Припой для пайки стали со сталью
Правила пайки стали
Пайка, как технология создания неразъёмных соединений металлических изделий имеет древнюю историю. И сегодня, несмотря на лидирующую позицию сварочных процессов, пайка стали, алюминия, меди, и многих других металлов и сплавов продолжает успешно применяться в различных отраслях техники.
Процесс пайки разных по составу металлических сплавов имеет свои особенности. Это связано с различной температурой плавления и химическим составом сплавов. К некоторым маркам стали пайка не применяется.
Сущность паяльной технологии
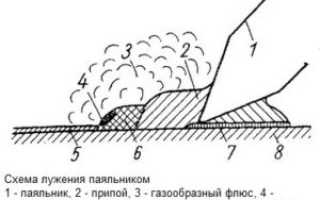
Пайкой называют соединение металлических деталей с помощью припоя, являющегося более легкоплавким металлом, который, будучи расплавленным, смачивает соединяемые поверхности.
 Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
В процессе пайки соединяемые детали основного металла не изменяют форму, поскольку сами не подвергаются плавлению.
Прочность создаваемого соединения определяется механическими свойствами, которыми обладает припой для пайки. Когда стальные детали припаивают друг к другу, соединение всегда уступает по прочности основному материалу.
Главным препятствием для создания паяных соединений является окисел, образующийся на поверхности любого металла. Слой окисла не позволяет расплавленному припою равномерно смочить поверхность детали, поэтому металл должен предварительно зачищаться.
Для защиты поверхностей от окисления в процессе спаивания, применяются специальные вещества – флюсы. Для соединения разных материалов используются различные флюсы. Например, для того, чтобы спаять нержавейку, применяют буру. Флюсами для стали могут служить канифоль, паяльная кислота.
Основным процессом, сопровождающим создание паяного соединения, является нагрев заготовок. В зависимости от массы спаиваемых деталей и вида применяемого припоя, нагрев может осуществляться следующими способами:
- паяльником;
- газовой горелкой;
- высокочастотным индуктором;
- в специальных печах.
Например, проволоку небольшого диаметра можно легко прогреть обычным паяльником, при пайке стальных труб понадобится газовая горелка, а массивную заготовку придётся помещать в печь.
Низколегированной
Низколегированная углеродистая сталь относится к сплавам железа, наиболее легко подвергаемым процессу пайки.

