
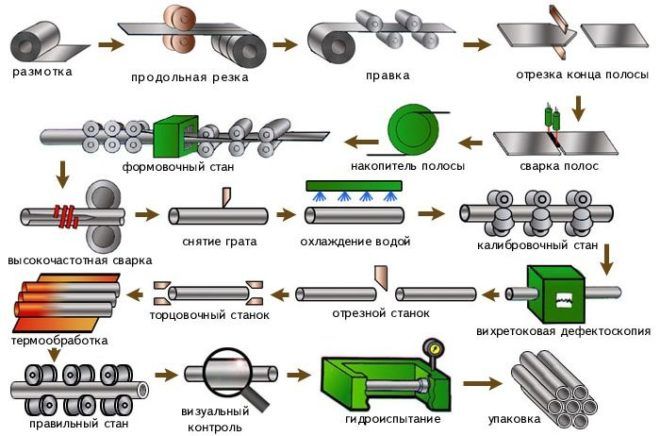
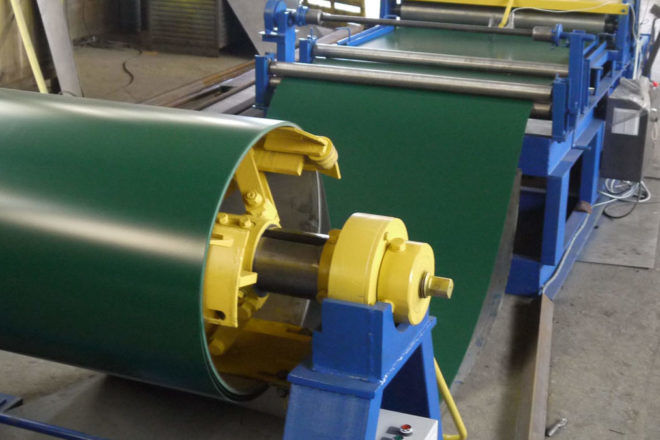
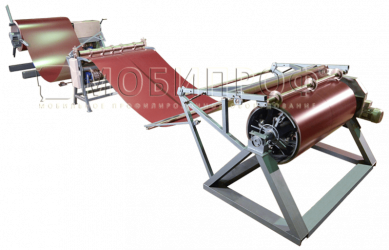
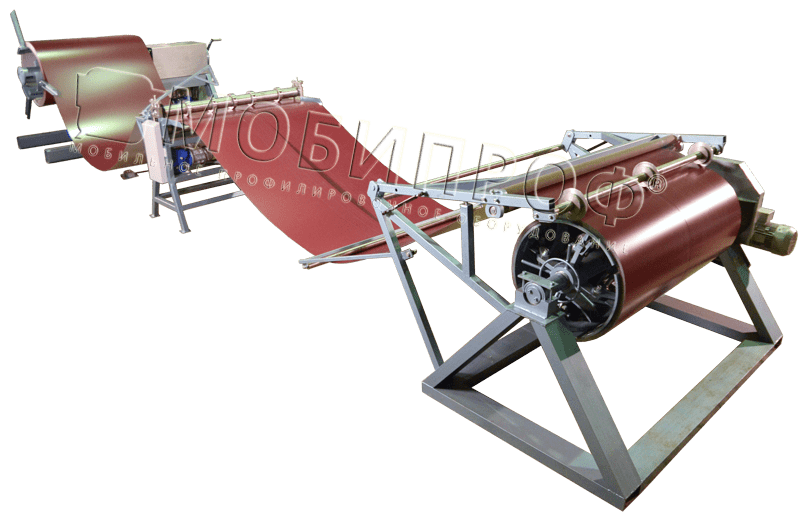
Агрегат продольной резки рулонной стали
Продольная резка металла — станки, линии, агрегаты
Продольная резка металла предполагает резку стали на штрипсы, полосы и ленты.
Роспуск рулонов на штрипсы осуществляется при помощи современной автоматической линии и высококвалифицированного персонала.

Благодаря этому продольная резка осуществляется по всем требованиям и стандартам.
Технология процесса
Начало технологического процесса заключается в том, что предварительно нужно нарезать полосу на определенную длину. Затем, к надрезанным участкам подсоединяют ток.
Величина силы тока должна обеспечить локальный нагрев полосы в месте, где происходит раздел температуры плавления металла.
Величина тока зависит от толщины полосы, физико-химических свойств металла и частоты подводимого электрического тока.
Благодаря локальному нагреву полосы в месте распределения до температуры плавления металла — наблюдается снижение усилия при резке.
Это связано с тем, что механические свойства металла начинают понижаться в месте разделения до температуры плавления.
Благодаря этому ножи можно заменить парой разделительных роликов, изготовленных из углеродистой стали.
Продольно поперечная резка металла предполагает образование новых, более узких полос, которые не имеют заусенцев и получаются закругленными.
Благодаря этому, обеспечиваются все требования, которые предъявляют к заготовкам, для изготовления гнутых профилей сварных прямошовных труб.
