
Отверстие под резьбу g3 4
Диаметр отверстия под метрическую резьбу: таблица размеров по ГОСТ
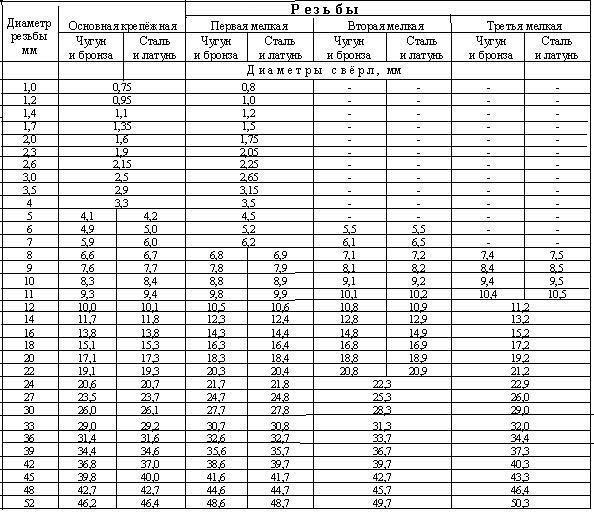
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре. Так, следует точно определить размеры подготовительного отверстия под нарезание резьбы, а также правильно подобрать инструмент, для чего используются специальные таблицы диаметров сверл под резьбу. Для каждого из типов резьбы необходимо использовать соответствующий инструмент и рассчитывать диаметр подготовительного отверстия.

Диаметр резьбы и проходное отверстие должны соответствовать стандартам, иначе канавки выйдут слишком маленькие и резьбовое соединение будет ненадежным
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).

Параметры метрической резьбы
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.

Типы резьбы по ГОСТ-ам
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
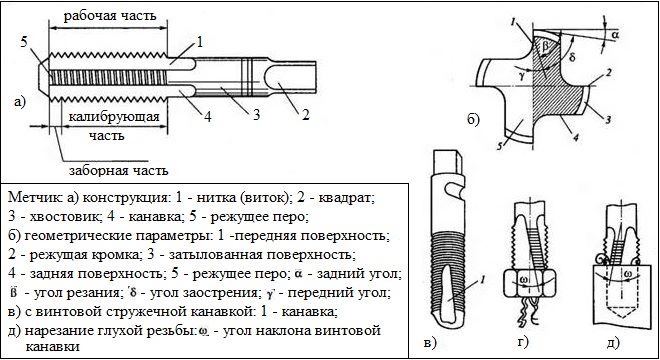
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
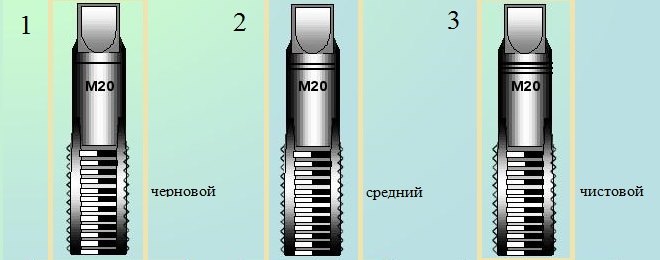
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
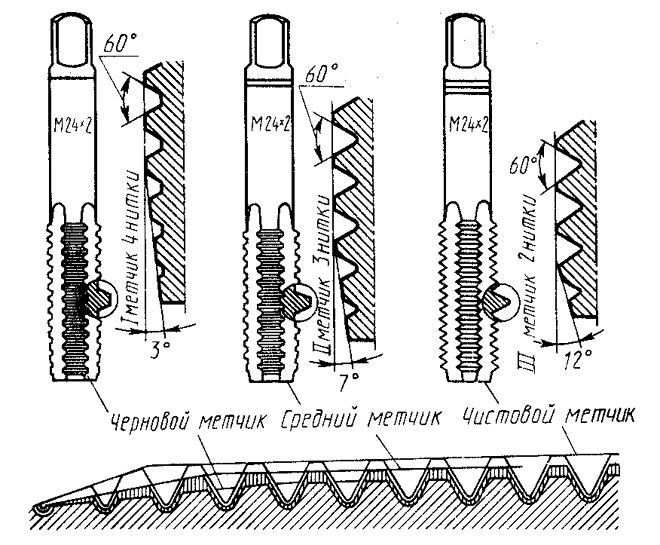
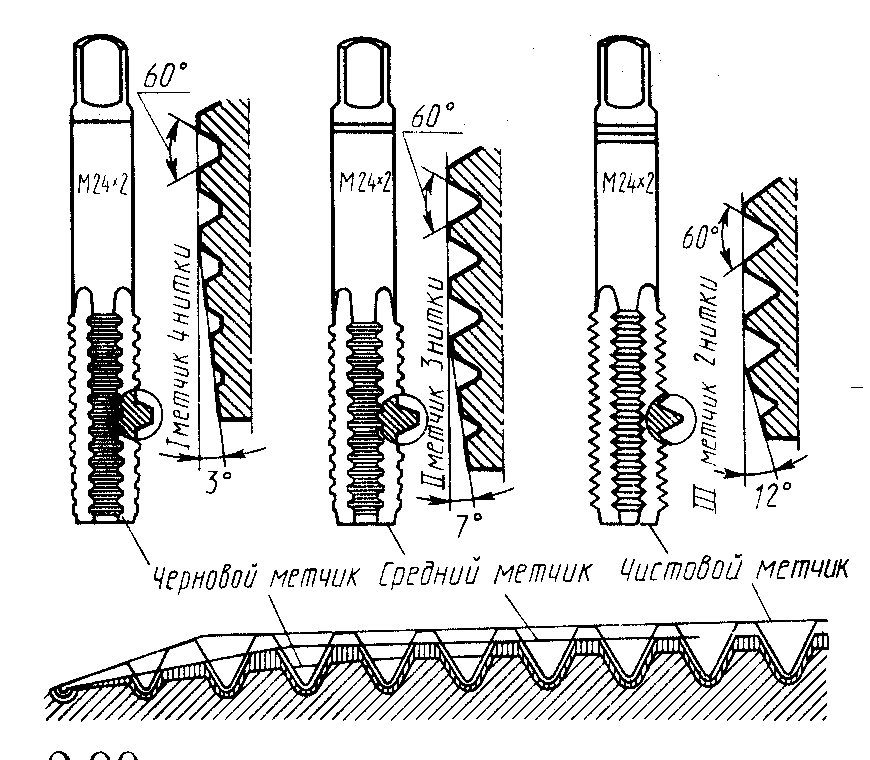
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.

Таблица 1. Основные диаметры отверстий под метрическую резьбу

Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Ознакомиться с положениями ГОСТ, регламентирующими нарезание метрической резьбы, можно, скачав документ в формате pdf по ссылке ниже.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.

Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Отверстия под нарезание метрической резьбы (по ГОСТ 19257)
Диаметры отверстия под нарезание метрической резьбы по ГОСТ 9150,
ГОСТ 24705 с допусками по ГОСТ 16093 в сером чугуне по ГОСТ 1412,
в сталях по ГОСТ 380, ГОСТ 1050, ГОСТ 4543, ГОСТ 10702, ГОСТ 5632 (кроме сплавов на никелевой основе),
в алюминиевых литейных сплавах по ГОСТ 1583,
в меди по ГОСТ 859.
Размеры и предельные отклонения диаметров
отверстий резьб с крупным шагом
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,45 | 2,05 | 2,07 | +0,07 | +0,09 | — |
| 3 | 0,5 | 2,50 | 2,52 | +0,08 | +0,19 | +0,14 |
| 3,5 | 0,6 | 2,90 | 2,93 | +0,08 | +0,11 | +0,15 |
| 4 | 0,7 | 3,30 | 3,33 | +0,08 | +0,12 | +0,16 |
| 4,5 | 0,75 | 3,70 | 3,73 | +0,09 | +0,17 | +0,18 |
| 5 | 0,8 | 4,20 | 4,23 | +0,11 | +0,19 | +0,22 |
| 6 | 1 | 4,95 | 5,0 | +0,17 | +0,20 | +0,26 |
| 8 | 1,25 | 6,70 | 6,75 | +0,17 | +0,20 | +0,26 |
| 10 | 1,5 | 8,43 | 8,50 | +0,19 | +0,22 | +0,30 |
| 12 | 1,75 | 10,20 | 10,25 | +0,21 | +0,27 | +0,36 |
| 14 | 2 | 11,90 | 11,95 | +0,24 | +0,30 | +0,40 |
| 16 | 13,90 | 13,95 | ||||
| 18 | 2,5 | 15,35 | 15,40 | +0,30 | +0,40 | +0,53 |
| 20 | 17,35 | 17,40 | ||||
| 22 | 19,35 | 19,40 | ||||
| 24 | 3 | 20,85 | 20,90 | +0,30 | +0,40 | +0,53 |
| 27 | 23,85 | 23,90 | ||||
