Инструмент для нарезания внешней резьбы
Чем нарезать резьбу — виды и назначение инструмента
Благодаря высокой надежности и простоте резьбовые соединения широко применяются в различных строительных конструкциях, машинах и механизмах. Так как основные геометрические параметры резьб являются общепринятыми, для создания новых соединений и ремонта изношенных узлов достаточно иметь небольшой набор стандартных инструментов.

Внутренняя резьба
Внутреннюю резьбу нарезают в отверстии с помощью метчиков (1). Они представляют собой металлические стержни с закаленными зубьями. Изготовляются из инструментальной или быстрорежущей стали.
Виды метчиков
Метчики различают по назначению. Они могут использоваться для нарезания метрической, дюймовой, конической, трубной, а также трапецеидальной резьбы. Согласно соответствующим техническим условиям, а также ГОСТ 3266-81, в таблице представлены пределы применимости этого инструмента.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 52 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Коническая | 1/16” — 2” |
| Трубная | 1/16” — 6” |
| Трапецеидальная | 5,6 — 90 мм |
Метчики для нарезания метрической и дюймовой резьбы изготавливаются комплектами. Комплект может состоять как из двух, чистового и чернового, так и из трех — чернового, среднего и чистового метчиков. Черновой метчик предназначен для снятия основной части стружки. Чистовой служит для окончательного, точного формирования профиля резьбы и калибровки.
Чтобы идентифицировать метчик в комплекте, его хвостовую часть маркируют одной, двумя или тремя кольцевыми рисками. Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой.
Гаечные метчики предназначены для нарезания резьбы за один проход. Они являются однокомплектными, то есть продаются поштучно.
Для вращения метчиков используют воротки (2). Они могут быть нерегулируемыми с квадратными отверстиями под хвостовик фиксированного размера, а также регулируемыми. Кроме того, существуют воротки с трещоточным механизмом, обеспечивающие удобство работы в труднодоступных местах.
Наружная резьба
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными.
Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 76 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Трубная | 1/8” — 2” |
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
Инструменты для нарезания внешней резьбы в Москве
- Прочие инструменты для ремонта автомобиля
- Резьбонарезной инструмент
- Инструменты для велосипедов
- Прижимные устройства для деревообрабатывающих станков

Набор для нарезания трубной резьбы (клупп) 5пр. Skrab 33944
Инструмент для нарезания резьбы в каретке 1.370″ х 24TPI
Набор метчиков TUNDRA 2705910
Набор для нарезания трубной резьбы (клупп) 6пр. Skrab 33946
Техрим T030002 Набор метчиков и плашек 4NC40 — 1/2NF20, 40 предметов, дюймовая резьба
Клупп для нарезания резьбы 1″
Набор для нарезания трубной резьбы «Hobbi», 6 предметов
Набор метчиков и плашек STAYER 28012-H20
Набор метчиков и плашек OMBRA OMT40S, 40 предметов [55007]
Sturm! Клуппа резьбонарезная Sturm! 1065-04-1-1/2
Плашка G 1/2″ трубная РосИнструмент
Набор клуппов для нарезания резьбы на трубах 5 предметов STURM 1065-03-S4
Приспособление Proxxon для нарезания наружной резьбы М3-М10 (24082)
Набор инструмента для восстановления внешней и внутренней резьбы 43 пр. 79320143 AIST
Набор для нарезания трубной резьбы «Hobbi», 6 предметов
Набор для нарезания трубной резьбы «Hobbi», 6 предметов
Набор метчиков Сибртех 77308
Набор клуппов Mirax 28240-H3
Набор клуппов FIT 70008
5” внешнего диаметра. V-подушка из спл.
Плашка универсальная винторезная внешней резьбы King Tool
Набор для нарезания трубной резьбы (клупп) 7пр. MG Skrab 33940
Резьбонарезной набор Sturm! 1065-03-S4
Набор клуппов трубных 1/2″-3/4″-1″ FIT 70003
Плашка LUX-TOOLS для нанесения наружной резьбы М3



