
Изготовление обечаек из листовой стали
Изготовление, сварка и вальцовка обечаек
Компания «ФЗМК» в Москве включила в ассортимент обечайки. Стальной цилиндрический или конический корпусный элемент производится по методу холодной или горячей вальцовки, центробежного литья или сгибания листа. Купить обечайку можно стандартного производства или по индивидуальному заказу.
Преимущества





ОЦЕНКА ВАШЕГО ПРОЕКТА
Этапы проектирования:

Каждый пакет документации во время проектирования металлоконструкций готовится отдельно.
Проекты выполняются нашими специалистами с учетом технологий производства и экономической эффективности использования тех или иных материалов, а так же для составления плана монтажных работ.

Наше производство для обработки металлических изделий оснащено современным оборудованием.
Благодаря этому мы можем решать множество разных по природе задач.
На каждом этапе задействованы различные станки и специалисты.
Так мы добиваемся максимального качества в оптимально короткие сроки.

Работы выполняется специалистами, профессионалами своего дела.
Мы имеем колоссальный опыт монтажа металлических сооружений.
Строго соблюдаем технику безопасности, используем специальное оборудование и крепеж.
Поэтому даем гарантии надежности, прочности и долговечности объектов строительства.
Примеры выполненных работ



Описание обечайки
Внешний вид элемента представляет собой открытую с обеих сторон трубу. Профиль стандартный, круглый, но имеются квадратные варианты и другое сечение. Для катания применяют марки металла, которые пригодны для обработки деформацией:
- Низколегированую углеродистую сталь;
- Котельную сталь;
- Двухслойную сталь;
- Жаропрочную сталь.
Технология производства
Изготовление производится согласно ГОСТ 34347-2017. Ширина гибочных валков соответствует размеру выпускаемой обечайки – до 30 см. Внутренне сечение от 9 до 38 см.
Сборка продольного шва выполняется аргонодуговой сваркой под флюсом или в защитном инертном газе. Высокие требования к качеству шва проверяют радиографическим или ультразвуковым методом.
Далее идет термическая обработка для придания элементу дополнительной жесткости. Конструкцию подвергают механической обработке, в которую включена зачистка торцевых оснований под сваривание обечайки с днищем, штуцером, отводом или другой деталью.
Сфера применения
Обечайку можно применять для:
- Изготовления отводов, патрубков, тройников для водопроводных магистралей;
- Заготовки для производства барабанов, труб, вентиляционных систем;
- Надземных сетей канализации, водопровода;
- Баков, котлов — используются c приваренным дном.
У нас вы можете купить обечайку по лучше цене в Москве
Технология изготовления обечайки
Вальцовка – обработка металлического полуфабриката давлением. Процесс изготовления обечаек производится на трех- и четырехвалковых листогибочных машинах по этапам:
- заготовка прочно закрепляется в станке;
- полуфабрикат захватывается вальцами, которые вращаются в противоположных направлениях;
- осуществляется равномерная деформация заготовки.
Фрязинский Завод Металлоконструкций занимается изготовлением продукции различных форм. В производственном цехе компании установлено более десяти единиц вальцовочного оборудования. Листогибочная машина обрабатывает стальные листы 09Г2С длиной до 3000 мм, толщиной до 1,4 см, минимально возможный внутренний диаметр — 350 мм. После вальцовки обечайки получают цилиндрическую, коническую, сферическую форму.
Процесс сварки
Для сварки обечаек применяют опорно-роликовые вращатели, сварочные позионеры, манипуляторы.
Продольный и кольцевой шов сваривается под флюсом при помощи полуавтоматических установок. Нагревают, нормализуют заготовки в газовых печах.
Технический контроль над процессом изготовления, качеством продукции производится в соответствии с нормативными требованиями, ТУ заказчика. Для обеспечения 100% качества, предприятие осуществляет ультразвуковой контроль сварочных швов.
При необходимости, торцы изделия могут быть механически обработаны под сварку на токарных и токарно-карусельных станках.
Характеристики и технология изготовления обечаек
Обечайка — открытая деталь цилиндрической или конической формы, применяемая в строительстве, машиностроении и других сферах. В сечении имеет вид кольца. Используется как составной элемент, узел конструкции, заготовка (труба, кольцо, обод, короткая труба, барабан).

Элементы обечайки:
- днище — листовая конструкция, расположенная с торцов;
- пояс — отдельный замкнутый элемент;
- диафрагма — перегородка, полностью или частично перекрывающая поперечное сечение.