Представленная технология процесса способствует получению высокого качества продольной резки полос при использовании одного и того же инструмента.
Кроме этого, такие полосы не нуждаются в дополнительных операциях и оборудовании, что значительно сокращает затраты.
Оборудование для продольной резки
Для осуществления процесса резки листового металла применяется различное оборудование. При выборе оборудования необходимо учитывать поставленные цели и задачи.
Таким оборудованием может быть: простейшая машина для резки металла, станок для продольной резки металла, линия продольной резки или линия поперечной резки.
Cтанки
Механический станок продольной резки металла используют для осуществления резки таких листовых материалов, как медь, оцинкованная сталь, алюминий, бумага, картон, ПВХ и многое другое.
Для листореза характерно наличие двух пар синхронизированных валов.
В состав первой пары входят обрезиненные валы, благодаря которым обеспечивается подача материала в режущие дисковые ножи, а также скидывание ленты с рулоноразматывателя.
Для второй пары валов, на которых установлены роликовые дисковые ножи, характерно осуществление продольного реза.
Станок продольной резки металла обладает столом, на котором имеются регулируемые направляющие, для осуществления правильной подачи материала под различную ширину ленты или листа.
Механические станки продольной резки могут быть дополнительно оснащены устройством для нанесения защитной пленки.
Станок продольно поперечной резки металла механического или электромеханического типа также может быть оснащен поперечным роликовым ножом, который осуществляет поперечную резку листа в размер по длине.
Фиксация дисковых ножей, обладающих двухсторонней заточкой, осуществляется на валу при помощи упорного винта.
Линия
Линия продольно поперечной резки металла очень активно применяется, как в мелком производстве, так и в промышленных масштабах.
Преимущество представленного оборудования заключается в том, что оно универсально.
Такая линия может обрабатывать листы сразу в нескольких направлениях. Благодаря чему увеличиваются возможности данного станка.
Суть работы данного оборудования заключается в том, что дисковые ножницы начинают свободно перемещаться вдоль вала.
Благодаря чему — можно осуществить настройку и выбрать абсолютно любую ширину будущей заготовки.
Благодаря сенсорному монитору, путем ввода параметров по длине, прочности рабочего корпуса и высокой точности реза, можно достичь высокой производительности и качества работы.
Особенности линии продольной резки металла:
- В состав представленной линии входят размыватель, система подачи, блок разрезания и прочие составляющие. Данная линия продольной резки рулонного металла необходима для обработки и нарезания широкого рулона на полоски определенной ширины и длины. Разрезание листов является подготовительной процедурой перед прокаткой, сваркой, штамповкой и профилировкой. Обработка нецветных металлов может осуществляться при помощи режущих лезвий;
- Основная функция линии заключается в раскрое рулонного материла, обладающего различной толщиной по заданным размерам;
- После осуществления разрезания, ленты необходимо обработать на специальном оборудовании;
- Представленная линия продольной резки рулонного материала обладает приводом постоянного тока. Оборудование представляет собой единую производственную линию;
- С целью высокоскоростной обработки или для тонкого листа, линия укомплектуется системой контроля натяжения с канавкой;
- Данное оборудование может осуществлять работы с различными видами стали.
Агрегаты
Агрегат продольной резки металла осуществляет свою работу в автоматическом режиме.
Суть его работы состоит в следующем. На тележку загрузочного устройства устанавливают рулон металла.
Тележка с рулоном начинает двигаться по рельсам и размещает рулон на барабан разматывателя.
После этого лента направляется к ножницам поперечной резки, где подрезаются кромки и вырезаются дефектные участки.
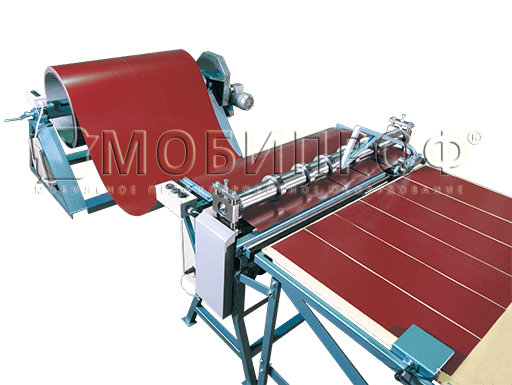
После этого — лента обрабатывается на дисковых ножницах, где осуществляется продольная резка ленты на штрипсы.
После прохождения петлевого компенсатора и натяжного устройства, штрипсы начинают наматываться на барабан наматывателя.
Штрипсы затем снимаются с барабана наматывателя при помощи разгрузочного устройства.
Пульт управления относится к рабочему месту оператора.
При помощи клавиатуры пульта устанавливается режим работы агрегата, а также контролируются работ оборудования (скорость разрезания, состояние узлов оборудование).
Продольная резка металла на сегодняшний день занимает лидирующие позиции. Существует множество компаний, которые предлагают свои услуги по осуществлению данной работы.
Цены такой услуги зависят от того, какое оборудование используется, вид и размеры подаваемого материала и квалификация рабочего персонала.