Набор метчиков и плашек Sparta 773155
Инструмент для нарезки резьбы на вилках 1″ и 1 1/8″ SUPERB TB-19454 5-880027
Sturm! Резьбонарезной набор Sturm! 1065-03-S4
Клуппы трубные FIT 70005, набор 5 шт. (3/8″ — 1/2″ — 3/4″ — 1″ — 1 1/4″)
Набор метчиков и плашек Ombra OMT40S
Набор метчиков и плашек 40 предметов SATA 50451
Плашка Tr18х4 D=45 круглая для нарезания трапецеидальной резьбы «Русский Инструмент» (РИ)
Набор клуппов Sparta 773355
Клуппа резьбонарезная Sturm! 1065-04-3/4
Набор метчиков и плашек WIEDERKRAFT WDK-DTM3110
Набор резьбонарезного инструмента 16 предметов Зубр МАСТЕР (арт. 28122-H16)
Набор для нарезания трубной резьбы (клупп) 7пр. MG Skrab 33940
Набор STAYER «PROFESSIONAL» №3 резьбонарезной трубный в пластмассовом боксе, 1/2″ — 1″, 4 предмета , ( 28260-H3 )
Набор резьбонарезной М3-М-10 14пр. 9XC Skrab 33884
Набор резьбонарезной трубный №3, MIRAX 28240-H3: 1/2″-1″, 4 предмета
Набор инструментов для нарезания резьбы, кейс, 6 предметов мастак 351-00006C
Инструмент для нарезания резьбы
Резьбовой тип соединения на сегодняшний день получил самое широкое распространение. Он применяется в машиностроении и других сферах производства, характеризуется высокой надежностью и простой в изготовлении. При желании можно провести нарезание витков при помощи специальных инструментов, которые характеризуются практичностью и универсальностью в применении.

Общая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.

Нарезание резьбы разными видами плашек
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Фасонные резцы для нарезания резьбы
При использовании токарно-винторезного оборудования для нарезания резьбы следует подобрать наиболее подходящий резец. Производители выпускают специальные варианты исполнения резцов для нарезки резьбы, которые характеризуются своими определенными особенностями:
- При производстве создается режущая часть определенной формы. За счет этого образуется канавка требуемой формы.
- Режущая часть изготавливается из инструментальной стали, которая подвергается закалке. За счет этого при работе исключается вероятность быстрого износа режущей кромки.
- Применение рассматриваемого метода позволяет обрабатывать поверхности крупных заготовок.

В производственных цехах часто используется именно токарно-винторезный станок, так как плашек и метчиков для работы с заготовками большого диаметра практически нет. Кроме этого, при резьбонарезании возникает серьезная нагрузка.
Резьбовые гребенки для повышения производительности труда
Некоторые инструмент для нарезки резьбы характеризуются высокой эффективностью при применении. Примером можно назвать резьбовые гребенки, которые можно использовать для получения витков практически любых размеров. Их достоинствам можно отнести следующие моменты:
- Простая конструкция.
- Универсальность в применении.
- Высокая эффективность.
- Технологичность.