Области использования
Обечайки находят применение в машиностроении, ракето-, авиа- и судостроении, химической, нефтегазовой, оборонной промышленности.
Использование:
- прокладка различных коммуникаций;
- стенки люков;
- опоры мостов, водоводов, переходов, канализации;
- дымовые трубы, водосток, вентиляция, газоходы;
- сварные сосуды (котлы, емкости, баки, резервуары);
- в машиностроении (ролики, патрубки, барабаны, конические переходы);
- резонаторы музыкальных инструментов.
Обечайка бывает:
- жесткая;
- нежесткая;
- толстостенная.
По типу поверхности:
- гладкая обечайка;
- с ребрами, зигами, отбортовками.
Для изготовления обечаек применяют заготовки:
- литье;
- трубы;
- поковки;
- листовой прокат.
Элементы до 600 мм в диаметре имеют один продольный шов, более 600 мм — несколько.
По форме сечения обечайки бывают цилиндрическими и коническими.

Материалы
Для изготовления могут применяться такие материалы: сталь низколегированная, углеродистая, нержавеющая, высокопрочная, жаропрочная, цветной сплав.
Возможные марки:
- ст. 12Х18Н10Т — криогенная конструкционная, устойчивая к коррозии, выдерживает температурный режим до +600°С;
- 09г2с — для систем с высоким давлением, температурный интервал составляет от -70°С до + 450°С;
- Ст.20 — углеродистая;
- ст.13Х1ФА — стойкая к износу и образованию трещин.
Изготовление
Типовой технологический процесс производства обечаек включает такие этапы:
- Очистка заготовки (удаление окалины и следов коррозии).
- Выполнение правки листового проката.
- Разметка заготовок, их раскрой.
- Резка листов на заготовки.
- Подготовка кромок под проведение сварочных работ.
- Сборка заготовок.
- Выполнение сварки карт.
- Вальцовка (круговая гибка) обечаек.
- Сварка стыков.
- Правка.
- Контроль.
Подготовка кромок
Операция необходима для получения требуемой формы кромки, избавления от дефектов, возникших при проведении резки листа. Форма кромок должна отвечать отраслевым стандартам, техническим условиям и требованиям. Методы обработки кромок обечаек под сварку не должны приводить их механическому повреждению. Возможные варианты:
- Подготовка кромок с применением абразивного круга с зачисткой с двух сторон плоскости листа в зонах разделки кромок и точек будущей сварки, на расстоянии 40 мм от торцов.
- Зачистка кромок с помощью электрической шлифовальной машины, на плиточном стенде, до абсолютного удаления трещин, ржавчины, окалины.
- Обработка кромок способом фрезерования проводится с закреплением заготовок на столах фрезерных станков того или иного типа. Инструментами фрезерования служат фрезерные головки и фрезы. Кромки под поперечные швы в днищах и обечайках обрабатывают на токарных и расточных станках.
- Местная зачистка кромок и небольшой объем работ выполняется с помощью пневмозубила.

Сборка заготовок
Собирать под сварку заготовки необходимо на специальных стендах, которые обеспечат точное взаимное расположение деталей и их фиксацию, ГОСТ 26 291. Выравнивание стыкуемых элементов производится с помощью угольника и линейки или по упорам. Если соединяемые детали имеют разную толщину, плавный переход выполняется с помощью постепенного утончения элемента большей толщины. Стыкуемые заготовки закрепляют прижимами.
Вальцовка
Вальцовка обечаек — деформирование листа металла вдоль определенного направления. В зависимости от толщины металла, вальцовка бывает:
- холодной (изготовление тонкостенных обечаек);
- горячей (толстостенных).
Выполняется на станке с помощью вальцов. Заготовка прокладывается между валами и с их помощью подгибается до требуемого радиуса. Для изготовления цилиндрической обечайки необходимо 3 вала, конической — четыре.
Правка
В этой операции особенно нуждаются цилиндрические обечайки, имеющие жесткий контур (не прогибающиеся под своим весом). Вследствие ранее проведенных этапов — подгибки кромок и сварки продольного стыка, деталь приобретает неправильную форму, с наибольшим искажением в околошовной зоне. Задачей правки является получение заданной геометрической формы, в соответствии с условиями нормативных документов . Правка выполняется между тремя валками способом увеличения кривизны на участке контура обечайки, расположенном между валками, а затем ее уменьшения.

