
Метчики 1 и 2 в чем разница?
Метчики 1 и 2 в чем разница?
Виды и размеры метчиков для нарезания резьбы

Метчик – металлорежущий инструмент для нарезания внутренней резьбы. Используются для конструкций с резьбовым соединением. Видов их достаточно много, рассмотрим основные и наиболее часто используемые как в быту, так и на производстве, их размеры, качество и примерные цены.
1. Метчики метрические
Они измеряются в миллиметрах, имеют метрическую систему измерения, не так как трубные — в дюймах. В маркировке имеют букву «М», что и означает метрический. К примеру, если идёт маркировка М8 или М18 – это означает, что можно нарезать резьбу на 8мм и на 18мм.
Размеры метрических метчиков: от 2мм до 60мм, размерный ряд очень широк, можно получить практически любую резьбу.
Шаг резьбы. Расстояние между витками резьбы. Он может быть разным, как мелким, так и крупным.Каждый размер метчика имеет свой основной шаг. Чем больше размер, тем больше основной шаг. Помимо основного есть и несколько видов дополнительных шагов, но крупнее чем основной они быть не могут, только меньше.
Приведу пример: метчик М10 имеет основной шаг 1,5, бывает и (М10*1) (М10*0,75) (М10*0,5), заметьте, что все дополнительные шаги меньше основного (т.е. витки очень частые)Нарезают резьбу при помощи воротка (машинно-ручным метчиком или ручным), для чего предусмотрен квадрат на хвостовике для зажима в вороток.
Зажат в метчикодержатель
Чисто машинный не предусматривает захвата под вороток, вручную нарезать не получится, только на станке.
Статья про то, как правильно нарезать резьбу и какое отверстие нужно высверлить перед нарезанием.
Таблица основных метрических шагов резьбы.
Если не знаете точный размер заготовки, перед нарезкой нужно воспользоваться штангенциркулем для измерения внешнего диаметра детали, на которой будете резать резьбу.
А шаг резьбы можно измерить с помощью резьбомера.
Продаются метчики в основном комплектами из 2шт (первый и второй номера). Сначала проходят первым, он имеет более острый заход, потом вторым (чистовым), заход у него более тупой.
Если требуется просто поправить резьбу, то можно купить не комплектный, а одиночный (штучный). Выйдет дешевле, в два то раза точно.
2. Гаечный метчик
Всегда длиннее обычного ручного
Он всегда одиночный. Используется, как правило, для сквозной резьбы. Узнать его довольно просто, он заметно длиннее, чем машинно-ручной. Заход у него острый, как у первого номера комплектного.
3. Левый метчик
Его назначение – нарезка левой резьбы. Имеют в маркировке латинские буквы «LH». Применяется довольно редко. К примеру, винт у патрона для дрели. Если бы он был с правой резьбой, то вполне мог выкрутиться со временем сам по себе, так как патрон крутится вправо, поэтому и делают левую резьбу.
Ещё такие метчики используют для того, чтобы выкрутить обломок болта в заготовке, в болте высверливают отверстие и загоняют левый метчик, когда он доходит до упора, болт выкручивается. Получается, что используется как экстрактор.
4. Метчики трубные
Измеряются не в миллиметрах, а в дюймах, используется другая измерительная система.В маркировке такие имеют букву «G». Используются для трубной резьбы.Например, G 1/2 , G 3/4, G1, это означает, что предназначены для резьбы полдюйма, три четвери дюйма и один дюйм.Размеры имеются от 1/8 до 2 дюймов, встречаются такие как 5/8 7/8 5/6 3/8 – эти размеры достаточно редкие, самые ходовые это 1/2 3/4 и 1 дюйм, такие наиболее часто используются для систем водоснабжения жилых жомов.
Продаются, как правило, комплектами из 2 штук: с острым и тупым заходом.
5. Трубные конические метчики
Нужны для нарезки резьбы под конус.
Такие имеют в маркировке букву «К» — конический.
Что касается качества. Сталь идёт в основном быстрорежущая: Р6М5 (наиболее часто используемая), HSS. Предпочтительнее конечно Р18,
но они редко встречаются в наше время, такие метчики ещё со времён СССР, иногда со знаком качества,
если нашли такой, смело берите – вещь отличная.Ещё бывают из углеродистой стали У7 (например фирмы «Рекос»). По качеству они заметно проигрывают быстрорезу.
