
Полировка сварных швов нержавеющей стали
Шлифовка нержавейки после сварки своими руками
Многих новичков удивляет, что со временем на поверхности нержавеющей стали начинают появляться следы коррозии. Как так, ведь по всем параметрам нержавейка должна служить долго, не меняя своих эксплуатационных характеристик? Все дело не в стали, как таковой, а в том, что ее неправильно обработали, либо не обрабатывали вовсе.

На маленьких производствах часто берут на работу неквалифицированных сварщиков, которые не знают элементарных методов обработка шва. А из-за отсутствия контроля качества (даже визуального) в продажу поступает некачественная продукция, которая с виду может ничем не отличаться от других изделий, разве что шов будет виден. Конечно, эти проблемы не встречаются на крупном производстве, но все же важно знать, что такое шлифовка (она же полировка) и травление сварных швов нержавейки.
Шлифовка
Шлифовка, она же полировка нержавейки после сварки — один из основных методов обработки шва. На картинке ниже вы можете видеть результат до и после шлифовки. Согласитесь, после шлифовки металл стал выглядеть гораздо привлекательнее. Он приобрел законченный вид, а его зеркальный блеск кажется чем-то само-собой разумеющимся. Помимо эстетических качеств полированная нержавейка становится прочнее и долговечнее, увеличивается ее срок службы.

Существует множество способов полировки: от классических до современных. Каждый имеет свои достоинства и недостатки. Какие-то позволяют получить лучшее качество, а какие-то ускоряют процесс. В рамках этой статьи мы не будем подробно разбирать каждый метод полировки, поскольку все они применимы в разных случаях. Расскажем лишь основы.
Вне зависимости от метода, который вы будете использовать, полировка — это всегда использование некого инструмента в связке со шлифовальным кругом, наждачной бумагой, шлифовальным диском или напильником. В качества инструмента может выступать шлифмашинка или ваши собственные руки. Со шлифмашинкой работать удобнее и быстрее, но для обработки в домашних условиях можно просто взять в руки наждачку и отполировать поверхность.
В любом случае полировка проводится в два прохода. При первом проходе выполняется так называемая грубая полировка, когда поверхность шва нужно сделать наиболее однородной и ровной. Если используете шлифмашинку, то наденьте на нее диск и тщательно отшлифуйте поверхность. Это общие рекомендации, далее мы более подробно разберем процесс шлифовки.
Особенности шлифовки
Давайте подробнее разберем, как проводится шлифовка швов, поскольку это довольно обширная тема, в ней есть свои нюансы. Для начала не забудьте о технике безопасности, наденьте защитную одежду, очки и маску, чтобы металлическая пыль не попала в глаза и дыхательные пути.
Также учтите, что шлифовка нужна не всегда. Если на поверхности металла есть видимые дефекты (например, царапины) или шов недостаточно эстетичный, тогда можно шлифовать. А если с виду все хорошо, то не нужно тратить время на дополнительную полировку.
Чтобы убрать глубокие царапины или любые другие подобные дефекты используйте шлифовальные головки с абразивными лентами. Ширина ленты подбирается исходя из площади металла, который нужно обработать. Чем больше деталь, тем шире лента.
Как мы говорили выше, сталь нужно шлифовать в несколько проходов. Два прохода — это минимум. Зачастую на крупном производстве со строгим контролем качества шлифуют и в четыре, и в пять заходов. В любом случае, вашу работу ускорят профессиональные инструменты и сноровка.
Теперь немного поговорим про абразивные ленты. У них может быть бумажная или тканевая основа, тканевая лучше. Зернистость может быть разной, здесь нет единой рекомендации, нужно учитывать особенности самого металла. Иногда есть необходимости в мокрой шлифовке, в таких случаях применяются водостойкие ленты.
Также для профессиональной шлифовки вам понадобится болгарка. С ее помощью вы удалите наплывы со сварного соединения, если это необходимо. Неплохо иметь под рукой столярный клей. Его можно нанести на поверхность шва и сверху пройтись абразивной лентой.