Это объясняется тем, что на поверхности сталей данного типа образуется сравнительно непрочная плёнка окислов, легко устраняемая применением обычных флюсов.
Процесс пайки чёрных металлов может проходить при относительно низкой температуре, не превышающей 450 ℃ в случае применения мягких и легкоплавких свинцово-оловянных припоев.
Для получения паяного соединения, обладающего большей твёрдостью и механической прочностью, следует применять более твёрдые тугоплавкие припои, например на основе меди. Такая пайка осуществляется при температуре до 750 ℃.
Конструктивной
 Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Однако наличие этого легирующего компонента существенно затрудняет процесс пайки, так как на поверхности конструкционных сталей образуется довольно прочная и с трудом разрушаемая плёнка окисла.
Припаять сталь с добавкой хрома можно, применяя активный флюс, содержащий кислоты. Кроме этого, для получения качественного результата, используются специальные приспособления, создающие защитную атмосферу в зоне осуществления пайки.
Кроме этого, стальную поверхность, подготовленную для пайки, покрывают слоем порошка, содержащего металлические компоненты. Этот защитный слой предотвращает окисление стальной поверхности и выгорание легирующих элементов в процессе нагревания.
Паяное соединение легированных сталей производится с применением твёрдых припоев, содержащих медь, серебро или никель.
Инструментальной
Инструментальная сталь отличается очень высокой твёрдостью. Однако виды инструментальной стали, не имеющие в своём составе вольфрама, изменяют свои механические свойства при нагревании до 200 ℃ и более, значительно теряя при этом прочность.
Такие виды стали не подлежат пайке. Для устранения этого недостатка инструментальные стали, подлежащие нагреву в процессе эксплуатации, производятся с вольфрамовыми добавками. Такая сталь может подвергаться нагреву до 600 ℃, не утрачивая при этом ценных механических свойств.
Спаять инструментальную сталь можно припоем на основе никеля или ферросплавов. Нагревание заготовок обычно производят индукционным способом. При этом применяются флюсы, содержащие бор и фтор.
Последовательность операций
 Процесс пайки стальных деталей начинается с тщательной очистки заготовок от грязи, ржавчины и следов масел. Для этого пользуются шлифовальной шкуркой, напильником, стальной щёткой. Ржавые детали можно обработать преобразователем ржавчины на основе ортофосфорной кислоты. Жировые загрязнения удаляются растворителем или щелочным раствором.
Процесс пайки стальных деталей начинается с тщательной очистки заготовок от грязи, ржавчины и следов масел. Для этого пользуются шлифовальной шкуркой, напильником, стальной щёткой. Ржавые детали можно обработать преобразователем ржавчины на основе ортофосфорной кислоты. Жировые загрязнения удаляются растворителем или щелочным раствором.
После очистки и обезжиривания, на поверхность деталей наносится слой флюса. Если в качестве припоя служит олово, детали предварительно лудят. Лужение представляет собой равномерное смачивание поверхности расплавленным оловом.
После этого, детали собирают и надёжно фиксируют в том положении, в котором они должны находиться после соединения.
Далее, детали нагреваются подходящим способом. Нагрев производится до температуры, несколько превышающей температуру плавления применяемого припоя, который должен быть помещён в область соединения.
При расплавлении он затекает в зазор между деталями, образуя соединение. После остывания и кристаллизации припоя, шов зачищают, следы флюса удаляют.
Припои и флюсы
Оловянно-свинцовый припой — легкоплавкий сплав на основе олова и свинца. Паяные соединения, полученные с помощью оловянно-свинцового припоя, отличаются высокой прочностью и коррозийной стойкостью. Однако, в силу высокого содержания свинца, оловянно-свинцовый припой нельзя использовать для пайки питьевых систем водоснабжения.
В пищевой промышленности использовать оловянно-свинцовый припой нельзя. Бессвинцовый припой был изобретен как безвредный аналог оловянно-свинцовому припою. Бессвинцовые припои идеальны для монтажа медных и нержавеющих труб, применяемых в системах питьевого водоснабжения благодаря отсутствию в составе вредного свинца, а наличие серебра в бессвинцовых припоях повышает его текучесть и, как следствие, надежность и пластичность паяного соединения.
Медно-фосфорный припой — медный сплав для пайки меди, латуни и бронзы с добавлением фосфора и серебра, массовой долей до 18%. Данные припои отличаются высокой текучестью, смачиваемостью и отсутствием так называемого «искрения» при пайке. Фосфор в медно-фосфорном припое необходим для снижения его температуры плавления и для предотвращения термического повреждения спаиваемых соединений. Наличие серебра в медно-фосфорных припоях повышает его текучесть и, как следствие, надежность и пластичность паяного соединения.
Серебряный припой — сплав, основной легирующей добавкой которого является серебро. Благодаря высокому содержанию серебра, серебряный припой находит применение на самых ответственных соединениях, а также соединениях разнородных металлов. Применение этих припоев обусловлено в первую очередь широким распространением соединений сталь-медь в холодильной и климатической технике. Специально для производителей холодильной техники, а также для монтажных и ремонтных организаций была разработана линейка припоев, отличающаяся широким содержанием серебра от 20 до 45%. Последние призваны обеспечить дополнительную гарантию качества полученного соединения.
Алюминиевый припой — сплав на основе алюминия и кремния, применяемый для пайки алюминиевых радиаторов и теплообменников. Припои для алюминия бывают как офлюсованными, так и без флюса. Состав флюса варьируется в зависимости от химического состава припоя. Свойства самих алюминиевых припоев также меняются в зависимости от технических задач заказчика. Пайка алюминия может быть выполнена как горелкой, так и в печи (специальные припои в виде паст). Разнообразие физических свойств припоев для пайки алюминия позволяет применять их как для пайки с небольшим зазором (соединения типа труба в трубе), так и для заделки больших отверстий в алюминиевых деталях. На сегодняшний день, лучшими припоями для пайки алюминия являются алюминиевый припой Castolin 192 FBK и припой для пайки алюминия с медью Castolin 1827. Во всем мире этот припой применяется для пайки алюминия в промышленности, автомобилестроении, судостроении, для ремонта радиаторов и систем кондиционирования.
Латунный, или как его еще называют, медно-цинковый припой используется для сварки и пайки во многих отраслях промышленности. Его невысокая стоимость и отличные механические качества позволяют использовать этот припой для пайки никеля, меди, бронзы, стали, чугуна и латуни. Латунный припой характеризуются тем, что получаемая прочность соединений сопоставима с прочностью соединений, получаемых при сварке. Температура плавления латунных припоев относительно высока (870-920 С), однако значительно ниже чем температура при сварке. Латунные припои можно подразделить на припои для пайки стали, припои для пайки оцинкованной стали и припои для пайки чугуна. Каждый из припоев может поставляться как с флюсовой оболочкой, так и неофлюсованным. Латунный припой для пайки стали и оцинковки содержит серебро для улучшения капиллярных свойств. Латунный припой Castolin 18 XFC для пайки оцинкованной стали отлично зарекомендовал себя на практике, обеспечивая полную сохранность цинкового покрытия и высокую прочность паяного соединения.
Для пайки твердых сплавов, карбидов и алмазных сегментов разработана специальная система припоев c высоким содержанием серебра — 49% и более — которая, благодаря различным коэффициентам теплового расширения может компенсировать возникающие внутренние напряжения. Для ответственных соединений, предъявляющих особо высокие требования к прочности на срез, мы рекомендуем использовать только оригинальные припои проверенных производителей.
Флюс и флюс-паста — специальные материалы для пайки, позволяющие нейтрализовать оксидный слой, препятствующий соединению материалов. В основе любого флюса лежит кислота, флюс-паста также содержит в своем составе частицы припоя, что обеспечивает предварительное лужение соединяемых деталей.
Пайка нержавейки в домашних условиях