Завершающий этап
В соответствии с требованиями к шероховатости поверхности изделия и точности выполнения работ, проводятся завершающие работы:
- зигование;
- разбортовку и отбортовку торцов;
- шлифование.
Зигование
Назначение:
- придача обечайке дополнительной жесткости;
- монтаж и закрепление опорных разжимных колец, служащих для установки перегородок, тарелок, опор, решеток.
Зигование проводится на зиговочных машинах.
Разбортовка торцов
Цель — обеспечить поцарговую сборку. Работы производятся на бортовочных машинах. Возможные варианты: разбортовка наружу и внутрь.
Отбортовка торцов
Способы отбортовки аналогичны разбортовке:
- вовнутрь (для охлаждения днищ и под рубашки охлаждения теплообменников);
- наружу (для монтажа накидных фланцев).
Для выполнения действий используют фланце-бортовочные машины.

Шлифование
Является способом отделочной обработки, который может осуществляться:
- ручной шлифовальной машиной, работающей от пневматического или электрического привода;
- бескопирным (полусвободным) шлифованием маятниковыми головками.
Готовая продукция проверяется на соответствие нормативным характеристикам. Обечайки не должны содержать острых кромок, заусенцев и вмятин на поверхности. Допустимы небольшие дефекты и потертости, не влияющие на уменьшение толщины стенок.
Изготовление нестандартных обечаек
Производство обечаек с повышенными габаритами (более 20 тыс. мм), без последующей сборки, выполняется способом «временного деформирования». Последовательность операций:
- вальцевание заготовки до требуемых размеров;
- уменьшение поперечных размеров обечайки путем деформирования, с образованием нахлеста кромок;
- закрепление наружной кромки планками, приваренными к обечайке;
- сварка замыкающего продольного стыка.
Метод подходит для заготовок с толщиной листа ≤ 40 мм.
Изготовление обечаек



Основная терминология, суть вальцовки
Сначала необходимо разобраться с основными понятиями, которые используются в такой сфере деятельности, как изготовление обечаек.
- Вальцевание – способ обработки заготовок с металлом при помощи высокого давления. Форма детали в результате изменяется, с равномерным распределением по длине. Без данного этапа невозможно представить создание большого количества деталей.
- Операция проводится при помощи вальцовочного инструмента. Название валков получили другие детали.
- После завершения операции появляются готовые детали либо заготовки, потом проходящие дополнительную штамповку. И поставляются, например, в Обнинск.
Обечайки, изготовление которых не так трудно организовать – конструкционный элемент цилиндрической либо конической формы. Выполняется с использованием нескольких форм:
- барабан;
- недлинная труба;
- кольцо;
- обод.
Обечайки из листовой стали – это элементы, которые становятся незаменимыми частями у баков и резервуаров, котлов, других подобных металлоконструкций. Цветные, чёрные металлы и их сплавы становятся основными материалами в производстве. Обнинск не исключение.
Изготовление обечаек
Обечайка – это цилиндрическая или коническая деталь, не заглушенная с концов (т.е. без днища). В сечении деталь выглядит как кольцо.
Где могут применяться обечайки?
Обечайки используются в машиностроении (патрубки, переходные кольца от одной толщины трубы к другой, конические переходы от одного диаметра к другому), как элемент корпуса паровых котлов и баллонов высокого давления, а также при изготовлении нестандартных трубопроводов. Кроме того, обечайки используются в конструкции емкостей для хранения сыпучих материалов и в транспорте для перевозки жидких и газообразных веществ. Часто обечайка является основным элементом корпуса, т.к. именно она держит всю конструкцию (например, из обечайки может быть изготовлено переходное кольцо, которое соединяет трубы разной толщины). Ещё одна сфера применения обечаек – строительство. Часто в промышленных помещениях или в кафе и ресторанах прокладывается собственный газопровод. Он монтируется в бетонном полу. В местах, где труба входит в пол или выходит из него, её защищают от повреждений футляром из обечайки. Купить обечайки можно в ООО «Регион». Мы изготавливаем обечайки на собственном оборудовании, в том числе по чертежам заказчика.
Технология изготовления обечаек.
Обечайки могут быть изготовлены разными способами. Выбор способа изготовления обечаек зависит от толщины металла и требований к прочности готовой детали. Наиболее экономичный способ изготовления обечаек – вальцовка, т.е. деформирование листового материала (сталь, алюминий) вдоль определенного направления. Вальцовка может быть холодной или горячей, в зависимости от толщины материала. Как правило, тонкостенные обечайки изготавливаются методом холодной вальцовки, а толстостенные – горячей.