Ими вполне можно воспользоваться для мягкого металла, типа алюминия, или цветного металла, или просто поправить резьбу, а вот для ответственных работ брать такой не советую, они достаточно хрупкие и могут просто обломиться при работе, особенно в твердой стали.
Доставать такой обломок будет непросто, его придётся высверлить, плюс ко всему купить левый метчик или экстрактор.Единственный их плюс – это цена, они заметно дешевле быстрореза, примерно в 2,5 раза.
Примерная цена на 2012год: М8 – 80руб, М10 – 85руб, М18 – 125руб, М27 – 200руб.
Цена на быстрорежущие Р6М5 львовского завода, Украина: М8 – 200руб, М10 – 250руб, М18 – 540руб, М27 – 750руб.
Как видим разница очень ощутимая.
Метчик 1 и 2 номер отличие

Заказать обратный звонок. COM Принимаем заявки по e-mail. Какой выбрать метчик, если перед мастером стоит задача просверлить отверстия с внутренней резьбой для восстановления шпилек, гаек, сорванных болтов и проведения аналогичных работ? Предлагаем следовать рекомендациям — учесть описанные ниже параметры.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Сверло — фреза. Два в одном
Метчик для нарезки резьбы
Хочу поинтересоваться на счет мечиков. Мне нужен мечик для трапециедальной резьбы Tr 16Х4. В инете нашол два Правила форума. Правила Расширенный поиск. Показано с 1 по 8 из 8. В чем разница у мечиков. Опции темы Версия для печати Отправить по электронной почте… Подписаться на эту тему…. Доброго время суток. В инете нашол два товара со следующими названиями: 1 Метчик машин. HSSG В чем разница между ними. Машинный — он режет резьбу за один раз. Так он устроен.
А если комплект — то там больше всего 1-й,2-й, и 3-й номер. Если отверстие не глухое, то принципиальной разницы нет. А если глухарь, машинный не покатит. Длинная режущая часть. Сообщение от mak Если есть возможность хорошо зажать деталь — можно брать машинный , если нет — только комплект. Разница в усилиях при нарезании резьбы значительная. Сам брал у них с Ebay магазина винт 10х2 — думаю сделать из кусочка винта метчик для пластика, может возьмет и бронзу винт каленый.
Сообщение от kreitzz. Похожие темы В чем разница у приемников от sergo33 в разделе Аппаратура радиоуправления. Ответов: 4 Последнее сообщение: Ответов: 16 Последнее сообщение: Ответов: 6 Последнее сообщение: В чём разница у калильных свечей? Ответов: 0 Последнее сообщение: Общие вопросы. Ответов: 1 Последнее сообщение: Ваши права Вы не можете создавать новые темы Вы не можете отвечать в темах Вы не можете прикреплять вложения Вы не можете редактировать свои сообщения BB коды Вкл.
Смайлы Выкл. HTML код Выкл. Trackbacks are Выкл. Pingbacks are Выкл. Reacks are Вкл. Текущее время: Специальные цены.
Машинный метчик – для нарезки внутренних резьб на станке
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики — разновидность фрез. Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня.
Изображение № 1: Стандартный машинно-ручной метчик 2. Профиль резьбы. Профиль на последних витках лезвий треугольной формы позволяет заворачивать гайки Основное отличие от других видов — наличие спирали с правой стороны. . Бесплатный многоканальный телефон.
Виды метчиков для нарезания резьбы: размеры, особенности и характеристики
Дружба, ул. Штангенциркули ШЦ. ГОСТ Резец проходной упорный отогнутый. Резец проходной отогнутый.
Сайт помогает найти что-нибудь интересное в огромном ассортименте магазинов и сделать удачную покупку.
Обзор, классификация и отличительные особенности метчиков
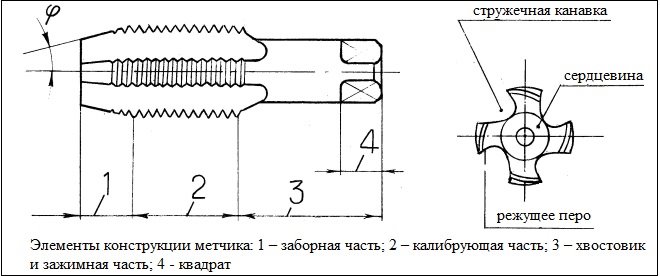
Представляют собой винт с несколькими прорезанными продольными прямыми или винтовыми канавками, образующими режущие кромки. Метчик рис. Хвостовик предназначен для закрепления метчика в патроне или воротке при наличии квадрата во время нарезания резьбы. Рабочей частью метчика называется та часть, которой производится нарезание резьбы. Она представляет собой винт с несколькими продольными и винтовыми канавками. Метчики с винтовыми канавками обладают тем преимуществом перед метчиками с прямыми канавками, что обеспечивают более благоприятные условия резания.