Особенности продольной резки рулонного метала
Линия продольной резки рулонного метала – современный подход к производству штрипсов. На сегодня различные отрасли промышленности не смогли бы обойтись без применения листового металлопроката. Благодаря технологиям такие линии выполняют высокие требования стандартов, а при упаковке и транспортировке сохраняются эксплуатационные качества металла.
Качество резки рулонного металла достигло высокого уровня. Особенно в производствах, где эксплуатируются режущие станки для резки рулонной стали. На выходе получается соответствующая стандарту продукция, на которой нет необходимости проводить дополнительные работы.
С точки зрения экономической эффективности, именно поперечная и продольная резка металла позволяет достичь снижения себестоимости продукции и увеличить эффект от производства.
Предпосылки для масштабного применения
Популярность линии резки рулонного металлопроката вызвана большим ассортиментом товаров, которые выпускает линия продольной резки металла. Из готовой продукции изготовляют прямошовные трубы, слоеные стройматериалы.
Линия поперечной резки рулонного металла позволяет организовать штамповочное производство различных товаров, без нее не обходится ни один элемент литейно-прокатных комплексов.
При разрезе металл классифицируется на три вида жести:
- толщиной до 2 мм;
- имеющую диапазон толщины от 2 до 4 мм;
- толщиной свыше 4 мм.
Первые два вида металлов предполагают применение холодной прокатки, в то время как при разрезе 4 мм жести применятся горячий вид обработки.
Наибольшее распространение в производстве нашли рулоны, произведенные путем холодной прокатки. Выполняется этот процесс из металлических рулонов следующих размеров:
- толщина в диапазоне 0,25–4 мм;
- ширина – 12,30 см,
- длина до 30,00 см.
При этом вес таких рулонов достигает 15 тонн.
При резке таких металлических рулонов, учитываются технические характеристики этого материала, поэтому в этом процессе мастера применяют особые станки и специальное оборудование.
Технология процесса
В начале технологического процесса необходима предварительная нарезка полос до требуемой длины. Далее, к этим полосам подсоединяется электричество.
Мощность электрического тока обеспечивает точечный нагрев полосы. За счет этого обеспечивается температурный раздел и плавление металла. При определении величины тока учитывается толщина полосы, частота подводимого электрического тока и физико-химические свойства металла.
Продольная резка металла обязательным образом сопровождается локальным нагревом полосы для снижения сопротивления при резке. Это объясняется тем фактом, что нагревание до высоких температур сопровождается снижением механических свойств металла. Линия продольной резки материала способствует образованию более закругленных полос меньшей ширины, не имеющих заусенец.
За счет этого обеспечивается соответствие всем требованиям стандартов, предъявляемым к процессу изготовления гнутых профилей сварных прямошовных труб.
Вдобавок к этому, при таком методе разрезании полос не появляется необходимость дополнительной обработки и прочих операций. Это означает, что линия продольной резки рулонного металла является экономически очень эффективной.
Линия продольной резки листового металла
Особенности процесса работы
Линия поперечной резки металла вместе с продольной имеет похожий принцип функционирования. Материал удерживается особыми дисковыми ножницами, а далее после фиксации между верхним и нижним валами происходит резка.
Разделение происходит под влиянием напряжения, прижимающегося к верхнему валу. За все время процесса верхние и нижние валы постоянно сохраняют движение для непрерывной подачи листов.
Поскольку под действием высокой температуры жесткость металла ослабевает, в процессе резки диски зачастую заменяются углеродистыми стальными вальцами, заблаговременно нагрев металл с помощью электричества. При замене дисков вальцами мастера обеспечивают высокое качество резки.
Виды резки и для чего они нужны
Узкие металлические полосы востребованы как в массовом, так и в мелкосерийном производстве.
В первом случае изготовляемая продукция предназначена для применения в вентиляционных системах и кровельных работах, при установке рекламных сооружений.

А в мелкосерийном производстве, что на практике подразумевает более тонкую работу, выполняется разрезание металла ювелирного качества.
В таком типе производства различают следующую классификацию видов резки:
- резка фигурная – процесс, когда заранее обозначается фигура, по которой движется лазер и вырезает установленный программой элемент. При резке декоративных изделий такой метод позволяет избежать повреждений;
- резка металла по контуру – процесс, после которого материал не подвергается дальнейшей полировке или какой-либо обработке. При резке сложных фигур этот метод резки подходит незаменимо. Диаметр режущего луча не превышает 0,4 мм;
- резка лазером – более модернизированная технология, которая позволяет значительно сократить процесс обработки, при этом не влияет на качество. При этом такая технология весьма недорогая, ведь отсутствует процесс рубки и фрезеровки.
Точная форма конечной продукции обеспечивается за счет технологии, устраняющей динамическое воздействие на продукцию. Именно резка лазером применяется при изготовлении мебельных гарнитуров, разного оборудования, а также машин.
После резки лазером поверхность материала становится идеальной гладкой и отполированной. А также осуществляется регулировка глубины лазера, что очень существенно при резке сложных фигур.