| 30 | 3,5 | 26,30 | 26,35 | +0,36 | +0,48 | +0,62 |
| 33 | 3,5 | 29,30 | 29,35 | |||
| 36 | 4 | 31,80 | 31,85 | |||
| 39 | 4 | 34,80 | 34,85 | +0,36 | +0,48 | +0,62 |
| 42 | 4,5 | 37,25 | 37,30 | +0,41 | +0,55 | +0,73 |
| 45 | 4,5 | 40,25 | 40,30 | +0,41 | +0,55 | +0,73 |
| 48 | 5 | 42,70 | 42,80 | +0,45 | +0,60 | +0,80 |
| 52 | 46,70 | 46,80 | ||||
| 56 | 5,5 | 50,20 | 50,30 | |||
| 60 | 54,20 | 54,30 | ||||
| 64 | 6 | 57,70 | 57,80 | |||
| 68 | 61,70 | 61,80 | ||||
ГОСТ предусматривает отверстия для резьб с крупным шагом d = 1,0 ÷ 2,2 мм
Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,35 | 2,15 | 2,17 | +0,05 | +0,07 | — |
| 3 | 2,65 | 2,67 | ||||
| 3,5 | 3,15 | 3,17 | ||||
| 4 | 0,5 | 3,50 | 3,52 | +0,08 | +0,10 | +0,14 |
| 4,5 | 4,00 | 4,02 | ||||
| 5 | 4,50 | 4,52 | ||||
| 5,5 | 5,00 | 5,02 | ||||
| 6 | 0,5 | 5,50 | 5,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 5,20 | 5,23 | +0,11 | +0,17 | +0,22 | |
| 8 | 0,5 | 7,50 | 7,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 7,20 | 7,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 6,95 | 7,00 | +0,17 | +0,20 | +0,26 | |
| 10 | 0,5 | 9,50 | 9,53 | +0,08 | +0,10 | +0,14 |
| 0,75 | 9,20 | 9,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 8,95 | 9,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 8,70 | 8,75 | +0,17 | +0,20 | +0,26 | |
| 12 | 0,5 | 11,50 | 11,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 11,20 | 11,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 10,99 | 11,00 | +0,17 | +0,17 | +0,26 | |
| 1,25 | 10,70 | 10,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 10,43 | 10,50 | +0,19 | +0,22 | +0,30 | |
| 14 | 0,5 | 13,50 | 13,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 13,20 | 13,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 12,95 | 13,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 12,70 | 12,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 12,43 | 12,50 | +0,19 | +0,22 | +0,30 | |
| 16 | 0,5 | 15,50 | 15,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 15,20 | 15,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 14,95 | 15,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 14,43 | 14,50 | +0,19 | +0,22 | +0,30 | |
| 18 | 0,5 | 17,50 | 17,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 17,20 | 17,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 16,95 | 17,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 16,43 | 16,50 | +0,19 | +0,22 | +0,30 | |
| 1,5 | 15,90 | 15,95 | +0,24 | +0,30 | +0,40 | |
| 20 | 0,5 | 19,50 | 19,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 19,20 | 19,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 18,95 | 19,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 18,43 | 18,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 17,90 | 17,95 | +0,24 | +0,30 | +0,40 | |
