
Оборудование для нарезки резьбы на трубах
Резьбонарезные станки: виды и выбор
Резьбонарезной станок для труб – это специальное оборудование, позволяющее быстро и качественно нанести резьбу для дальнейшего присоединения трубы к магистрали или установки фитинга. Какие станки для нарезки резьбы существуют? Как самостоятельно выбрать оборудование для того или иного случая? Что требуется учитывать при подборе инструмента? Как пользоваться станком? Ответы далее.

Оборудование для нанесения резьбы
Классификация станков
Произвести классификацию станков, используемых для резки резьбы, можно по следующим признакам:
- виду;
- способу управления.
Разновидности станков
В настоящее время для нарезки резьбы используются следующие модели станков:
- Резьбонакатные. Оборудование работает по принципу деформации поверхности трубы, что исключает возможность образования стружки. Заготовка проходит через резьбонакатный станок, имеющий плоские или круглые резцы и сильно сдавливается. Под воздействием пресса металл заполняет впадины, имеющиеся на инструменте, образуя равномерную резьбу.
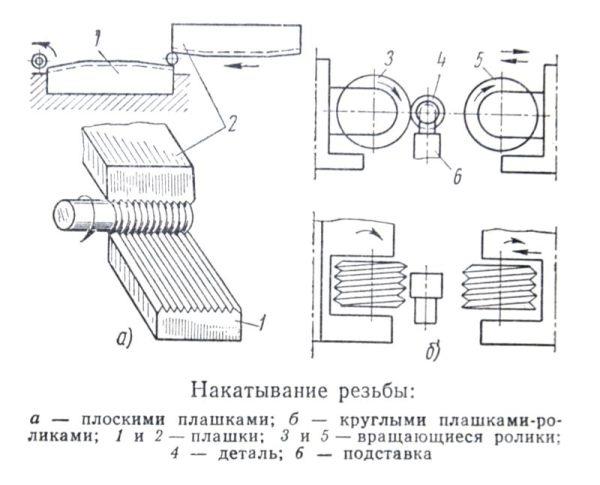
Принцип действия резьбонакатного станка
- Резьбофрезерные. Нанесение резьбы производится дисковыми или гребенчатыми фрезами, установленными на оборудовании.
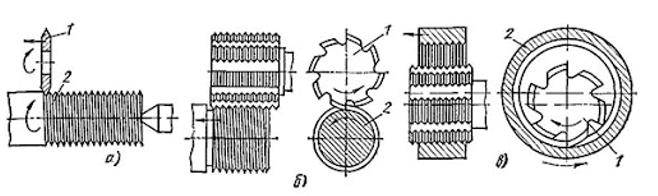
Применение резьбофрезерного станка
- Резьбошлифовальные. Принцип работы оборудования аналогичен предыдущему виду с одним исключением: вместо фрез применяются шлифовальные круги и каким-либо профилем. Могут использоваться однониточные и многониточные круги, при помощи которых происходит нанесение резьбы на всю выделенную поверхность.

Принцип работы резьбошлифовального оборудования
Независимо от вида любой станок, предназначающийся для нарезки резьбы, в том числе и на трубах, может быть напольным или настольным. Напольный станок, как правило, отличается большей мощностью и большим весом, а настольный – удобством применения.
Способы управления станками
Резьбонарезные станки могут иметь следующие способы управления:
- ручной. Инструмент предназначается для бытового применения и не может быть использован на нанесения резьбы на трубы диаметром не более 50 мм;
- электрический. Оборудование преимущественно используется профессиональными мастерами, так как отличается большим весом и высокой стоимостью. Однако на электрическом станке можно нарезать резьбу более точно.