Гребенки представлены многониточными фасонными резцами, которые бывают призматического, круглого и стержневого типа. Чаще всего они применяются для нарезания резьбы с мелким шагом и небольшой высотой профиля.
Метчики, плашки и головки для резьбонарезания
Наибольшее распространение получили ручные инструменты для резьбонарезания. Они могут применяться в промышленности и быту.
Наибольшее распространение получили следующие варианты исполнения:
- Подобные инструменты применяются для изготовления болтов и шпилек. Подобное изделие представляет собой шайбу круглой формы, внутри которой выступает несколько ребер. Внешняя резьба может формироваться и калиброваться всего за один проход. В продаже встречаются различные варианты исполнения инструментов, при изготовлении применяется закаленная инструментальная сталь.
- Метчики используются для получения внутренней резьбы. Он также изготавливается при применении закаленной инструментальной стали, которая характеризуется высокой износоустойчивостью. Метчик имеет форму стержня, рабочая часть которого имеет несколько впадин и выступающих граней. За счет этого существенно упрощается процесс резьбонарезания.
- Специальные головки также могут применяться для проведения рассматриваемой работы. Они могут иметь различные размеры, применяются в паре со специальной державкой.
Стоимость ручных инструментов невысокая, при этом они характеризуются высокой эффективностью в применении.
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
- Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
- На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке. При его смещении витки могут быть расположены друг относительно друга неправильно.
- При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.

Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
- Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
- Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
- Как правило, на торцевой поверхности создается небольшая фаска. Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
- Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
- На 2-3 витка по ходу резьбы делается один оборот в обратном направлении. Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.

