
Вулканитовый круг что это такое?
Вулканитовый круг что это такое?

Круг для шлифования с вулканитовой связкой в отличие от бакелитовой мягче, так как в данном случае абразивным элементом является резина термообработанная синтетическая с добавлением серы.
Вулканитовая связка относится к связующим органического происхождения.
Тип связующего компонента шлифовальных кругов главным образом характеризует режимы, качество обработки и производительность работы. Также связующий компонент определяет прочность и твердость будущего изделия. Эластичность шлифовальных изделий на вулканитовой связке используется при профильной и чистовой шлифовки фасонных поверхностей.
Шлифовальные изделия на вулканитовой связующей имеют плотную структуру, которая вызывает повышенное тепловыделение в процессе шлифовки. Пониженная теплостойкость синтетической резины ведет к размягчению и выгоранию связующего компонента при непрерывной работе. Именно эта характерная особенность вулканитовой связующей активно применяется при шлифовании фасонных изделий.
При изготовлении вулканитовых шлифовочных инструментов применяется метод вулканизации.
Вулканитовые круги имеют достаточную упругость и износостойкость.
Шлифовальные круги различают по: свойствам, диаметру круга, физическим характеристикам и размерам в зависимости от назначения. Отверстие в середине круга предназначается для установки шлифовального инструмента на станок.
Маркировка шлифовальных кругов говорящая о степени твердости изделия, обозначается буквами. Наличие маркировки К и L указывает на то, что круги среднемягкие.
Шлифовальные вулканитовые круги маркировки К и L используются для плоской и комбинированной шлифовки(наружной и внутренней) поверхностей нержавеющей стали, а также для затачивания режущих инструментов. Среднемягкие круги имеют способность принимать форму обрабатываемого изделия. Обратите внимание – вулканитовые круги с зернистостью F100-F40 идут под изготовление 15-60 дней. Все круги отпускаются от коробки 5-60 шт, в зависимости от его размеров (диаметр, толщина круга и посадочное отверстие).

Круг для шлифования с вулканитовой связкой в отличие от бакелитовой мягче, так как в данном случае абразивным элементом является каучук термообработанный синтетический с добавлением серы.
Связка вулканитовых шлифующих инструментов относится к органическим связующим.
Вид связующего компонента шлифовальных изделий главным образом оказывает влияние на производительность, качество обработки и режимы работы. Также связующий компонент определяет прочность и твердость производимых инструментов. Особенностью шлифовальных изделий на вулканитовой связке является – эластичность, которая широко применяется при профильной и чистовой обработке поверхностей фасонных изделий.
Инструменты на вулканитовой связующей имеют плотную структуру, которая вызывает повышенное тепловыделение в процессе шлифовки. Пониженная теплостойкость синтетического каучука ведет к размягчению и выгоранию связующего компонента при непрерывной работе. Именно эта характерная особенность вулканитовой связки эффективно применяется при шлифовании фасонных изделий.
При изготовлении вулканитовых шлифовальных кругов применяется метод вулканизации.
Вулканитовые круги имеют достаточную упругость и износостойкость.
Шлифовальные круги различают по: свойствам, диаметру круга, физическим характеристикам и размерам взависимости от назначения. Отверстие в середине круга предназначается для установки шлифовального инструмента на станок.
Шлифовальные вулканитовые круги маркировки M и N используются для: плоской шлифовки поверхностей твердосплавных металлов, сплавов из титана, нержавеющей стали. Круги средней твердости имеют способность принимать форму обрабатываемого изделия. Обратите внимание – вулканитовые круги с зернистостью F100-F40 идут под изготовление 15-60 дней. Все круги отпускаются от коробки 5-60 шт, в зависимости от его размеров (диаметр, толщина круга и посадочное отверстие).
Круг для шлифования с вулканитовой связкой в отличие от бакелитовой мягче, так как в данном случае абразивным элементом является каучук термообработанный синтетический с добавлением серы.
Связующий компонент из вулканита относится к связующим органического происхождения.
Вид связки шлифовальных кругов оказывает влияние главным образом на производительность, качество обработки и режимы работы. Также связующий материал характеризует твердость и прочность будущего изделия. Эластичность инструмента на вулканитовой связующей применяется при чистовой и профильной шлифовки поверхностей фасонных изделий.
Инструменты на вулканитовой связующей имеют плотную структуру, которая вызывает повышенное тепловыделение в процессе шлифовки. Пониженная теплостойкость синтетического каучука ведет к размягчению и выгоранию связующего компонента при непрерывной работе. Именно эта характерная особенность вулканитовой связующей эффективно применяется при шлифовании фасонных изделий.
При изготовлении вулканитовых шлифовальных инструментов применяется метод вулканизации.
Вулканитовые круги имеют достаточную упругость и износостойкость.
Шлифовальные круги различают по: свойствам, диаметру круга, физическим характеристикам и размерам в зависимости от назначения. Отверстие в середине круга предназначается для установки шлифовального инструмента на станок.
Шлифовальные вулканитовые круги маркировки O, P, Q используются: для профильной шлифовки, шлифовка прерывистых поверхностей, резьбошлифования и хонингования деталей с крупным шагом резьбы.
Обратите внимание – вулканитовые круги с зернистостью F100-F40 идут под изготовление 15-60 дней. Все круги отпускаются от коробки 5-60 шт, в зависимости от его размеров (диаметр, толщина круга и посадочное отверстие).
Абразивные круги их типы и характеристики
Заготовки из металла и других материалов перед тем, как выпустить в продажу обрабатывают. Чтобы поверхность изделия была очень ровной и гладкой используют абразивные шлифовальные круги. С их помощью материал шлифуется и приобретает идеальный блеск и гладкость.
Где применяются абразивные шлифовальные круги

Используются абразивные шлифовальные круги в разных сферах. Изделия полируются для того чтобы у них был красивый внешний вид, не загрязнялась поверхность и элементы декора гармонировали. Такие изделия стоят дороже, более востребованы на рынке и применяются в быту, на промышленном производстве и для различной отделки.
Сферы применения
- ювелирное производство;
- сантехника;
- аксессуары и часы (+механизм);
- обработка камней (полировка);
- строительные изделия;
- декор и производство мебели;
- ремонтные и строительные работы;
- изготовление дверей, остекления, перегородок и т.д.
Еще эти изделия отличаются формой, размером, цветом и поверхностью. Потому что они могут предназначаться для разной шлифовки и изделий.
Кроме того, с помощью шлифовальных абразивных кругов легко и удобно очищать изделия от ржавчины. Но только в том случае, если деталь не прогнила и имеет крепкое основание.
Какие материалы можно шлифовать, а кроме того и полировать с помощью абразивных кругов и насадок:
- бетонные стены;
- дерево;
- различные сплавы, имеющие более мягкую структуру;
- пластик;
- полудрагоценные и недрагоценные камни;
- цветные металлы.
Как пользоваться шлифовальными кругами
Они могут быть большими и маленькими, жесткими и мягкими. Круг надевается на шлифовальную машину, закрепляется и начинается механический процесс обработки. Иногда круги применяют вручную и шлифуют ими очень мелкие детали или слишком тонкие, хрупкие. Для различной сложности работ имеются разные насадки.
- Больше всего шлифовальные абразивные круги пользуются популярностью среди ювелиров и в строительстве. Где необходимо очищать и полировать поверхности.
Шлифовальные насадки можно устанавливать не только на специальную машину, а так же еще и на дрель. Таким способом пользуются мастера при отделочных работах. Например, перед укладкой плитки или для выравнивания стен пред покраской и т.д.
- Таким же образом, можно очищать нормальные и пригодные поверхности от загрязнений: капель краски, коррозии, ржавчины и прочего.
Отсюда следует, что шлифовальные абразивные круги имеют широкий спектр применения.
Типы и характеристики

Если вам необходимо отшлифовать изделие, то нужно правильно подобрать насадку – абразивный круг. Чтобы работа происходила быстро и с удобством нужно определить вид работы и тип предназначения насадки. Для этого, конечно, потребуется немного, всего лишь знать, какой материал у детали и состав поверхности.
- Кольцевой или прямой профиль шлифовальных кругов используется:
- для внутренних работ (по дому);
- заточных операций;
- при работе с камнем;
- на малых станках для металлов;
- при работе со стеклом;
- с фарфором.
Плюс, подобрать можно насадки с 1 или 2-х сторонней выточкой. Они применяются при необходимости шлифовки, когда происходят обдирочные работы. Так же прямые или кольцевые профили могут использоваться торцевой поверхностью при необходимости действий заточных операций.
- Конические круги применяются для любых работ и материалов, но при условии, что это детали с плоской поверхностью. Эти шлифовальные круги более востребованы среди остальных, так как они бывают 2-х сторонними и простыми. Они отлично подходят для работ, где необходимо сделать выемку на любом материале.
- Круг с тарельчатыми насадками или его еще называют шлифовальный чашечный круг, идет с насадками, напоминающими тарелки. С их помощью можно проделывать на изделии ямки, или проникать для шлифовки во впадинки на изделиях и деталях. Изготовлены чашечные круги из металла и имеют алмазное покрытие. Ими можно шлифовать боковые места и изменять углы наклона.
- Абразивные круги из карбида кремния делятся на два типа:
- зеленые – не предназначены для работ, где требуется шлифовать сложные поверхности, эти насадки больше полируют и подходят для мелких деталей;
- черные более крепкие, они применяются для средних деталей и отлично шлифуют.
Карбид кремния, сам по себе довольно хрупкий в отношении шлифовки бетона или твердого металла.
Изготавливаются абразивные круги из разного материала, который может быть более плотным или менее крепким. Так же, стоит обратить внимание и на поверхность кругов, одни имеют более шероховатую, а другие более гладкую.
Круги могут быть:
- цельными;
- с насадками цельными;
- с насадками с покрытием;
- с насадками имеющими запрессованный сердечник.
Самыми прочными можно назвать круги эльбор и при этом в отличие от алмазной поверхности, они не настолько жестко и грубо шлифуют изделия. А наоборот мягко, гладко и аккуратно происходит обработка и заточка. Такие круги подходят для твердых и жестких поверхностей, где требуется идеальная шлифовка.
Бакелитовые шлифовальные круги

Бакелитовые шлифовальные круги – это те, которые имеют алмазное напыление. Они более дорогие, но при этом ими пользуется большинство профессиональных мастеров, и они зачастую применяются на производстве. Напыление наносится на бакелитовый круг тоненьким слоем, который сильно шершавый, что позволяет работать с разными материалами средней прочности. При этом бакелитовые круги быстро устраняют неровности на поверхностях и шлифуют их, при необходимости можно сменить насадку на менее шершавую и отполировать деталь до идеального блеска и гладкости.
Сами насадки с алмазным покрытием очень востребованы и приобретаются многими. Бакелит – искусственная смола. Отсюда и название кругов, которые более легкие, чем металлические. Поэтом, если работа предстоит руками и объем большой, то использовать бакелитовые круги гораздо удобнее.
На производстве, где есть необходимость частой смены насадок, то же предпочтение отдается бакелитовым кругам.
Безусловным плюсом становится и то, что эти круги не нагреваются сильно при затачивании металлических изделий или деталей. Поэтому здесь меньше риск нагрева и пережога детали, а так же эти круги обладают свойством самозатачивания во время обработки. Это отличный вариант шлифовки по металлу.
Вулканитовые шлифовальные круги
Круги на вулканитовой связке, будут мягче, чем бакелитовые. Потом что они делаются с применением вулканизации. Основа же круга – это синтетический термообработанный каучук. Отсюда и название такое. По сравнению с керамическими кругами, вулканитовые стоят дороже. Они более выносливы и упруги, дольше используются и износостойки.
Обработка с их помощью происходит мягко и быстро, применяют их для работы с материалами, где необходимо минимизировать возможность перегрева или нагрева, потому что они обладают свойством охлаждения.
Как выбрать шлифовальный круг

Выбирая шлифовальный круг, стоит обратить внимание на то, какой он по твердости в соотношении к обрабатываемой детали или поверхности. Он должен быть тверже, чем само изделие, при этом не слишком сильно. Если насадка будет намного тверже или мягче, то поверхность или сам круг просто перегреются и не исключено, что произойдет обжиг детали.
Размер тоже имеет значение, естественно, большой шлифовальный круг не подходит для мелких деталей, а мелким крупные изделия придется долго и утомительно сглаживать.
Обычно очень мелкие круги применяют для полировки деталей, их так и называют – полировочные насадки. Чтобы получить глянец на мелких деталях, используют фибровый круг. И еще чашечные насадки мелких размеров применяют для выравнивания поверхностей.


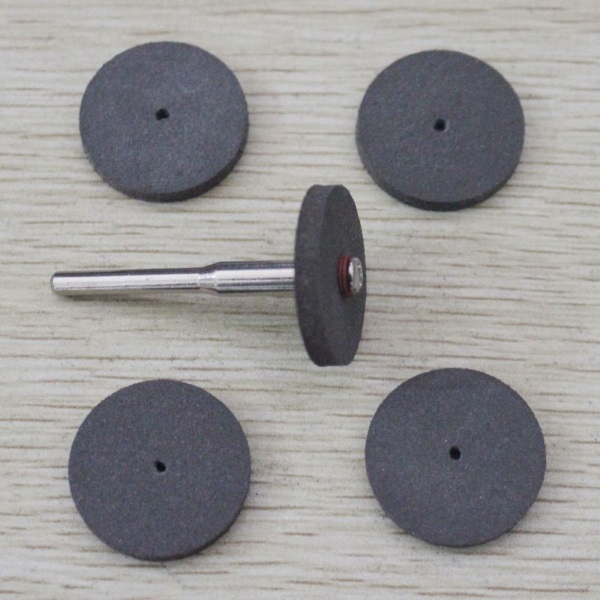
Для работы с крупными предметами и их поверхностями используют от средних и до самых больших размеров абразивные круги из разного материала и способов изготовления. Мелкие круги будут очень быстро изнашиваться при работе с большими плитами, стенами, трубами и т.д. Для таких больших изделий необходимо брать абразивные круги соответствующего размера. Тогда работа будет происходить быстро и гораздо легче, буквально в несколько оборотов изделие можно будет очистить или выровнять и отшлифовать. При необходимости полировка делается так же, с использованием крупных полировочных насадок!
Лучший инструмент и оборудование». e-mail: info@vip-tools.ru
Абразивные материалы LUKAS, алмазный инструмент Strauss тел. +7 (916) 683-40-91
- Главная
- Dynabrade пневмоинструмент
- Инструменты LUKAS
- Spit
- Абразивы 3М
- Абразивы TAF
- Atlas Copco пневмоинструмент
- Аксессуары
- ПРОДУКЦИЯ STRAUSS
- Библиотека шлифовальщика
- Предложения
- Информдоска
- Техника безопасности
Свеженькое
- Рекомендованная частота вращения инструмента для шлифовальных головок
- Состав и описание абразивных материалов шлифовальных головок LUKAS
- Структура, связка, пропитка, маркировка абразива Lukas
- Борфрезы Z7 Steel burr с универсальным типом зубьев
- Борфрезы Z7 Steel burr with Heavy Duty coating
- Борфрезы с зубьями Z4
- Третий шаг по выбору борфрезы
- Формы режущей части борфрез для обработки металла
- Как правильно выбрать борфрезу для обработки металла
- БОРФРЕЗЫ ИЗ ТВЕРДЫХ СПЛАВОВ Z42 БЫСТРО И НАДЕЖНО РЕЖУТ НЕРЖАВЕЮЩУЮ СТАЛЬ И СТАЛЬ
- БОРФРЕЗЫ ИЗ ТВЕРДЫХ СПЛАВОВ CAST ФРЕЗА ДЛЯ ЧУГУНА
- БОРФРЕЗЫ COMPOSITE COARSE/FINE
- РАШПИЛЬНАЯ ФРЕЗА ИЗ ТВЕРДОГО СПЛАВА WOOD по дереву
- РОТАЦИОННЫЕ НАПИЛЬНИКИ HFAS ИЗ ТВЕРДОГО СПЛАВА
ВОСПОЛЬЗУЙТЕСЬ ПОИСКОМ ПО САЙТУ
СВЯЗУЮЩИЕ ВЕЩЕСТВА И ТВЕРДОСТЬ ШЛИФОВАЛЬНЫХ КРУГОВ
| Шлифование — Резание металлов — шлифование |
Для придания шлифовальным кругам необходимой формы и размеров в состав кругов входят связующие вещества, которые принято называть связками. Под этим термином понимается вещество илисовокупность веществ, используемых для закрепления зерен в инструменте. Связки бывают неорганические (минеральные), органические (смолы, каучук) и металлические. В промышленности около 60% инструментов изготовляют на неорганической связке, около 33 % — на бакелитовой, около 6 % — на вулканитовой и около 1 % — на прочих связках.
НЕОРГАНИЧЕСКИЕ СВЯЗКИ. В группу неорганических входят керамические, магнезиальные и силикатные связки. Сырьем для керамических связок являются стекло, полевой шпат и другие минералы. Керамические связки обозначаются буквой К. В зависимости от состава они делятся на плавящиеся (стекловидные) и спекающиеся (фарфоровидные). Абразивные инструменты, содержащие зерна электрокорунда, изготовляют на основе плавящихся связок, а инструменты, содержащие зерна из карбида кремния,—на основе спекающихся связок.
В зависимости от содержания различных компонентов керамические связки выпускают разных марок: KI, К2, . К8. Шлифовальные круги с электрокорун- довыми зернами зернистостью 125. 16 изготовляют на связке К8, мелкозернистые шлифовальные круги (зернистость
12.. . 4) — на связке К7, круги, содержащие зерна из белого электрокорунда, — на связке К1 и на боросодержащей связке К5, что позволяет получить повышенную износостойкость кромок и профиля круга. Шлифовальные круги, содержащие абразивные зерна из карбида кремния зернистостью 50. 16, изготовляются на связке КЗ, а мелкозернистые круги зернистостью 12. 4 — на связке К2.
Шлифовальные круги на керамической связке влаго- и температуроустойчивы, но отличаются хрупкостью и не допускают работу с ударными нагрузками. Благодаря хрупкости керамической связки абразивные зерна, достигшие некоторого критического значения износа, при очередном рабочем цикле выламываются из монолита, обнажая лежащие ниже абразивные зерна и тем самым обеспечивая самозатачивание в процессе шлифования. Шлифование кругами на керамической связке ведется, как правило, с применением охлаждающих жидкостей.
Магнезиальные (на основе каустического магнезита и хлорида магния) и силикатные (на основе растворимого стекла) связки применяются сравнительно редко в кругах для обработки вязких сталей.
ОРГАНИЧЕСКИЕ СВЯЗКИ. К органическим связкам относятся бакелитовая, вулканитовая, глифталевая и др. Основой этих связок являются синтетические смолы.
Наибольшее распространение в этой группе получили бакелитовые связки на основе фенолоформальдегид- ной смолы: пульвербакелит марок Б и Б1, жидкий бакелит марки Б2 и специальный бакелит марки БЗ.
Бакелитовые связки придают шлифовальным кругам прочность и эластичность. При нагреве до температуры выше 200 °C бакелитовые связки становятся хрупкими и шлифовальные круги быстро изнашиваются. При продолжительном воздействии температур порядка 250. . 300 °C бакелитовая связка выгорает. На бакелитовые связки разрушающее действие оказывают щелочные растворы и поэтому вода, применяемая для охлаждения, не должна содержать более 1,5% соды.
Шлифовальные круги, в том числе и алмазные, изготовленные на бакелитовой связке, обладают хорошими режущими свойствами и способны обрабатывать материалы с малыми силами резания. Используя это свойство, а также малую длительность рабочих циклов, алмазными и эльборовыми кругами на бакелитовой связке можно затачивать лезвия режущих инструментов без применения охлаждающих жидкостей.
Мелкозернистые шлифовальные круги, содержащие зерна из электрокорундов и карбида кремния и изготовленные на бакелитовой связке, применяют для чистового и доводочного шлифования чугунов, сталей и цветных металлов. Шлифовальные круги на бакелитовой связке БЗ применяют для шлифования резьб и разрезки прутков.
Шлифовальные круги на бакелитовой связке устойчивы к влаге и маслам, имеют значительно большую ударную вязкость и прочность на сжатие, чем круги на керамической связке.
Основой вулканитовой связки является каучук, в который для осуществления процесса вулканизации добавляется сера. Вулканитовые связки в зависимости от
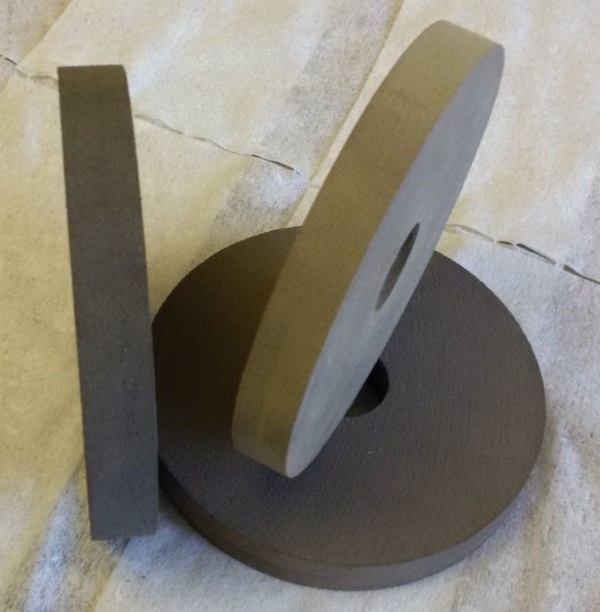
содержания компонентов выпускаются нескольких марок — Bl, В2 и ВЗ. Теплостойкость каучука низкая (150. 180 °C), и это ограничивает режимы шлифования и требует применения жидкостей для охлаждения. Вместе с тем вулканитовая связка придает шлифовальным кругам большую эластичность и способность, изгибаясь, выдерживать без разрушения боковые нагрузки. Эти качества вулканитовой связки позволяют изготовлять тонкостенные шлифовальные круги, в частности, дисковой формы. Они применяются для шлифования узких криволинейных пазов в деталях и инструментах. Шлифовальные круги на связке В2 позволяют шлифовать резьбы с малым шагом. В процессе шлифования часть каучука выгорает, распространяя запах горелой резины.
Глифталевую связку получают на основе синтетической смолы из глицерина и фталиевого ангидрида. Шлифовальные круги на глифталевой связке применяют при отделочном шлифовании закаленных сталей.
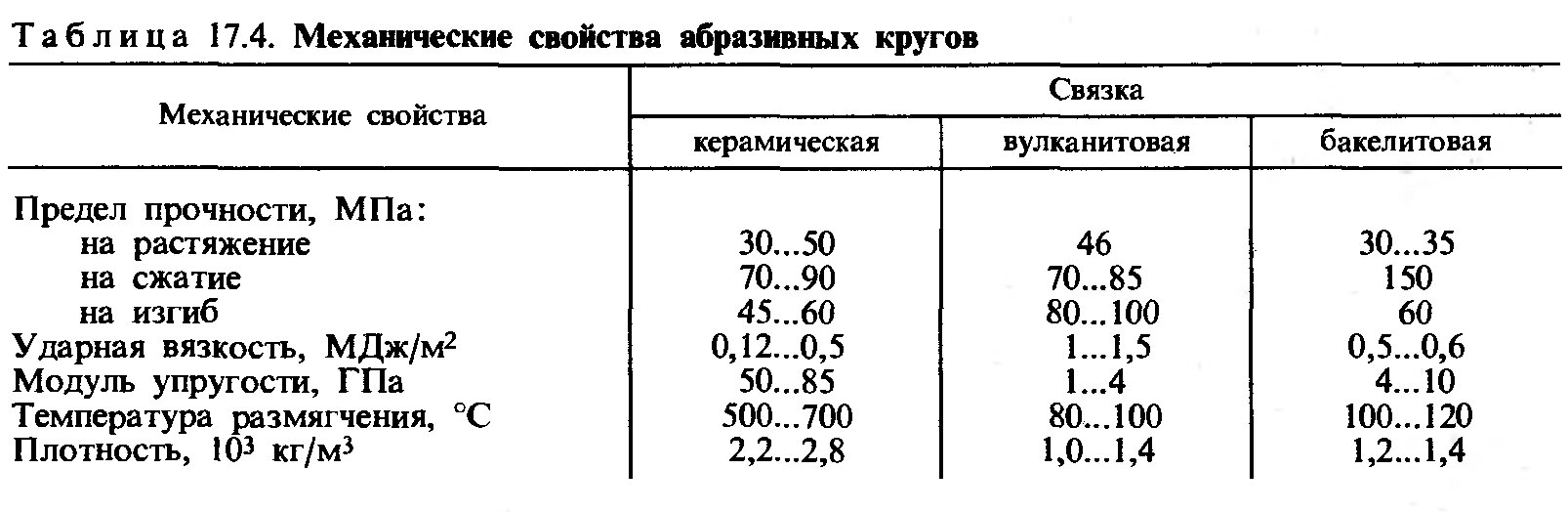
Некоторые физико-механические свойства абразивных кругов на неорганических и органических связках приведены в табл. 17.4.
МЕТАЛЛИЧЕСКИЕ СВЯЗКИ. Различают два основных вида металлических связок — порошковые и гальванические. Порошковые металлические связки получают спеканием порошков из медных и алюминиевых сплавов. Связки на основе бронз имеют обозначение Ml. Связки на основе алюминиево-цин- ковых сплавов имеют общее обозначение М5 и подразделяются на связки ТМ2, МО13 и МВ1. Гальванические связки выполняются на никелевой основе методом гальванического закрепления зерен на металлическом корпусе.
Характерной особенностью металлических связок являются их высокая механическая прочность и незначительная пористость. Связка охватывает зерна практически со всех сторон и надежно удерживает их в монолите и, несмотря на их значительный износ, препятствует самозатачиванию круга. Поэтому на металлической связке изготовляют только алмазные и эльборовые круги, зерна которых обладают высокой износостойкостью.
Алмазные и эльборовые круги на металлической связке применяются для предварительного и чистового шлифования твердых и хрупких материалов, а также для заточки поверхностей лезвий режущих инструментов. Удельный расход алмазных зерен и износ режущей поверхности алмазных кругов на металлической связке меньше, чем кругов на бакелитовой связке. Металлические связки теплопроводны и быстро нагреваются по всему объему круга до высоких температур. Поэтому шлифование алмазными кругами на металлических связках ведется с обязательным применением охлаждающих жидкостей.
НАПОЛНИТЕЛИ. Для изготовления шлифовальных кругов с требуемой пористостью в формовочную массу, состоящую из абразивных зерен и связки, добавляют различные наполнители. Наполнители бывают двух типов. К первому типу относятся вещества, которые в процессе изготовления шлифовального круга растворяются или возгоняются. К таким наполнителям относятся древесная мука, опилки, молотый уголь, пластмассы, поваренная соль, нафталин. Наполнители второго типа образуют поры непосредственно при шлифовании благодаря хрупкому выкрашиванию в областях, прилегающих к режущей поверхности. В качестве таких наполнителей используются
известняк, мрамор, кварц, гипс. При изготовлении алмазных кругов на бакелитовой связке в качестве наполнителей используются абразивные материалы: зерна электрокорунда, карбиды кремния и бора, металлические порошки и другие более сложные по составу композиции. Это делается в целях экономии основного абразивного материала — алмаза, а также способствует лучшему самозатачиванию круга.
В шлифовальные круги на керамической связке с абразивными зернами из электрокорунда и карбида кремния добавляют наполнители в количестве до 6 % по массе. В алмазных шлифовальных кругах на бакелитовой связке содержание наполнителей достигает 38%.
ТВЕРДОСТЬ АБРАЗИВНЫХ ИНСТРУМЕНТОВ. Под твердостью абразивного инструмента понимается условная величина, характеризующая свойство абразивного инструмента сопротивляться нарушению сцепления между зернами и связкой. По твердости абразивные инструменты делятся на мягкие (Ml, М2, М3), среднемягкие (СМ1, СМ2), средние (С1, С2), среднетвердые (СТ1, СТ2, СТЗ), твердые (TI, Т2), весьма твердые (ВТ1, ВТ2) и чрезвычайно твердые (ЧТ1, ЧТ2).
Чем меньше твердость абразивных инструментов, тем слабее сцепление между зернами и связкой и тем легче отдельные зерна под действием внешних сил могут быть вырваны из режущей поверхности круга. По мере возрастания сил сцепления между зернами и связкой возрастает и сопротивление разрушениям под действием внешних сил.
Абразивные инструменты на керамической связке изготовляют всех степеней
твердости, инструменты на бакелитовой связке — только от СМ1 до Т1; для инструментов на вулканитовой связке твердость не указывается.
В процессе шлифования абразивные зерна инструментов изнашиваются тем интенсивнее, чем тверже обрабатываемый материал и чем выше его истирающие свойства. С изнашиванием зерен возрастают силы резания, способные выломать (вырвать) из режущей поверхности круга изношенные зерна. Выламывание изношенных зерен приводит к обновлению режущей поверхности — включению в резание неизношенных зерен из нижних слоев круга. Таким образом, происходит самозатачивание круга, сопровождаемое изменением положения режущей поверхности (уменьшением наружного диаметра при плоском и круглом шлифовании).
Чтобы использовать свойство самозатачивания абразивных инструментов, шлифование твердых материалов с повышенными истирающими свойствами ведут мягкими шлифовальными кругами. Например, заточка твердосплавных инструментов ведется кругами с твердостью М2. СМ2. Чем мягче обрабатываемый материал, тем тверже выбирают круги: шлифование термообработанных конструкционных и инструментальных сталей твердостью HRC50. 65 ведут электро- корундовыми кругами с твердостью СМ и С; шлифование конструкционных сталей и чугунов в состоянии поставки — электрокорундовыми кругами с твердостью СТ, а сплавов алюминия и меди — кругами с твердостью Т1. Круги с твердостью ВТ и ЧТ используются для предварительной обработки и очистки литья, снятия грата на сварных швах, обработки заготовок в заготовительных цехах, т. е. когда не требуются высокая точность обработки и высокое качество обрабатываемых поверхностей.
С изменением твердости изменяется пористость круга. В абразивных инструментах на керамической связке объем пор уменьшается с 46,5 у кругов с твердостью Mlдо 33% у кругов с твердостью СТЗ
Маркировка заточных кругов
Содержание
- Размер круга
- Скорость вращения
- Форма круга
- Вид абразива
- Зернистость шлифовального круга
- Твердость круга
- Структура круга для шлифования
- Вид связки
- Класс точности
- Класс неуравновешенности
- Другие обозначения на шлифовальных кругах
Круги для заточных и шлифовальных станков применяются для самых разных работ. Одними снимают краску и ржавчину с металлических заготовок. Другие нужны для заточки ножей, лезвий топоров, пильных цепей и дисков. Третьими проводят финишную обработку поверхности. Как разобраться в многообразии оснастки и выбрать подходящую? Расшифруем условные обозначения и прочитаем маркировку, которую производитель размещает на упаковке или самом изделии.
Как расшифровывается маркировка шлифовальных кругов
На первый взгляд все просто. Нужно посмотреть параметры оборудования, и будет понятно, какая оснастка к нему подходит. Учитывается и вид предстоящих работ. Однако надо иметь в виду, что производители используют две системы маркировки. Одни ориентируются на советский ГОСТ, другие – на современный ГОСТ Р. Мы опишем каждый пункт маркировки шлифовальных кругов отдельно и укажем, как он обозначается в разных ГОСТах.
1. Размер круга
Указывается в названии шлифовального круга и дублируется на упаковке. Например, в названии круг шлифовальный 175х20х32 мм цифры означают следующее: 175 мм – это наружный диаметр, 20 мм – высота круга, 32 мм – внутренний, посадочный диаметр. Станки рассчитаны на работу с кругами определенных размеров. Эти требования, как правило, есть в инструкции к оборудованию, и их нужно учитывать в первую очередь.
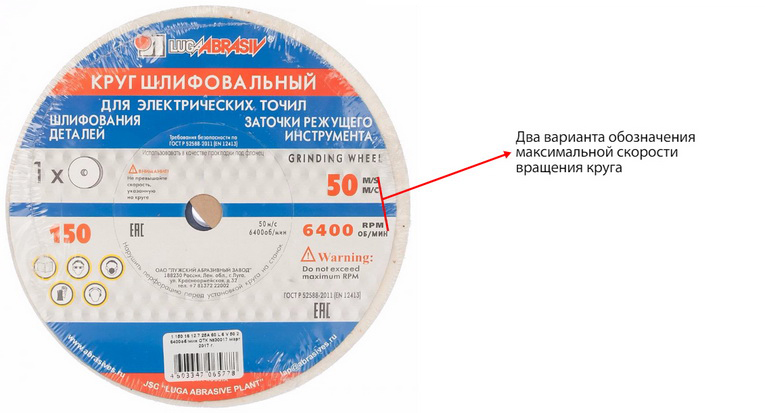
2. Скорость вращения
Зависит от прочности круга. Он должен выдержать скорость, которую придаст ему шлифовальный или заточный станок. Если оснастка будет недостаточно прочной, ее износ произойдет быстро, и совсем скоро придется покупать новую. Производители указывают на кругах максимально допустимую скорость вращения оснастки в двух единицах измерения – м/с и об./мин.
Как в маркировке кругов обозначается скорость вращения
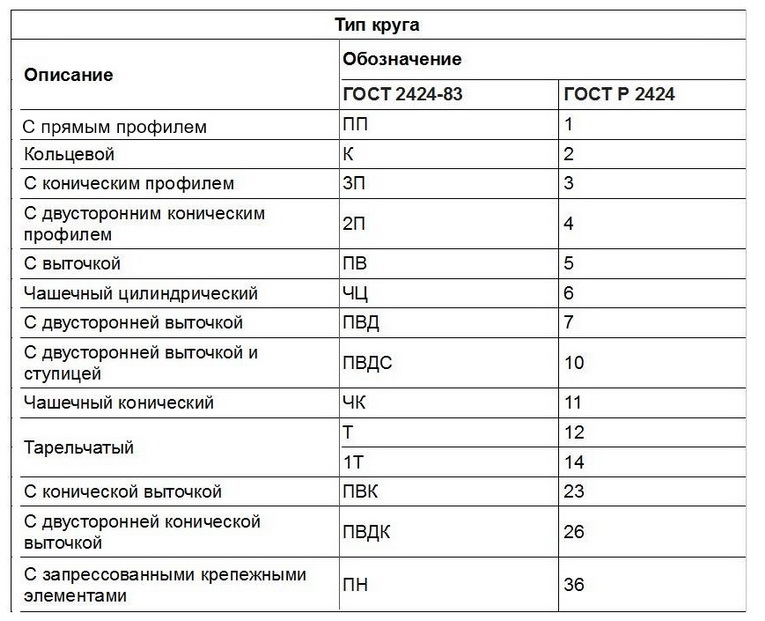
3. Форма круга
Определяет характер работы, которую можно выполнять этой оснасткой. Кругом с прямым профилем выправляют лезвия ножей. Круг конического профиля нужен для пильных цепей и дисков. Существуют 14 форм оснастки. По старым стандартам форма круга обозначается буквами и числами, по современным – только числами. Один из вариантов маркировки чаще всего есть в названии. Пример числовой маркировки: круг шлифовальный 1 – изделие, которое имеет прямой профиль.
Формы шлифовальных кругов и их маркировка
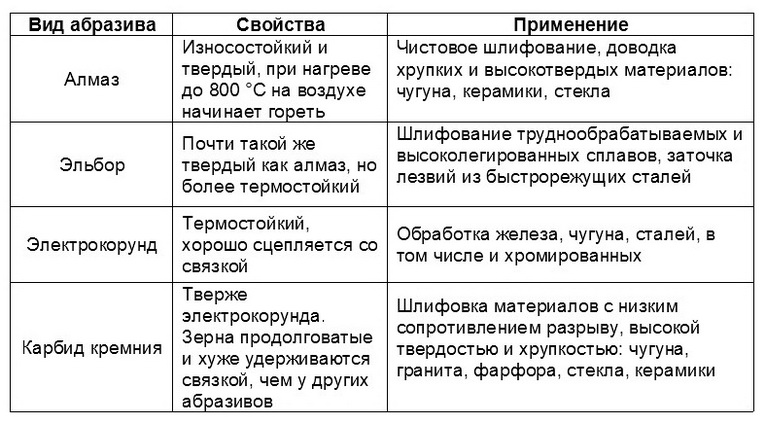
4. Вид абразива
Абразивный материал – мельчайшее зерно с острыми кромками, которое снимает с заготовки слой за слоем. От свойств частиц зависит, какой станет поверхность после обработки – гладкой или шероховатой. Основные качества абразивных материалов – это твердость, устойчивость к механическим воздействиям, высоким температурам и химикатам.
Виды абразивов, их свойства и маркировка
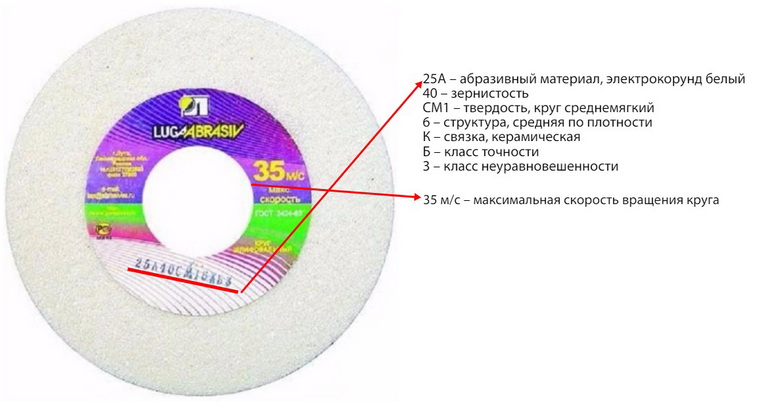
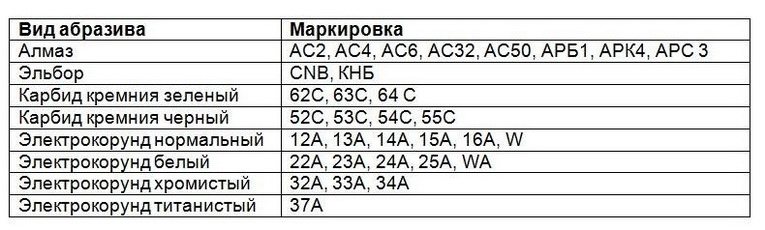
У каждого материала есть подвиды, которые отличаются друг от друга по параметрам и в работе проявляют себя по-разному. Например, электрокорунд нормальный состоит из 93 – 96% оксида алюминия, а его разновидность – электрокорунд белый имеет в своем составе до 98 – 99% этого вещества. Поэтому он тверже и обладает повышенной абразивной способностью и хрупкостью. Шлифование такой оснасткой проходит качественнее, прижогов металла меньше. Обозначается этот материал как 22 А или иначе – 23А, 24А или 25А. Чем больше числовое значение, тем прочнее и качественнее зерно.
Маркировка абразивов
5. Зернистость шлифовального круга
Показывает размер абразивов и измеряется в микронах. Чем однороднее частицы по размеру, тем качественнее обрабатывается поверхность. Существуют две системы маркировки шлифовальных кругов по этому параметру. В советском ГОСТ 3647-80 применяется числовая система обозначений. Цифрой 1 обозначается размер зерна в 10 мкм. Если зернистость круга 40, то размер зерен составляет 400 мкм. Новый ГОСТ Р 52381-2005 повторяет систему маркировки FEPA, принятую во всем мире. В ней зернистость обозначается буквой F с числом. Чем выше числовое значение, тем мельче абразивные частицы. Например, маркировка F70 означает, что размер зерен составляет 200 – 250 мкм, а F40 говорит о том, что размер равен 400 – 500 мкм.
Обычно зернистость выбирают в зависимости от обрабатываемого материала, нужной шероховатости заготовки, толщины снимаемого слоя. Например, сначала проводят черновую шлифовку кругом с крупной зернистостью, затем оснасткой с мелким зерном проводят чистовую обработку.
6. Твердость круга
Обозначает способность связки сопротивляться выкрашиванию зерен и говорит об износоустойчивости оснастки. Зерно должно полностью выработать свой ресурс и только затем выпасть из связки, открыв следующий слой абразива.
Степень твердости в маркировке шлифовальных кругов

Наиболее распространены круги средней твердости. Но все же выбор зависит от предстоящей задачи: каким оборудованием и какой материал предстоит обрабатывать. Ошибка в выборе скажется на качестве работ. Недостаточно твердая оснастка быстро выработает свой ресурс. Если же твердость будет слишком высока, на обрабатываемой поверхности появятся трещины или прижоги.
7. Структура круга для шлифования
Показывает пропорции смешивания абразива и связки. Чем больше зерен, тем выше плотность. Чем больше связки, тем больше пространства между абразивными кристаллами и тем более пористой будет структура круга.
Типы структуры круга в маркировке

Выбор оснастки по этому параметру зависит от материала, который предстоит обрабатывать. Оснасткой с плотной структурой шлифуют твердые материалы и проводят абразивную обрезку. Кругами с высокопористой структурой обрабатывают цветные металлы и сплавы с высокой вязкостью.
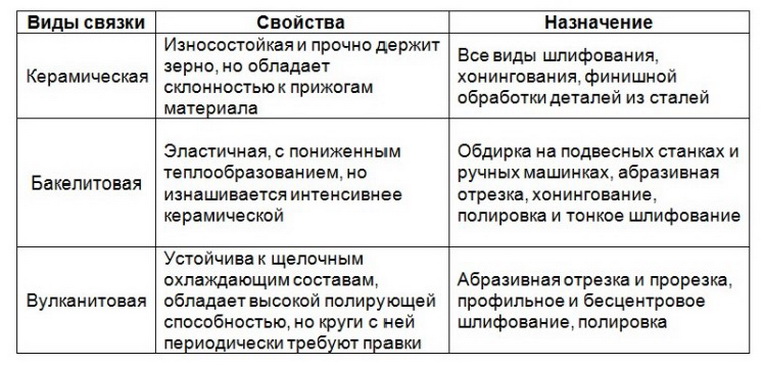
8. Вид связки
Связка бывает бакелитовой, керамической и вулканитовой. Состав связки влияет на характеристики и сферу применения шлифовальной оснастки.
Виды и свойства связок
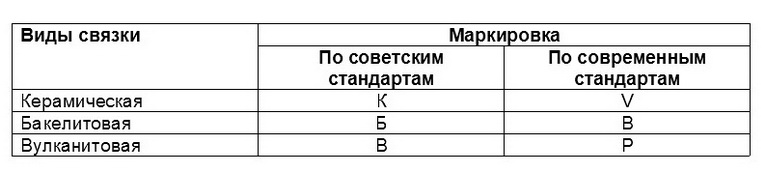
Обозначение связки в маркировке шлифовальных кругов
9. Класс точности
Показывает степень соответствия оснастки заявленной геометрической форме и размерам. Здесь же оценивается однородность абразивных зерен, их сорт и уравновешенность рабочей поверхности. Существуют три класса точности, которые указываются в маркировке шлифовальных кругов.
АА – высокоточные круги для многорукавных станков и автоматизированных линий.
А – точно выполненная оснастка для работы с большинством оборудования, например, в цехах или крупных мастерских.
Б – наименее качественная оснастка для бытовых и полупрофессиональных станков.
10. Класс неуравновешенности
От выверенности геометрической формы зависит сбалансированность круга. Если зерно и связка тщательно перемешаны и равномерно распределены по рабочей поверхности, то на ней не будет слишком тяжелых или слишком легких участков. Соответственно, вращаться круг будет равномерно, качество обработки поверхности окажется выше. Существуют четыре класса неуравновешенности, где к первому классу относятся наиболее уравновешенные круги. Кроме качества обработки этот параметр влияет на срок службы оборудования. Чем лучше оснастка, тем меньше изнашиваются узлы станка.
Соотношение классов точности и неуравновешенности

11. Другие обозначения на шлифовальных кругах
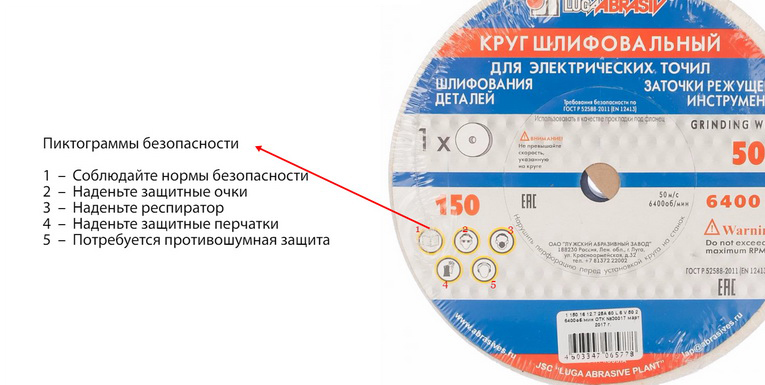
На оснастке часто размещают изображения с требованиями техники безопасности.
Расшифровка пиктограмм
Как видите, маркировка шлифовальных кругов дает исчерпывающую информацию о работе с ними. Примените новые знания на практике.
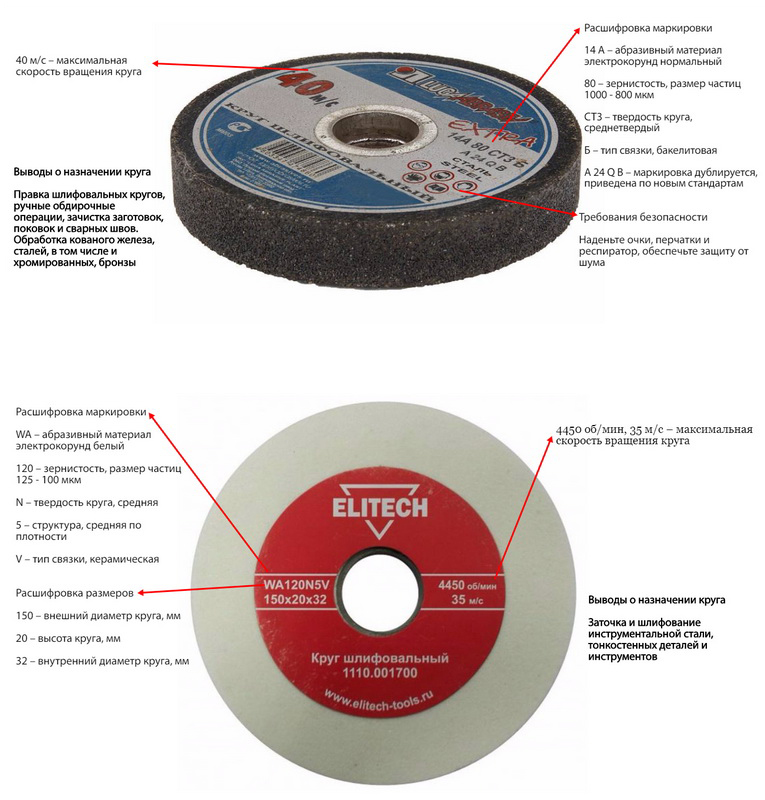
Как читать маркировку
Теперь вы знаете, как читать маркировку шлифовального круга, чтобы получить всю информацию о нем. Но если вопросы все же остались, перед покупкой оснастки проконсультируйтесь с менеджером ВсеИнструменты.ру по телефону 8 800 550-37-51. Он поможет вам сделать правильный выбор. Заказывайте подходящую оснастку прямо сейчас!
Вулканитовый круг что это такое?


- • обучение в мастерской
- • мастер-классы
- ⭐️ ОНЛАЙН-КУРСЫ
- • Заточка маникюрных кусачек
- • Заточка кусачек для ногтей
- Готовый комплект оборудования
- • Круги и абразивы купить у нас
- • Перечень того что нужно для обучения и работы
- онлайн прокачка мастерства
- статьи по заточке
- ОБ АВТОРЕ

Сборка на заказ.
Набор станков для заточки инструментов полностью готовых к использованию.
Стоимость может быть и выше и ниже, в зависимости от того, что именно будем собирать.
Все круги отбалансированы, установлены и притерты.
Отсутствует биение и вибрация.
Просто берешь и пользуешься.

Пожалуй, это лучший круг для заточки кусачек.
Ирландcкий круг от Kerry Abrasives
Стоимость будет зависеть от курса евро.

Эльборовый круг для проточки внутренних плоскостей маникюрных кусачек.
У круга тонкий край, и это очень удобно при проточке.
В наличии есть не всегда.
параметры 150х10х32

Алмазный круг для проточки внутренних плоскостей маникюрных кусачек. Круг отбалансирован на производстве и мягко приятно пилит.
Сам такими пользуюсь.

Эльборовый круг для проточки внутренних плоскостей маникюрных кусачек.
Связка с добавлением меди, круг очень хорошо держит форму, но пилит чуть жестче чем алмазный.

Круг пропитанный стеарином в нашей мастерской. Он полностью готов к установке. Вам остается только притереть его на вашем станке.
В качестве дополнительной опции я могу круг отбалансировать для вас.

Плотный твёрдый круг.
Один из самых удачных кругов, что мне встречались.
Сам пользуюсь таким и такие же ставлю своим ученикам.

Пропитка круга нужна для того, чтобы связать волокна шерсти. Это упрощает последующую подготовку круга к работе. Он меньше ворсится и быстрее притирается. Такого куска достаточно для пропитки одного круга.

Паста ГОИ средней абразивности.
Используется для полировки режущих кромок у кусачек и в целом для полировки чего угодно.
Продается большим брикетом весом около 1 кг
брусок размером
60х50х150

Этот круг средней жёсткости предназначен для быстрой внешней чистки и полировки.
Он не даёт супер-зеркальности, но и задачи такой перед ним не стоит.
Отлично справляется с заусеницей на кромках.
Диаметр 150 мм, внутреннее отверстие нужно рассверливать сверлом под диаметр вала.

Желтый муслиновый круг мягкий предназначен для чистки и полировки внутренних плоскостей кусачек. Он нужен, чтобы почистить нагар, убрать риски и заусенец.
Диаметр 150 мм, внутреннее отверстие нужно рассверливать сверлом под диаметр вала.
Идет в комплекте 2 штук по 15 слоёв

Кожаный круг предназначен для финишной полировки режущих кромок. Он твердый и не прогибается, благодаря этому фаски получаются очень точные.
Параметры 150х20х10 (нужно рассверливать под вал)
Идет без радиусной шлифовки, каждый притирает под свой станок самостоятельно

Диск кожаный из чепрака 4 мм.
Наклеивается на диск от Фулл Драйва и используется для полировки парикмахерских ножниц.
Так же можно склеить 5 штук и получить стандартный полировальный круг для установки на точильный станок.


Специальное приспособление для балансировки любых кругов с посадочным отверстием на 32 мм.
Отбалансированный круг даёт значительно меньшую вибрацию на станок. И работать на нём намного приятнее.
Балансировочный стенд предназначен для устранения дисбаланса у кругов.
За всё время работы я не встретил ни одного круга, который был бы изначально хорошо отбаллансирован.
С помощью этого приспособления вы сможете добиться от круга большей точности в работе и уменьшите нагрузку на подшипники.
Я снял специальное видео, где демонстрирую использование балансира и результаты, которые получаются.
Их делает мастер заточник Евгений.
Я сам их не продаю, а лишь передаю ему контакты желающих приобрести это приспособление.
Тем самым помогаю вам получить лучшие результаты и помогаю Евгению в продажах.

Я нашёл не дорогие кусачки для тренировки обучения заточке.
Они не плохого качества и их даже можно будет потом продать клиентам (если что-то от них останется)
Их три вида, выбирайте какие больше нравятся
● Вид 1 ● Вид 2 ● Вид 3
Минимальное рекомендуемое количество 30 штук.
Но лучше если возьмете 50 штук.

Не дорогие, но вполне пригодные для тренировки кусачки.
Для обучения рекомендую иметь не менее 20-30 штук.
Если во время обучения не испортите, то их с удовольствием купят как мастера маникюра так и обычные жители вашего города.
Качество кусачек вполне достойное.

Кусачки парус дороже чем простые, но они тоже необходимы для тренировки.
Для обучения рекомендую иметь хотя бы 5-10 штук.
Эти кусачки высокого качества и после заточки их вполне можно продавать всем желающим.