Вальцовка производится на специальном станке – вальцах. Листовой материал, из которого необходимо изготовить деталь, прокладывается между валами, которые подгибают его до нужного радиуса.
Для изготовления простой цилиндрической обечайки достаточно вальцов с тремя валами. Полученная в результате деталь, может использоваться в изготовлении аппаратов химической промышленности, а так же в строительстве при прокладке газопроводов.
Для некоторых задач необходима более сложная деталь – коническая обечайка. Она используется для соединения труб или обечаек разного диаметра, а так же в различных аппаратах, при помощи которых перегоняют жидкие или вязкие субстанции.
Для изготовления конической обечайки используется четырехвальцевый аппарат, в котором лист металла зажимается между нижним и верхним валами, а его изгиб осуществляется боковыми валами. Обечайка, чаще всего, изготавливается из несварной заготовки. В случае, когда диаметр детали составляет 600 мм. обечайка может изготавливаться из заготовки с одним сварным швом. Детали большего диаметра могут изготавливаться из листа с несколькими сварными швами. Сложнее всего изготовить обечайки с критическим соотношением внутреннего диаметра и толщины стенок. Для того, чтобы такая деталь соответствовала предъявляемым к ней требованиям, после сварки обечайки производится её калибровка.
Специалисты ООО «Регион» готовы выполнить сложные заказы, в том числе на нестандартные обечайки с критическим соотношением внутреннего диаметра и толщины стенок. Кроме вальцовки есть и другие способы изготовления обечаек: гибка металла, литье полуобечаек и их сварка, центробежное литье. Все эти способы более трудоемки и дорогостоящи. Методом центробежного литья изготавливают бесшовные обечайки. Они более прочные и стойкие к механическим нагрузкам, по сравнению с деталями, имеющими сварной шов. Кроме того, детали, изготовленные методом центробежного литья, отличает высокая плотность металла, отсутствие в нем шлаковых включений и воздушных полостей, высокая износостойкость. Благодаря этим характеристикам, литые обечайки могут использоваться в конструкциях, подвергающихся значительным нагрузкам, но и стоят они дороже сварных.
Если вам нужно изготовить обечайки, обращайтесь в ООО «Регион». Наш большой опыт работы позволяет качественно и в срок выполнять даже самые сложные заказы.
Особенности дефектов, описание технологии
При вальцовке работы проводятся с подгибом листа либо без выполнения данной операции, всё зависит от геометрических размеров детали, изначальных показателей по прочности. Когда выбирают оборудование, данные параметры играют не менее важную роль. При изготовлении обечайки могут иметь следующие размеры:
- Толщина в пределах от 3 до 100 мм.
- Длина – 30-3100 мм.
- Диаметр наружной стороны – 20-280 сантиметров.
При деформации внутри деталей из металла искажения доходят до предельных значений. Также меняется и толщина.

Сама операция по вальцеванию конструкций из металла и из нержавейки состоит из двух основных стадий – гибка, непосредственно сама вальцовка. Последняя часть процесса отличается тем, что способствует перемещению гибки по всей поверхности, подвергаемой обработке.
Металл подвергается двум видам деформации – начинается с упругой, потом переходят к пластической. Чем меньше радиус загибания – тем больше надо прилагать усилий. Это связано с тем, что увеличивается слой металла в мм, который требует волочения.
В металле могут возникать внутренние напряжения после того, как вальцевание металла заканчивается. Существует три разновидности подобных явлений. Их учитывают и те, кто работает в городе Обнинске.
- Зональные напряжения появляются между отдельными зонами сечения и частями детали. Именно эта деформация больше всего способствует появлению дефектов, потому она считается наиболее опасной. После появляются коробления и трещины на поверхности валков, других деталей. Их свойства зависят от градиента температур, появляющегося между разными частями детали во время температурного воздействия. Для измерения также пользуются мм.
- Изменения структурного типа происходят у зёрен внутри либо снаружи. Появление напряжений связано с различными расширительными коэффициентами, обладающими разными характеристиками. Образование новых фаз различных объёмов тоже может привести к дополнительным предметам. Это негативно влияет на изготовление рулонных и других видов деталей. Обнинск не исключение.
- Напряжения третьей группы появляется внутри объёма нескольких ячеек, составляющих кристаллические решётки. Из-за этого может усложняться подгибка кромок.
У всех напряжений разная природа образования. Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру.