В отдельную категорию можно выделить автоматическое оборудование, работающее на основании заложенной программы. Оператору станка требуется только зафиксировать трубу и корректно задать параметры изготовления резьбы.
Как работает автоматическое оборудование, смотрите на видео.
Параметры выбора
Как выбрать станок для резки резьбы? Помимо вида и способа управления требуется учитывать следующие факторы:
- мощность оборудования. Для бытовых целей оптимально подходят станки с мощностью 750 – 1000 Ватт. В промышленном производстве рекомендуется применение станков, имеющих мощность 2 000 – 2 500 Ватт;
- скорость вращения шпинделя, посредством которого производится нанесение резьбы. Параметр прямо пропорционально зависит от мощности оборудования и может варьироваться от 27 оборотов в минуту до 515 оборотов за аналогичный период времени.
Некоторые модели могут дополнительно оснащаться опцией выбора скоростного режима, что позволяет подбирать наиболее оптимальную скорость вращения для определенного материала;
- диапазон резьбонарезания (обработки заготовок разных размеров). В большинстве случаев ручное оборудование способно обрабатывать заготовки 3 – 50 мм, а электрические станки предназначаются для труб диаметром 50 – 200 мм;
- вес. Если предполагается использование станка при прокладке магистралей, то целесообразнее подбирать более мобильное оборудование, отличающееся небольшим весом;
- дополнительные опции. Комплект для нанесения резьбы может включать одновременно несколько приспособлений: трубонарезной станок, инструмент для снятия фаски, встроенную масленку и так далее.
Все технические параметры указываются в сопроводительной документации.
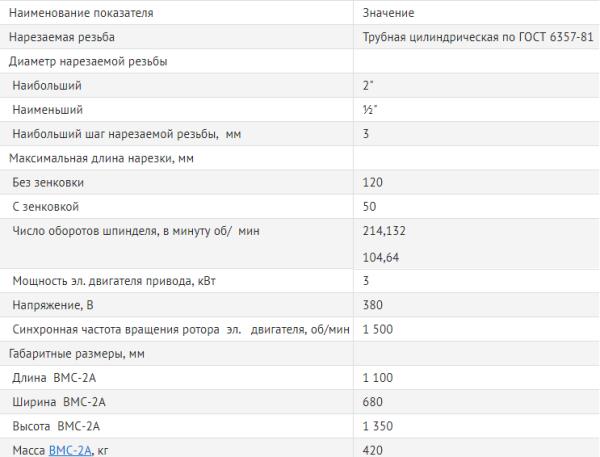
Технические параметры оборудования
Популярные модели станков
К наиболее популярным моделям резьбонарезных станков относятся:
- REKON TURBO — 400 2V до 2″. Основное отличие оборудования – наличие быстрооткрывающейся головки, производящей нарезку резьбы, что позволяет снизить время выполнения работы.
Устройство со средней стоимостью 65 000 рублей предназначается для бытовых целей и небольших организаций, специализирующихся на прокладке водопроводных магистралей, систем отопления, газоснабжения или канализации;

Настольный станок с высокой производительностью
- РОПАУЭР R 50. Более профессиональное и дорогостоящее оборудование (от 180 000 рублей) применяется в специализированных организациях и отличается точностью получаемой резьбы;

- Торнадо REMS. Еще одна разновидность высокоточного профессионального оборудования. Станок является полностью автоматическим и способен нанести резьбу на трубы диаметром 16 – 68 мм или болты диаметром 10 – 60 мм.