| 22 | 0,5 | 21,50 | 21,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 21,20 | 21,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 20,95 | 21,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 20,43 | 20,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 19,90 | 19,95 | +0,24 | +0,30 | +0,40 | |
| 24 | 0,75 | 23,20 | 23,23 | +0,11 | +0,17 | +0,22 |
| 1 | 22,95 | 23,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 22,43 | 22,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 21,90 | 21,95 | +0,24 | +0,30 | +0,40 | |
| 27 | 0,75 | 26,20 | 26,23 | +0,11 | +0,17 | +0,22 |
| 1 | 25,95 | 26,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 25,43 | 25,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 24,90 | 24,95 | +0,24 | +0,30 | +0,40 | |
| 30 | 0,75 | 29,20 | 29,23 | +0,11 | +0,17 | +0,22 |
| 1 | 28,95 | 29,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 28,43 | 28,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 27,90 | 27,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 26,85 | 26,90 | +0,30 | +0,40 | +0,53 | |
| 33 | 0,75 | 32,20 | 32,23 | +0,11 | +0,17 | +0,22 |
| 1 | 31,95 | 32,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 31,43 | 31,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 30,90 | 30,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 29,85 | 29,90 | +0,30 | +0,40 | +0,53 | |
| 36 | 1 | 34,95 | 35,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 34,43 | 34,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 33,90 | 33,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 32,85 | 32,90 | +0,30 | +0,40 | +0,53 | |
| 39 | 1 | 37,95 | 38,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 37,43 | 37,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 36,90 | 36,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 35,85 | 35,90 | +0,30 | +0,40 | +0,53 | |
| 42 | 1 | 40,95 | 41,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 40,43 | 40,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 39,90 | 39,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 38,85 | 38,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 37,80 | 37,85 | +0,36 | +0,48 | +0,62 | |
| 45 | 1 | 43,95 | 44,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 43,43 | 43,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 42,90 | 42,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 41,85 | 41,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 40,80 | 40,85 | +0,36 | +0,48 | +0,62 | |
ГОСТ предусматривает отверстия для резьб с d = 1,0 ÷ 200 мм и для 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.
Таблицы размеров сверла и отверстий под резьбу: метрические, дюймовые
Выполнение внутренней резьбы обычно не вызывает сложностей. Но некоторые особенности использования инструмента и подбора отверстий под нарезание метрической резьбы существуют.