Проблемы легко устраняются, для этого достаточно использовать термообработку. Ведь сам характер деформаций изменяется, если их сильно охладить либо нагреть. К примеру, при повышении температур происходит расширение поверхностных слоёв. Но сердцевина остаётся непрогретой, создаёт дополнительные препятствия. Это касается и кромок.
Это приводит к появлению напряжения сжатия. Обечайка 24 миллиметра не исключение. Но охлаждение делает так, что процессы происходят в обратном порядке. У поверхностных слоёв температура обычно меньше.
Именно поэтому они подвержены напряжениям больше, чем те слои, что находятся глубже. Но после окончательного охлаждения температура будет выровнена на всей поверхности металла. Развальцовка не нужна. А вот дополнительная настройка никогда не помешает.
При этом не стоит ждать, что дефекты будут устранены окончательно. Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.
Термическая обработка, например, отпуск, имеет и другие полезные свойства для изделий с углом. Потребность в этой операции могут испытывать те, кто работает с закалённой сталью.
Структурно-напряженное состояние для таких материалов стало практически нормой. Основа становится более пластичной, когда повышается температура. Чем она больше – тем дольше длится сама обработка. Что и позволяет снять большую часть напряжений. Картонные изделия во многом похожи на металлические.
Почему обечайки так необходимы?
Эти детали становятся главными при построении корпусов. Среди узлов агрегата этот отличается материалоемкостью, наибольшей ответственностью. То есть, он принимает на себя максимум нагрузок. При прокладке технологических трубопроводов без данной конструкции вообще не обойтись, как и без валков.
Из обечаек изготавливают колонное оборудование, трубопроводы нестандартной формы. Каждое изделие сопровождается документом.
В машиностроении производство также невозможно представить без таких деталей. Обечайками можно назвать многие конструкции, имеющие коническую либо круглую форму. Главное – обращаться к изготовителю, который гарантирует полный контроль производственных процессов, соблюдение необходимых размеров.
Вальцевание – как проводить, какими инструментами?
Специальные прессы или машины – вот какие приспособления могут справиться с подобными видами обработки. Гибку обечаек нельзя осуществить только ручным методом. То же самое касается и гибки. Технология вальцовок должна соблюдаться максимально строго, иначе нужного результата не добиться, работая с установкой, занимаясь прокаткой.
Трёхвалковые вальцы – разновидность оборудования, которая часто используется для решения подобных задач. Встречается несколько разновидностей приспособлений:
- Ручные.
- Механические – в Санкт-Петербурге и других городах они получили широкое распространение.
- С электрическим приводом – такие широко используются в городе Обнинске.
Чаще всего в СПб и других городах используется вариант, когда валки располагаются в виде треугольника. Два находятся снизу, а один – сверху. Диаметры валков бывают разными, всё определяют характеристики требуемой детали. Длина вальцевания находится в пределах 340-3000 мм.
Электрическое оборудование – гораздо более лёгкий вариант для использования. Это можно понять, ознакомившись с нормативной документацией. Но и его стоимость доступна далеко не каждому. Если не планируется открывать крупномасштабное производство, то можно обойтись и более простыми вариантами установок. Такие имеют простой угол.
Видео: изготовление обечайки из нержавейки толщиной 3 мм.
Изготовление
Типовой технологический процесс производства обечаек включает такие этапы:
- Очистка заготовки (удаление окалины и следов коррозии).
- Выполнение правки листового проката.
- Разметка заготовок, их раскрой.
- Резка листов на заготовки.
- Подготовка кромок под проведение сварочных работ.
- Сборка заготовок.
- Выполнение сварки карт.
- Вальцовка (круговая гибка) обечаек.
- Сварка стыков.
- Правка.
- Контроль.
Подготовка кромок
Операция необходима для получения требуемой формы кромки, избавления от дефектов, возникших при проведении резки листа. Форма кромок должна отвечать отраслевым стандартам, техническим условиям и требованиям. Методы обработки кромок обечаек под сварку не должны приводить их механическому повреждению. Возможные варианты:
- Подготовка кромок с применением абразивного круга с зачисткой с двух сторон плоскости листа в зонах разделки кромок и точек будущей сварки, на расстоянии 40 мм от торцов.
- Зачистка кромок с помощью электрической шлифовальной машины, на плиточном стенде, до абсолютного удаления трещин, ржавчины, окалины.
- Обработка кромок способом фрезерования проводится с закреплением заготовок на столах фрезерных станков того или иного типа. Инструментами фрезерования служат фрезерные головки и фрезы. Кромки под поперечные швы в днищах и обечайках обрабатывают на токарных и расточных станках.
- Местная зачистка кромок и небольшой объем работ выполняется с помощью пневмозубила.
Обечайка
Обечайка — это открытый цилиндрический или конический элемент металлоконструкции (типа обода, барабана, кольца, короткой трубы). Обечайки изготавливаются методом. Гибка листа осуществляется в вальцах (листогибочной машине), толстолистовая сталь деформируются с предварительным подогревом.
Обечайки находят применение в строительной, металлургической, нефтеперерабатывающей промышленности. Самое большое количество заказов на производство обечайки мы получаем от машиностроительных предприятий.
Обечайки производятся для дальнейшего использования:
- в сварных металлоконструкциях: аппаратов, труб, котлов, баков, силосов, резервуаров, емкостей;
- в качестве заготовки: стальных бандажей, фланцев, бандажных колец, крановых барабанов, тормозных барабанов, конвейерный барабанов, роликов, патрубков, подбандажной обечайки вращающихся печей и других элементов промышленного нестандартного оборудования;
- в кожухах магистралей и конструкций опор мостов, водоводов, канализаций, переходов;
- для изготовления промышленных дымовых труб, вентиляционных труб, газоходов.
- деталей технологических трубопроводов: отводы сварные, тройники, переходы, патрубки из нержавейки, компенсаторы, опоры трубопроводов.
Технология вальцовки листового металла.
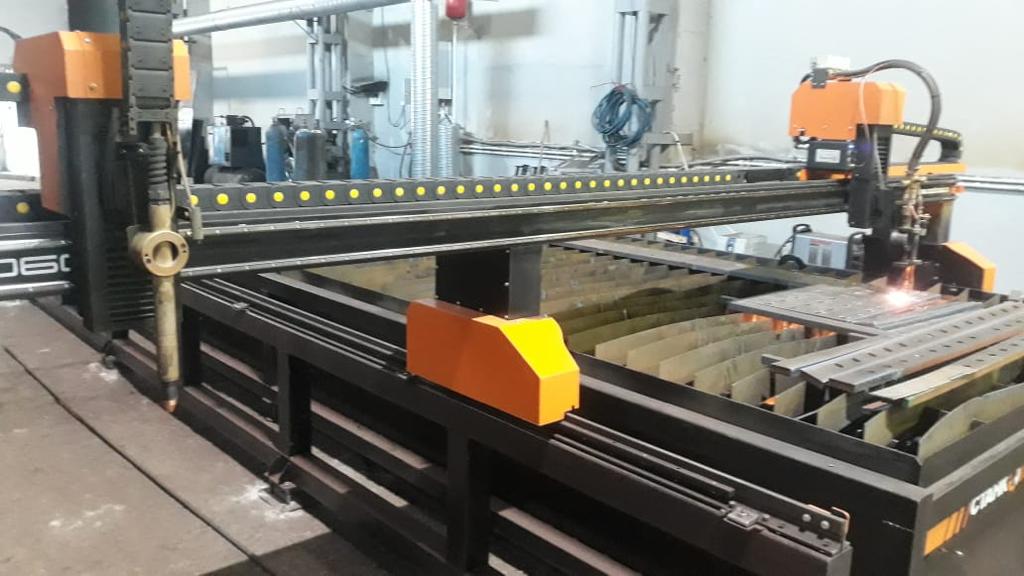
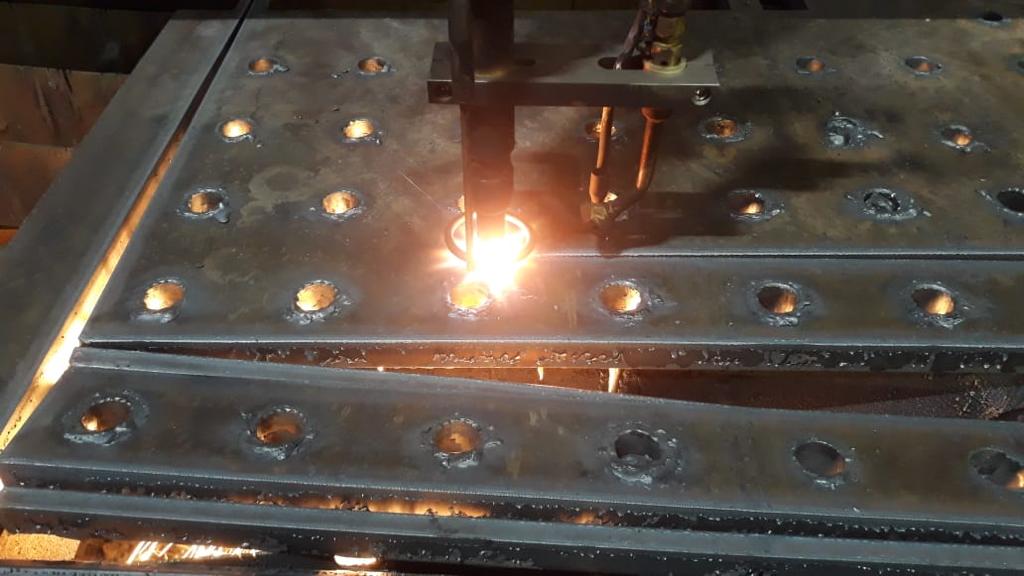
В сварочно-сборочном цехе имеется более десяти единиц вальцовочного оборудования, в том числе трех и четырехвалковая листогибочная машина позволяющая гнуть листы стали 09Г2С длинной до 2000 мм., толщиной до 40 мм при холодной гибки и до 80 мм- при горячей. При этом минимальный внутренний диаметр получаемой заготовки 400 мм. Возможности оборудования позволяют вальцевать лист в различные формы обечайки: цилиндрическую, коническую, сферическую. Раскрой листового металла производится на портальной машине газо-плазменного раскроя металла. Операции сварки обечайки производится с использованием опорных роликовых вращателей, сварочных позионеров и манипуляторов. Сварка продольного и кольцевого шва может производится полуавтоматические установки для сварки под флюсом. Термическое оборудование представлено газовыми печами для нормализации и нагрева заготовки. В соответствии с требованиями к качеству продукции и технических условий заказчика на предприятии производится 100% контроль сварных швов ультразвуком (УЗК). По требованию заказчика на предприятии может быть произведена мехобработка торцев обечайки под сварку на токарных и токарно-карусельных станках.




сборка обечайки барабана на сварочном манипуляторе