Станок REMS для резки резьбы на трубах и шпильках
Как пользоваться тем или иным станком, подробно описано в прилагаемой инструкции. При работе требуется четко соблюдать правила, установленные производителем и технику безопасности.
Нарезка резьбы на трубах – способы и инструменты
Чтобы нарезать резьбу, плашку или клупп надежно закрепляют в держателе с рукояткой. Чтобы резцам инструмента было легче сделать первые насечки, с края заготовки снимают фаску. Плашка центрируется на детали и, с помощью рукоятки плавно наворачивается на нее. Все рабочие поверхности должны быть смазаны.
Проведение ремонтных мероприятий или замену коммуникаций невозможно выполнить без врезки в трубопровод. Раньше для этой задачи применяли сварку, но это достаточно трудоемкая работа, причем чтобы использовать сварочное оборудование на трубопроводе необходимо иметь достаточно высокую квалификацию.
Сварку можно было применять для трубопроката из металла, но, что делать, когда нужно соединить две трубы из разных материалов? Тут на помощь придет метод состыковки посредством нарезки резьбы на трубах и дальнейшем их соединении. Что она собою представляет и как выполняется, какой инструмент можно использовать, будет детально рассмотрено в изложенном далее материале.
Виды резьбовых соединений
 Прежде всего, следует отметить, что особых навыков для выполнения данных действий иметь не нужно. Но уметь отличать вид резьбы на трубе нужно. Например, важно различать дюймовую и метрическую накатку, левую и правую. Вообще видов существует большое количество, но чаще всего применяется именно эти – дюймовая и метрическая.
Прежде всего, следует отметить, что особых навыков для выполнения данных действий иметь не нужно. Но уметь отличать вид резьбы на трубе нужно. Например, важно различать дюймовую и метрическую накатку, левую и правую. Вообще видов существует большое количество, но чаще всего применяется именно эти – дюймовая и метрическая.
Отличительные характеристики дюймового и метрического вида выглядят следующим образом.
Дюймовый тип резьбы на трубах:
- Все элементы измеряются дюймами.
- Наличие профиля в форме равнобедренного треугольника с углом в 55 градусов на верхнем углу.
- Присутствующий большой шаг. Следовательно, такой профиль крупнее и такой тип нарезки отличается более высокой прочностью.
- Все элементы измеряют в миллиметрах.
- Профиль отличается формой равностороннего треугольника.
- Более мелкий шаг.
Нарезание на трубопрокате для водопровода выполняют в дюймовых единицах, а для крепежных элементов используют измерение в мм.
Ниже рассмотрим каких видов бывает резьба.
- Правой. Это если гайка закручивается на болт по ходу часовой стрелки.
- Левой. Гайку в этом случае закручивают в обратном направлении.
Высококачественного нарезания на трубе можно достичь только при условии, что безошибочно выбран объем сверла или стержня для изготовления отверстия.
Совет. Специалисты рекомендуют подбирать стержень с объемом на 0,003 см меньше, чем габариты наружного объема резьбы.
Каждая резьба на трубах характеризуется индивидуальными параметрами, которые регламентируются ГОСТом 621181.
Так, например коническая резьба по требованиям ГОСТа отличается выступом витков. Также данными нормативными документами определяется и канавка при нарезании. И по ГОСТу 621181 определяют профиль нарезания.
Требуемое оборудование
 Инструмент для нарезки применяют только специальный. Этот инструмент носит название трубный набор для нарезки.
Инструмент для нарезки применяют только специальный. Этот инструмент носит название трубный набор для нарезки.
Данный набор для труб, как правило, состоит из:
- пары плашек или клуппов, используемых для обработки трубопрокатных материалов разного диаметра;
- держатель, имеющий трещотку (хотя он может быть и без нее). В него вставляют клупп или плашку.
Такой набор может комплектоваться и некоторыми дополнительными инструментами. Это могут быть клещи, струбцина и тому подобное.
Дальше обо всех этих инструментах мы поговорим более детально.
Инструменты для ручной обработки – метчик
 Нарезка резьбы метчиком на трубе используется для создания резьбы внутри изделий. Этот ряд оборудования составляют инструменты в форме винта. Метчиком на трубе прорезают стружечные канавки. Данный инструмент оснастили хвостовиком, который крепят к станку или воротку. Метчики бывают различных размеров, типов и номеров.
Нарезка резьбы метчиком на трубе используется для создания резьбы внутри изделий. Этот ряд оборудования составляют инструменты в форме винта. Метчиком на трубе прорезают стружечные канавки. Данный инструмент оснастили хвостовиком, который крепят к станку или воротку. Метчики бывают различных размеров, типов и номеров.
При нарезании применяют комплект, состоящий из пары метчиков. Между собою они разняться показателем глубины прореза. Так, например, первый номер берут для черновой обработки, а второй номер – для чистовой.
Использование плашки
 Еще плашки для нарезки называются лерками. Это приспособление для нарезки по сути является гайкой, которую оснастили отверстиями. Они создают кромки для разрезов.
Еще плашки для нарезки называются лерками. Это приспособление для нарезки по сути является гайкой, которую оснастили отверстиями. Они создают кромки для разрезов.
Зависимо от формы лерка для нарезки бывает:
- круглой;
- раздвижной;
- разрезной;
- цельной.
Используя такое приспособление, как лерка, можно быстро подготовить для соединения трубное изделие любого вида.
Плашку необходимо совмещать с торцевой частью трубного изделия строго перпендикулярно. Если допустить перекос, то появляется вероятность срыва витка, или может измениться диаметр резьбы. И в том, и в другом случае итоговый результат будет неудовлетворительным.
Всю работу с леркой рекомендуют выполнять плавно, не допуская рывков. Осуществляя действие этим приспособлением, следует время от времени смазывать резцы и поверхностную часть резьбы.
По завершении финального витка плашку необходимо вернуть вверх и по резьбе проходятся опять.
Применение клупа
Клупп для нарезки не менее эффективен, чем плашка. Данное устройство для нарезания представляет более современный инструмент и является универсальным. Состоит клупп из держателя с пазами. В них размещают сменные резцы, которые легко можно поменять, если они во время работы затупились.