Паять нержавеющий метал непросто. Это достаточно трудоемкий процесс, особенно, если речь идет о выполнении работы в домашних условиях. Неприятностей и проблем можно избежать, если в деталях ознакомиться с особенностями работы. Намного меньше затрат времени и труда потребуется, если предстоит паять нержавеющий сплав, в составе которого никеля и хрома содержится не больше четверти. Соединения такого рода сплавов позволяет получать очень прочные конструкции из разнородных металлов. Исключение составляют сплавы с содержанием алюминия и магния.
Сложность возникает при пайке нержавеющей стали, в составе которой содержится много никеля. Вызвано это тем, что такие сплавы при сильном нагреве (примерно 500-700 градусов Цельсия) вступают в химические реакции, результатом которых являются в том числе и карбидные соединения. Интенсивность их формирования прямо пропорциональна продолжительности нагрева. Поэтому быстрое выполнение работы позволяет отчасти решить проблему.
Чтобы при пайке свести к минимуму вероятность получения карбидных соединений, в сплав добавляется титан. Помимо этого, по завершению создания соединения конструкцию нагревают. Термическая обработка препятствует протеканию химических процессов, в результате которых образуется карбамид. Очень аккуратно нужно паять клепанную нержавейку. Она достаточно хрупкая и под воздействием горячего припоя может покрыться трещинами. Таких последствий можно не допустить. Для этого достаточно убрать нагрузку соединяемых элементов. В дополнение рекомендуется соединяемые детали предварительно нагревать.
- Как паять нержавейку оловом в домашних условиях
- Припой для нержавейки и его типы
- Флюс для пайки нержавейки и его приготовление
- Полезные советы
- Что еще нужно знать про пайку нержавейки
- Правила работы с реостатами
Выбор припоя для выполнения конкретной работы зависит от химического состава заготовок и условий протекания процесса. К примеру, если паять детали приходится в условиях высокой влажности, то предпочтение следует отдать серебряным припоям. В их составе присутствует небольшое количество никеля. Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой.