механическая обработка торцов обечайки под сварку
Преимущества при изготовлении обечайки в компании ООО «Промсервис»
- разработка точных расчетов развёрток изделий с учётом элементов сопряжения деталей (трубы, фланцы, патрубки, тройники, отводы, люки, кольца, бандажи);
- полный технологический цикл изготовления обечайки: резка, вальцовка, сварка, калибровка (в том числе на горячую при температуре до 400-500°С), термообработка;
- механическая обработка обечайки по длине и диаметру, обработка торцов обечайки под сварку;
- возможность изготовления обечайки необходимой длинны, большого диаметра, толстостенной обечайки, сферической и конической формы обечайки;
- изготовление обечайки из нержавейки, жаропрочных и других специальных сталей;
- испытание и контроль сварных соединений обечаек методом: УЗК, рентген, капиллярный, испытание на образцах.
Технология и особенности изготовления и вальцовки обечаек
Вальцовка обечаек относится к одному из важнейших технологических процессов. Без этого этапа невозможно представить изготовление цилиндрических деталей. Особенности, сама технология и используемый инструмент заслуживают отдельного рассмотрения. Как и части валков.
- Основная терминология, суть вальцовки
- Особенности дефектов, описание технологии
- Вальцевание – как проводить, какими инструментами?
- Почему обечайки так необходимы?
Основная терминология, суть вальцовки
Сначала необходимо разобраться с основными понятиями, которые используются в такой сфере деятельности, как изготовление обечаек.
- Вальцевание – способ обработки заготовок с металлом при помощи высокого давления. Форма детали в результате изменяется, с равномерным распределением по длине. Без данного этапа невозможно представить создание большого количества деталей.
- Операция проводится при помощи вальцовочного инструмента. Название валков получили другие детали.
- После завершения операции появляются готовые детали либо заготовки, потом проходящие дополнительную штамповку. И поставляются, например, в Обнинск.
Обечайки, изготовление которых не так трудно организовать – конструкционный элемент цилиндрической либо конической формы. Выполняется с использованием нескольких форм:
- барабан;
- недлинная труба;
- кольцо;
- обод.
Особенности дефектов, описание технологии
При вальцовке работы проводятся с подгибом листа либо без выполнения данной операции, всё зависит от геометрических размеров детали, изначальных показателей по прочности. Когда выбирают оборудование, данные параметры играют не менее важную роль. При изготовлении обечайки могут иметь следующие размеры:
- Толщина в пределах от 3 до 100 мм.