После этого нужно еще пару раз отшлифовать поверхность. И после каждой шлифовки обязательно очищайте поверхность металла от остатков клея и металлической пыли. В конечном итоге вы должны получить идеально ровную, блестящую поверхность. Постарайтесь, чтобы не оставалось никаких шероховатых участков.
Теперь можно нанести на металл полировочную пасту и пройтись мягким шлифовальным кругом. Круг может быть изготовлен из войлока, это один из лучших материалов для качественной полировки. Состав пасты не так важен. Если вы выполняете полировку впервые, то сгодится и недорогая паста. Кстати, полировочную пасту можно сделать своими руками. В интернете полно инструкций.
Обработка нержавеющей стали
Самый распространенный метод обработки шва — травление. Чтобы выполнить травление можно использовать серную или соляную кислоту. Иногда используется азотная кислота. При этом не обязательно использовать кислоту в жидком виде, можно приобрести пасту или спрей, что достаточно удобно. В нашей практике чаще всего используется густая паста для травления, мы наносим ее толстым слоем на шов с помощью кисти. В цеху должна быть хорошая вентиляция, потому что зачастую пасты имеют очень неприятный запах.
Если вы будете использовать жидкую кислоту, то здесь нужно внимательно соблюдать технику безопасности и не нарушать технологию травления. Сначала промойте деталь под проточной водой, затем погрузите деталь в емкость с кислотой. Можно использовать смесь из двух и более кислот для более эффективной обработки. Достаньте деталь из кислоты и снова промойте ее. Время погружения в емкость зависит от детали, состава кислот и многих других факторов. Так что читайте инструкцию.

Для обработки сварных швов по общепринятой технологии нужно использовать средства индивидуальной защиты. Ни в коем случае не обрабатывайте металл без маски и костюма. При использовании кислот выделяются пары, опасные для здоровья человека. А кожа очень восприимчива, так что защитите ее от прямого попадания кислоты.
Также для травления сварных швов на нержавеющей стали можно использовать электролитический метод. Он сложнее и стоит недешево, но все же достаточно эффективен. В емкость с жидкой кислотой и погруженной в нее деталью помещают источник тока. Ток может быть как переменным, так и постоянным.
Еще можно использовать пассиватор для обработки готовых сварных соединений. Пассиватор — это вещество, обладающее особыми свойствами, которые способны вводить металл в пассивное состояние (отсюда и название). Использование пассиваторов — это недорогой способ очистки швов, вещество можно наносить прямо на соединение либо окунать деталь в емкость (по аналогии с кислотами).
Вместо заключения
Теперь вы знаете, как очистить нержавейку после сварки и отполировать ее до зеркального блеска. Именно правильная обработка нержавейки отличает профессионала от дилетанта. Профессионал смотрит комплексно на все сварочные работы, а дилетант зацикливается только на формировании шва, забывая о подготовительных и завершающих процессах. Расскажите в комментариях о своем опыте шлифовки и обработки швов у изделий из нержавеющей стали. Желаем удачи в работе!
Как обработать швы нержавейки после сварки
Можно назвать множество изделий, которые делаются из нержавейки, и для создания большинства из них используется сварка. И пусть этот метод скрепления металлических деталей имеет преимущества, у него есть и недостаток — антикоррозийные свойства материала снижаются из-за него. И чтобы знать, как исправить это, стоит больше узнать об обработке нержавейки после сварки. Об этом и пойдет речь далее.

Зачем необходима обработка
Нержавейка не просто так получила свое название. В нем отражено основное свойство этой стали — она устойчива к ржавчине, то есть коррозии. Поэтому нержавейка часто применяется там, где предполагается регулярное соприкосновение с водой и другими агрессивными средами. Такая сталь с течением времени не только останется целой, но и сохранит внешний вид почти в неизменном состоянии.
Но место сварки, несмотря на крепость крепления — это всегда слабая зона, которая даже здесь подвержена не только коррозии (из-за оксидной пленки), но и риску механического разрушения. Именно поэтому нужно делать обработку сварных швов нержавейки. Ведь только благодаря этому самые слабые места конструкции, то есть места крепления деталей, станут настолько защищенными, насколько это возможно.