Виды резьбы

Различаются по основным характеристикам:
- системе исчисления диаметра (дюймовая, метрическая, другие);
- количество заходов (двух-, трех- или однозаходная);
- форма профиля (прямоугольный, трапециевидный, треугольный, круглый);
- направление вращения винта (левая или правая);
- размещение на детали (внутренняя или наружная);
- форма детали (конус или цилиндр);
- назначение (ходовая, крепежно-уплотнительная или крепежная).
Согласно перечисленным признакам выделяют следующие виды:
- цилиндрическая (MJ);
- метрическая и коническая (M, MK);
- трубная (G, R);
- Эдисона круглая (E);
- трапецеидальная (Tr);
- круглая для сантехнического крепежа (Kp);
- упорная (S, S45);
- дюймовая, в том числе цилиндрическая и коническая (BSW, UTS, NPT);
- нефтяного сортамента.
Инструменты для выполнения внутренней резьбы
Чтобы сделать внутреннюю нарезку, необходим метчик — винтообразный инструмент с острыми канавками. Стержень может иметь форму конуса либо цилиндра. Канавки идут вдоль и разбивают резьбу на участки, именуемые гребенками. Именно края гребенок и являются рабочими поверхностями.
Чтобы канавка получилась чистой, металл снимается постепенно, слоями. Для этого нужен один очень длинный инструмент или набор.
Единичные метчики тоже встречаются в продаже, их чаще используют для исправления сорванной резьбы. Для нарезки новой покупают комплект. Поэтому обычно продаются метчики парами: для черновой и для чистовой работы. Первый прорезает неглубокую канавку, второй зачищает и углубляет ее. Существуют и трехпроходные инструменты. Тонкие, до 3 миллиметров метчики продаются по два, более широкие — по три. Трехпроходные метчики вставляются в воротки. Устройство воротков различно, но размер их должен совпадать с размером резака.
В наборе инструменты различают по рискам, нанесенным на хвостовом конце. Если присмотреться внимательно, можно заметить отличия формы:
- первый метчик с сильно обрезанными верхушками зубьев, внешний диаметр чуть меньше других инструментов в наборе;
- второй метчик с более коротким заборным сегментом, более длинными гребнями. Его диаметр чуть больше, нежели у первого;
- третий метчик обладает полными гребнями зубцов, а его диаметр должен совпадать с размерами будущей резьбы.
Метчики делятся на трубные (отмечаются маркировкой «G») для нарезки резьбы внутри трубы и метрические — более распространенные.
Качество напрямую зависит от свойств метчика: он должен быть из хорошего металла и острым. Чтобы продлить срок использования инструмента и повысить качество резьбы, применяют смазку. Обычно для приобретения устойчивого навыка нарезки требуется сделать 3 — 5 попыток.
Процесс нарезания
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Во время нарезки часть металла не выпадает со стружками, а продавливается по рабочим поверхностям метчика, формируя на заготовке профиль канавки. Учитывая эту особенность, размер сверла, которым делается отверстие под резьбу, подбирают немного меньше, чем номинальный поперечник будущей резьбы.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца. Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 12 оборота по ходу чередуется с 14 оборота против хода винта для разрушения стружки.
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 18″ | 2,095 | 0,74 | 1,058 |
| 14″ | 6,35 | 4,72 | 1,27 |
| 316″ | 4,762 | 3,47 | 1,058 |
| 516″ | 7,938 | 6,13 | 1,411 |
| 716″ | 11,112 | 8,79 | 1,814 |
| 38″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Пара капель смазки значительно облегчают работу над глухими резьбовыми отверстиями. Хотя иногда используют в качестве смазки машинное масло, для работы со сталью оптимальна олифа. С алюминиевыми сплавами предпочтительнее использовать керосин, спирт или скипидар. Можно применять и техническое масло, но с меньшим эффектом.
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока. С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы. Режущие кромки затачиваются с помощью бруска или точила, предварительно зажав деталь в цанговый патрон.
Видео о том, как нарезается внутренняя резьба:
Сверла Метчики Плашки Наборы – Все Инструменты для Нарезания Резьбы ! Подбор диаметра сверла и Метчика под резьбу

Как подобрать диаметр сверла под резьбу?