После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
Работа клуппом
Для проведения рассматриваемой работы может использовать клупп. Он напоминает плашку, но при этом имеет большие размеры. Зачастую он применяется для нарезания резьбы на трубах, поставляется в специальных наборах с рукоятками. Среди особенностей применения отметим:
- Клуппом характеризуется высокой эффективностью, поэтому процесс нарезания витков упрощается.
- Инструкция по использованию плашки и клуппа практически идентична, разница заключается лишь в том, какое усилие нужно прикладывать для получения требуемого результата.
Набор для нарезания резьбы зачастую представлен сочетанием насадок различных диаметров. При изготовлении рабочей части также используется износостойкий материал, который не тупится при длительном применении.
Инструменты и приспособления, применяемые для нарезания наружной и внутренней резьбы
Для нарезания наружных резьбприменяется специальный инструмент – плашки. Плашка – гайка с прорезанными канавками, образующими режущие грани инструмента.
Рабочая часть плашкисостоит из двух частей – заборной и калибрирующей. Заборная часть является конусной с углом 40…60º, она расположена по обе стороны плашки, а ее длина составляет 1,5…2 витка. Калибрирующая часть обычно состоит из 3…5 витков.
При слесарном (ручном) нарезании наружных резьб применяются плашки различных конструкций: круглые, которые называются лерками, раздвижные (клуппы) и специальные, для нарезания труб.
 Круглые плашки (лерки)представляют собой резьбовое кольцо с
Круглые плашки (лерки)представляют собой резьбовое кольцо с
несколькими канавками для образования режущих кромок и вывода стружки
при нарезании резьбы.
 68
68
Круглую цельную плашку (лерку) крепят в воротке-леркодержателе двумя упорными винтами.
Вручную резьбу на болтах, шпильках и винтах нарезают в тисках, крепя стержни вертикально, предварительно опилив фаску на торце и удалив окалину.
Раздвижными плашками резьбу нарезают за два-три прохода, а круглыми – за один проход. Вращают клупп поступательно-возвратными движениями рук. При вращении клуппов прикладывают умеренные нажимные усилия. Для сохранности плашек и получения качественной резьбы диаметры стержней, на которых предполагают нарезание резьбы, должны соответствовать диаметру резьбы.
 Раздвижные плашкиустанавливают в клуппе согласно цифрам на плашке и раме клуппа. Между плашкой и упорным винтом необходимо поместить пластину-сухарь, чтобы при нажиме винтом плашка не лопнула.
Раздвижные плашкиустанавливают в клуппе согласно цифрам на плашке и раме клуппа. Между плашкой и упорным винтом необходимо поместить пластину-сухарь, чтобы при нажиме винтом плашка не лопнула.
Воротки для круглых плашекпредставляют собой круглую рамку с
выточкой, в отверстии которой помещается круглая плашка. Плашка в
отверстии удерживается от проворачивания при помощи трех стопорных
 винтов, конические хвостовики которых входят в углубления, выполненные
винтов, конические хвостовики которых входят в углубления, выполненные
на образующей поверхности корпуса плашки. Четвертый винт позволяет
регулировать средний диаметр резьбы.
Трубную резьбунарезают на концах водогазопроводных труб с целью соединения их с помощью фасонных резьбовых фитингов и арматуры.
Вручную трубную резьбунарезают раздвижными и нераздвижными плашками, закрепленными в клуппах. Для нарезки резьбы трубу крепят в прижиме, напильником опиливают кромки торца трубы, очищают от окалины и смазывают нарезаемую часть олифой.
Клуппы имеют два комплекта режущих плашек. Один комплект предназначен для нарезания резьбы на трубе условным диаметром 15 и 20мм, а второй – диаметром 25, 32, 38 и 50мм. Для нарезания резьбы на трубе диаметром 50мм направляющие плашки следует переставить, расположив их короткой стороной (от шпильки) внутрь клуппа.
Клуппы Маевскоговыпускают двух типоразмеров:
Клупп трубныйдля нарезания резьбы диаметром 15 и 20мм — № 1 и для
 резьбы диаметром 25 и 32мм — № 2.
резьбы диаметром 25 и 32мм — № 2.
Смазывающе-охлаждающие жидкости (СОЖ)при
нарезании резьб служат для облегчения условий работы
инструмента, снижения шероховатости обработанной
поверхности, а следовательно, для повышения качества
получаемой при нарезании резьбы. Выбор СОЖ зависит от
материала обрабатываемой заготовки. Так, например, для
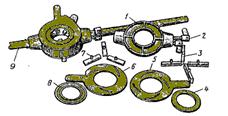
1-корпус; 2-прижимной болт; охлаждения стали, чугуна, меди и алюминия чаще всего
3-режущие плашки; 4,8-прижимные используется эмульсия. Для охлаждения чугуна и алюминия
кольца; 5-верхняя планшайба; применяется керосин. Нарезание резьб в меди, латуни и