Особенностью данного устройства для резьбы является маленькая потребность усилий со стороны мастера. Так же следует подметить, что работать с таким приспособлением намного безопаснее, чем с остальными аналогичными инструментами. Все дело в том, что держатель клуппа внутри оснащен направляющими, которые в значительной мере повышают точность воспроизводимых действий данным устройством.
Трещоточные клуппы
 Эти механизмы для накатки резьбы заслуживают отдельного внимания. Оснащение трещоткой характерно для моделей, которые представляют более совершенную продукцию. Такое устройство позволяет выполнять работу, поворачивая держатель лишь в одном направлении.
Эти механизмы для накатки резьбы заслуживают отдельного внимания. Оснащение трещоткой характерно для моделей, которые представляют более совершенную продукцию. Такое устройство позволяет выполнять работу, поворачивая держатель лишь в одном направлении.
Использовать данные механизмы для накатки резьбы не сложно. Крайняя часть трубы «садится» в направляющую держателя. Резьба нарезается посредством вращательных движений по часовой стрелке. В ходе производства нельзя забывать о смазывании поверхностной части.
По окончании нарезания клупп выворачивают обратно и еще раз проходятся по обрабатываемому месту.
Использование электрического инструмента
Электроинструмент для нарезки отличается от ручных аналогов тем, что в нем есть электромотор.
Это позволяет нарезать резьбу в максимально короткий срок. Так же электроинструмент позволяет выполнить действия быстро и качественно. При этом процесс не требует больших физических усилий.
В начале работы с электроинструментом необходимо зафиксировать патрубок в струбцине, и нажать кнопку «старт». Нарезание выполняется за считанные секунды. Ведь заготовку не нужно фиксировать в тисках, а электроинструмент крепиться к ней сам. Поэтому эти инструменты выделяются мобильностью и удобством.
Нарезаем на наружной стороне
 Нарезка наружной резьбы на трубах вручную выполняется плашками. Если это раздвижные механизмы, то в клуппе их нужно поставить таким образом, чтобы номерные знаки на его деталях располагались напротив соответственных цифр на раме.
Нарезка наружной резьбы на трубах вручную выполняется плашками. Если это раздвижные механизмы, то в клуппе их нужно поставить таким образом, чтобы номерные знаки на его деталях располагались напротив соответственных цифр на раме.
В обратном варианте работа будет выполнена не качественно. Для крепления используют винт – упор. Между ним и плашкой ставят стальную пластинку – сухарь, чтобы та не треснула при нажатии.
Круглые устройства крепят на вороток-легкодержатель несколькими винтами – упорами.
Выполняя действия вручную с использованием раздвижных видов, есть возможность получить резьбовую нарезку, это когда присутствуют маленькие различия диаметра стержня. Но, действуя вручную с цельными плашками, этого допускать нельзя. Например, если стержень будет уменьшенного диаметра, то нарезание получиться неполным.
Нарезаем с внутренней стороны
 Нарезка внутренней резьбы на трубах вручную делается посредством метчиков, их «садят» в вороток.
Нарезка внутренней резьбы на трубах вручную делается посредством метчиков, их «садят» в вороток.
Выполняя формирование внутренней накатки, следует знать, что у метчика имеется заборная сторона. Ею является его конец. Это нужно для данной работы. Средний участок механизма является калибрующим. Он определяет направление. Хвостовая часть имеет головку с сечением квадратной формы, служащей для поддержки метчика в воротке при действиях на внутренней части.
Основные расположения нарезания
Стыки на сортаменте для водопровода выполняют таким путем, что на их конечных частях проделывают цилиндрическую накатку, для которой придется использовать специальный аппарат для нарезки. И далее конечные части труб скрепляют, применяя соединительные детали.
Нарезка резьбы на трубах
В практике выполнения сантехнических работ нарезка резьбы на трубах – дело частое привычное. Резьбовые соединения трубчатых элементов водопроводов и автономных систем отопления производятся в основном на стальных деталях. Трубчатый профиль, как известно, обладает наибольшим моментом сопротивления при тех же габаритных размерах, что предопределяет широкое использование труб в качестве садовых конструкций, столбиков для заборов и пр.