Поперечная резка металла – сложный процесс, требующий от мастеров настоящего профессионализма и щепетильного выполнения правил.
На каждом этапе технология имеет контрольные точки, это помогает проверить правильность выполнения работы, а также состояние изделия.
Поэтому применение линии продольно-поперечной резки металла способствует ускорению процесса изготовления деталей и изделий. Состоит линия резки из нескольких комбинированных частей, это позволяет разбить технологию на небольшие логические циклы. За счет этого процесс резания существенно ускоряется.
Рентабельность
Эффективность такого предприятия на современном рынке высока, но основные факторы могут существенно влиять на ежегодную прибыль. Если производство расположено в отдаленном городе, сбыт и фасовка готовых изделий происходит нерегулярно. В таком случае падает спрос, а также основной процент денежных вливаний.
Располагать предприятие такого профиля необходимо в черте промышленного региона, где потребность в производимой продукции будет высока.
Видео: Линия продольной резки металлопроката
Линии продольной резки рулонного металла






- HP-700
- НР-1250
- РМ2С-625
- РМ2С
- РМ-620
- РМ-1250
- РМСЦ-1250
- РМ-1250-Э
- РМСЦ-1250-Э
- РМ-1500
- РМСЦ-1500
- КР-2,0
- КР-2,0-АСУ
- КР-5,0
- КР-7,5
- КР-10
- СПР-1250/3-Р (ручной до 0,8 мм)
- СПР-1250/3-А (с электроприводом до 0,8 мм)
- СПР-1250/5-А (с электроприводом до 1,5 мм)
- СПР-1250/10-А (с электроприводом до 1,5 мм)
- СППР-1250/5-АСУ (автоматизированный до 1,5 мм)
- ЛППР-1250/3-Р (ручная до 0,8 мм)
- ЛППР-1250/3-А (с электроприводом до 0,8 мм)
- ЛПР-1250/5-А (с электроприводом до 1,0 мм)
- ЛППР-1250/5-АСУ (автоматизированная до 1,5 мм)
- ЛППР-1250/5-А (с электроприводом до 1,5 мм)
- Металлический штакетник
- КНАУФ
- Шляпный/омега профиль
- С- и П- профиля
- Г- профиль
- Z- профиль
- Отливы оконные
- Подоконный отлив
- Армирующий профиль
- Лотки для теплиц
- Металлосайдинг
- Т- профиль
- Кровельный конек/Ендова
- Карниз жалюзи
- Теплораспределительные пластины
- Профильные кольца СПП-74.10
- Профильные кольца СПП-К420
- Заборные жалюзи
- Декоративная крышка
- Завальцовки кромок Зв
- Завальцовки кромок Зв.Р
- Стальная обкладка
- Ограждение для грядок
- Кабельный лоток
- Каплеуловитель
- Профиль маячковый
- Уголок штукатурный
- Водосточный желоб
- ЛТБ-2000/0,8
- ЛТБ-2500/0,8
- РСХ-2000/0,8
- РСХ-2500/0,8
- РСХ-3000/0,8
- ХС2С
- ХС3С
- ХС23
- ХС33
- ПТН2050-20ЕЕ
- ПТН2050-30ЕЕ
- ПТН2050-40ЕЕ
- ПТН2550-20ЕЕ
- ПТН2550-30ЕЕ
- ПТН3050-20ЕЕ
- ПТН3050-30ЕЕ
- ПГЛ4000-20
- ПГЛ4000-30
- ПГЛ6000-20
- ПГЛ6000-30
- ПГЛ8000-20
- ПГЛ8000-30
- ПГЛ10000-20
- ПГЛ10000-30
- ПГЛ12000-20
- ПГЛ12000-30
- СФП-700
- СФП-700 Лайт
- СФП-700 КОМПАКТ
- СФПР
- СФПР-АСУ
- СФП-1250
- СФПЗ
- Рамки для фальца
- Бронзовый инструмент
- Полуавтоматический инструмент
- ФЗМ
- Универсальная рамка
- Универсальная рамка усиленная
- Кровельная рамка №1 для закрытия Г-образного фальца
- Кровельная рамка №2 для закрытия двойного фальца
- Круглогубцы арт. 28 15 01
- Хапы изогнутые 45⁰ арт. 28 21 01
- Хапы изогнутые 45⁰, арт. 28 21 02
- Хапы изогнутые 45⁰ арт. 28 21 51
- Хапы изогнутые 45⁰ арт. 28 21 53
- Плоскогубцы прямые арт. 28 20 54
- Хапы изогнутые 45⁰ арт. 28 21 54
- Хапы изогнутые 90⁰ арт. 28 22 51
- Хапы прямые арт. 28 28 01
- Клещи «попугай» арт. 27 95 01
- Клещи «ендова» арт. 28 26 01
- Универсальная модель, арт. 26 50 03
- Для прямого реза, арт. 26 90 11
- Ножницы рычажные, арт. 27 06 01
- Радиусные (правые), арт. 26 75 01
- Радиусные (правые), арт. 26 75 02
- Радиусные (левые), арт. 26 76 01
- Радиусные (левые), арт. 26 76 02