Резьбовое соединение деталей – это часто применяемый способ соединения деталей разных видов. Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств
Различают два Вида по типу поверхности резьбы:
- Внутренняя резьба — находится во внутренней части отверстия детали
- Наружная резьба — находится на наружной поверхности стержня
Инструменты применяемые для нарезания Резьбы на деталях это
- Плашка – это металлорежущий инструмент для ручной и машинной нарезки, используется для подготовки наружной резьбы и ее калибровки
- Метчик – это специальный инструмент, по форме напоминающий цилиндрический стержень на который нарезается резьба в зеркальном отражении, применяется для нарезки резьбы внутри отверстий
Прежде, чем нарезать внутреннюю резьбу нужно сделать отверстие, правильно подобрав его диаметр. И сразу встает вопрос: «Как подобрать диаметр сверла под резьбу?» Ведь, если отверстие сделать большого размера, то резьба будет недостаточно глубокой и быстро скосится, если маленького, то сломается сам инструмент в процессе сверления
Самый простой способ — это воспользоваться специальной Таблицей Диаметров сверл под резьбу, где указаны основные параметры: маркировка, Диаметр Резьбы, Шаг Резьбы, Диаметр сверла под резьбу
Параметры, указанные в таблице, соответствуют ГОСТу: размеры отверстий для любого диаметра резьбы, с учетом шага резьбы и допусков. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73
Если этой Таблицы сверл под резьбу нет в нужный момент под рукой, то можно воспользоваться простым методом, рассчитав диаметр отверстия по формуле:
Из наружного диаметра резьбы вычесть шаг и в результате получается диаметр сверла. Как видно, рассчитать диаметр сверла под резьбу несложно. Можно воспользоваться готовой таблицей или использовать простую формулу для вычисления нужного диаметра.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Магазин инструментов «Инструмент-Уфа» предоставляет возможность купить в Уфе все необходимое оборудование и оснастку для нарезания резьбы в материалах любой твердости, выполнения различных металлорежущих и слесарных работ
Таблица рекомендуемых диаметров отверстий под резьбу, мм
⌀ резьбы
⌀ сверла
⌀ сверла
⌀ сверла
⌀ сверла
⌀ сверла
⌀ сверла
Изготавливаем и поставляем Все Инструменты для Металлообработки: сверла, метчики, плашки, фрезы, развертки, резцы, калибры, зенкеры зенковки, ролики протяжки, долбяки, цековки, оправкипресс-формы, оснастку, шестерни согласно ГОСТ и по чертежам заказчика
В магазине продается профессиональный инструмент для токарей-фрезеровщиков представленные компанией ООО «АНГО», а также инструменты от мировых ведущих производителей
- Абразивные
- Измерительные
- Металлорежущие
- Слесарно-монтажный
- Хозтовары и другое
Алфавитный каталог: Адаптеры, переходники и держатели для бит Алмазная и эльборовая паста, ГОИ Алмазные головки Алмазные карандаши, иглы, алмазы в оправе Алмазные круги Алмазные надфили Алмазные напильники Алмазные отрезные диски Алмазные сверла и коронки Биты двухсторонние Биты квадратные тип S Биты крестовые РZ Биты крестовые РН Биты шлицевые SL Бородки, высечки и кернеры Борфрезы твердосплавные Бруски ручные алмазные Бруски хонинговальные тип АБХ Бруски шлифовальные Буры твердосплавные Взрывобезопасный инструмент Воротки для метчиков и плашкодержатели Воротки и оснаcтка для торцевых головок Вставки к пробкам Втулки 7:24 MAS 403 BT / КМ Втулки 7:24 ГОСТ 25827 исп.1 / КМ Втулки 7:24 ЧПУ NT / КМ Втулки HSK / КМ Втулки R8 / КМ Втулки КМ / КМ для концевых фрез Втулки КМ / КМ для центров Втулки КМ / КМ с лапкой и клинья Втулки поддерживающие к оправкам для фрез Гайковерты и винтоверты Гидравлическое оборудование Глубиномеры Головки делительные Головки измерительные Головки расточные Головки торцевые с хвостовиком Головки торцевые сменные Головки торцевые сменные дюймовые Головки шарнирные Головки шлифовальные — наборы Головки шлифовальные конические KW(ГКЗ), EW(ГК) Головки шлифовальные угловые DW(ГУ) Головки шлифовальные цилиндрические AW(ГЦ) Головки шлифовальные шаровые FW(ГШЦ), F2W(ГШ) Гребенки резьбонарезные Диски сепарационные Диски фибровые и самозацепляемые Долбяки и шеверы Долота и стамески Домкраты Заготовки — стержни круглые Р6АМ5 и ВК6М Заготовки резцов квадратные Р6АМ5 Заготовки резцов прямоугольные Р6АМ5 Заклепочники и заклепки Замки Заточные станки Зенкеры насадные Зенкеры с коническим хвостовиком Зенкеры твердосплавные насадные Зенкеры твердосплавные с коническим хвостовиком Зенковки с коническим хвостовиком Зенковки с цилиндрическим хвостовиком Зерно шлифовальное Зубила Измерительный инструмент уценённый Инвентарь