Исполнения
В соответствии с ГОСТ 6111 трубная резьба используется в разъёмных соединениях трубопроводов, рассчитанных на прокачку жидких и газообразных рабочих сред. При этом относительно водогазопроводных труб (ГОСТ 3262) она может быть и конической, что объясняется практическими удобствами навинчивания/свинчивания соединительных деталей. Угол при вершине профиля конической резьбы составляет 60°, а угол конусности зависит от диаметра и шага резьбы, но не может быть меньше 26°, иначе возможно самоотвинчивание соединения.
Характерная особенность всех трубных резьб – метрических и дюймовых – является скругление вершины профиля резьбы, которое при стандартных способах нарезки резьбы составляет 10% от её радиуса. Это связано с удобствами нарезки трубной резьбы и снижением внутренних напряжений на сравнительно малом теле металла для труб любого вида и сортамента.
ГОСТ 6357 предусматривает также метрическую трубную резьбу, как цилиндрическую, так и коническую, хотя на практике они используются реже. Угол наклона профиля цилиндрической резьбы составляет 55°, что увеличивает количество витков на одном и том же участке нарезания. Это увеличивает трудоёмкость соединения частей трубопровода, хотя и повышает герметичность.
Остальные виды резьб (упорные, трапецеидальные) на трубах не нарезают, поскольку это связано с появлением дополнительных концентраторов напряжений, которые существенно ослабляют поперечное сечение материала.
Инструменты для нарезания резьб на трубах
Как нарезать резьбу на трубе? Исключая технологии механизированного нарезания (например, на токарно-винторезных станках), для нарезки резьбы на трубах применяют два типа приспособлений: плашки (лерки) и клуппы.
Ручная плашка как инструмент для нарезки трубной резьбы представляет собой устройство, состоящий из двух частей – собственно рабочей, и корпуса (плашкодержателя), снабжённого двумя рукоятками, при помощи которых производится вращение плашки по наружному диаметру трубы. Удобен в применении набор резьбы на трубах вручную, который состоит из нескольких комплектов плашек наиболее употребительных диаметров. Объясняется это тем, что для качественного соединения следует применять черновую плашку, для первичного прохода, и чистовую, того же диаметра – с целью калибровки профиля. Можно, конечно, пользоваться и одной леркой, но её износ в этом случае будет намного выше, особенно, если трубопровод изготовлен из высокоуглеродистой стали.
В отличие от лерки, клупп для нарезки представляет собой более конструктивно сложный инструмент. Он имеет трещотку, которая фиксирует резьбонарезную часть в определённом положении, пока рукоятка проворачивается на следующий оборот. Поэтому резьба получается более качественной.
Кроме ручного резьбообразующего инструмента, в практике используется и механизированный инструмент для получения трубной резьбы. Наиболее компактный и удобный в быту станок для нарезки резьбы оснащается электрическим приводом. Однако в этом случае цена вопроса оказывается значительно более высокой, поэтому электрические резьбонарезатели оправдывают себя лишь тогда, когда предстоит оформлять резьбу на длинном участке трубы.
Подготовка к нарезке
Перед тем, как нарезать резьбу на трубе, поверхность металла следует очистить. Износ инструмента возрастает, если исходная поверхность изделия не очищена от поверхностной ржавчины и окалины, имеет остатки лакокрасочного покрытия и т.п. Поэтому перед началом работ детали следует тщательно очистить. Стойкая окалина удаляется с использованием органических растворителей, а короткие детали – переходники, сгоны и т.п. – можно очищать, окуная их в горячий (не менее 60 °С) раствор буры.