- Круглый рез (правые), арт. 26 77 01
- Круглый рез (левые), арт. 26 77 02
- Киянка клиновидная, арт. 27 85 01
- Киянка белая, арт. 27 85 02
- Киянка цветная, арт. 27 85 04
- Фальцевый молоток, арт. 16 14 01
- Оправка, арт. 27 88 01
- Оправка с ручкой, арт. 27 88 50
- Шалязен двойной, арт. 27 80 01
- Шалязен прямой, арт. 27 81 01
- Шалязен круглый, арт. 27 80 04
- Шалязен угловой, арт. 27 82 01
- Ус оправка арт. 27 84 01
- WUKO Bender А.2200 с 2-мя опорными роликами
- WUKO Bender А.2202 с 4-мя опорными роликами
- WUKO Bender А.2350 с 2-мя опорными роликами
- WUKO Bender А.3200 с 2-мя парами гибочных роликов
- ЗРМ-0,8
- ЗЭМ-0,8
- ФОС-1300/0,8
- ФОС.Р-1300/0,8
Производительность до 5 м/мин
Толщина продольного реза 0,35 — 0,8 мм
Ширина входящей полосы 1250 мм
Производительность до 6 м/мин
Толщина продольного реза 0,35 — 0,8 мм
Ширина входящей полосы 1250 мм

Производительность до 5 м/мин
Толщина продольного реза 0,35 — 1,5 мм
Ширина входящей полосы до 1250 мм
Производительность до 10 м/мин
Толщина продольного реза 0,35 — 1,0 мм
Ширина входящей полосы до 1250 мм

Производительность до 10 м/мин
Толщина продольного реза 0,35 — 1,5 мм
Ширина входящей полосы до 1250 мм
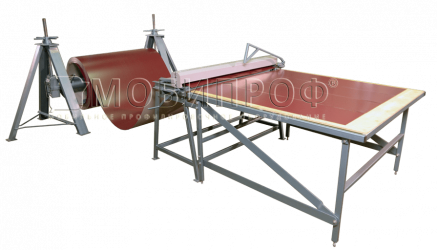
Линия продольно поперечной резки – это набор оборудования для качественного раскроя листового или рулонного металла. Компания «МОБИПРОФ» реализует линии резки металла в Москве и других городах России. Производимое нами оборудование для поперечного и продольного реза рулонного металла сертифицированы и отвечают современным требованиям качества, безопасности и функциональности. Производство осуществляется в соответствии с действующими отраслевыми стандартами.
Наши линии поперечной резки металла адаптированы для эксплуатации в российских условиях, поэтому отличаются повышенной надёжностью. При ихизготовлении используются передовые технологии, модернизированные системы проектирования и высококачественные материалы.
Особенности работы линии резки металла
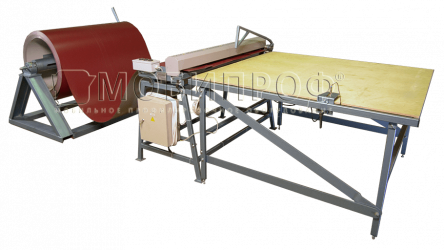
С помощью данного оборудования выполняется качественный поперечный и продольный раскрой металла на полосы заданной длины и ширины. Заготовками выступают как листы, так и рулоны. Ширина полос регулируется направляющими и достигает 1250 мм. Кроме раскроя возможно нанесение защитной плёнки и последующая намоткав рулоны (производство штрипса).
Линия резки рулонного металла состоит из следующих элементов:
- разматыватель (доступны разные модификации);
- станок продольной резки рулонного металла;
- дисковый нож или электромеханическая гильотина;
- приёмный стол длиной 1,5 метра;
- наматыватель (при необходимости).
Автоматизированная линия резки оснащается автоматической системой управления. С помощью пульта оператор задает необходимую длину и количество изготавливаемых полос.На линии поперечнойрезки можно успешно обрабатывать не только электротехническую и оцинкованную рулонную сталь с полимерным покрытием, но цветные сплавы толщиной от 0,3 до 1,5 мм (медь, алюминий, сплавы цинка и титана).
Виды линий продольно-поперечной резки рулонного металла
Вниманию покупателя представлено несколько линий для продольно-поперечного раскроя. Они различаются по следующим техническим параметрам:
- производительности (рулонные метры в минуту): от 5 до 10 м;
- максимальной толщине обрабатываемого листа: от 0,3 до 1,5 мм;
- наибольшей массы рулона: от 5000 до 10000 кг;
- режима работы: ручной, полуавтоматический, автоматический;
- потребляемой мощности: от 0,75 до 5,15 кВт;
- максимально возможного количества пар установленных ножей — до 15;
- размеров, массы.
