной из причин усовершенствования механических особенностей.
Свойства материала
Механические свойства стали 45 определяют широкое распространение этого металла. Концентрация углерода составляет 0,45%, другие примеси крайне незначительны. Это во многом определяет следующие характеристики:
- Плотность стали 45 или удельный вес составляет 7826 кг/м 3 . За счет этого обеспечивается невысокий показатель веса получаемых изделий, однако легкими их не назовешь. Плотность может несущественно отличаться в зависимости от химического состава.
- К отпускной хрупкости структура не склонна. Сталь 45, характеристики которой можно назвать универсальным предложением, очень часто подвергается закалке, за счет которой существенно повышается твердость поверхности.
- Очень часто проводится поставка заготовок после термической обработки. Она существенно повышает твердость поверхности. Этот момент также определяет то, что твердость стали 45 в состоянии поставки может варьировать в достаточно большом диапазоне. Как правило, твердость выдерживается на уровне 10 -1 HB, который соответствует 170 МПа.
- Сталь марки 45 относится к трудносвариваемым металлам, что определяет сложности при проведении сварочных работ. Именно поэтому структура изначально подогревается и лишь только после этого проводится соединение элементов. Прокаливаемость стали 45 также находится на достаточно низком уровне, за счет чего усложняется процесс обработки резанием. Сварка может применяться при применении различного сварочного оборудования. Применение соответствующих электродов позволяет существенно упростить процесс сваривания. Резание сварочным аппаратом также существенно осложняется.
- Довольно часто проводится ковка. Она проводится при температуре 1250 градусов Цельсия, в конце показатель составляет 700 градусов Цельсия.
- Предел прочности и модуль упругости могут варьировать в достаточно большом диапазоне. Все зависит от того, какова температура нагрева поверхности. Предел текучести стали определяет то, насколько она проста при литье различных заготовок.
Технология и температура закалки стали 45
Особенности закалки стали 45: цель проведения, область применения изделий, прошедших термообработку. Этапы технологии, способы нагрева, среды охлаждения. Особенности нагрева токами высокой частоты. Температурные режимы.
Закалка стали 45 выполняется с целью повышения твердости, износостойкости и прочностных характеристик поверхности заготовок и деталей.
Является разновидностью термообработки, с помощью которой им придаются необходимые эксплуатационные свойства. По содержанию углерода конструкционная сталь 45 (0,45 % С) относится к среднеуглеродистой, что затрудняет механическую обработку и свариваемость.
Применяется такая сталь для изготовления конструкций и устройств, противостоящих нагрузкам. У металла хорошие показатели прочности, износостойкости, он не поддается коррозионным процессам в процессе эксплуатации.
Закаливание улучшает эти показатели, что и определяет области применения стали 45. Из нее изготавливают валы, цилиндры, шпиндели, кулачки и другие детали машин и механизмов машиностроительной, сельскохозяйственной, строительной и другой техники, а также плоскогубцы, тиски и другой инструмент и приспособления, применяемые в промышленности и быту.
Технология закалки стали 45
Закалить сталь 45 – значит подвергнуть ее нагреву до необходимой температуры, выдержке в течение определенного времени и охлаждению. Здесь есть свои нюансы. Нагрев металла осуществляют двумя способами:
- в специальных электропечах непрерывного или периодического действия;
- токами высокой частоты (ТВЧ).
Эти способы отличаются технологией, а именно температурой закалки, временем выдержки и средой охлаждения.
При нагреве в печи температура нагрева не превышает 860 °C, обычно сталь 45 нагревают со скоростью не больше 3 °C в секунду выше 790 °C, а в устройстве ТВЧ она может доходить до 920 °C со скоростью 250 °C в секунду соответственно.
Именно эти режимы позволяют изменить атомную решетку железа. В результате нагрева (температура должна быть выше растворения феррита в аустените) и выдержки она из объемноцентрированной станет гранецентрированной. Для того чтобы в металле произошло выравнивание структуры, его выдерживают в печи или в установке какое-то время.
Это зависит от толщины заготовки. Только после этого ее подвергают охлаждению. В это время происходит обратный процесс, что в результате придает поверхности прочность и твердость.
Охлаждение производят в специальных средах до температуры 20÷25 °C. В качестве рабочей среды может служить вода, минеральные масла или смесь воды с солями или каустической содой.
Температура рабочей среды колеблется в пределах 20÷60 °C и указывается в технологическом процессе проведения закалки стали 45. Режимы устанавливают в зависимости от состава закалочной среды. Деталь при этом после нагрева может опускаться в емкость с рабочей средой или охлаждаться способом разбрызгивания.
Сталь 45 чаще всего после нагрева охлаждают в воде или масле, при этом масло охлаждает равномерно, что препятствует возникновению трещин. Затем заготовку или деталь подвергают низкотемпературному отпуску, что способствует выравниванию тепловых напряжений.
Это позволяет получить твердость рабочей поверхности 50 HRC, что для большинства деталей, работающих при нагрузках, более чем достаточно.
Особенности технологии закалки токами высокой частоты
Переменный ток, проходя через индуктор, вызывает возникновение вихревых токов (токи Фуко), благодаря чему происходит быстрый нагрев поверхности заготовки.
Изменяя параметры тока, можно регулировать глубину прогрева заготовки, а следовательно, и прочность. Твердость поверхности лежит в пределах 58÷62 HRC, в то время как сердцевина остается более мягкой. Таких показателей невозможно добиться, осуществляя нагрев в печи, т. к. он будет осуществляться по всему объему.
Сразу после закалки сталь 45 подлежит следующему этапу термообработки – нормализации или отпуску.

Процесс закалки ТВЧ стали 45 показан на видео:
Режим закалки может быть одновременным и последовательным. Это зависит от размеров детали, которая подлежит закалке. Первый случай используется для деталей небольших размеров, второй – для крупногабаритных.
Характеристика и свойства стали 45 после закалки
Свойства стали 45 после закалки на предприятиях, выпускающих продукцию разного назначения, обязательно проверяются в первую очередь на твердость. Она становится намного выше, чем была у заготовки, и должна иметь твердость не менее 50 по Роквеллу.
Этот показатель свидетельствует о качестве проведенной термообработки. Закалка стали значительно расширяет область ее применения. Такие заготовки и детали износостойкие, прочные и могут выдерживать значительные нагрузки. Они с трудом поддаются коррозионным процессам.
Несколько слов о способе закалки стали 45 в домашних условиях. Ее можно выполнить, если соблюдать технологию выполнения работ и технику безопасности.
Главное – правильно осуществить нагрев, а поэтому не лишним будет посмотреть на шкалу зависимости цвета от температуры нагрева металла. Она подскажет, какого цвета должна быть сталь 45 при нагреве не выше 860 °C.

Просим тех, кто занимался закалкой стали 45 в производственных и домашних условиях, поделиться опытом в комментариях к тексту.