После очистки изделие осматривается для выявления поверхностных неровностей (они часто бывают на трубах б/у), а также при искривлениях оси элемента. Малейший изгиб приводит, во-первых, к искажению нарезаемого профиля, а, во-вторых, провоцирует резкое снижение стойкости, когда на один из сегментов рабочей части инструмента всегда приходится увеличенное усилие резьбообразования.
Непосредственно перед работами нужный участок трубы смазывается. Подойдут смазки со средней вязкостью, например, масло «Индустриальное 40». Густую смазку (солидол) можно нанести и на рабочий профиль плашки.
Получение профиля при помощи плашек
Нарезка резьбы на трубах вручную плашками, входящими в набор для нарезания резьбы на трубах, выполняются в следующей последовательности:
- Деталь закрепляют в тисках верстака, следя за тем, чтобы поверхность материала не деформировалась (это особенно важно для тонких труб, изготовленных из низкоуглеродистых марок стали). Нагрузка должна быть рассредоточена, по крайней мере, на три точки, расположенные друг относительно друга под углом примерно в 120°.
- На обоих торцах снимается заходная фаска. Для этого можно воспользоваться напильником, сформировав по всему периметру торцевой части конус высотой не менее 1,5…2 мм и углом 45…60°. Можно обойтись и без этого перехода, но тогда усилие внедрения плашки в металл увеличивается, а стойкость плашки снижается.

Плашки для нарезания резьбы
Выбор материала плашек стоит делать в пользу инструментальной стали марок Х12Ф1 или даже быстрорежущей Р6М5. Инструмент китайского производства не отличается высоким качеством, поскольку плашки из КНР в лучшем случае изготавливаются из нелегированных инструментальных сталей.
Получение резьбового профиля при помощи клуппов
Клуппы изготавливаются с раздвижными и неподвижными плашками. Удобнее применять инструмент первого типа, который иногда называют клуппом Маевского. Конструктивная особенность такого устройства — наличие радиальных одно- или двухсторонних плашек. В корпусе инструмента имеется семь отверстий: четыре – для рабочей и три – для направляющей плашки. Для перемещения в радиальном направлении предусмотрены планшайбы, которые прижимными кольцами прижимаются к корпусу клуппа. Такая конструкция исключает повторный проход резьбы (как в предыдущем варианте).
Работы производят так:
- Деталь, подготовленную к нарезке резьбы, устанавливают в тисках, подготавливают к нарезке торец, после чего надевают на изделие клупп с раздвинутыми плашками.
- Подводят плашкодержатель к образующей поверхности трубы и закрепляют его там при помощи струбцин (входят в состав клуппового набора).
- Устанавливают плашки, и усилием подачи начинают формообразование резьбового участка.
- При обратном провороте клуппа храповик выводит плашки из зацепления с поверхностью трубы, после чего планшайба поворачивается на следующий оборот, и нарезка резьбы продолжается.

Недостаток клуппов – их массивность, а также необходимость в более тщательном уходе. Однако технологические удобства вполне восполняют эти бытовые ограничения.
Как легко и быстро нарезать резьбу клуппом
Где и когда необходим инструмент
Клупп – приспособление для нарезки метрической, упорной, трубной резьбы на изделиях из металла или других твёрдых материалов. Это металлический цилиндр со сложной геометрией корпуса и съёмными резцами гребёнчатой формы внутри, которые делают прорези в металле. В отличие от разборного клуппа, привычная плашка (в быту лерка) – инструмент монолитный, поэтому её используют всё реже.
Клупп относится к профессиональному резьбонарезному оборудованию, но в быту применяется так же часто, как и на производстве. Популярность прибора обусловлена его низкой ценой, простотой конструкции и удобством использования в самых неудобных местах.

Для чего предназначено приспособление
Чаще всего домашние мастера приобретают клупп для создания резьбы на трубах. Если вы не знаете, где и как нарезать резьбу клуппом, то инструмент используют для решения следующих проблем:
Нарезка резьбы на трубном каркасе сборных сооружений. Это могут быть стеллажи, гаражные полки, парники или теплицы, беседки или садовые павильоны, скамейки и стулья, столы.
При сборке внутренней системы трубопроводной подачи воды в ГВС, ХВС из оцинкованных трубопроводов, труб из сплавов и нержавейки.
При монтаже отопительных систем на таких же трубах для стыковки и присоединения чугунных, биметаллических, алюминиевых или стальных радиаторов.
При конструировании внутреннего газопровода по дому.
При работе с узлами и элементами самодельных устройств и оборудования из металла, а также с толстостенными ПП или ПНД изделиями.
В резервуарах для создания резьбы на внутренних магистралях или на водоотводных трассах.
При бурении скважины на участке – чтобы соединять буровые штанги.
Недорогой клупп продаётся в ручном или электрическом вариантах.

Последовательность работ
Существует два варианта, как нарезать резьбу клуппом вручную: на неподвижных деталях или в слесарных тисках с механическим ручным зажимом. В промышленных масштабах выпускаются ниппель-зажимы с головкой-расширителем, который помещается внутрь стального изделия. Связанный с расширителем шток передаёт вращение на головку, отчего она постепенно раскрывается и плотно прилегает к внутренним стенкам трубы. В тисках зажимается не деталь, а зажим-ниппель. Если зажимать в тисках деталь, то её можно повредить губками тисков.
Рекомендации о том, как правильно нарезать резьбу клуппом на разборных трубных конструкциях, состоят из следующей последовательности операций:
Сначала необходимо отрезать торец изделия перпендикулярно его центральной оси, и зачистить кромку от заусенцев. Для выдерживания прямого угла рекомендуется участок разреза обмотать изолентой или цветным скотчем до параллельного расположения кромок ленточного маркера и трубы, затем обрезать трубу по границе скотча.
Зажать изделие в слесарных тисах, конец оставить свободным на 110-120 мм.
Нанести на торец трубы каплю специальной смазки, надеть на деталь вороток с трещоткой.
Освободить стопор трещотки и повернуть его по часовой стрелке.
Надавить на вороток с одновременным медленным вращением лерки. Через 1-2 оборота подавать смазку по капле в рабочую зону.
Трещотку вращать упора плашки в торец трубы.
По окончании операции стопор переставляют на реверс, головку расширителя вращают назад, чтобы выкрутить воротов обратно.
В работе следует пользоваться только специальным маслом (например, REMS Spezial или LM-40 Likvi moli). Такие смазки не задерживают стружку, а смывают её с детали, не ухудшая качество выступов.

Разновидности и особенности клуппов
Для нарезки резьбы выпускается механический и электрический инструмент. Компании, выпускающие клуппы, комплектуют их набором сменных головок. Одноразовое нарезание резьбы возможно головкой требуемого диаметра, приобретённой в единичном экземпляре. Такую нарезку делают газовым или разводным ключом – его губки захватывают 4 выступа на цилиндрическом расширителе.
Ручной инструмент, оснащённый специальной трещоткой с реверсом, отличается малым углом поворота рукоятки. Это удобно при работе в труднодоступных местах. Трещотки отличаются друг от друга разным количеством зубцов – чем их больше, тем на меньший угол повернётся рукоятка приспособления. Также вместо трещотки можно воспользоваться стандартным плашкодержателем, который снабжён креплением расширителя и резьбовыми патрубками, предназначенными для фиксации вращательных ручек. Кроме того, ручки можно использовать вместо трещотки, чтобы проворачивать головку, если диаметры лерки и воротка совпадают. При этом лерку фиксируют крепёжными болтами. Для труднодоступных мест этот вариант не подходит в силу широты вращательных движений.
Электроклупп предназначен для нарезания длинных участков или больших объёмов резьбы на трубах. Комплектуется инструмент четырьмя и более головками, а также струбциной для фиксации электропривода агрегата. Расширитель выполнен в виде таблетки с муфтой. Количество граней на муфте может быть разным. При помощи устройства можно нарезать резьбу на коротком участке трубы без струбцины и снятия фаски на трубе – перевёрнутыми гребёнками. Но перед тем, как нарезать резьбу на короткой трубе клуппом, необходимо обязательно нанести на торец трубы несколько капель масла.

Достоинства клуппа и различия с плашкой
Плашка – ручное приспособление. Имеет круглую цилиндрическую форму и резцы. Снаружи на корпусе плашки есть продольные канавки или круглые углубления для крепления в держателе – цилиндрической муфте с односторонним выступом, частично закрывающем лерку с упорной стороны. Для рукояток предусмотрены отверстия с резьбой.
Клупп отличается от плашки следующими нюансами:
Для перпендикулярного удержания резаков при нарезании витков тело клуппа выполнено в виде длинного цилиндра-муфты, который насаживают на деталь. Плашку очень трудно вручную зафиксировать перпендикулярно трубе, и снятие фаски немного в этом помогает.
Лерки делают из инструментальной высоколегированной износостойкой стали марки 9ХС. Гребёнки клуппа могут изготавливаться из стали или маркой ниже.
Клупп предназначен для нарезки трубных конических BSPT-витков, а плашка – для нарезки метрических нитей.
Сменные резцы и реверс – основные преимущества клуппов.
О том, как нарезать резьбу клуппом – видео ниже:
Заключение
Трубный клуппный вороток предназначен для создания дюймовой резьбы конического типа с ограниченной длиной. Для одноразовой нарезки или создания небольшого объёма резьбы можно использовать плашки.
Резьбонарезной инструмент для труб