Шлифовка
Шлифовка — основной метод обработки сварного шва нержавейки. Для него из инструментов вам потребуются болгарка и шлифовальные круги для нее с разной степенью зернистости, так как вся обработка делается последовательно в несколько заходов.
Процесс будет таким:
- Сначала убираются все наплавы наиболее жестким материалом. Если сильных наплавов нет, можно сразу переходить к более мелкозернистым материалам.
- Часть, которая будет шлифоваться, ограничивается клейкой алюминиевой лентой. Она прикрепляется к поверхности в несколько слоев, чтобы граница была заметнее.
- Незаклеенная поверхность обрабатывается аккуратно, давить на инструмент не нужно.
- Лента снимается, ею заклеивается обработанная часть, чтобы ограничить уже другую, для зачистки следующей зоны.
После каждой шлифовки поверхность промывается водой и вытирается насухо. Так продолжается, пока все круги, вплоть до самого мелкозернистого, не будут использованы. Обычно хватает трех кругов, с зернистостью 180, потом 320 и 600. Все заканчивается войлочным кругом, потом начинается процедура полировки.
В процессе обработки швов после сварки нержавейки будет летать пыль, поэтому глаза и органы дыхания нужно защитить.
Иногда для шлифования используются шлифовальные листы. Но здесь тоже нужно подобрать зернистость на черновых деталях. Для обработки могут применяться и токарные станки с особыми кругами для шлифования. Такие можно установить даже на самых простых моделях, которые устанавливаются в домашних мастерских.
Полировка
Многие выбирают нержавейку не только из-за ее свойств, но и из-за внешнего вида. Ведь она имеет характерный металлический блеск, который с годами не исчезает даже без регулярного ухода.
Но после сварки в местах скрепления появляются мутные заметные швы, а блеск — исчезает. Чтобы вернуть его, и тем самым еще больше укрепить материал, выровняв его поверхность, используется полировка. Она может быть:
- ручной;
- машинной;
- ультразвуковой.
Чтобы отполировать шов на нержавейке после сварки в домашних условиях, потребуется провести несколько обработок. Сначала шов зачищают диском с вулканитом, его можно надеть прямо на дрель. Это мягкий материал, похожий на резину, поэтому он не оставит царапин, но сможет повлиять на соединение и запилить его до наиболее ровного состояния.
После на обработанную поверхность наносится паста для полировки. Чтобы она правильно распределилась, шов нужно обработать другим кругом, войлочным, который тоже надевается на дрель. Делайте продольные движения по всему шву, чтобы паста распределилась равномерно. Размер круга подбирается в зависимости от величины и вида изделия, так как без маленьких кругов углы не обработать.
Полировочная обработка швов ведется до того момента, пока нержавейке после сварки не вернется ее зеркальный вид, а матовые пятна не исчезнут.
Травление
Оксидный слой и цветовые пятна можно устранить, используя кислоту для нержавейки после сварки. Процесс, при котором применяются кислоты, называется травлением, и обычно для него приобретаются серная или соляная кислота. Но можно использовать и аналоги, к примеру, кислоту азотную.
Для травления можно применить и щелочь. Тогда для правильной обработки, после сварки деталь из нержавейки помещается в расплав каустической соды. Она хорошо убирает оксидную пленку, не разрушая саму структуру стали.
Для того, чтобы их было удобно применять, средства для травления швов нержавейки после сварки, выпускаются в виде специальных паст или гелей, а также аэрозолей (для больших деталей). Используются эти материалы по следующему алгоритму:
- Металлической щеткой удаляются все окалины после сварки.
- Шов должен остыть до 50 °C.
- Деталь покрывается пастой для обработки сварных швов нержавейки или помещается в емкость с кислотным составом, если он жидкий.
- После все промывается большим количеством воды. Если используется паста, то процедура длиться от 10 минут до часа.
В зависимости от производителя состава для травления к этому алгоритму могут добавляться еще шаги, поэтому изучите инструкцию по применению.