Самый распространенный вид флюса для пайки нержавеющих металлов – бура. Она представляет собой пасту или порошок и наносится непосредственно на место соединения. Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально. О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным.
По завершению работ на стыке можно найти остатки флюса, которые не плавились. Их следует удалить. Проще всего это сделать проточной водой. Другой вариант – пескоструйная обработка. Нельзя для очищения поверхности применять соляную или азотную кислоту. Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Как паять нержавейку оловом в домашних условиях
Не так уж и редко требуется ремонт предметов домашнего обихода или узлов бытовой техники. Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы.

Прежде, чем приступить к пайке, следует основательно подготовиться. Тем, кто берет паяльник в руки впервые, нужно внимательно изучить теоретический курс и хотя бы немного попрактиковаться. Для этого можно использовать пришедшие в негодность элементы бытовой техники. Для пайки нержавеющей стали потребуются инструменты и оснастка:
- электрический паяльник мощностью от 100 ватт;
- кислота для пайки, которая служит в качестве флюса;
- абразивные инструменты или материалы: наждачная бумага, напильник и т.п.;
- припой на основе олова и свинца, предназначенный для работы со сталью;
- стальной трос и металлическая трубка.
Алгоритм выполнения работ по пайке нержавеющей стали:
- Рабочая поверхность тщательно очищается. Важно убрать следы технических жиров, краски, лака. Металл должен быть чистым и обезжиренным.
- После завершения подготовки соединяемых деталей наносится флюс. Чаще всего для этих целей применяется паяльная кислота. Основная ее задача состоит в том, чтобы создать условия для лужения стыков соединяемых элементов.
- По завершению обработки кромок флюсом можно приступать к лужению. Процесс представляет собой нанесение на поверхность металла немного оловянно-свинцового припоя. Бывает, что лужения с первого раза не получается. Тогда процедуру нужно повторить, предварительно разогрев поверхности заготовок.

- В редких случаях нормально залудить металл не получается даже после разогрева заготовок. Припой не получается положить на поверхность тонкой пленкой. Он скатывается в виде шариков. В этом случае потребуется кисточка с металлической щетиной. Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
- Когда на поверхности соединяемых деталей уже есть тонкий слой олова, то можно приступать к пайке. Паяльником разогревается припой, расплавом которого следует тщательно заполнить стык между заготовками.
Припой для нержавейки и его типы
Нержавеющую сталь можно паять двумя типами присадочного материала – мягким и твердым. Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью. То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.

В отличие от мягких твердые припои в домашних условиях позволяют получать более надежные соединения. Они изготавливаются из металлов, температура плавления которых намного выше, нежели олова или свинца. Застывая, припой образует прочный и тверды стык, способный выдерживать сильные механические нагрузки. Довольно часто в такие припои подмешивают техническое серебро. Доля примеси может составлять до 30%.
Одной из наиболее востребованных марок «серебряного» припоя является HTS-528. Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.

Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Полезные советы
Опыт специалистов со стажем позволил выработать список полезных рекомендаций. Соблюдая их, начинающий специалист сможет получить результат хорошего качества. Советы мастеров:
- Для работы лучше всего подходят паяльники, мощностью от 60 до 100 ватт. Самым лучшим выбором станет именно стоваттный инструмент. Габаритные конструкции, а также трубопроводы лучше соединять не электрическим паяльником, а газовой горелкой.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгорающими наконечниками.
- Расходные материалы из оловянно-свинцового сплава являются самыми удобными, экономичными и универсальными. С их помощью получается соединение хорошего качества. Для работы с пищевыми резервуарами, кухонными или столовыми емкостями следует брать припой из чистого олова без примесей свинца или других вредных добавок.

- Пайку металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При выполнении работ нужно пользоваться индивидуальными средствами защиты. В противном случае можно нанести непоправимый вред своему здоровью.
Что еще нужно знать про пайку нержавейки
Если требуется соединить изделия из нержавейки, к которым предъявлены высокие требования, то часто предпочтение отдается особым маркам припоев. Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.