Максимальный диаметр труб 1 1/4″
5 500 руб
сравнить
Максимальный диаметр труб 2″
12 900 руб
сравнить

Электрический резьбонарезной клупп до 1 1/4″ SQ30
36 000 руб
сравнить

Электрический резьбонарезной клупп до 2″ SQ30-2b
46 000 руб
сравнить

Максимальный диаметр труб 2″
49 000 руб
сравнить
10 395 руб
сравнить
15 681 руб
сравнить

Трубы до 2″, мощность 1,5 кВт, 220В, автоматическая голова
145 000 руб
сравнить
Подробнее 

Трубы до 3″, мощность 1,5 кВт, 220В, автоматическая голова
189 000 руб
сравнить

Трубы до 4″, мощность 1,5 кВт, 220В, автоматическая голова
259 000 руб
сравнить
Подробнее
Мощность 1,5 кВт, 220В, трубы: 1/8″-2″, болты: 1/4″-2″
295 628 руб
сравнить

Трубы до 2″, мощность 1,5 кВт, 220В,
143 000 руб
сравнить

Трубы до 2″, мощность 1,5 кВт, 220В,
187 980 руб
сравнить
Когда встаёт вопрос соединения двух труб, предпочтение стоит отдавать резьбовому соединению. К сожалению не всегда можно купить трубы с уже подходящей резьбой. Для аккуратного нарезания необходимо воспользоваться специальным инструментом, который бывает как ручным, так и электрическим. Такое оборудование вы найдете в нашем каталоге по выгодным ценам.
Как выбрать резьбонарезной инструмент?
При выборе резьбонарезного оборудования важными являются 5 факторов:
- тип инструмента (ручной, электрический, стационарный);
- тип и направление резьбы;
- диаметры труб;
- количество и диаметры резьбонарезных головок;
- материал головок.
Самым простым и недорогим оборудованием, который мы предлагаем купить является ручной резьбонарезной инструмент. Отличительно чертой ручных клуппов является компактность и малый вес, что позволяет работать с ним в самых сложных и трудных условиях. Применение ручного резьбонарезного инструмента оправдано для труб небольшого диаметра.
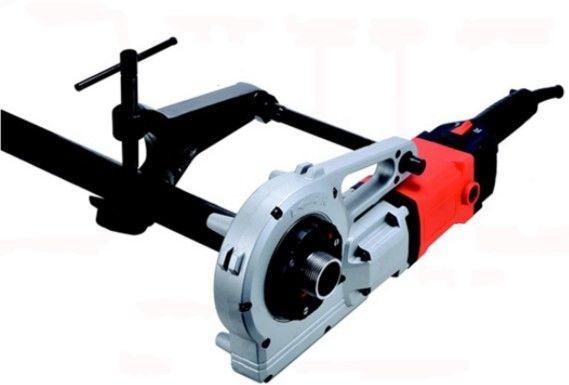
Электрический инструмент для нарезки резьбы на трубах
Электрический резьбонарезной инструмент позволяет нарезать резьбу быстрее, более точно, для труб большего диаметра. Вес заметно больше чем у ручного, но обычно электрические клуппы имеют кейс для переноски, что существенно облегает работу с ними.
С помощью резьбонарезных станков производиться еще более точная и ускоренная нарезка. Станки значительно увеличивают производительность труда и уменьшают затраченное время. При больших объёмах работы рекомендуем обратить внимание именно на них.
Пользуясь резьбонарезным оборудованием нужно помнить, что значительную роль в работе играет человеческий фактор. Например, применение больших усилий, при нанесении резьбы может привести к поломке стенок трубопровода или порче самого инструмента.