Иногда травление требует сначала обработки сернокислым раствором, а потом смесью с азотной кислотой.
Важно не забыть, что при соприкосновении металла с кислотами начнут выделяться опасные для органов дыхания и слизистых пары.
Поэтому нужно быть в респираторе и желательно надеть специальные очки. А чтобы защитить руки, рекомендуется надеть резиновые перчатки. Но если кислота или состав с ней все же попадет на кожу, нужно экстренно начать промывать место водой, чем больше, тем лучше. А потом обратиться к врачу.
Иногда очистку сварочных швов нержавейки делают электрохимическим травлением. Для этого от источника тока проводят два провода, что нужно поместить прямо в кислоту. К плюсу подсоединяется деталь из нержавеющей стали, минус просто помещается в емкость с кислотой. Из-за замыкания окислы быстро отделяются от поверхности, и перенасыщение водорода не происходит. На всю процедуру уходит не более 10 минут.
Термообработка
Термическая обработка шва нержавейки после сварки бывает разной, ведь у этого процесса есть несколько разновидностей:
- Отжиг — предполагает нагревание металла и медленное охлаждение.
- Закалка, при которой нержавеющая сталь нагревается до максимума, а потом резко охлаждается.
- Нормализация — напоминает отжиг, но охлаждение происходит не в печи, а на открытом воздухе.
При термической обработке большое значение имеет правильный нагрев. За ним нужно следить внимательно, так как перегрев делает структуру материала зернистой, а это брак и исправить такое нельзя.
Термообработку сложно провести в домашних условиях, так как нагреть сталь до необходимой температуры трудно без необходимого оборудования. Также дома не получится сделать хромирование, так как требуются инструменты, навыки и правильные расходные материалы.
Благодаря такому количеству методов обработки сварочных швов нержавеющей стали, с зачисткой проблем точно не должно возникнуть. И пусть это длительный процесс, требующий внимательности и аккуратности, результат легко превзойдет любые ожидания. А оценивать его качество можно будет годами.
Обработка швов нержавейки
Нержавеющие стали активно используются в промышленности для изготовления емкостей и трубопроводов под агрессивные жидкости. В быту из этого металла изготавливают кухонные принадлежности и красивые полотенцесушители. Зеркальная поверхность имеет привлекательный вид, а изделие способно служить очень долго. Но чтобы добиться такого эффекта на готовой конструкции требуется правильно обработать сварные швы нержавейки. Если этого не сделать, то места сварки будут иметь желтый и черный цвет, или они могут даже поржаветь. Почему это происходит? Какие существуют механические и химические способы обработки?

Причины обработки
При изготовлении разнообразных конструкций из нержавеющей стали применяются методы сваривания металлов электрической дугой в среде инертных газов. Для этого используют вольфрамовый неплавящийся электрод и подачу чистого аргона для защиты сварочной ванны от взаимодействия с окружающей средой. Создавать шов можно и полуавтоматами, где дуга горит между кончиком проволоки и изделием. Из сопла горелки подается смесь аргона и углекислоты. Проволоку толкает специальный механизм, скорость которого регулируется в зависимости от толщины металла и силы тока.
Хоты швы получаются крепкими и ровными, они имеют непривлекательный вид, и поэтому их необходимо обрабатывать. Само место соединения может быть синевато-зеркального оттенка. Околошовная зона часто желтого цвета. При чешуйчатом рисунке в бороздках могут прослеживаться черные риски. А со временем, такие места даже ржавеют.
Все это происходит из-за перегрева в зоне сварки. Высокие температуры от электрической дуги содействуют выгоранию легирующих элементов и обедняют данный участок. Вследствие чего он меняет цвет и становится более уязвимым для внешнего воздействия. Образовавшаяся на поверхности пленка имеет малую сопротивляемость к агрессивной среде, поэтому, при соприкосновении с рабочими жидкостями на химических предприятиях, становится слабым местом, и покрывается коррозией.