Изготовленные на основе никеля припои отличаются тем, что позволяют создавать очень прочные и долговечные соединения. С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки. Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями. Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Пайка твердыми припоями
И все же, несмотря на то, что низкотемпературная и высокотемпературная пайки представляют собой явления одной сущности, их технология, используемые материалы и оборудование, характеристики получаемого соединения существенно различаются. Что, собственно, и явилось основанием для разделения этих способов. За граничную температуру, разделяющую их, приняты 450°C.
Отличия высокотемпературной пайки от низкотемпературной
Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства. Во многих случаях при выборе способа пайки, эта особенность является определяющей.
Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва.
Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями.
Резюмируя вышесказанное, можно подвести итог сравнения высокотемпературной и низкотемпературной паек. К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам — сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Применение пайки твердыми припоями
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.
Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы. Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Источники нагрева при высокотемпературной пайке
Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов, индукторы и печи. Применяется также нагрев электросопротивлением. В быту чаще всего твердыми припоями паяют с помощью горелок.
Припои
Иногда используют в качестве припоя и технически чистую медь. Однако гораздо чаще используют пайку медными припоями, представляющими собой соединения меди с другими металлами — цинком, серебром, кремнием, оловом и пр. Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C).
При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.
Медно-цинковые припои. Существует большое количество медно-цинковых припоев (ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и пр.). Цифры указывают процентное содержание меди. Их используют для пайки бронзы, меди, стали. Недостатком чисто медно-цинковых материалов является плохая работа в условиях ударных, вибрационных и изгибающих нагрузок. Чтобы убрать или снизить этот недостаток используют легирование их другими металлами (например, латуни можно рассматривать как легированные медно-цинковые припои). Легированные медно-цинковые припои используются, в частности, при пайке твердосплавных резцов.
Медно-фосфорные припои. Медно-фосфорные припои (ПМФ-7, ПМФ-9, ПМФОЦр-6-4-0,03) представляют собой сплав меди с фосфором. Следующая за буквами цифра указывает на процентное содержание фосфора. Припой ПМФОЦр-6-4-0.03, кроме меди и фосфора, содержит олово и цирконий.
Медно-фосфорные припои относятся к среднеплавким (700-850°C), обладают высокой текучестью и хорошей коррозионной устойчивостью к агрессивным средам. Используются для пайки меди и ее сплавов (бронзы, латуни, мельхиора). Можно их использовать и в качестве заменителя серебряных припоев при ремонте ювелирных изделий.
Пайка сталей и чугуна медными припоями, содержащими фосфор, не применяется из-за повышенной хрупкости соединения и его неспособности переносить ударные, вибрационные и изгибающие нагрузки. Это вызвано образованием по границе шва пленки фосфитов.
Отличительную особенность медно-фосфорных припоев является то, что они являются самофлюсующимися. При пайке ими медных изделий, применение флюса не обязательно.
Латуни. Широкое распространение в качестве припоев получили латуни, которые являются сплавом меди с цинком. Латуни Л62 и ЛОК-62-06-04 дают прочные паяные соединения. ЛОК-62-06-04 отличается от Л62 наличием олова и кремния, обеспечивающих более высокие технологические свойства припоя. Олово увеличивает жидкотекучесть и снижает температуру плавления, а соединения кремния предохраняют цинк от окисления и испарения. Латуни применяются при пайке меди, стали, чугуна.
Серебряные припои. Серебро является отличным материалом для пайки. Серебряным припоям, которые представляют собой в основном сплав серебра с медью и цинком, принадлежит первое место по растеканию, смачиваемости, прочности и антикоррозионности. Не будь они такими дорогими, можно было бы отказаться от всех остальных припоев, используя только серебряные. Благо они обладают универсальностью и способны паять практически любой металл.
Припои на основе серебра обозначаются буквами ПСр (ПСр-15, ПСр-25, ПСр-45, ПСр-65, ПСр-70). Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка. ПСр-45 обладает отличными качествами — вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог.
Серебряными припоями можно паять практически любой металл — медь и ее сплавы, серебро, стали и пр. Однако в силу их дороговизны пайку серебряными припоями применяют только там, где это экономически целесообразно, в частности, для соединения нержавеющих сталей, относящихся к разряду труднопаяемых и требующих припоев, обладающих хорошей смачиваемостью и позволяющих избежать коррозии, которая может возникнуть в спае.
Флюсы
Пайка меди и ее сплавов может производиться с помощью чистой буры, которая является универсальным флюсом для высокотемпературной пайки.
Используются различные формы выпуска флюсов — жидкости, порошок, кусочки (кристаллы буры, например). Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами — добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Технология высокотемпературной пайки
Пайка выполняется в такой последовательности. Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
Детали зажимаются в тисках в требуемом положении.
Зона пайки промазывается флюсом.
Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла.
Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать нужно все соединение, перемещая пламя в разные стороны.
Осуществляется офлюсовывание стыка флюсом с прутка — трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.
После окончания операции производится зачистка спая.
Какой флюс и припой лучший для пайки электроники
Для соединения металлов существуют много различных способов, это и сварка электрическим током, который плавит металл и резьбовые/клепочные соединения и конечно же пайка. В отличие от контактного соединения (разъёмы и колодки) пайка обеспечивает более долговечное и что самое важное электропроницаемое соединение, что способствовало ее применению в электронике.