Индикаторы Калибры разные Квадратные неперетачиваемые пластины Кельмы и шпатели Клейма и маркеры Клещи для снятия стопорных колец Клуппы и плашки к ним Ключи для круглых шлицевых гаек Ключи комбинированные Ключи накидные кольцевые коленчатые Ключи разводные Ключи разные Ключи рожковые гаечные Ключи торцевые Ключи трубные Ключи уцененные Ключи шестигранные имбусовые Ключи шестигранные TORX имбусовые Ключи шестигранные дюймовые имбусовые Кольца промежуточные к оправкам для фрез Кольца резьбовые Крепежная оснастка УСП Круги вулканитовые Круги зачистные обдирочные Круги и пасты полировальные Круги отрезные Круги шлифовальные 2П, 3П, 4П, ПВ, ПВД Круги шлифовальные ПП прямого профиля Круги шлифовальные лепестковые радиальные КЛ Круги шлифовальные лепестковые радиальные КЛО Круги шлифовальные лепестковые торцовые КЛТ Круги шлифовальныеЧК (т.11) ЧЦ (т.6) Т (т.12) Круглогубцы Круглые неперетачиваемые пластины Кувалды Кусачки Лебёдки, тали и стропы Линейки Ломы, лопаты Малярный инструмент и принадлежности Манжеты (сальники) Металлорежущий инструмент уценённый Метчики гаечные Метчики гаечные ЛЕВЫЕ Метчики для трапецеидальной резьбы TR Метчики дюймовые BSW/BSF резьба Уитворта Метчики дюймовые UNC/UNF м/р Метчики дюймовые UNC/UNF ручные Метчики дюймовые для резьб G, Rc K Метчики дюймовые резьба G ручные ЛЕВЫЕ Метчики машинно-ручные Метчики машинно-ручные ЛЕВЫЕ Метчики машинно-ручные твёрдосплавные Метчики ручные Метчики ручные ЛЕВЫЕ Микрометры Молотки киянки Муфты кулисно-крестовые плавающие Наборы алмазного инструмента Наборы бит Наборы измерительного инструмента Наборы ключей Наборы концевых мер длины и поштучно Наборы метчиков и плашек Наборы напильников, надфилей и рашпилей Наборы отверток Наборы сверл и буров Наборы сверл уценённые Наборы свёрл по дереву Наборы слесарно-монтажного инструмента Наборы торцевых головок Наборы фрез Надфили Наковальни Напаиваемые пластины Напильники квадратные Напильники круглые Напильники плоские Напильники полукруглые Напильники ромбические Напильники трехгранные Напильники уценённые Ножи и лезвия Ножи к фрезам Ножницы для резки арматуры, кабеля, троса Ножницы по металлу Ножовки по металлу Нутромеры Оправки для насадных зенкеров и развёрток Оправки для насадных и торцовых фрез Оправки контрольные с хвостовиком Оправки контрольные центровые Оправки переходные для сверлильных патронов Оснастка для кольцевых корончатых сверл Оснастка к электроинструменту Оснастка уценённая Отвертки Параллелограмм неперетачиваемые пластины Патроны быстросменные с шариками Патроны резьбонарезные для метчиков Патроны сверлильные Патроны токарные и комплектующие Патроны фрезерные Патроны цанговые и цанги ER Патроны цанговые и цанги-втулки переходные Паяльное оборудование и принадлежности Пилки для электролобзиков Пилы дисковые по дереву Пилы и ножовки по дереву Пилы по металлу и сегменты Пластины разные Плашки для метрической резьбы Плашки для метрической резьбы ЛЕВЫЕ Плашки дюймовые BSW/BSF резьба Уитворта Плашки дюймовые UNC/UNF Плашки дюймовые для резьб G, R K Плиты поверочные и станины Плиты, призмы и блоки магнитные Плоскогубцы Пневмосверлильные машины Подшипники качения Подшипники корпусные Подшипники линейные (шариковые втулки) Подшипники шарнирные (Ш, ШС, ШМ и т.д.) Пожарное оборудование Полотна ручные и машинные Пресса Приборы Призмы поверочные и разметочные Пробки гладкие Пробки резьбовые Проволочки для измерения среднего диаметра резьбы Протяжки Прочее (станки и оснастка) Прочие товары уценённые Пятигранные неперетачиваемые пластины Развертки конические 1:10 Котельные Развертки конические 1:16 Rc и K Развертки конические 1:30 Развертки конические 1:50 Развертки конические под конус Морзе Развертки машинные с коническим хвостовиком Развертки машинные с цилиндрическим хвостовиком Развертки насадные Развертки ручные разжимные Развертки ручные регулируемые Развертки ручные с цилиндрическим хвостовиком Деревообрабатывающий инструмент Рашпили и рихтовочные напильники Резцедержатели, держатели сверл хвостовик VDI Резцы отрезные Резцы подрезные Резцы проходные Резцы расточные Резцы расточные для головок-оправок, КРС Резцы резьбовые Резцы сборные с механическим креплением пластин Резцы со вставками оснащенными СТМ Резцы строгальные Резцы чистовые широкие и специальные Ромбические неперетачиваемые пластины Рубанки и фуганки Рулетки Сварочное оборудование Сварочное оборудование — газопламенное Сварочное оборудование — электроды Сверла двухсторонние Р6М5 Сверла кольцевые корончатые по бетону и дер Сверла кольцевые корончатые по кирпичу Сверла кольцевые корончатые по металлу Р6М5 Сверла