Полотенцесушители иногда ржавеют в местах сварки из-за наличия небольшого электрического напряжения в трубах, которое взаимодействует с материалом изделия, и продолжает ослаблять сварочный шов. Еще такое случается из-за неверного выбора нержавеющей стали под конкретный вид продукции. Например, вместо марки 304, которая богата хромом, производители применяют нержавейку 201, стоящую дешевле, но в чьем составе хром заменен марганцем. Их сложно отличить визуально, но при длительной работе в контакте с жидкостями, это проявится рыжими пятнами. Поэтому правильный выбор марки стали и последующая обработка нержавейки — залог долгого привлекательного вида изделия.
Механическая шлифовка
Хорошие коррозийные свойства нержавеющей стали способствуют ее активному применению в среде, где используются жидкости. Такие изделия служат дольше, чем малоуглеродистая сталь. А блеск и зеркальный вид поверхности позволяют устанавливать конструкции на видных местах, улучшая общий дизайн помещения или фасада. Из нержавейки производят наружные перила и пандус, парковочные стойки, разнообразные полотенцесушители. Несмотря на соприкосновение с водой, и проведение сварочных работ на изделиях, все эти элементы сохраняют красивый вид. Достигается это за счет нескольких видов обработки.
Одним из них является механическая шлифовка, при которой убирается верхний оксидный слой на сварке, являющийся слабым местом конструкции, а также устраняются цветовые переходы и неровности в сварочном соединении. Этот процесс происходит в следующей последовательности:
- При помощи болгарки и толстого шлифовального круга стираются волны металлического шва и его выпуклости, выступающие за общую плоскость поверхности. Так можно быстро сравнять шов, но после болгарки остаются грубые борозды от абразива, и перегретые участки с темными пятнами.
- Чтобы снять эти дефекты более бережно, можно применить лепестковые круги для болгарки. Процесс будет длиться немного дольше, и потратится больше расходных материалов, при крупном объеме работ, но риски останутся мельче.
- Далее используются шлифовальную машину, называемую Rebir . Он имеет прямую форму, электромотор и рукоятку для удержания. На конец надеваются лепестковые круги (КШЛ), но их расположение отличается от кругов на болгарке. Благодаря широкой структуре кусочков наждачной бумаги можно производить больший нажим на обрабатываемое изделие, и захватывать широкую площадь. КШЛ бывают разного калибра по величине применяемого абразива. Для обработки нержавейки после сварки применяют сначала «40-ку», а затем «нулевку». Так устраняются все борозды от предыдущих инструментов. Покрытие становится одноцветным и матовым.
Работы следует проводить в респираторе, поскольку пыль от абразива и частицы снятого металла парят в воздухе. Шлифовщик должен защищать и глаза, для чего надеваются прозрачные очки. Нержавейка нагревается от трения шлифовальными кругами, поэтому на руках рабочего должны быть перчатки для избежания ожогов. В качестве аналога ручного шлифования применяются пескоструйные установки, где под даванием воздуха подаются гранулы песка, счищающие верхний оксид с металла. Это используется на предприятиях с большим оборотом продукции. В домашних условиях устанавливать такое оборудование нецелесообразно.
Полировка
Следующим этапом обработки нержавеющей стали является полировка сварочного участка, и всего изделия, для придания окончательного блеска. Это еще больше зачищает поверхность, делая ее ровной и цельной, что мешает воздействию агрессивных жидкостей извне.
Вначале, сварочные швы обрабатываются диском с вулканитом. Это резиноподобный материал, круг которого насаживается на дрель. Вулканитом возможно придать шву нужную глубину и форму, «запилить» его создав вогнутую структуру. Материал действует мягко на сталь. После этого, на уже отшлифованную поверхность, наносится паста для полировки. Это может иметь алмазный состав. Подойдет обычная паста ГОИ. На дрель одевается войлочный круг и производятся продольные движения по всей поверхности. Чтобы хорошо отполировать места сварки используются маленькие круги, которыми удобно доставать участки в угловых соединениях. Работа ведется до получения зеркальной поверхности и отсутствия матовых пятен.