6-нижняя планшайба; 7-направляющие бронзе может выполняться без охлаждения.
 плашки; 9-рукоятка Для нарезания внутренних резьбприменяют особый
плашки; 9-рукоятка Для нарезания внутренних резьбприменяют особый
Метчикпредставляет собой закаленный винт, на котором прорезано несколько прямых или винтовых канавок, образующих режущие кромки инструмента. Канавки также обеспечивают размещение стружки, образующейся при резании, по ним стружка может выводиться из зоны
Метчик состоит из двух частей – рабочей и хвостовика, на конце которого выполнен квадрат
(у ручных метчиков).
Рабочая часть метчика включает в себя:
·  режущую (заборную) часть, которая обеспечивает удаление основной части припуска на обработку;
режущую (заборную) часть, которая обеспечивает удаление основной части припуска на обработку;
· калибрирующую часть, осуществляющую окончательную обработку резьбы;
· перья (витки резьбы, разделенные стружечными канавками);
69
· сердцевину, обеспечивающую метчику достаточную для обработки прочность и жесткость.
Хвостовая часть метчика служит для закрепления его в воротке, которым производятся рабочие и холостые перемещения метчика.
 Метчик крепится в квадратном отверстии воротка. На метчике имеются четыре продольные канавки для вывода стружки и четыре режущих канавки. Для получения качественной внутренней резьбы используют комплект из трех метчиков: черновой, средний, чистовой.
Метчик крепится в квадратном отверстии воротка. На метчике имеются четыре продольные канавки для вывода стружки и четыре режущих канавки. Для получения качественной внутренней резьбы используют комплект из трех метчиков: черновой, средний, чистовой.
Черновым метчикомв отверстии намечают резьбу.
Средний и чистовой метчикинарезают резьбу в полную глубину профиля.
В процессе нарезания внутренней резьбы метчиком необходимо следить, чтобы
ось вращения метчика совпадала с осью отверстия, иначе резьба получится косой.
Метчик нужно проворачивать плавно без рывков. На каждый оборот метчика
следует делать четверть оборота в обратную сторону для слома стружки. С целью
облегчения начала нарезания резьбы отверстие целесообразно немного раззенковать.
Для нарезания внутренней резьбы метчиками вручную используют
приспособление – вороток, который устанавливают на квадратный конец хвостовой
части метчика и сообщают ему вращательное движение.
Универсальный воротокпредставляет собой рамку с двумя сухарями: подвижным и неподвижным, образующими квадратное отверстие. Одна из рукояток заканчивается винтом, перемещающим подвижный сухарь и обеспечивающим закрепление квадрата хвостовика метчика. Надежность крепления
обеспечивается муфтой с отверстием для стопора.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Нарезание резьбы — статья о метчиках
Читая статьи на overclockers.ru и форум, я понял, что мало кто разбирается в нарезке резьбы в металлах. Хотя этот процесс сопровождает многие работы с металлами, в частности для компьютеров моддинг и различные «железячные» модификации. В данной статье хочу рассказать о метчиках и их особенностях на примере своих метчиков.
реклама
Для начала метчик (tap) – это инструмент для нарезания внутренней резьбы. Плашка (die) для нарезания внешней резьбы, для общего сведения.
Метчики можно поделить на две большие группы, машинные метчики (machine taps) и ручные метчики (hand taps). В данной статье речь пойдет о ручных метчиках, так как машинных метчиков великое множество, и они нужны лишь малому проценту людей ввиду того, что используются на станках.
Основные и параметры выбора метчика — это тип резьбы и ее шаг. Для примера, М8-1.25, означает это метрическая резьба 8 мм с шагом 1.25 мм, по шагу резьбы есть вариации допустим тот же М8-1.0. В штатовской системе в общем все также, но со своими заковырками, например, №6-32 UNC, здесь 6 это диаметр по номерной системе, 32 это нит на дюйм, по сути, аналог шага резьбы, UNC обозначение грубой резьбы, к слову, UNF – мелкая резьба, UNS – специальная. (на самом деле там есть еще несколько видов, но мало кому нужны). Отдельно стоят трубные резьбы, так как они могут быть и конусными, пример NTP и BSP.
Далее уже примеры на фото, ручные метчики продаются (должны продаваться) как в комплектах по 3 так и отдельно каждый. Комплект состоит из трех разных! метчиков начальный (taper), средний (plug) и финишный (bottoming) их также у нас называют первый, второй, третий. (Иногда спец метчики идут в комплектах по двое, но обычно это только для очень мелкошаговой резьбы).
реклама
Для того что бы показать различия, вот фото довольно большого метчика М14-2.