Мы предлагаем следующие модели:
- ЛППР-1250/3-А;
- ЛППР-1250/3-Р;
- ЛППР-1250/5-А;
- ЛППР-1250/5-АСУ;
- ЛПР-1250/5-А.
Выбор определенной модели зависит от потребностей конкретного производства. Мы окажем экспертное содействие и поможем приобрести оборудование для изготовления штрипса, максимально соответствующее специфике эксплуатации.
Кроме того, у нас можно купить следующие комплектующие:
- дисковые ножи для продольного реза;
- устройство для нанесения плёнки;
- приводные двухопорные наматыватели;
- дополнительные секции для приёмных столов и прочие приспособления, необходимые для эффективной работы.
Преимущества линий поперечной резки металла
- Низкое энергопотребление;
- Высокая производительность;
- Универсальность в применении;
- Удобное управление, максимальный контроль;
- Долгий срок службы;
- Компактность, оптимальные габариты;
- Минимальное количество обслуживаемого персонала (1–2 человека);
- Широкий диапазон толщин перерабатываемого материала;
- Мобильность, взаимозаменяемость, свободная компоновка (узлы автономны и могут быть дополнены при необходимости);
- Отсутствие потребности в специальной подготовке помещения (станок можно установить просто на пол или разместить на строительной площадке в любом удобном месте).
Почему линии продольно-поперечной резки рулонного металла лучше покупать у нас?
- Большой опыт работы на рынке (с 1998 года);
- Возможность изготовления станков по индивидуальному заказу;
- Оперативная обработка заявки;
- Фирменная гарантия и квалифицированное сервисное обслуживание;
- Организация доставки по России.
Для заказа оборудования позвоните по телефону в Москве 8 (495) 966-18-90. Для бесплатного звонка из регионов России звоните по телефону 8 (800) 333-41-10. Менеджеры компании «МОБИПРОФ» предоставит актуальную информацию по всем вопросам и поможет определиться с выбором оборудования.
Продольная резка металла — технологоия и оборудование
Продольная резка металла практикуется в процессе заготовки штрипс, полос и лент, отделяемых от рулонов или мерных отрезков листового металлопроката. Причем данный процесс реализуется с помощью особых обрабатывающих комплексов или станков, работой которых управляет автоматика.
Только такое оборудование может обеспечить и должную производительность процесса резки, и нужное качество получаемых заготовок.
- Как это делается — технология резки
- Оборудование для продольной резки
- Станок продольной резки металла
- Линия продольной резки металла
- Агрегат продольной резки металла
Как это делается — технология резки
Продольно-поперечная резка металла, как правило, реализуется с помощью особого инструмента – дисковых ножниц. Полоса попадает в зону резания и зажимается между нижним валом с канавками и верхним валом с дисками. Резание осуществляется за счет прижимающего усилия, транслируемого на верхний вал. Причем оба вал вращаются, а лист металла подается в зону резания непрерывным потоком.
Для ускорения процедуры резания и снижения нагрузки на режущие диски предполагаемую линию разреза могут разогреть токами для повышения пластичности разделяемого материала. Если используется такая технология, то вместо дисковых ножей можно использовать обычные вальцы из углеродистой стали, которые не режут, а развальцовывают листы.
Оборудование для продольной резки
Вышеописанные способы резания можно реализовать на высокопроизводительных агрегатах, небольших станках и ориентированных на крупносерийное производство линиях.
Каждая разновидность оборудования ориентирована на определенную схему резания и обладает собственным набором достоинств и недостатков. Причем, выбор определенной модели резания или определенного агрегата связан с набором задач, решаемых с их помощью.
Станок продольной резки металла

Эта разновидность режущего оборудования используется для продольного или поперечного резания мерных листов металла. То есть, в подающие вальцы станка загружают не рулон, а заранее заготовленный лист, который транспортируется в зону резания.
Дисковые ножницы продольной резки металла, используемые в станках, без проблем разделяют на полосы нужной ширины и тонколистовую сталь, и медь, и листовой алюминий, и плотный картон, и конструкционные полимеры.
Причем режущий инструмент фиксируется на прижимном валу с помощью винтов. Регулировка ширины полос реализуется либо автоматически, либо вручную. Более совершенные модели не ограничиваются продольной резкой – на винтовых валах, у таких агрегатов фиксируют головку с режущими рольками, которая обеспечивает поперечную резку.
Кроме того, помимо резания такие станки могут быть оборудованы блоком для нанесения защитной пленки, которую наклеивают на лист до разделения материала на полосы.
Линия продольной резки металла
Линя резки используется как в мелкосерийном, так и в крупносерийном производстве. Такая система характеризуется высокой производительностью. С ее помощью можно нарезать из листового металла заготовки разной длины и ширины. В итоге, такие режущие системы используют для производства полуфабрикатов для трубной промышленности (штрипса), мерных заготовок для штамповки и прочей продукции, получаемой из листового проката.
Сама линия резки листового металла (или иного материала) состоит из следующих узлов и механизмов:

- Бункера, где хранится (на валу) рулон разрезаемого материала.