Кислоты и гели
Чтобы удалить все цветовые переходы после сварки, и устранить оксидный слой содействующий коррозии, используют травление нержавеющей стали. Это относится к кислотному виду обработки материала. Можно использовать серную или соляную кислоту. Подойдут и аналоги, такие как: плавиковая или азотная. Они выпускаются в виде гелей и паст. Существуют и специальные аэрозоли. Процедура происходит так:
- После сварки с поверхности удаляются окалины и мусор. Для этого используется металлическая щетка.
- Изделию дают время остыть до температуры 50 градусов.
- Состав наносится сверху или конструкция погружается в емкость с кислотным средством.
- После 30 минут кислоту смывают большим количеством воды.
Рабочему важно быть в респираторе, поскольку в воздухе будет большое количество паров, опасных для органов дыхания. Защищать требуется и кожу на руках, для чего надеваются резиновые перчатки. При попадании кислоты на открытый участок кожи необходимо быстро и тщательно промыть место большим количеством воды.
Еще одним способом обработки является электрохимическое травление. Для этого используют емкость с кислотой. От источника тока исходит два провода, которые через сопротивление помещаются в жидкость. К «плюсу», который состоит из свинцовой пластины, крепится изделие. «Минус» свинцовой пластины свободно опускается в кислоту. Замыкание напряжения в составе содействует отделению окислов с поверхности нержавейки, но предотвращает перенасыщением водорода. Процедура длится до 8 минут.
Благодаря разнообразным способам обрабатывания нержавеющей стали можно получить красивый вид в месте ведения сварки. Это кропотливый процесс, требующий усердия и настойчивости, но благодаря таким мерам создается зеркальная поверхность изделия, которая не будет ржаветь в будущем из-за слабого оксидного слоя.
Способы полировки швов нержавейки: плюсы и минусы методов
Статья обновлена и дополнена: 27 Мая, 2021
Если Вас интересует услуга полировки сварных швов нержавеющей стали, заполните нижеследующую форму.
Нержавейка активно используется в разных отраслях промышленности: изделия из этого материала применяют в бытовых и домашних условиях. Но нередко случается так, что нержавеющая сталь вдруг покрывается ржавчиной. Проблема кроется в неправильной обработке места сварки или в ее отсутствии. Зачищенный и отполированный сварочный шов позволяет детали из нержавейки сохранить все свойства материала.
Цели полировки сварных швов нержавеющей стали
После обработки места соединения необходимо выполнить заключительный этап изготовления детали – полировку. Полирование изделий из нержавеющей стали позволяет сделать поверхность гладкой. Этому процессу может подвергаться не только сварочный шов, но и вся поверхность детали. Правильно проведенная полировка позволяет добиться зеркального эффекта.
Заключительный этап в обработке шва после сварки обеспечивает высокий уровень зачистки готового изделия, за счет получения ровного участка. Впоследствии при эксплуатации это позволяет противостоять внешнему химическому и механическому воздействию на нержавейку.
Кроме эстетических качеств, после процедуры полировки повышаются и физические свойства металла. Полировка устраняет поверхностные дефекты сварных швов и делает их практически незаметными. Полирование сварочного шва на нержавеющей стали может выполняться двумя способами:
- Ручная полировка;
- Полировка при помощи специальных устройств (на электрическом или пневматическом приводе).
На небольших производствах или в домашних условиях используют ручной вариант полировки изделия. Для крупных предприятий же он будет нецелесообразен. При этом наиболее популярными аппаратами для проведения полировальных работ являются:
- Пневмонапильник ленточного типа с поворотными насадками;
- Шлифовальная машинка барабанно-ленточного типа;
- Переносные ленточно-шлифовальные станки;
- Болгарки с различными насадками и приспособлениями;
- Орбитальные шлифмашинки.
Для выполнения полировальных работ ручным способом или при помощи инструментов для зачистки швов применяется большое количество вспомогательных приспособлений:
- Салфетки/диски/круги из нетканого материала (фетр, войлок) для зачистки сварочных швов;
- Валики и пакеты дисков;
- Веерные круги;
- Полировальные абразивные круги;
- Диски на бумажной/полимерной основе;
- Нетканое полотно с абразивом;
- Полировальные ленты.