реклама

На что обратить внимание, в первую очередь резьба на первом метчике начинается с 6-7 витка и сам профиль не прорезает материал слишком глубоко. Затем в ход идет второй метчик у него резьба начинается примерно с 4 витка, профиль более острый, и третий метчик резьба идет со 2 витка и профиль финиширует резьбу и подгоняет по допуски. Отличить их можно по внешнему виду, либо на европейских метчиках, есть маркировка с полосками. Также на примере этого набора обратите вынимание что резьба по профилю шире самого тела метчика, а это значит, что резьбу можно нарезать в глубоких отверстиях. На обоих концах есть центровочные отверстия под подпружиненный конус.
Каналы под стружку прямые, как и должны быть у ручных метчиков, на этих их четыре.
реклама
Далее по форме метчиков, например маленькие типа М2-0.4 уже сделаны по-другому. Хвостовик намного толще рабочей части. Канавок всего две.

Также примерно выглядят метчики для М3-0.5. Но не от всех производителей, например на фото третий метчик имеет прямой кончик, теоретически в глухом отверстии от глубже нарежет резьбу почти до конца самого отверстия. Канавок (flutes) у них уже три, а не две. Ширина хвостовика также больше, чем рабочая часть.

Далее М4-0.7. У этих метчиков также три канавки, ширина рабочей части меньше, но зато есть участок с сужением, за счет этого можно нарезать резьбу чуть глубже.

Также у маленьких метчиков нет центровочных отверстий. Даже у М6-1.0, например на фото относительно не дорогой метчик и выполнен он с острыми концами и с узкой рабочей частью.

Еще вот уже побольше, М8-1.25 двух видов у них есть центровочные отверстия. Один обычный с тремя канавками второй набор со специальным самоцентрирующимся первым метчиком. Также отличие второго в применении стали HSS-CO5, то есть 5% кобальт. Такие метчики подходят для нарезки и в нержавейке. К слову, большинство метчиков выполняются из стали HSS, или HSS-G и гораздо реже из HSS-CO, покрытие также бывают разными, просто без покрытия, чернение, и оксид титана, самый дорогой оксид титана, а также наиболее коррозионностойкий, но гонятся именно за этим видом покрытия не стоит, все равно на рынке 90% без покрытия.


Все трех метчиковые наборы обладают хорошей точностью ISO 2 или 6H, но также существуют однозаходные комбинирование метчики. Например, на фото ниже 6-32 UNC. На фото видно что его начальная часть как у первого номера, а далее идет как второй номер. Естественно, такие метчики не для толстых и твердых материалов, но резьба вполне нормальная получается. Это не плохой бюджетный вариант.

По дополнительным инструментам для метчиков нужны еще воротки, и чаще всего выполнены они в двух исполнениях. На фото ниже три воротка, скажу, что вороток Ruko, серый на фото я не рекомендую, сделан довольно криво и своей цены в общем не стоит. Также Т-образный вороток лучше выбирать с пружинным удержанием квадрата, но фото вороток с цанговым зажимом, и он не очень хороший и в плане удержания, и в плане центровки. А вообще прямо хороший вороток я не нашел, все какие видел были кривоваты, даже те что стоили более 100$.






Во время нарезки надо пользоваться спец жидкостью для сверления, также как только метчик начинает идти туговато нужно сделать оборот назад это срежет заусенцы и соберет мусор в канавках. Главное на метчик не давить, особенно в стороны, а то он лопнет. При правильном размере отверстия и хорошем метчике, резьба нарезается без излишнего сопротивления.
По самим канавкам у ручных они всегда прямые, но у машинных они могут быть также спиралью и уклоном. В этом видео от Haas очень подробно рассказывают о машинных метчиках. Отверстия под резьбу выбираются тоже не просто так, они зависят от шага резьбы и диаметра. Наиболее простой способ воспользоваться таблицей размеров наподобие этой. По типу резьбы сразу можно выбрать размер сверла для дрели.


А для определения типа резьбы самый простой способ воспользоваться резьбомером (thread gauge), они хоть и номинально подходят для внешней резьбы, но ими также можно и проверять в отверстиях если влезет.
По выбору метчика, конечно, лучше всего смотреть, прежде чем покупаешь так как в интернете обычно фотки не соответствуют товару. Также и на саму резьбу посмотреть, если каждый номер имеет профиль как положено, то с резьбой скорее всего все будет норм. Также внимательно осмотреть обработку краев канавки, если срез не ровный, то метчик будет плохо прорезать металл. Метчик конечно же надо выбирать исходя из задач, например если работать с нержавейкой, то придется покупать дорогой кобальтовый метчик. Также метчик после работы надо от стружки отчищать чем-то типа зубной щетки. Что касается цен, то набор хороших метчиков М3 стоит от 10 до 40$, если большие размеры, то цены естественно выше.
Надеюсь, моя статья будет полезна и больше дырки раздраконивать винтами никто не будет).
P.S. Полезное видео от Haas. В основном о машинных метчиках, но тем не менее интересное.