- Транспортера – системы подающих валов, с помощью которых осуществляется разматывание рулона и последующая подача листа в зону резания.
- Режущего узла – станка, с помощью которого осуществляется продольная резка рулонного металла. Причем в высокоскоростных линях в режущий узел встраивают аппарат, повышающий пластичность металла за счет нагрева индукционными токами.
Кроме того, любая линия оборудована помимо продольного блока резания еще и поперечным механизмом разделения обрабатываемого материала.
Причем высокоскоростная обработка вынуждает выстраивать систему управления работой линии на основе блоков числового программного управления.
А после резания листа, размягченные индукционными токами кромки нужно обработать дополнительно, сняв остаточное напряжение в структуре металла.
Главное преимущество таких линий – высокая скорость обработки и широта типоразмеров выпускаемых с их помощью заготовок. Ведь режущий блок с дисковыми ножами можно настроить на любую ширину, а поперечная система может двигаться с высокой скоростью, нарезая из лент квадратные или прямоугольные заготовки.
Агрегат продольной резки металла

Агрегаты – это полностью автоматизированные линии резки рулонного металла. Такие устройства используются только в крупносерийном производстве для заготовки больших объемов однотипных деталей.
Агрегат для резки рулонного металла состоит из следующих блоков:
- Транспортера – тележки с бункером, установленной на рельсы. Тележка двигается по рельсам в сторону, противоположную направлению подачи материала, лист разматывается и заправляется в транспортные вальцы прижимного типа. Вальцы удерживают лист от «сматывания в рулон» и прокатывают материал дальше. Такая схема позволяет ускорить подачу материала в зону резания. К тому же, «двигателем» в данном случае выступает тележка, а транспортные вальцы типа просто позиционируют положения листа.
- Комплекса предварительной обработки, обрезающего кромки и прогревающего лист перед вводом в зону резания. Причем отходы резания наматываются на отдельные бухты.
- Блока продольного резания, в котором лист разделяется на полосы нужных габаритов с помощью дисковых ножей.
- Петлевого компенсатора, замедляющего скорость движения нарезанных полос.
- Барабана, на который наматываются готовые полосы нужной ширины.
- Системы разгрузки барабана, снимающей с барабана рулон нужной ширины.
Разумеется, такие агрегаты управляются только автоматически. А полученные таким образом рулоны нарезанных полос могут двигаться дальше на менее производительные линии или станки, для последующей продольной или поперечной резки.
Продольная резка рулонной стали
Продольная резка рулонной стали выполняется на специальных станках или автоматических линиях, оборудованных дисковыми ножницами. После установки рулона металла на станок и последующей его размотки, дисковые ножницы производят продольную резку (роспуск на штрипс). Штрипс является конечным продуктом продольной резки и представляет собой металлическую ленту определенной ширина, которая в последствие сматывается в рулон и отправляется заказчику.
- Механическая обработка
- Термическая обработка
- Химико-термическая обработка
- Резка металла
- Газовая/газопламенная/кислородная резка
- Гидроабразивная резка
- Лазерная резка
- Плазменная резка
- Поперечная резка рулонной стали
- Продольная резка рулонной стали
- Продольно-поперечная резка рулонной стали
- Резка арматуры
- Резка на ленточнопильном станке
- Резка пресс-ножницами
- Рубка на гильотинных ножницах
- Фигурная резка труб
- Гибка металла
- Сварочные работы
- Литьё металла
- Обработка металлов давлением
- Прочие услуги металлообработки
- Изготовление деталей
Рекомендуемые предприятия в Московской области
ООО «ИМПОРТПРОМ»
Московская обл., д. Путилково, 69-й км МКАД, стр. 19
«Не нашли подходящего исполнителя? Разместите заказ
на портале и получайте предложения от предприятий уже сегодня.
Это бесплатно и не займет много времени»
Предприятия в Московской области
ООО «ТМК»
Московская обл., г. Лобня, ул. Краснополянский тупик
ООО «Новаметалл Трейд»
Московская обл., г. Ивантеевка, ул. Трудовая, д. 3В
ООО «ПКФ Ивантеевская Металлургическая Компания» («Деденевский завод металлоизделий»)
Московская обл., Дмитровский район, р. п. Деденево, Московское шоссе, д. 1, корп. 1
ООО «МЕТАЛЛТРЕЙДЕР»
Московская обл., Дмитровский район, п. Совхоза «Останкино», д. 26А
ООО «АрГо»
Московская обл., г. Москва, ул. Типографская, д. 10, стр. 1
ООО ПКФ «СТАЛЬИНВЕСТ»
Московская обл., Сергиево-Посадский район, д. Игнатьево, д. 2А
ООО «МСТ ИНЖИНИРИНГ»
Московская обл., г. Раменское, ул. Михайлевича, д. 49
ООО «Стимул»
Московская обл., Ленинский район, пгт. Горки Ленинские, промзона Технопарк
ООО «Металл-пром»
Московская обл., Солнечногорский район, д. Чашниково, Территория Промышленная зона Чашниково, стр. 1
ООО «ДОПТЕХ 119»
Московская обл., г. Ивантеевка, Центральный проезд, д. 27
ООО «МКМ-Групп»
Московская обл., г. Москва, проезд Завода Серп и Молот, д. 5, стр. 1А
ООО «Группа компаний «Гефест МСК»
Московская обл., г. Мытищи, Новомытищинский пр., д. 41, корп. 1, пом. IV
ООО «Руфтехэлемент»
Московская обл., Люберецкий район, п. Малаховка, ул. Калинина, д. 29А
ООО «Торг-Комс»
Московская обл., Люберецкий район, п. Красково, ул. 2-я Заводская, д. 2
ООО «Металлмос-Комплект»
Московская обл., г. Москва, Зелёный пр., д. 5
ООО «Глобус-Сталь»
Московская обл., г. Жуковский, ул. Чкалова, д. 52, стр. 1
ООО «МирМет»
Московская обл., Люберецкий район, п. Томилино, ул. Гоголя, д. 39/1
OOO «Инструмент»
Московская обл., г. Подольск, ул. Большая Серпуховская, д. 43, корп. 206
ИП Русаков А. А.