кольцевые корончатые по металлу Т15К6 Сверла по дереву Сверла с коническим хвостовиком Сверла с коническим хвостовиком длинные Сверла с коническим хвостовиком короткие Сверла с утолщённым цилиндрическим хвостовиком Сверла с утолщённым цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком Сверла с цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком длинные Сверла с цилиндрическим хвостовиком короткие Сверла с цилиндрическим хвостовиком короткие левые Сверла с цилиндрическим хвостовиком уцененные Сверла ступенчатые конусные Сверла ступенчатые под резьбу Сверла твердосплавные к/х по металлу Сверла твердосплавные цилиндрический хвостовик по металлу Сверла твердосплавные цилиндрический хвостовик по металлу 2-х сторонние Сверла твердосплавные с цилиндрический хвостовик по бетону Сверла твердосплавные центровочные Сверла центровочные Сверлильные станки Сегменты шлифовальные Сетка абразивная Системы охлаждения, СОЖ, смазки Скобы гладкие листовые с пластинами твердосплавными Скобы гладкие регулируемые Скобы индикаторные и рычажные Слесарно-монтажный инструмент уценённый Слесарный инструмент, разный Смазки подшипников Средства защиты Средства измерений Стенкомеры и толщиномеры Стойки и Штативы Столы поворотные и координатные Стопорные кольца Стопорные кольца эксцентрические Строительный инструмент разный Струбцины слесарные Струбцины столярные Съемники Тиски слесарные Тиски станочные Тиски станочные специальные Топоры Трехгранные ломаные неперетач. пластины Трехгранные неперетачиваемые пластины Трубогибы, трубоприжимы и труборезы Угломеры и Угломеры-транспортиры Угольники Уровни Фрезы дисковые 3-х сторонние Фрезы дисковые 3-х сторонние твердосплавные Фрезы дисковые зуборезные мелкомодульные Фрезы дисковые зуборезные модульные Фрезы дисковые пазовые Фрезы для Т-образных пазов Фрезы для Т-образных пазов твердосплавные Фрезы для пазов «ласточкин хвост» Фрезы для пазов сегментных шпонок Фрезы концевые радиусные Фрезы концевые радиусные твердосплавные Фрезы концевые с коническим хвостовиком Фрезы концевые с механическим креплением твердосплавных пластин Фрезы концевые с цилиндрическим хвостовиком Фрезы концевые твердосплавные конический хвостовик Фрезы концевые твердосплавные цилиндрический хвостовик Фрезы отрезные-прорезные Фрезы полукруглые вогнутые и выпуклые Фрезы резьбовые гребёнчатые Фрезы торцевые насадные Фрезы торцевые насадные твердосплавные Фрезы угловые Фрезы цилиндрические насадные и конический хвостовик Фрезы червячные для зубчатых колес Фрезы червячные для зубьев звездочек Фрезы червячные для шлицевых валов Фрезы шпоночные к/х уцененные Фрезы шпоночные с коническим хвостовиком Фрезы шпоночные с цилиндрическим хвостовиком Фрезы шпоночные твердосплавные конический хвостовик Фрезы шпоночные твердосплавные цил. хв. Хомуты Цековки Центры и задние бабки Циркули разметочные -Кронциркули Чертилки слесарные Шаберы Шарики и ролики Шестигранные неперетачиваемые пластины Шланги пневматические Шланги промышленные Шлифлента на тканевой основе водост. Шлифмашины и бормашины Шлифшкурка на бумажной основе водост. Шлифшкурка на бумажной основе неводост. Шлифшкурка на тканевой основе водост. Шлифшкурка на тканевой основе неводост. Шприцы и масленки Штангенглубиномеры Штангенинструмент разный Штангенрейсмасы Штангенциркули Штревели Щетки стальные зачистные Экстракторы Электрические шлифовальные машины Электроинструмент разный Электроперфораторы Электроточило Эльборовые круги Ящики инструментальные
Сверла под резьбу: таблицы для нарезания и метчиков, размеры и диаметры по ГОСТ

Выполнить такую операцию, как создание посадочных мест, достаточно просто. Подбор подходящего инструмента тоже не составит труда, если перед глазами будет таблица диаметра сверла под резьбу метчика. Вот только на какие ее данные смотреть? Ниже мы расскажем, на что обращать внимание, что за параметры должны быть ориентирами.

Размеры отверстий по ГОСТ
Действующий сегодня государственный стандарт был введен в уже далеком 1973 году, еще в Советском Союзе. Понятно, что за прошедший период он неоднократно пересматривался, но каждый раз после проверок его положения не только не менялись, но и заново утверждались, так как признавались наиболее рациональным и до сих пор актуальными.
Номер нормативного акта – ГОСТ 19257-73, – и он обладает следующими особенностями:
представляет собой целый комплект различных документов;
задает условия для четкого соблюдения геометрических показателей, что позволит обеспечить прочность, износостойкость, качество крепежа;
регламентирует обработку сразу нескольких сплавов – стали, чугуна, меди и алюминия.

