Класс точности метчиков для резьбы метрической
Метчики для нарезания резьбы: виды, таблицы размеров, требования ГОСТ
Сделать резьбу в готовом металлическом отверстии или гайке можно буквально за секунды, если у вас есть метчик. С помощью этого металлорежущего инструмента можно нанести внутреннюю резьбу и откалибровать существующую.
Конечно, метчики – не единственный инструмент, применяемый для создания резьбы. В аналогичную категорию попадают, например, плашки и клуппы. Их применяют для нанесения резьбы снаружи детали. Но сейчас не про это.
Видов метчиков существует довольно много – опытные мастера о некоторых из них даже не слышали. Поэтому специфичные типы этого инструмента оставим узкопрофильным специалистам и разберем самые популярные.
Давайте попробуем подобрать инструмент под конкретные нужды. По представленному ниже алгоритму сделать это не составит особого труда.
Шаг 1. Сферы применения: домашняя мастерская или производство
Очевидно, что при работе в домашних условиях и на производстве мастеру понадобится разный инструмент.
Ручные метчики (они же слесарные) найдутся в любой мастерской. За счет значительной прочности и износостойкости инструмент позволяет выполнять работу высокой точности даже в бытовых условиях. Обычно они комплектуются специальным воротком, необходимым для вращения метчика.
Ручные метчики почти всегда продаются наборами из 2-3 штук различных диаметров. Каждый инструмент осуществляет свою задачу: одним производится черновая обработка резьбы, вторым (если есть) – промежуточная, третьим – чистовая, после которой профиль отвечает всем нормам ГОСТ (о них – ниже).
Но ручные метчики не предназначены для работы на высоких скоростях вращения. Для этого применяются машинные аналоги.
Машинные метчики сделаны из более качественной быстрорежущей стали, которая легко переносит серьезный нагрев, возникающий из-за трения и резки металла. Именно по прочности слесарные метчики уступают своим машинным аналогам. Кроме того, у машинных инструментов небольшая заборная часть, т.к. соосность метчика и отверстия заготовки обеспечивается конструкцией станка.
Есть еще третий вид метчиков – гаечные. Нетрудно догадаться, что они используются исключительно для нанесения резьбы в гайках.
Гаечные метчики обладают длинным хвостовиком, который устанавливается в специальный станок-автомат. После нанесения резьбы гайки одна за другой передвигаются на хвостовую часть и ожидают там, когда вся серия будет выполнена. После этого метчик удаляется из патрона, и все гайки сбрасываются в приемный лоток. Таким образом значительно экономится время на операцию, и увеличивается производительность.
Шаг 2. Тип отверстия: глухое или сквозное
Немаловажное значение имеет цель вашей работы: собираетесь ли вы создать профиль в глухом отверстии или дырка сквозная? В зависимости от этого и инструмент понадобится различный. В частности, большую роль будут играть канавки для отвода стружки на метчике. Они могут закручиваться (причем как влево, так и вправо), а могут располагаться прямо.
Прямолинейные канавки применяются в универсальных метчиках.
Инструменты с правым углублением канавки чаще используются для создания профиля в глухих отверстиях. По таким канавкам стружка выдавливается назад, наружу, и не засоряет отверстие.
Направленные влево винтовые канавки применяются для создания профиля в сквозных отверстиях. Стружка выдавливается прямо перед метчиком, сохраняя тем самым только что нанесенную резьбу от повреждений.
Есть еще вариант метчиков со стружечными канавками укороченной длины, известных как бесканавочные, или раскатники. Такая конструкция помогает создавать резьбу в изделиях, изготовленных из вязких материалов, например, из легированных высокопрочных и низкоуглеродистых вязких сталей, а также сплавов из алюминия.
Шаг 3. Тип резьбы
На производстве существует несколько государственных стандартов, различающихся системой измерения. С помощью маркировки на метчике, можно понять, к какой из них относится инструмент – метрической или дюймовой. Исходя из типа устройства метчиков можно нанести три вида резьбы.
Метрическая резьба
Метрические метчики пригодятся для создания профиля, размеры которого измеряются в миллиметрах. Они маркируются символом «M».
Профиль метчиков данного типа представляет собой равнобедренный треугольник с углом при вершине в 60°.
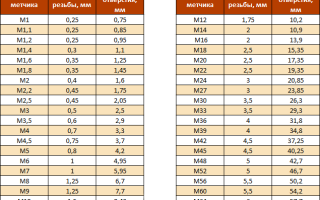
Размерный ряд метрических метчиков довольно обширный – с их помощью можно создать практически любой профиль. Каждый размер метчика имеет свой основной шаг – расстояние между витками резьбы. Чем больше размер, тем больше основной шаг. Для подбора инструмента используется специальная таблица на основе норм госстандартов (согласно ГОСТ 19257-73).

Дюймовая резьба
В отличие от метрических размер дюймовых метчиков обозначается в дюймах. Такая система пришла к нам из-за границы. В частности, из США и Великобритании.
Основной шаг обозначается количеством ниток (или числом витков), приходящихся на 1 дюйм. Чем показатель выше, тем мельче шаг резьбы.
Угол при вершине в дюймовой резьбе может быть различным. Угол в 60° характерен для метчиков, распространенных в Северной Америке. Максимальную популярность получила резьба UNC. Такой крепеж нередко встречается на ввозимой в Россию технике (газонокосилки, генераторы, культиваторы и т.п.).
Дюймовая резьба британского стандарта BSW имеет угол при вершине в 55°.
Ниже приведены дюймовые размеры метчиков наиболее популярных стандартов.

Трубная резьба
Среди дюймовых метчиков отдельно стоит выделить группу инструментов, используемых для создания профиля в трубных соединениях. Особенно часто трубная резьба встречается в элементах систем водоснабжения.
Размеры трубных метчиков специально подстроены под стандартные виды металлических труб. Они разделяются на цилиндрические и конические. Первые обозначаются литерой «G», после которой ставится цифра, соответствующая проходному диаметру. Трубные конические метчики маркируются символами «R» или «Rc». Резьба наносится на поверхности с конусностью 1:16 и доходит до упора.
Традиционно их размеры указываются в дюймах. Однако со временем система обозначений утратила идентичность реальным размерам, поэтому инструмент для трубной резьбы подбирают по таблицам (на основе ГОСТ 6357-81 и ГОСТ 6111-81).

Требования ГОСТ
Государственными стандартами определяются требования к размерам и характеристикам метчиков, а также вводятся максимальные допуски, класс точности и степень шероховатости поверхности. Практически все показатели по выбору и качеству резьбы регулируются ГОСТ 3266-81, который вы можете скачать с нашего сайта.
Компания ТИГРОТЕХ открыто показывает цены и сроки поставки на приводной инструмент SMW-Autoblok.
С ними вы можете ознакомиться в в нашем каталоге нашем каталоге.
ГОСТ 16925-93 Метчики. Допуски на изготовление резьбовой части
Текст ГОСТ 16925-93 Метчики. Допуски на изготовление резьбовой части
ГОСТ 16925-93 (ИСО 2857-73)
МЕТЧИКИ
ДОПУСКИ НА ИЗГОТОВЛЕНИЕ РЕЗЬБОВОЙ ЧАСТИ
МЕЖГОСУДАРСТВЕННЫЙ совет ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование национального органа по стандартизации
3 Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 2857—73 «Метчики шлифованные для крупной и мелкой резьбы ИСО с допусками 4Н—8Н и 4G—6G. Допуски на изготовление резьбовой части» с дополнительными требованиями к допускам на изготовление резьбовой части метчиков 4-го класса точности с нешлифованным профилем резьбы
4 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 июня 1994 г. № 160 межгосударственный стандарт ГОСТ 16925—93 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
5 ВЗАМЕН ГОСТ 16925-71
6 ПЕРЕИЗДАНИЕ. Июль 2005 г.
© Издательство стандартов, 1994 © Стандартинформ, 2005
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Технического секретариата Межгосударственного Совета по стандартизации, метрологии и сертификации
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТЧИКИ
Допуски на изготовление резьбовой части
Taps. Manufacturing tolerances on the threaded portion
MKC 25.100.50 ОКП 39 1300
Дата введения 1995—01—01
Настоящий стандарт устанавливает допуски на изготовление резьбовой части метчиков для нарезания метрической резьбы по ГОСТ 24705* с допусками классов 4Н—8Н и 4G—6G по ГОСТ 16093*.
Требования настоящего стандарта являются обязательными, кроме требований пункта 5.
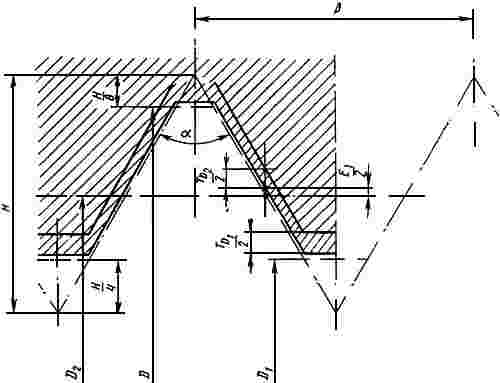
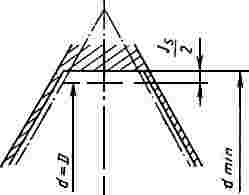
1 Профиль резьбы гайки и обозначение размеров должны соответствовать указанным на рисунке 1.

D — номинальный наружный диаметр; Di — внутренний диаметр; £Ь — средний диаметр; р — шаг резьбы; а — угол профиля резьбы; Н — высота исходного треугольника; Ei — нижнее отклонение среднего диаметра; Тд, — допуск на внутренний диаметр; Тд2 — допуск на средний диаметр
* С 1 июля 2005 г. введен в действие ГОСТ 24705—2004 и ГОСТ 16093—2004 соответственно.
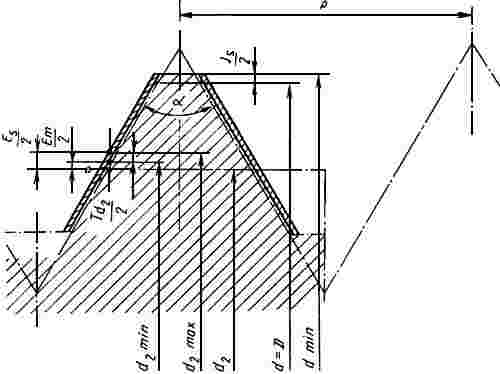
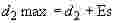
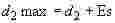
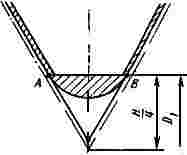
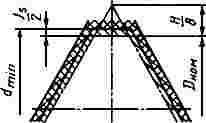
2 Профиль резьбы метчика и обозначение размеров должны соответствовать указанным на рисунке 2.

d — D — номинальный наружный диаметр метчика; dmm —допускаемый минимальный наружный диаметр; Js — нижнее отклонение наружного диаметра; di = Di — средний диаметр; cfemin — минимальный средний диаметр; di max — макСИ-мальный средний диаметр; Es — верхнее отклонение среднего диаметра; Em — нижнее отклонение среднего диаметра;
То 2 — допуск на средний диаметр
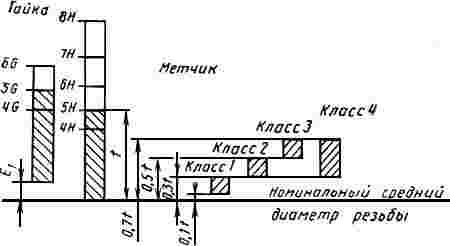
3 Метчики должны изготовляться классов точности:
1, 2, 3 — со шлифованным профилем резьбы;
4 — с нешлифованным профилем резьбы.
Классы точности устанавливаются в зависимости от поля допуска среднего диаметра. Допуски всех классов определяются в единицах допуска t, величина равна допуску Tfl резьбы
степени точности 5.
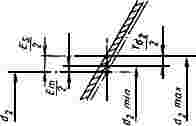
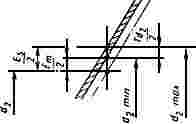
Схема расположения полей допусков среднего диаметра резьбы метчика и гайки приведена на рисунке 3.

4 Допуск на средний диаметр метчика Тпринимают одинаковым для классов точности резьбы метчика 1—3 и равным 20 % от t
Для метчиков класса точности 4 — 40 % от t
Нижнее отклонение среднего диаметра принимают равным для метчиков:
— класса 1 . . . + 0,1/;
— класса 3 . . . + 0,5/;
5 Метчиками классов точности 1—4 рекомендуется нарезать резьбу с полями допусков:
— класса 1 . . . 4Н и 5Н;
— класса 2 . . . 6Н, 4G и 5G;
— класса 3 . . . 7Н, 8Н и 6G;
— класса 4 . . . 7Н и 8Н.
Примечание. Потребители могут выбирать другие классы точности метчиков в зависимости от обрабатываемого материала, смазочно-охлаждающих жидкостей, приспособлений и т. д.
6 Расчет размеров резьбы метчика указан в таблице 1.
Пример расчета размеров резьбовой части метчика приведен в приложении.
7 Исполнительные размеры резьбы метчиков — по ГОСТ 17039.
8 Предельные отклонения наружного диаметра резьбы метчиков должны соответствовать указанным на рисунке 4 и в таблице 2.
Степень точности и допуски на резьбу метчика
Метчики изготовляют четырех степеней точности Н1 – Н4 для метрической резьбы и двух степеней точности G1 и G2. Метчики степеней точности Н1, Н2 делают со шлифованным профилем, а степеней точности Н3 и Н4 с нешлифованным. Точность резьбы зависит от многих факторов; один из них – точность инструмента. За основу расположения поля допуска на резьбу метчика относительно поля допуска резьбы гайки приняты следующие положения:
1. Поле допуска на метчик лежит внутри поля допуска резьбы гайки.
2. Поле допуска на резьбу метчика располагается ближе к номинальному профилю резьбы гайки.
3. Нижнее отклонение резьбы метчика не совпадает с номинальным профилем резьбы гайки, а имеет гарантированный зазор. Исключение составляет допуск на внутренний диаметр резьбы метчика.
4. Верхнее отклонение резьбы метчика далеко отстоит от верхнего отклонения резьбы гайки, так как метчики обычно имеют нежесткое крепление и разбивают резьбу.
5. По наружному диаметру метчика верхнее отклонение ограничено, хотя и не вызывается условиями формообразования резьбы. Но это необходимо для упрочнения вершины резьбы метчика и повышения его стойкости.
6. По внутреннему диаметру верхнее отклонение резьбы метчика лежит ниже номинального диаметра гайки. Это необходимо для того, чтобы исключить резание внутренним диаметром метчика и обеспечить пространство для размещения металла при выпучивании резьбы в некоторых условиях нарезания.
Углы резания у метчиков
Углы резания у метчиков имеют весьма важное значение, так как они работают в трудных условиях образования внутренней резьбы. На режущей части передний угол γ должен быть положительным. По ГОСТ 3266-81 рекомендуется для чугуна, твердой стали, хрупкой латуни и бронзы γ = 0–5; для стали средней твердости и латуни γ = 8–10°; для вязкой стали и меди γ = 12 – 15°; для алюминия и других вязких цветных металлов γ = 16 – 25.
Главные кромки на режущей части являются вершинными и срезают основную часть металла, боковые режущие кромки на каждом зубе вспомогательными. Поэтому задний угол α должен быть оптимальным, прежде всего, на вершинных кромках. Рекомендуется α = 6 – 12°. Меньшие значения принимают для ручных метчиков и при нарезании резьбы в легких сплавах. Задний угол получают затылованием задней поверхности по архимедовой кривой. У метчиков, не шлифуемых по профилю, задние углы не создают на боковых режущих кромках, так как они являются вспомогательными. Для нарезания более точной и качественной резьбы применяют шлифованные метчики.
Геометрические параметры калибрующей части метчика
Калибрующая часть метчика служит для зачистки, калибрования резьбы. Она окончательно формирует резьбу, обеспечивает необходимую точность размеров и шероховатость поверхности и является резервом для пополнения режущих зубьев за счет калибрующих по мере изнашивания и переточки метчика. По существу, работу по зачистке резьбы выполняют зубья первого витка калибрующей части. Остальные витки служат для поддержания устойчивого направления метчика и способствуют перемещению метчика вдоль оси за счет процесса, самозатягивания. Диаметр калибрующей части определяется диаметром резьбы изделия. Длина калибрующей части l2 должна обеспечивать выполнение указанных функций. Рекомендуется делать калибрующую часть длиной l2 = (1,2 – 1,5)∙d малых диаметров резьб; l2 ≈ d для средних диаметров резьб; и l2 ≈ (0,6 – 0,8)∙d для резьб большого диаметра. Длина калибрующей части может быть выражена через число шагов резьбы. Для машинных и гаечных метчиков l2 ≈ 8∙Р, для ручных l2 ≈ (6 – 8)∙Р. После предельного стачивания длина калибрующей части должна быть не менее 0,5D. При срезании слоев на боковых сторонах профиля резьбы остаются следы от отдельных режущих комок. Если средний диаметр резьбы режущей и калибрующей частей одинаковый, то следы не всегда могут быть удалены калибрующими зубьями. Чтобы устранить этот недостаток и повысить качество поверхностного слоя рекомендуется средний диаметр калибрующих зубьев метчика делать несколько больше среднего диаметра режущей части. В этом случае калибрующие зубья первого витка будут срезать тонкий слой по всему контуру профиля, и зачищать резьбу.
Разновидности метчиков
По конструкции и применению метчики делят на следующие типы:
1) машинно-ручной метчик для нарезания резьбы диаметром более 5,5 мм,
2) ручной метчик с винтовой канавкой. Угол подъема винтовой канавки делают от 30 до 45°;
3) калибровочный метчик применяют для окончательной обработки или зачистки крупных резьб; их изготовляют как хвостовыми, так и насадными
4) гаечный метчик изготовляют с прямым и изогнутым хвостовиками;
5) машинный метчик
6) плашечный метчик для предварительного нарезания резьбы в плашках
7) маточный метчик для окончательной обработки резьбы в плашках
8) специальные — для нарезания резьб различных профилей: трапецеидальных, круглых, упорных и т.д.,
Метчики сборной конструкции
В целях экономии инструментального материала, улучшения геометрии и повышения качества рабочей части инструмента, а также для повышения производительности труда при резьбонарезании отверстий диаметром более 36 мм применяют метчики сборной конструкции. Их подразделяют на: нерегулируемые, регулируемые и регулируемые, автоматически выключающиеся. Нерегулируемые метчики представляют собой сборную конструкцию, состоящую из корпуса и четырех или шести вставных плоских гребенок, закрепленных механическим способом. Регулируемые метчики более универсальны и долговечны. Они позволяют изменять диаметральный размер в пределах 1 – 2 мм. Резьба у таких метчиков винтовая. Длина режущей части и ее угол φ определяются так же, как для машинных метчиков. Регулируемые метчики, выключающиеся автоматически, позволяют сходиться гребенкам к центру нарезания резьбы и без свинчивания свободно выходить из отверстия. Вследствие этого не портится окончательно сформированная резьба, как это в ряде случаев имеет место при вывинчивании инструмента, и повышается производительность, так как исключается время на процесс вывертывания метчика.


Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Метчики. Допуски на изготовление резьбовой части
ГОСТ 16925-93
(ИСО 2857-73)
Допуски на изготовление резьбовой части
Taps. Manufacturing tolerances on the threaded portion
Дата введения 1995-01-01
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование национального органа по стандартизации
3 Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 2857-73 «Метчики шлифованные для крупной и мелкой резьбы ИСО с допусками 4Н-8Н и 4G-6G. Допуски на изготовление резьбовой части» с дополнительными требованиями к допускам на изготовление резьбовой части метчиков 4-го класса точности с нешлифованным профилем резьбы
4 ВВЕДЕН ВЗАМЕН ГОСТ 16925-71
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
Вводная часть, приложение
Требования настоящего стандарта являются обязательными, кроме требований п.5.
1. Профиль резьбы гайки и обозначение размеров должны соответствовать указанным на черт.1.
Черт.1
— номинальный наружный диаметр: — внутренний диаметр; — средний диаметр; — шаг резьбы;
— угол профиля резьбы; — высота исходного треугольника; Е1 — нижнее отклонение среднего диаметра;
— допуск на внутренний диаметр; — допуск на средний диаметр
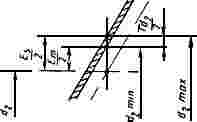
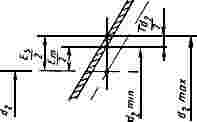
2. Профиль резьбы метчика и обозначение размеров должны соответствовать указанным на черт.2.
Черт.2
 — номинальный наружный диаметр метчика; — допустимый минимальный наружный диаметр;
— номинальный наружный диаметр метчика; — допустимый минимальный наружный диаметр;
— нижнее отклонение наружного диаметра;  — средний диаметр;
— средний диаметр;  — минимальный
— минимальный
средний диаметр;  — максимальный средний диаметр; Es — верхнее отклонение среднего диаметра;
— максимальный средний диаметр; Es — верхнее отклонение среднего диаметра;
Em — нижнее отклонение среднего диаметра; — допуск на средний диаметр
3. Метчики должны изготовляться классов точности:
1, 2, 3 — со шлифованным профилем резьбы;
4 — с нешлифованным профилем резьбы.
Классы точности устанавливаются в зависимости от поля допуска среднего диаметра.
Допуски всех классов определяются в единицах допуска , величина равна допуску , резьбы степени точности 5.
Схема расположения полей допусков среднего диаметра резьбы метчика и гайки приведена на черт.3.
Черт.3
4. Допуск на средний диаметр метчика принимается одинаковым для классов точности резьбы метчика 1, 2, 3 и равен 20% от .

Для метчиков класса точности 4 — 40% от

Нижнее отклонение среднего диаметра принимается равным для метчиков:
5. Метчиками классов точности 1, 2, 3 и 4 рекомендуется нарезать резьбу с полями допусков;
класса 1: 4Н и 5Н
класса 2: 6Н, 4G и 5G
класса 3: 7Н, 8Н и 6G
класса 4: 7Н и 8Н
Примечание. Потребители могут выбирать другие классы точности метчиков в зависимости от обрабатываемого материала, смазочно-охлаждающих жидкостей, приспособлений и т.д.
6. Расчет размеров резьбы метчика указан в табл.1.
Нижнее отклонение наружного диаметра



Допуск среднего диаметра









 .
.



Допуск внутреннего диаметра
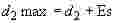
Форма впадины профиля резьбы метчиков всех классов точности может быть произвольной, но не должна быть выше линии АВ, которая соответствует внутреннему диаметру резьбы
Пример расчета размеров резьбовой части метчика приведен в приложении.
8. Предельные отклонения наружного диаметра резьбы метчиков должны соответствовать указанным на черт.4 и табл.2.
Черт.4
Номинальный диаметр резьбы
Нижнее отклонение наружного диаметра Js, мкм
Метчики
Метчик – инструмент для формирования профиля резьбы в отверстии. Метчики имеют рабочую часть, шейку и хвостовик. Рабочая часть метчика предназначена для механической обработки резанием и состоит из заборной части, режущих зубьев и калибрующих зубьев. Хвостовик инструмента предназначен для закрепления инструмента на станках в специальные резьбонарезные патроны, либо при слесарных работах квадратный хвостовик метчика устанавливается в метчикодержатель или вороток.

рис. 1 – метчики с винтовой канавкой для глухих отверстий

рис. 2 — метчикодержатель
Виды метчиков
Метчики подразделяются по типу выполняемых работ


Ручные метчики используются комплектом из 2-3 штук. На каждом метчике имеется маркировка №1,2,3. Метчики №1 имеет большую длину заборной части и заниженный размер по среднему диаметру резьбы, его еще называют черновым метчиком. Метчик №2 или №3 имеет меньшую длину заборного конуса (примерно = 2-3 шага резьбы), это позволяет обрабатывать глухие отверстия максимально близко ко дну отверстия, а также он имеет окончательный профиль резьбы, такие метчики называют чистовыми.
Метчики изготавливают по разным стандартам
Российские стандарты
Машинно-ручные метчики для метрической, дюймовой, трубной резьбы — ГОСТ 3266-81.

рис. 3 – метчик с усиленным хвостовиком
Усиленный хвостовик повышает жесткость инструмента и как следствие стойкость. Применяется на резьбах до М10 (включительно) основной шаг.

рис. 4 – метчик с шейкой
Применяются при нарезании неглубоких резьбовых отверстий. Являются более дешевой альтернативой метчиков с проходным хвостовиком изготовленных по DIN.

рис. 5 – метчик с проходным хвостовиком
Проходной хвостовик позволяет нарезать резьбу длиннее, чем режущая часть метчика.
Машинные метчики для метрической резьбы – ГОСТ 8859-74.

рис. 6 – метчик машинный
Гаечные метчики для метрической резьбы – ГОСТ 1604-71

рис. 7 – метчик гаечный
Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.

рис. 8 – метчик гаечный с изогнутым хвостовиком
Зарубежные стандарты
Метчики ручные комплектные для метрической резьбы – DIN 352
Метчики машинные с усиленным хвостовиком для метрической резьбы – DIN 371
Метчики машинные с проходным хвостовиком для метрической резьбы – DIN 376, DIN 374
Метчики ручные комплектные для мелкой метрической резьбы – DIN 2181
Метчики гаечные для метрической резьбы – DIN 357
Метчики машинно-ручные для метрической резьбы – ISO 529
Метчики ручные для трубной резьбы – DIN 5157
Метчики машинные для трубной резьбы – DIN 5156
Метчики ручные для трапецеидальной резьбы – DIN 130
Примечание: Принципиальной разницы между метчиками изготовленными по ГОСТ и по DIN нет. Метчики изготавливаемые по DIN немного короче метчиков по ГОСТ (аналогичных серий), примерно на 10 мм. Поэтому, исходя из потребительского спроса, наша компания представляет следующие серии метчиков для метрической резьбы: короткая серия по DIN, короткая серия по ГОСТ, метчики с удлиненным хвостовиком по DIN. Чем больше длина метчика, тем он дороже.
Метчики подразделяются по виду обрабатываемой резьбы
М Резьба метрическая основной шаг 60°
Мf Резьба метрическая мелкий шаг 60°
BSW Резьба Витворта 55° основной шаг BS 84
BSF Резьба Витворта 55° мелкий шаг BS 84
UNC Резьба унифицированная 60° основной шаг ANSI B1.1
UNF Резьба унифицированная 60° мелкий шаг ANSI B1.1
G (BSP) Резьба трубная цилиндрическая 55°
NPT Американская трубная коническая резьба 60° 1:16 ANSI/ASME B1.20.1,
К Коническая дюймовая резьба
NPTF Американская трубная плотная коническая резьба 60° 1:16 ANSI B1.20.3
NPS Американская трубная цилиндрическая резьба 60° 1:16 ANSI/ASME B1.20.1
Rp (PS) Резьба трубная цилиндрическая
R (BSPT) Резьба трубная коническая 1:16
Pg Резьба для обсадных труб
Метчики для специальной резьбы
Метчики подразделяются по типу обрабатываемого отверстия



а) Метчики с подточкой для обработки сквозных отверстий.
Подточка необходима для того, чтобы стружка шла перед метчиком (особенно на вязких материалах) и не забивала стружечные канавки.
б) Метчики с винтовой канавкой – для обработки глухих отверстий
При обработке глухих отверстий, в процессе резания стружка за счет СОЖ и инерции выталкивается по винтовым канавкам наружу, это позволяет избегать повторное резание стружки и поломки метчика.
в) Метчики с прямыми канавками – для универсальных работ
Особенно часто подходит для материалов дающих сегментную стружку или стружку надлома, такие материалы как серый чугун, бронза и т.д.
Метчики подразделяются по длине заборной части

рис. 9 – для метчиков по DIN

рис. 10 – для метчиков по ISO
Метчики подразделяются по виду обрабатываемого материала
1. Низколегированные стали, легированные и улучшаемые стали, нержавеющие легкообрабатываемые стали. Предел прочности до 900 Н/мм 2 . Передний угол 8°-10°.
2. Углеродистые и конструкционные стали, легированные и улучшаемые стали, алюминиевые сплавы дающие кроткую стружку (невязкий). Предел прочности до 500 Н/мм 2 . Передний угол 12°-15°.
3. Нержавеющие труднообрабатываемые стали. Предел прочности до 500 Н/мм 2 . Передний угол 6°-8°.
4. Чугун (строго HSS), латунь и бронза, дающая короткую стружку, твердую пластмассу. Передний угол 0°-3°.
5. Алюминиевые сплавы дающие длинную стружку (вязкий), цинковые и магниевые сплавы, медь. Передний угол 15°-20°.
Рекомендации к применению метчиков
В зависимости от обрабатываемых материалов необходимо правильно подобрать скорость резания.
Так же необходимо выбрать материал метчика HSS (Р6М5) или HSSE (Р6М5К5). При обработке материалов первой и третьей группы рекомендуется использовать инструмент HSSE. Кобальт повышает красностойкость метчика.
Материалы четвертой и пятой группы рекомендуется обрабатывать инструментом HSS.
Метчики машинные применяются на токарных, сверлильных, фрезерных станках, обрабатывающих центрах, а также для обработки резьбы вручную.
Метчик устанавливают на станке в специальные вспомогательные инструменты:
- Плавающий резьбонарезной патрон
- Резьбонарезной патрон с осевой и радиальной компенсацией
- Реверсивные резьбонарезные предохранительные патроны
- Цанговый патрон
При обработке глухой резьбы на универсальном станке обязательно станок должен быть оснащен реверсом шпинделя или реверсивный резьбонарезным патроном.
Материалы, из которых изготавливаются метчики
Плашки изготавливают из следующих материалов:
Инструментальная сталь марок У11А, У12А.
Легированная сталь марок ХВСГ, 9ХС, ШХ15 по ГОСТ 5950.
Быстрорежущая сталь марок Р6М5 (HSS), Р18, Р6М5К5 (HSSE), Р6М5Ф3 и др. по ГОСТ 19265.
Современные методы и технологии позволяют изготавливать метчики не только из твердого сплава различных марок, но и из порошковой быстрорежущей стали методом спекания.
Твердосплавные метчики имеют высокую твердость, износостойкость, красностойкость, жаропрочность, способны работать на максимальных скоростях резания и с высокой производительностью, но иногда им не хватает прочности (ведь чем выше твердость, тем ниже прочность), именно в этих случаях применяют метчики из порошковой быстрорежущей стали, имеющих высокую прочность и практически такие же характеристики как у твердого сплава.
Применение СОЖ в процессе обработки метчиками
Применение СОЖ (смазочно-охлаждающая жидкость) во время операции резьбонарезания является эффективным способом воздействия на стойкость инструмента, качество получаемой резьбы и увеличение производительности.
Обычно в качестве СОЖ применяют масло или эмульсию при обработке сталей, нержавеющих сталей. При обработке жаропрочных сплавов в СОЖ состоит из 60% сульфофрезола и 15% олеиновой кислоты. Для обработки легких сплавов в качестве охлаждения применяют керосин. Для обработки нержавеющих сталей – масло.
На современных обрабатывающих центрах и станках с ЧПУ применяют подвод СОЖ через инструмент. А также охлаждение воздухом, масляным туманом или инновационное криогенное охлаждение (двуокисью азота NO2) через специальные патроны. Современная технология охлаждения инструмента предназначена для обработки титана, никелевых сплавов и листов гофрированной стали. Значительно повышается стойкость инструмента и качество обработки композиционных материалов.
Метчики подразделяются по классу точности