- Длина – 30-3100 мм.
- Диаметр наружной стороны – 20-280 сантиметров.
При деформации внутри деталей из металла искажения доходят до предельных значений. Также меняется и толщина.

Сама операция по вальцеванию конструкций из металла и из нержавейки состоит из двух основных стадий – гибка, непосредственно сама вальцовка. Последняя часть процесса отличается тем, что способствует перемещению гибки по всей поверхности, подвергаемой обработке.
В металле могут возникать внутренние напряжения после того, как вальцевание металла заканчивается. Существует три разновидности подобных явлений. Их учитывают и те, кто работает в городе Обнинске.
- Зональные напряжения появляются между отдельными зонами сечения и частями детали. Именно эта деформация больше всего способствует появлению дефектов, потому она считается наиболее опасной. После появляются коробления и трещины на поверхности валков, других деталей. Их свойства зависят от градиента температур, появляющегося между разными частями детали во время температурного воздействия. Для измерения также пользуются мм.
- Изменения структурного типа происходят у зёрен внутри либо снаружи. Появление напряжений связано с различными расширительными коэффициентами, обладающими разными характеристиками. Образование новых фаз различных объёмов тоже может привести к дополнительным предметам. Это негативно влияет на изготовление рулонных и других видов деталей. Обнинск не исключение.
- Напряжения третьей группы появляется внутри объёма нескольких ячеек, составляющих кристаллические решётки. Из-за этого может усложняться подгибка кромок.
У всех напряжений разная природа образования. Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру.
Проблемы легко устраняются, для этого достаточно использовать термообработку. Ведь сам характер деформаций изменяется, если их сильно охладить либо нагреть. К примеру, при повышении температур происходит расширение поверхностных слоёв. Но сердцевина остаётся непрогретой, создаёт дополнительные препятствия. Это касается и кромок.
Это приводит к появлению напряжения сжатия. Обечайка 24 миллиметра не исключение. Но охлаждение делает так, что процессы происходят в обратном порядке. У поверхностных слоёв температура обычно меньше.
Именно поэтому они подвержены напряжениям больше, чем те слои, что находятся глубже. Но после окончательного охлаждения температура будет выровнена на всей поверхности металла. Развальцовка не нужна. А вот дополнительная настройка никогда не помешает.
При этом не стоит ждать, что дефекты будут устранены окончательно. Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.
Термическая обработка, например, отпуск, имеет и другие полезные свойства для изделий с углом. Потребность в этой операции могут испытывать те, кто работает с закалённой сталью.
Вальцевание – как проводить, какими инструментами?
Специальные прессы или машины – вот какие приспособления могут справиться с подобными видами обработки. Гибку обечаек нельзя осуществить только ручным методом. То же самое касается и гибки. Технология вальцовок должна соблюдаться максимально строго, иначе нужного результата не добиться, работая с установкой, занимаясь прокаткой.
Трёхвалковые вальцы – разновидность оборудования, которая часто используется для решения подобных задач. Встречается несколько разновидностей приспособлений:
- Ручные.
- Механические – в Санкт-Петербурге и других городах они получили широкое распространение.
- С электрическим приводом – такие широко используются в городе Обнинске.
Чаще всего в СПб и других городах используется вариант, когда валки располагаются в виде треугольника. Два находятся снизу, а один – сверху. Диаметры валков бывают разными, всё определяют характеристики требуемой детали. Длина вальцевания находится в пределах 340-3000 мм.
Электрическое оборудование – гораздо более лёгкий вариант для использования. Это можно понять, ознакомившись с нормативной документацией. Но и его стоимость доступна далеко не каждому. Если не планируется открывать крупномасштабное производство, то можно обойтись и более простыми вариантами установок. Такие имеют простой угол.
Видео: изготовление обечайки из нержавейки толщиной 3 мм.
Почему обечайки так необходимы?
Эти детали становятся главными при построении корпусов. Среди узлов агрегата этот отличается материалоемкостью, наибольшей ответственностью. То есть, он принимает на себя максимум нагрузок. При прокладке технологических трубопроводов без данной конструкции вообще не обойтись, как и без валков.
Из обечаек изготавливают колонное оборудование, трубопроводы нестандартной формы. Каждое изделие сопровождается документом.
В машиностроении производство также невозможно представить без таких деталей. Обечайками можно назвать многие конструкции, имеющие коническую либо круглую форму. Главное – обращаться к изготовителю, который гарантирует полный контроль производственных процессов, соблюдение необходимых размеров.