Методы полировки швов нержавейки
За счет высоких показателей антикоррозийности изделия из нержавеющей стали могут использоваться в той среде, где применяются агрессивные жидкости. От того, что нержавейка соприкасается с водой, могут появиться дефекты, которые сказываются на внешнем виде изделия. Для сохранения первоначальных свойств материала необходимо провести качественную зачистку сварного шва. Полировка позволит устранить все мелкие изъяны.
Существуют следующие способы полировки швов нержавейки:
- Механический/абразивный;
- Электрохимический;
- Электроплазменный.
Для достижения качественного результата на производстве могут использоваться одновременно несколько методов полировки нержавеющей стали. В таком случае первым этапом обычно служит абразивная зачистка сварных швов после сварки (шлифовка).
Механическая полировка швов / полировка швов абразивами
Механическая обработка шва, или попросту шлифование, является первоначальным этапом зачистки швов после сварки. В ходе этого процесса удаляется верхний слой оксидной составляющей, которая образуется на шве в ходе сварки. Это место является самым слабым в конструкции. Также шлифовка сварных швов, в том числе угловых, позволяет устранить переходы цвета и неровности.
Для зачистки сварных швов нержавейки характерны следующие отличительные черты:
- Удаление волн в месте соединения шва с помощью толстого шлифовального круга и болгарки;
- Нивелирование выпуклостей на поверхности;
- Создание одноцветного матового покрытия поверхности при помощи шлифовальной машины;
- Для более аккуратного проведения работ рекомендуется использовать лепестковый круг для функционирования болгарки.
Важно! Механическая полировка сварочного шва подразумевает использование респиратора. Это необходимо для снижения риска попадания мелких частиц абразивной пыли в дыхательные пути.
Электрохимическая полировка сварных швов нержавеющих сталей
Другим способом полировки сварочного шва является электрополировка сварных швов. Технология состоит из обработки металла при помощи погружения детали в кислотный раствор. Готовое изделие подключают к положительно заряженному аноду, и через электролит пропускается ток. В результате этого нержавейка покрывается оксидной пленкой, под которой и происходит процесс электрохимполировки сварочных швов. Технология позволяет сгладить выступающие микронеровности.
Полирование позволяет повысить качества металла. В процессе качественной обработки увеличиваются коррозийные свойства, повышается прочность изделия, снижается коэффициент трения.
Для электрохимической полировки сварочных швов нержавейки используют 3-5 % раствор сульфата аммония и хлористого аммония. Средняя длительность процедуры составляет 2-5 минут. В процессе проведения полировки таким способом удаляются следы термической и механической обработки. Также электрохимическая полировка позволяет избавиться от заусенцев и притупить острые кромки изделий.
После проведения процедуры поверхность нержавейки приобретает зеркальный блеск. В большинстве случаев класс чистоты повышается на две позиции. При необходимости покраски, поверхность изделия полностью готова к этой процедуре по окончании полировки.
Электрополировка сварных швов нержавейки аппаратами SteelGuard
Оборудование SteelGuard служит для проведения электрохимического шлифования поверхности металла: качественного процесса травления и пассивации. Установки для зачистки сварных швов выполняют сразу несколько функций: травление, пассивация, полировка. Аппараты являются универсальными, их используют на небольших и крупных предприятиях.
Аппарат для электрохимической очистки швов Steelguard 685 отличается высокопроизводительной системой для шлифовки мест сварочных соединений металла. Внушительная мощность аппарата позволяет использовать его в разных отраслях промышленности. Применение высококачественного оборудования обеспечивает сохранение внешнего вида детали.

Важно! Для полировки не требуется применение высокотоксичных химических средств.
Аппарат для очистки сварных швов SteelGuard 425 является упрощенной версией аппарата SteelGuard 685. Этот аппарат является незаменимым на небольших производствах. Его можно применять в ограниченном пространстве. За счет меньшего размера считается более универсальным оборудованием. По своим показателям качества не уступает модели SteelGuard 685.