Московская обл., г. Москва, Зелёный проспект, д. 39
ООО «Металлон»
Московская обл., г. Люберцы, ул. 3-е Почтовое отделение, д. 50А
ООО «БВБ-Альянс»
Московская обл., г. Москва, ул. Генерала Дорохова, д. 12, стр. 1
ООО «Профметстиль»
Московская обл., Ногинский район, г. Старая Купавна, ул. Большая Московская, д. 3
ИП Агеенко С. Г.
Московская обл., г. Москва, ул. Народного Ополчения, д. 42, корп. 1
ООО «ВТНК»
Московская обл., г. Москва
«Не нашли подходящего исполнителя? Разместите заказ
на портале и получайте предложения от предприятий уже сегодня.
Это бесплатно и не займет много времени»
Продольная резка рулонной стали в соседних регионах
Посмотрите информацию о предприятиях, которые оказывают услугу «Продольная резка рулонной стали» в соседних регионах. Возможно вы найдете подходящего исполнителя среди них.
Калужская область (3) Тверская область (2) Рязанская область (1) Владимирская область (1) Ярославская область (1) Смоленская область (1) Тульская область (0)
Продольная резка рулонной стали
Для обработки металла применяют различные технологии, и одной из самых популярных среди них считается продольная резка рулонной стали. Она позволяет разделять монолитные металлические заготовки, придавать им требуемую конфигурацию и размер. Сталь режут на многочисленные тонкие идентичные полосы. Данная технология успешно соперничает с лазерной и плазменной видами обработки. Ее суть состоит в разделении листового проката за счет комплекта роликовых ножей (заготовка в этот момент непрерывно движется на станке).
Таким способом формируют тонкие стальные полосы. Эта услуга особенно востребована при проектировании трубопроводов, магистралей, по которым проходит газ и вода. Технология дает возможность получать простые в обработке заготовки. К преимуществам готовых изделий относят и повышенную коррозийную стойкость. Производство получается максимально качественным, заусеницы и другие производственные дефекты на полученной продукции отсутствуют.
Услуги продольной резки проката
Существует большое количество предприятий, оказывающих услуги продольной резки металла. Они занимаются производством рулонных штрипсов. Их получают при помощи специального оборудования, предназначенного для продольной резки стальных заготовок в рулонах. На предприятиях устанавливают линии, в состав которых входит несколько элементов:
- Разматывающее устройство;
- Лентопротяжной инструмент;
- Панель управления;
- Ножи для разделки на полосы;
- Наматывающее устройство;
- Тара для складирования готовой продукции.
Продольная резка рулонов стали — это полностью отлаженный процесс, позволяющий оперативно получать заготовки с соответствующими параметрами. Специальные станки ускоряют выполнение таких работ. Оператор, управляющий оборудованием, прилагает минимум усилий в сравнении с ручными методиками обработки стальных заготовок. Рулоны стали фиксируют в разматывателе. Принимая во внимание большую массу заготовок, эта операция автоматизирована. Затем обслуживающий персонал вручную разматывает листы и укладывает их на лентопротяжной механизм. Процесс резки активируется в момент подведения заготовки при помощи валиков к ножам. Стартует прокрутка резаков и металлические заготовки, проходя между ними, разделяются на полоски с обозначенной шириной. Происходит их намотка на барабан, формируются своеобразные катушки, затем их сгружают для последующего использования.
Услуги продольной резки проката в Москве и области доступны по цене. Чтобы ими воспользоваться, обратитесь в компанию, занимающуюся подобной деятельностью. Технология продольной разделки стальных заготовок обладает многочисленными достоинствами, которые и обусловливают ее широкое применение на предприятиях. Готовые изделия отличаются высоким качеством и эксплуатационной безопасностью. Всего этого удается достичь благодаря оборудованию, за счет которого и режут заготовки.
Портал «Металлообработчики»
в Московской области