Размеры отверстий, используемые инструменты, процесс нанесения
Для создания спирали сначала требуется просверлить посадочное место с двойным радиусом на 1-2 мм уже необходимого сечения. Это нужно, чтобы впоследствии сделать витки и соблюсти их величину.
Далее следует выбрать диаметр сверла для нарезки резьбы из таблицы (приведем ее ниже, она указывает параметры как внутреннего, так и наружного рисунка), зафиксировать инструмент в патроне дрели и немного поработать. Да, вероятно, придется применить еще и некоторые дополнительные приспособления – им мы тоже уделим должное внимание чуть позже.

Основные параметры
Определяясь, следует учитывать такие важные практические характеристики:
Измерительная система, используемая для расчетов, – все российские заводы, изготавливающие крепеж, ориентируются на миллиметры, тогда как на Западе в ходу дюймы (по умолчанию).
Количество нитей для захода – 1, 2, 3 – оно определяет максимальную интенсивность и прочность закручивания; две – наиболее распространенный вариант.
Геометрия профиля – он будет круглым, квадратным, треугольным или трапециевидным.
Характер развития витков – правый или левый.
Расположение внутри относительно заготовки – внутри (гайки – лучший пример) или снаружи (шурупы) – это влияет напрямую, какие выбрать сверла под резьбу.
Форма создаваемой поверхности – с расширением к шляпке, в виде конуса (как у самореза) или одинаковая по всей детали (как у винта).
Назначение готового крепежного элемента – условия его дальнейшего использования обязательно принимаются во внимание.
Чтобы эти параметры было проще учитывать, ввели ряд условных обозначений, проставляемых в схемах и на чертежах:
М – метрическая СИ, согласно ГОСТ 9150-2002;
BSW, NPT, UTS – дюймовая;
МК – коническая нарезка, в соответствии со стандартом 6211-81;
MJ – в форме цилиндра, ее определяет уже ГОСТ 6351-81;
Tr – трапециевидная, по нормативному акту 9484-81;
Кр – округлая, находит применение главным образом в сантехнике;
S – упорная, обусловлена ГОСТ 10177-82;
E – с эдисоновским профилем;
Данные маркеры также являются составной частью номенклатуры целого ряда выпускаемых крепежных элементов.

Полезная таблица свёрл и метчиков: диаметр и шаг резьбы
Сначала – немного важной информации. Один и тот же виток можно обозначать по-разному, но не составляет труда рассчитать его – нужна лишь обычная линейка и терпение. Необходимо измерить расстояние между соседними боковинами профиля – ближайшие стороны и дадут нам заветную величину Р.
Для большей точности есть альтернативный способ:
отсчитайте 10 ниток;
проверьте, сколько миллиметров на отрезке от первой до десятой;
разделите данную цифру на 10.
Ph, то есть ход, рассчитывается похожим образом, только вычисления следует проводить по виткам одной нити. Если взять в качестве примера двухзаходной болт, стоит ориентироваться по верхним точкам – учитывается каждая вторая.
Как правило, Ph в 2-3 раза превышает P, но также он может быть нестандартным. Хотя лучше, чтобы он все-таки соответствовал ГОСТу, ведь тогда крепежный элемент универсальный, и его не проблема поменять в случае поломки. Ведь искать какие-то индивидуальные винты, саморезы, чтобы точно подходили уже использованным, зачастую проблематично.
А вот и таблица с размерами, что поможет проследить зависимость от диаметра сверл при нарезании резьбы.
| Обозначение | Сечение, мм | Шаг с дополнительным значением для мелкой насечки в миллиметрах |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Используемые приспособления
Наносить витки можно как вручную, так и на предназначенном для этого станке. Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
зафиксировать заготовку в тисках;
установить необходимые настройки на пульте управления;
получить и проверить обработанную деталь.
Это универсальный порядок действий для изделий из всех подходящих материалов, в том числе и пластика или дерева. Но так как мы рассматриваем сверла для резьбы по металлу (диаметры, таблицы их соответствия и все в этом духе), то предлагаем сосредоточиться на способах, актуальных для стального, чугунного, медного, алюминиевого крепежа. Благо винты, шурупы, гайки сегодня используются в огромных количествах. Предметы более сложных форм или массивных габаритов тоже есть, и для них подходят те же правила, просто мощность и производительность оборудования должны быть посерьезнее.
Есть и еще более технологичный метод, но для его реализации необходимы плашки – круглые основания с асимметрично расположенными лезвиями. Внутри одной из них и нужно зафиксировать заготовку, после чего вращать ее, для чего на ее торцах предусмотрены специальные отверстия, в которые вставляется любой подручный рычаг, например, отвертка. Конечно, у таких приспособлений тоже есть своя маркировка.
И если мы осуществляем действительно грамотный подбор сверл под резьбу, таблица размеров плашек (смотря какое сечение прутка) нам тоже пригодится – приведена ниже:

