Какой бывает шаг резьбы м10?
Шаг резьбы у болтов и гаек
Согласно стандарту ГОСТ 8724-2002 обозначение крупного шага резьбы в маркировке опускается, а размер мелкого указывается.
- М16 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и крупным шагом (крупный шаг резьбы болта, гайки, шпильки, винта 2,0 мм);
- М16 х 1 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и мелким шагом 1,0 мм.
Обозначение шагов резьбы гаек, штанг, болтов, винтов идентично, независимо от того, внутренняя или наружная.
Полное обозначение резьбы включает:
- М — метрическая;
- номинальный диаметр;
- размер шага в миллиметрах (крупный опускается);
- направление — для левой LH;
- специальное обозначение многозаходной Ph со значением хода.
| Диаметр резьбы | Шаг резьбы, мм | |||
|---|---|---|---|---|
| Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм | Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм | |||
| Мелкая | Мелкая «2» | «Супермелкая» | ||
| М 1 | 0.25 / 0.75 | (0.2) / 0.8 | — | — |
| М 1.2 | 0.25 / 0.95 | (0.2) / 1 | — | — |
| M 1.4 | 0.3 / 0.9 | (0.2) / 1.2 | — | — |
| M 1.6 | 0.35 / 1.2 | (0.2) / 1.4 | — | — |
| M 1.8 | 0.35 / 1.5 | (0.2) / 1.6 | — | — |
| M 2 | 0.4 / 1.6 | (0.25) / 1.75 | — | — |
| M 2.2 | 0.45 / 1.75 | (0.25) / 1.95 | — | — |
| M 2.5 | 0.45 / 2.05 | (0.35) / 2.15 | — | — |
| M 3 | 0.5 / 2.5 | (0.35) / 2.65 | — | — |
| M 3.5 | 0.6 / 2.9 | (0.35) / 3.15 | — | — |
| M 4 | 0.7 / 3.3 | 0.5 / 3.5 | — | — |
| M 4.5 | 0.7 / 3.8 | — | — | — |
| M 5 | 0.8 / 4.2 | 0.5 / 4.5 | — | — |
| M 5.5 | — | (0.5) / 4.5 | — | — |
| M 6 | 1 / 5 | 0.75 / 5.2 | 0.5 / 5.5 | — |
| M 7 | 1 / 0.6 | (0.75) / 6.2 | 0.5 / 6.5 | — |
| M 8 | 1.25 / 6.7 | 1 / 7 | 0.75 / 7.2 | 0.5 / 7.5 |
| M 9 | 1.25 / 7.7 | 1 / 7.95 | 0.75 / 8.2 | 0.5 / 8.5 |
| M 10 | 1.5 / 8.5 | 1.25 / 8.7 | 1 / 9 | 0.75 / 9.2 |
| M 12 | 1.75 / 10.2 | 1.5 / 10.5 | 1.25 / 10.7 | 1 / 11 |
| M 14 | 2 / 12 | 1.5 / 12.5 | 1.25 / 12.6 | 1 / 13 |
| M 15 | — | 1.5 / 13.4 | 1 / 13.95 | — |
| M 16 | 2 / 14 | 1.5 / 14.5 | — | 1 / 15 |
| M 18 | 2.5 / 15.4 | 2 / 16 | 1.25 / 16.6 | 1 / 17 |
| M 20 | 2.5 / 17.4 | 2 / 18 | 1.25 / 18.6 | 1 / 19 |
| M 22 | 2.5 / 19.4 | 2 / 20 | 1.5 / 20.5 | 1 / 21 |
| M 24 | 3 / 20.9 | 2 / 22 | 1.5 / 22.5 | 1 / 23 |
| M 27 | 3 / 23.9 | 2 / 25 | 1.5 / 25.5 | (1) / 26 |
| M 30 | 3.5 / 26.4 | 2 / 28 | 1.5 / 28.5 | (1) / 29 |
| M 33 | 3.5 / 29.4 | 2 / 31 | 1.5 / 31.5 | — |
| M 36 | 4 / 31.9 | 3 / 33 | 2 / 34 | 1.5 / 34.5 |
| M 39 | 4 / 34.9 | 3(4) / 35.9 | 2 / 37 | 1.5 / 37.5 |
| M 42 | 4.5 / 37.4 | 3(4) / 37.9 | 2 / 40 | 1.5 / 40.5 |
| M 45 | 4.5 / 40.4 | 3(4) / 40.9 | 2 / 43 | 1.5 / 43.5 |
| M 48 | 5 / 42.8 | 3 / 44.9 | 2 / 46 | 1.5 / 46.5 |
| M 52 | 5 / 46.8 | (4)3 / 48.9 | 2 / 50 | 1.5 / 50.5 |
| M 56 | 5.5 / 50.4 | 4 / 51.9 | 3(2) / 53 | 1.5 / 54.5 |
| M 60 | 5.5 / 64.4 | 4 / 55.8 | 3(2) / 67 | 1.5 / 58 |
| M 64 | 6 / 57.8 | 4 / 59.8 | 3 / 61 | 2(1.5) / 62 |
| M 68 | 6 / 61.8 | 4 / 63.8 | 3 / 65 | 2(1.5) / 66 |
* Буква «М» обозначает, что резьба метрическая, а не дюймовая.
- О нас
- Услуги
- Отзывы
- Вопрос-ответ
- Сертификаты дистрибьютора
- Сертификаты продукции
- ГОСТы
- Вакансии
- Реквизиты
- Новости
- Карта сайта
- Каталог
- Абразивный и алмазный инструмент
- Анкеры и дюбели
- Инструмент
- Крепёжные изделия
- Монтажные системы
- Перфорированный крепёж
- Режущий инструмент
- Средства защиты
- Такелаж
- Техническая химия
- Хоз. инвентарь
- Хомуты
- Электроды сварочные
- Информация
- Политика конфиденциальности
- Пользовательское соглашение
- Возврат товара и оплаты
- Гарантийные обязательства
- Блог
- Доставка и Оплата
- Запрос документов
- Отправить заявку
- Заказать звонок
- Справочники
- Блог
- Калькуляторы
- Таблица DIN/ГОСТ/ISO
- Магазины
- Гагарина
- Ветеранов
- Измайловский
- Коллонтай
- Колпино
- Московское шоссе
- Рыбацкое
- Науки
- Просвещения
- Савушкина
- Удельная
- Уральская
- Кировский завод
- Планерная
- Воронеж
- Выборг
- Великие Луки
- Великий Новгород
- Кириши
- Петрозаводск
- Псков
- Тихвин
- Череповец
- Тула
- Контакты
- Центральный офис (юг)
- Доп. офис (север)
- Менеджеры интернет-магазина
- Oптовый склад
- Магазины в СПб
- Магазины в регионах
- Обратная связь
- Подписка на рассылки
- Мы в соц. сетях
- ВКонтакте
- Viber
- Telegram
- YouTube
- HeadHunter
Вся информация на сайте – собственность группы компаний «СВМ24». Публикация информации с сайта svm24.ru без разрешения запрещена. Все права защищены.
Вы принимаете условия Политики конфиденциальности и Пользовательского соглашения каждый раз, когда оставляете свои данные в любой форме обратной связи на сайте svm24.ru
Если вы нашли ошибку или неточность на сайте, просьба сообщить на почту site@svm24.ru или выделите фрагмент текста и нажмите Ctrl+Enter.
—>Автозапчасти и СТО —>
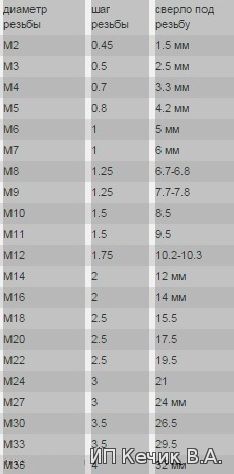
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Шаг резьбы автомобильного болта, величина стандартизированная и находится в тесной связке с диаметром.
Зная диаметр болта и рассчитанную величину шага резьбы легко определяем точный шаг резьбы с помощью следующей таблицы.
| Диаметр, мм | Шаг резьбы, мм | Тип резьбы | Подсказки по маркам авто |
|---|---|---|---|
| М6 М7 | 1.00 | стандарт | |
| М8 | 1.25 | стандарт | |
| 1.00 | мелкая | ||
| М10 | 1.50 | стандарт | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel |
| 1.25 | мелкая | Lada, Fiat, Alfa Romeo, Peugeot, Citroen, Renault, Toyota, Honda, Nissan, Mazda и др. японские марки | |
| 1.00 | мелкая | ||
| М12 | 1.75 | стандарт | Ford, Renault, Peugeot, Citroen |
| 1.50 | мелкая | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel | |
| 1.25 | мелкая | Lada, Fiat. Alfa Romeo, Peugeot, Citroen, Renault, Toyota, Honda, Nissan, Mazda и др. японские марки | |
| М14 М16 | 2.00 | стандарт | Ford, Chrisler |
| 1.50 | мелкая | Большинство автомобильных марок | |
| М18 М20 М24 | 2.50 | стандарт | |
| 1.50 | мелкая |
Как определить шаг резьбы гайки
Для измерения шага внутренней резьбы гайки лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться простым способом для которого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле Р = L/(N-1).
Например, оттиск дал 5 четких рисок на отрезке в 10 мм, значит:
Р = L/(N-1) = 10 мм/(5-1) витков = 2.5 мм
Вместо бумаги получить оттиск можно используя спичку или карандаш. Зная внутренний диаметр гайки, предположим 10 мм, и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М10 и искомый шаг 2.5 мм (основной). Условное обозначение гайки: М10х2.5.
Метрическая резьба: таблица размеров и параметры по ГОСТ
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
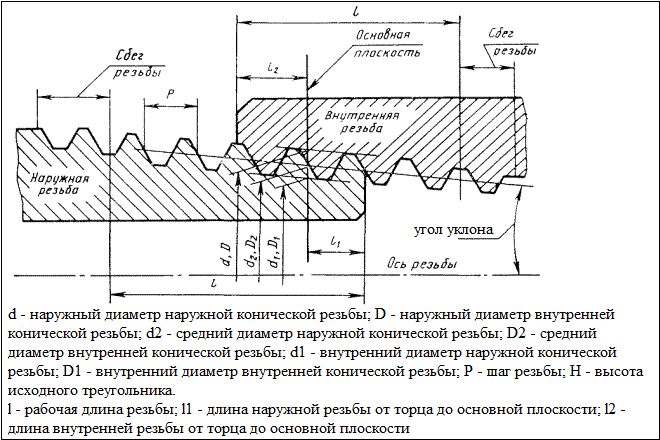
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
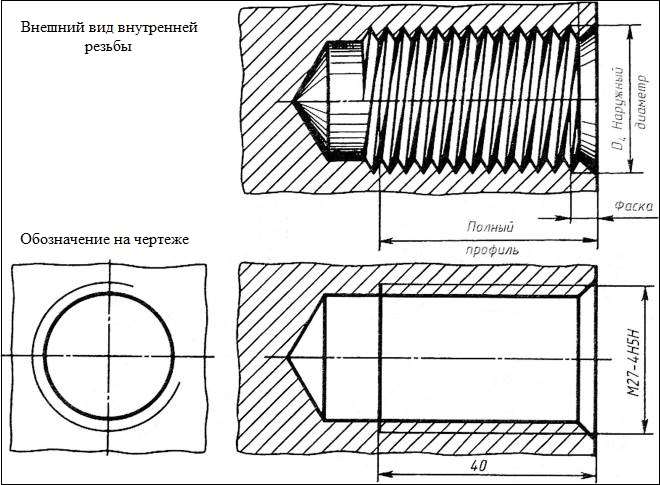
Внутренняя метрическая резьба
Наружная метрическая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
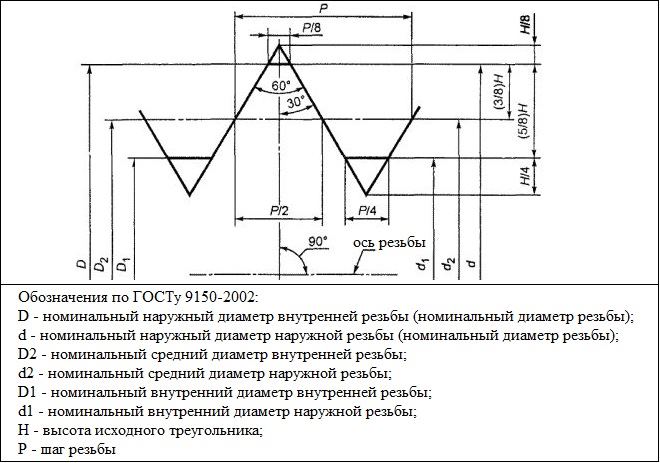
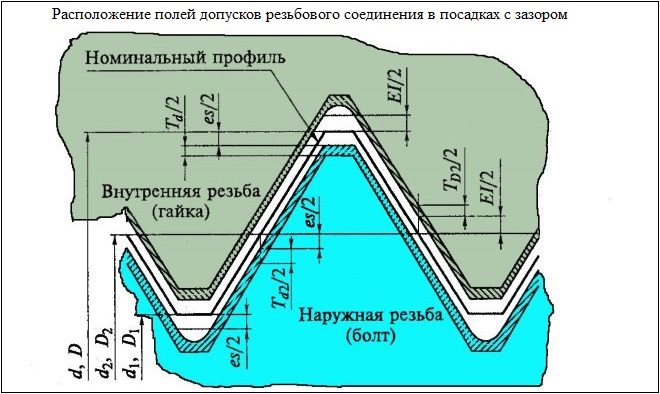
Геометрические параметры основного профиля метрической резьбы
Таблица значений диаметров метрической резьбы (все параметры указаны в миллиметрах)

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004 (все параметры указаны в миллиметрах)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Основные параметры резьбы метрического типа оговариваются несколькими нормативными документами.
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
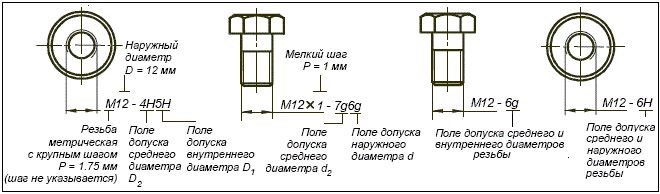
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
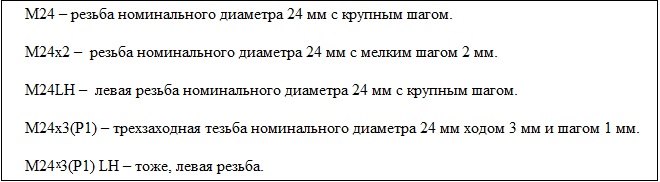
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
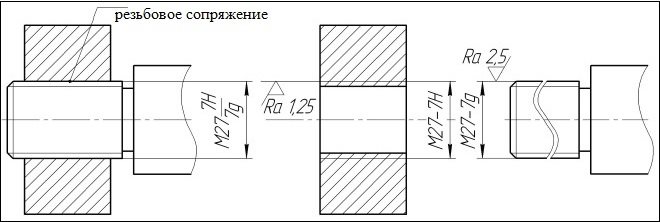
Пример обозначения посадки резьбового соединения на чертежах
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Шаг метрической резьбы: таблица размеров

Метрические резьбы имеют много общих характеристик с британскими, поэтому следует проявлять осторожность, пытаясь дифференцировать их. Во-первых, если метрическая резьба DIN 7631, то она будет иметь фаску 30° на внешней нарезке. Для штуцеров в применении порта, метрические штуцеры (ISO 9974) также практически повторяют концы стержня BSPP (ISO 1179). Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации.

Особенности метрической резьбы
Диаметр болта — это диаметр хвостовика, выраженный в миллиметрах для метрических болтов. Поскольку это примерно то же самое, что и основной диаметр, его измерение можно использовать для полностью резьбовых болтов.
Длина крепежной детали измеряется от того места, где предполагается поверхность материала, до конца. Для крепежных деталей, где головка обычно находится над поверхностью, измерение производится непосредственно под шляпкой до конца. Для болтов и шурупов, которые предназначены для потайной обработки, измерение производится от точки на головке, где находится поверхность материала, до конца изделия.
Метрические крепежные детали производятся с шагом резьбы. Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы.
Таблица метрической резьбы
Для метрических параллельных резьб показания суппорта 12.03 мм указывают на то, что это, скорее всего, резьба 12 мм. Мы все еще не знаем, однако, если это 1.0 или 1.5 шаг резьбы (или какой-то другой шаг).
Эти шаги должны быть предприняты, чтобы гарантировать успешное определение метрической резьбы:
- Выявить, является ли резьба параллельной или конической.
- Вычислить шаг резьбы в мм с помощью калибра резьбы или суппортов (обычно 1,0, 1,5 или 2,0, но существуют и другие размеры).
- Определить, наружная резьба или внутренняя с помощью суппортов.
- Найти самое близкое совпадение на диаграмме (резьба наружная и шаг объединяются в «выноску резьбы», такую как M12 x 1.5, указывающую на 12 мм с шагом 1,5 мм).
- Если существует уплотнение или угловая уплотнительная поверхность, стоит использовать ее для определения конкретного типа метрического фитинга.
Таблица спецификации метрической резьбы:
Наружная резьба (мм)
Внутренняя резьба (мм)
Если вы определили фитинг как имеющий метрическую резьбу, все равно нужно определить, какая это версия или стиль.
Фитинги для труб DIN
Трубные фитинги по международному стандарту DIN имеют коническое горло 24° на внутренней стороне наружного фитинга, которое должно четко идентифицировать его как DIN, если также была идентифицирована метрическая резьба. Чтобы определить, к какой серии и размеру трубки относится фитинг, следует изучить гайку трубки: большинство производителей указывают серию и размер трубки на самом изделии. Система, используемая для этой маркировки, сочетает серию труб с трубкой наружной резьбы, например: размер 15-миллиметровой трубки в серии L сокращается до L15.
Если серия и размер не указаны на детали, нужно сопоставить трубу с метрической выноской резьбы (размер резьбы и шаг резьбы в мм).
Фитинги Kobelco и Komatsu
Фитинги Kobelco по существу такие же, как фитинги для метрических труб 24° DIN, однако все размеры резьбы Kobelco имеют шаг 1,5 мм. Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако встречаются некоторые размеры, которые действительно уникальны для Kobelco.
Фитинги Komatsu имеют шаг резьбы 1,5 мм во всех размерах и уплотнения через конусное седло 30°/60°. Если они идентифицированы как метрическая резьба с носовым конусом, нужно быть максимально осторожным, чтобы различить, действительно ли это конусное седло 30°/60° (Komatsu) вместо 37°/74° (GB Chinese).
37°/74° и плоские торцевые китайские метрические фитинги
Эти фитинги все чаще экспортируются из Китая на тяжелом оборудовании по китайским стандартам. Что определяет эти стандарты, так это то, что они оба используют североамериканские стили герметизации, но с метрической резьбой. Это включает в себя методы уплотнения торцевого уплотнительного кольца (ORFS) и расклешенного седла 37° (JIC), однако резьба UN и SAE заменяется метрической и не соответствует традиционным шагам резьбы во всех размерах.
В России данные крепежные элементы тоже встречаются, но гораздо реже. Они производятся на китайских заводах в первую очередь для экспорта и реализации на североамериканском рынке.

Метрическая коническая резьба
Если у вас есть метрическая коническая резьба, вы должны пройти те же начальные шаги для идентификации шага, что и с параллельной. Она похожа на параллельные метрические резьбы. Измерение наружной резьбы покажет фактический размер (т. е. измерение 18.01 мм означает, что резьба, скорее всего, M18). Чтобы сделать это точно с коническими метрическими резьбами, необходимо измерить наружную резьбу в третьем ряду от конца фитинга.
Вычисление шага метрической резьбы
Порядок определения резьбового шага:
- В первую очередь нужно измерить расстояние от одной нити до другой. Держать линейку следует против нитей, вдоль, чтобы измерить расстояние от одной высокой точки до другой в миллиметрах. Для этого понадобится очень подробная линейка, так как расстояние между нитями может быть не более 0,4 мм. Это может быть трудно для очень тонких винтов, поэтому можно использовать датчик шага, если это возможно.
- Определить диаметр и длину резьбового участка. Для этого требуется замерить расстояние от нижней части головки до конца резьбовой области в миллиметрах. Например, это может быть 8 миллиметров. Затем замеряется диаметр (ширина) резьбового участка в мм. Это может быть 4 миллиметра в поперечнике. Всегда нужно измерять главный диаметр, который представляет собой расстояние по всей резьбовой области от одной высокой точки резьбы до другой, вместо измерения низких точек, которые находятся друг напротив друга.
- Подключить измерения к стандартной метрической форме и начать с диаметра с буквой «М» перед ним. Затем добавить следующее поле. Далее следует длина резьбовой области в миллиметрах с «М» позади нее. Поэтому в этом случае измерение будет представлено в виде M4 X 0.4 X 8M.
Помимо линейки, можно применять дополнительные или альтернативные приспособления, чтобы определить шаг резьбы.

Использование суппорта и датчика шага
Данные устройства довольно просты в эксплуатации, но с их помощью можно сделать точные расчеты быстрее. Для этого необходимо:
- Определить, являются ли нити коническими. Чтобы использовать штангенциркуль, необходимо установить точки измерительного инструмента с обеих сторон от объекта, который идентифицируется. Прибор требуется выровнять на внешней стороне резьб на нижнем конце, далеко от шляпки. Он отображает ширину. Далее нужно сдвигать острие, пока оно не заденет нити. Показатели будут всплывать на дисплее, если инструмент является цифровым. Если это механический прибор, нужно прочитать данные на скользящей части. Далее необходимо проделать аналогичное действие на резьбовой области вблизи головки шурупа. Если около нее показатель выше, то вы имеете дело с конической резьбой. Если она параллельная, то стержень не сужается.
- Коническую резьбу замеряют на 4-й или 5-й резьбе вниз от шляпки, фактически, в центре нарезной области. Если крепежных элемент не становится уже, можно произвести замеры в любой точке вдоль всей резьбы. Применение суппорта позволяет заметить, что существует несколько точек, где нити располагаются не вплотную. Не стоит помещать то, что требуется измерить, в указанные промежутки. Необходимо держать руки вплотную к нитям.
- Нажать на датчик шага в резьбе, чтобы найти шаг. У датчика высоты тона есть маленькие ручки, которые вытаскиваются. У каждой из них есть зубцы, соответствующие определенным шагам. Нужно стараться вставлять зубцы в нити, пока не будет найден тот, который соответствует. Номер для этого шага будет на ручке. Он будет в TPI или в метрике, в зависимости от типа датчика шага, который используется.
- Поместить полученные показатели в стандартизированное измерение. Когда шаг определен, можно вычислить длину шурупа из-под головки, а затем поместить цифровые значения в стандартное измерение, которым является диаметр, шаг резьбы или TPI, а также длина. Если измеряется метрический шуруп или болт диаметром 4 мм, шагом резьбы 0,4 мм и длиной 8 мм, то измерение будет равно M4 X 0,4 X 8M.
Многие считают, что метрическая система на самом деле проще, так как многие измерения находятся в одной и той же единице измерения, и нет дробей, усложняющих вычисления.
В магазине «Первый крепеж» вы найдете широкий выбор крепежных элементов: от стандартных болтов и гаек до анкеров и крепежных систем.
Виды шага резьбы у болтов и гаек

Резьба — это вид нарезки поверхности крепежных элементов с поочередными выступами и впадинами. Используется несколько ее видов и самые популярные – метрическая и дюймовая, кроме этого есть дюймовая трубная, шурупная, трапецеидальная. Сейчас мы поговорим только о метрической резьбе, так как в России и странах СНГ она наиболее распространенная.
Во всех крепежных элементах – болтах, винтах, саморезах, шурупах используют резьбу с основным (крупным) или мелким шагом.
И тот и другой вид характеризуется несколькими основными параметрами:
- Профиль резьбы – очертания выступов и впадин в продольном сечении крепежного изделия, проходящем вдоль оси крепежа.
- Шаг резьбы – расстояние между двумя соседними выступами, измеренное вдоль оси крепежного элемента.
- Угол профиля – значение угла между гранями профиля, измеряемый в сечении плоскостью вдоль оси крепежа.
- Наружный диаметр – наибольший диаметр крепежа, измеряемый по вершинам профиля.
- Ход резьбы – значение продольного перемещения крепежного элемента за один поворот.
ГОСТ 8724-81 определяет, что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Также, следует отметить тот факт, что мелкий шаг резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
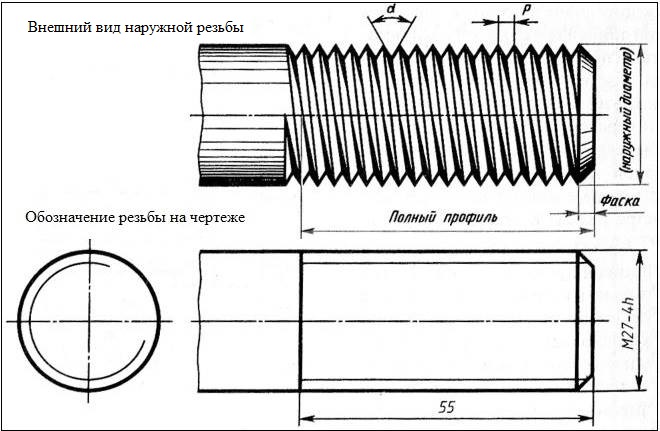
У метрической резьбы профиль равнобедренного треугольника с углом 60°, который еще называют крепежным. Так как все параметры резьбы – диаметр и шаг, обозначаются в миллиметрах, то и названа она «метрической». Используется для нанесения как на наружных, так и внутренних поверхностей крепежных элементов, чаще всего цилиндрической формы. Существует несколько стандартов на метрическую резьбу. Например, в Европе и США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой “М” c указанием значения наружного диаметра резьбы и, после знака умножения “×”, обозначение шага резьбы (к примеру, М12×0.75).
Примеры маркировки резьбы
- Метрическая резьба с крупным шагом традиционно обозначается буквой “M”, за которой указано значение наружного диаметра, но шаг при этом не указывается (к примеру, M8, М10, М14). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
- Метрическая резьба с мелким шагом также обозначается буквой “M”, но в маркировке номинала резьбы всегда указан размер шага в мм (например, М8×1). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами “MF” (от “Fine” – “Мелкий”).
Обычно крепеж с мелких шагом резьбы применяется в условиях небольшой вибрации или толчков, поэтому используются в автомобилестроении, авиастроении и для скрепления высокоточных механизмов в машиностроении.
Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Как определить шаг резьбы без резьбомера?
В некоторых ситуациях у вас есть у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу стоит уточнить, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер и штангенциркуль.
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
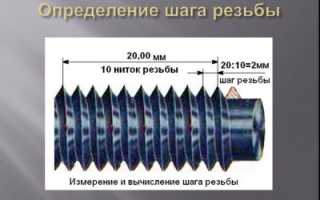
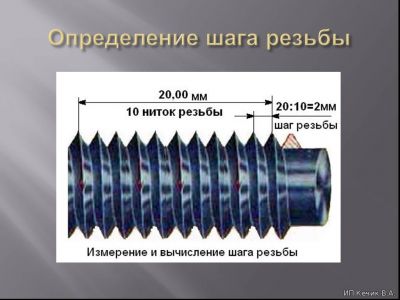
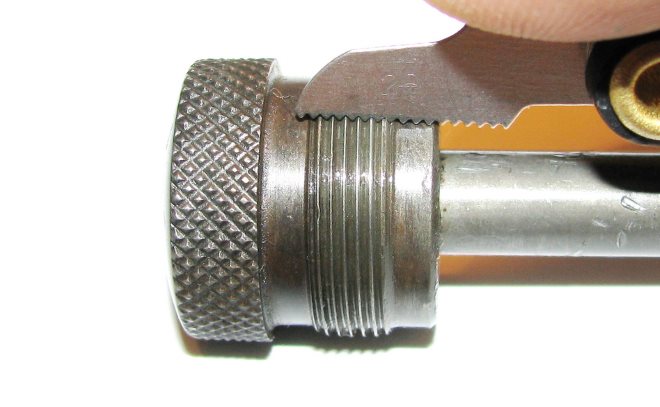
Как определить шаг резьбы болта
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами бороздок, то у вас без вариантов шаг в 1 мм. Если нет, то нужно посчитать количество витков N на определенном отрезке длины L. Первую нитку в расчет не берите, потому что от нее идет отсчет, и она считается нулевой.
Длину выбранного отрезка в миллиметрах разделите на количество витков, чтобы получить шаг Р.
Например: P= L/(N-1) = 20 мм/(17-1) витков = 1.25 мм.
Как определить шаг резьбы гайки
Для измерения шага внутренней резьбы гайки лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться простым способом для которого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле Р = L/(N-1).
Например, оттиск дал 5 четких рисок на отрезке в 10 мм, значит:
Р = L/(N-1) = 10 мм/(5-1) витков = 2.5 мм
Вместо бумаги получить оттиск можно используя спичку или карандаш. Зная внутренний диаметр гайки, предположим 10 мм, и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М10 и искомый шаг 2.5 мм (основной). Условное обозначение гайки: М10х2.5.