Для любой пайки металлов нужно два элемента ПРИПОЙ и ФЛЮС. В редких случаях, когда пайка производится однородных и чистых от оксидный пленки металлов применяют исключительно припой, но в большинстве случаев добавляют еще и флюс, который выступает дезинфектором поверхности перед нанесением припоя
ПРИПОЙ
Припой может быть флюсованый и офлюсованый , где отличие одного от другого расположение флюса, как правило для высокотемпературной пайки МАПП газом припои офлюсованые т.е. снаружи идет флюс, а припой внутри. Для низкотемпературной пайки припой идет со флюсом внутри и называется флюсованым.

Температура плавления олова 231 °C, а температура плавления свинца 327,5°C но если их смешать то температура плавления будет ниже
ПОС-15 — 280 °C. (15% олова, 85% свинца)
ПОС-25 — 260 °C.
ПОС-33 — 247 °C.
ПОС-40 — 238 °C
ПОС-61 — 183 °C
ПОС-90 — 220 °C (90% олова, 10% свинца)

Как мы поняли оптимальное содержание свинца и олова 39 на 61, хотя многие иностранные припои купленные на аллиэкспресс и других сайтах имеют соотношение 63 на 37.
Оценка припоя на качество
Основных оценок припоя две, это текучесть, т.е. насколько хорошо припой растекается по поверхности контакта и структура поверхности после пайки (матовая или блестящая). Считается что чем легче растекается припой и чем блестящей его поверхность после пайки, тем лучше его качество. Так же встречаются припои которые после пайки на своей поверхности оставляют бугры и неровности, что считается недопустимым, так же как и трещины после остывания
Что лучше ПОС 40 или ПОС 61
Если изогнуть эти два припоя то ПОС 40 будет гнуться без хруста, в то время как пос 60 грустить при изгибании, это и говорит о недостатки одного и преимуществах другого, ведь именно гибкость и пластичность очень часто нужна в радиомонтаже, так же встречается и вибрационные нагрузки, которые естественно лучше выдерживает ПОС 40, но при его применение поднимается температура, а следовательно возрастает риск перегрева радиокомпонентов или дорожек
Сплав розе
Олово 25 Свинец 25 Висмут 50
Температура плавления 95%
В отличие от справа ВУДА обладающего теми же параметрами менее тактичный, так как не содержит кадмий
Для пайки не применяется, так как материал более хрупкий по сравнению с ПОС 61 припоем, но лудить можно в воде, где поднимают температуру кипения добавлением глицерина (кипение 290 градусов), чтобы не было испарение воды и металлы не попадали вместе с паром в легкие человека
Так же при лужении в раствор воды и глицерина можно добавлять лимонную кислоту, что увеличивает качество, так как раствор становится флюсом. Процентное соотношение 1 грамм лимонной кислоты на 100 грамм раствора
Безсвинцовые припои
В последнее время все больше и больше трубиться тема экологии, если ты не сделал экономичную шубу или электрокар ты плохой и не нужно покупать товар у тебя больше. Не важно, что для производства электрокара урон экологии идет такой же если не больше, но на начальном этапе производства батарей и их утилизации в дальнейшем. Да сам процесс безопасен для экологии по сравнению с бензиновыми двигателями, но это лишь иллюзия если считать со стадии производства до стадии утилизации.