По сравнению с механическим способом полировки сварных швов и полировкой с применением электрохимических ванн, главным отличием при использовании аппаратов SteelGuard является экологическая безопасность. Для полировки сварных швов нержавеющей стали аппаратами SteelGuard не нужно применять кислотные растворы, а также не требуется специальных очистных сооружений. Производительность электрохимической полировки с аппаратами для полировки сварных швов SteelGuard значительно выше, чем у других способов.
Электроплазменная полировка сварных швов нержавейки
Похожим методом является плазменная полировка сварных швов. Этот способ считается эффективным и экологически безопасным. Его рекомендуется использовать для поверхностей с мелким рельефом или плоских деталей, и по окончании процедуры готовая продукция приобретает эстетичный внешний вид.
Электроплазменная полировка металла позволяет решить сразу несколько проблем:
- Нивелирование незначительных дефектов;
- Сглаживание выступов;
- Удаление окалин и следов побежалости;
- Повышение класса чистоты поверхности.
Оборудование для проведения плазменной полировки нержавеющей стали, в основном, имеет три составные части:
- Рабочая ванна с защитным от пара кожухом. Ванна оснащена механизмом подъема/опускания, что облегчает процесс работы;
- Трансформатор, мощность которого подбирается в соответствии с общей производительностью установки;
- Стойка питания и управления.
Возможно ручное и автоматическое управление оборудованием.
Важно! В комплекте оборудования обязательно должно быть реле. Оно будет защищать установку от перегрева.
Какой способ полировки швов нержавейки выбрать?
Нам часто задают вопрос, нужно ли вообще зачищать сварные швы, как правильно и чем их шлифовать. Наш ответ следующий. Зачищать и полировать сварные швы нержавейки нужно обязательно. А выбор способа, прежде всего, обусловлен масштабом производства. Чем больше предприятие, тем производительнее должен быть метод обработки. В первую очередь при зачистке швов нержавейки компании рассматривают механическую шлифовку. Однако более качественными и производительными являются электрохимический и электроплазменный способы полировки швов нержавейки.
Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.

Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.
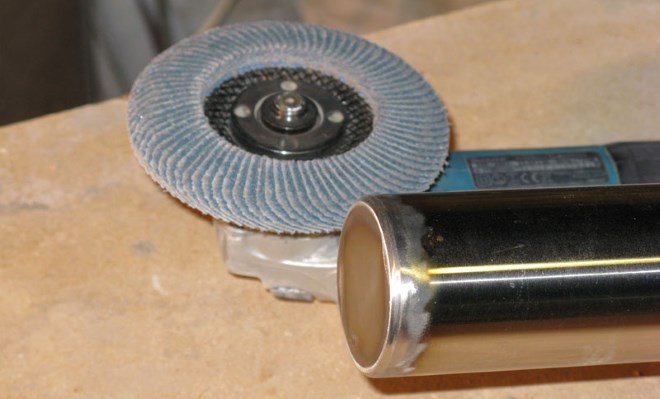
Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.

Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.

Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию. Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно.
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.

Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
На сегодняшний день большой популярностью пользуются травильные пасты следующих торговых марок, уже успевшие доказать свою высокую эффективность.
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.
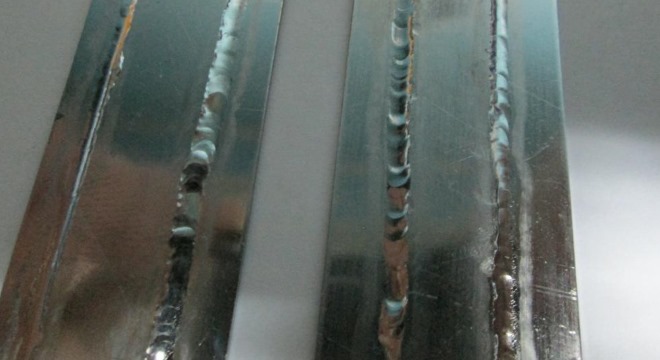
На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Конечно, наиболее простым и доступным методом отделочной обработки стальных изделий является их покраска, которая также может выполняться с использованием различных технологий и расходных материалов.