Экологичный вопрос терзает и производителей электроники, которые стали убирать из состава своих припоев свинец, на мой субъективный взгляд это приводит к более сложному ремонту и одноразовости техники.
Какой диаметр припоя купить?
Основным правилом в выборе диаметра припоя считается объем пайки, если Вы используете припой для пайки силовых установок с толстыми проводниками, то Вам необходим припой с диаметром 1.5 мм или даже 3 мм, а иногда и все 10 мм. Если же Вы паяете исключительно «тонкую» электронику, микроконтроллеры и симисторы в малых корпусах, то Вам достаточно диаметра в 1 мм. Некоторые предпочитают не увлекаться с количеством припоя, так как его излишек, так же не считается нормой и используют диаметры в 0.5 мм
ФЛЮСЫ
Второй элемент любой качественной пайки является флюс, который может быть в двух состояниях жидкий и твердый. Под твердыми флюсами мы понимаем классическую канифоль, а под жидкими ЛТИ или раствор глицерина

Отмывочный и безотмывочный
Профессиональные мастера по ремонту электроники очень чистоплотны, ведь после их работы не должно остаться ни единого следа, тем более на плате не должно оставаться следов флюса. В зависимости от агрессивности флюса он может хорошо работать в процессе пайки, но и так же хорошо разрушать проводник после пайки и через 2-3 года после ремонта техника может вернуться обратно в ремонт, изрядно подмочив репутацию мастера. Поэтому большинство мастер предпочитают всегда отмывать плату от флюса.
Канифоль
Канифоль применяется для пайки/лужения меди и ее сплавов, а так же стали и цинка, но она не применятся для пайки алюминия и алюминиевых сплавов, для их необходим свой флюс по алюминию

Сама по себе канифоль является диэлектриком, но по мимо этого она очень хорошо впитывает влагу из атмосферы, поэтому возникает коррозия соединения и места пайки, а так же усиливает вероятность токов утечки, которые приводят к сбоям в работе
Глицерин
Глицерин это органическое вещество относящееся к спиртам, но в отличие от своих младших братьев метанола (один атом углерода) и этиленглюколя (два атома углерода) не токсичен и имеет сладковатый вкус. По мимо применения в пайки радиокомпонентов глицерин применяется и в популярный на текущий момент у молодежи, электронных сигаретах, а в прошлом глицерин применялся для производства динамита
По мимо глицерина часто применяют такие вещества как вазелин или паяльный жир, но по сравнению с флюсом ТАГС на основе глицерина они уступают в спектре применения, ведь ТАГС подходит для пайки как меди, так и стали, никеля и сплавов меди (латунь и бронза)

ЛТИ-120
По своей сути флюс ЛТИ состоит из канифоли, растворенной в спирту и добавлены активаторы, которые позволяют паять комфортно не только медь, но и латунь с бронзой. В отличие от глицерина флюс ЛТИ хуже справляется со сталью, но окислительный процесс у него ниже чем у глицерина, хотя так же как и глицерин требует тщательной отмывки изопропиловым спиртом
Удачи в ремонте!
Припои и флюсы
В ремонте электроники необходимо иметь не только паяльное оборудование в виде паяльника или паяльной станции, но так же необходимы припои и всевозможные флюсы, как отмывочные, так и безотмывочные. При этом припои тоже деляться по содержанию свинца и олова в своем сплаве и в зависимости от этих пропо.