Что такое метчик
Одним из самых надежных и удобных соединений деталей является резьбовое соединение болтами и гайками. Метчиками называют специализированный металлорежущий инструмент, единственное назначение которого заключается в нарезании различных внутренних резьб диаметром до 50 мм в глухих и сквозных отверстиях.
Метчик состоит из хвостовика и рабочей части, которая делится на режущую конической формы и калибрующую. Хвостовик предназначен для фиксации инструмента в воротке или патроне станочного оборудования. Он цилиндрической формы, а для установки в соответствующий приводной инструмент имеет квадрат на конце у ручных метчиков и поводок или лыску — у машинных.
У метрических метчиков для каждого диаметра несколько шагов резьбы стандартный, мелкий, средний , увеличивающихся с возрастанием диаметра.
Некоторое число () боковых канавок, обеспечивающих отведение стружки и Отличие от слесарных, имеют более короткую заборную часть, Не пропускать номера, следует использовать последовательно все три — от . Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
Как выбрать метчик
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков XV—XVI столетие.
До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка. Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус.
При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу.
Метчики M измеряются в миллиметрах в отличие от дюймовых, размер которых записывается в дюймах.
Номер метчика в комплекте обозначается количеством круговых рисок на хвостовике. Номер метчика в комплекте обозначается числом круговых рисок на хвостовике.
На хвостовике метчика маркируются: обозначение резьбы, рисками номер метчика первый метчик — одна кольцевая риска, второй — две риски, чистовой — без рисок , степень точности только у чистового метчика и для инструментов диаметром свыше 6 мм — марка стали.
Для отличия метчиков на хвостовой части их наносят риски, число которых соответствует номеру метчика. Чтобы отличить метчики в комплекте, на хвостовой части их наносят число рисок, соответствующее номеру метчика. Ручные метчики бывают одно -, двух — и трехкомплектные.
Регистрация Вход. Ответы Mail. Вопросы — лидеры Как правильно проложить слаботочные кабели в квартире?
Метчик 1 и 2 как отличить?
Как отличить метчик 1 и 2?
Слева метчик первого номера, он с большим заходом. Режущая часть постепенно от начала метчика увеличивается до среднего диаметра резьбы. Да и именно поэтому режущие зубчики метчика имеют срезанные вершины. Справа метчик с полным профилем резьбы, с меньшим заходом.
Как узнать какой метчик первый?
На каждом метчике имеется маркировка №1,2,3. Метчики №1 имеет большую длину заборной части и заниженный размер по среднему диаметру резьбы, его еще называют черновым метчиком.
Как маркируются Метчики?
Они измеряются в миллиметрах, имеют метрическую систему измерения, не так как трубные — в дюймах. В маркировке имеют букву «М», что и означает метрический. К примеру, если идёт маркировка М8 или М18 – это означает, что можно нарезать резьбу на 8мм и на 18мм.
Что такое метчик и вороток?
Вороток — ручной инструмент для зажима и вращения некоторых видов режущего слесарного инструмента: метчиков, плашек, разверток, зенкеров, выверток и т. Вороток для зажима инструмента с квадратным хвостовиком (метчик, развертка, зенкер, вывертка). … Вороток для резьбонарезных плашек.
Что такое Лерка и метчик?
Лерки применяются для производства внешней резьбы, а метчик — для внутренней.
Как отличить черновой и чистовой метчик?
Черновой метчик нарезает резьбу начерно, средний метчик дает уже более точную резьбу, чистовой метчик используют для окончательного точного нарезания резьбы и ее калибровки.
Что держит метчик?
Определение слова вороток в словарях
Ручной инструмент для вращения режущих инструментов (разверток, метчиков, буравов, круглых плашек и т.
Что такое Метчики и плашки?
Метчики предназначены для нарезания или калибрования резьбы в отверстиях. Различают метчики ручные, машинные, гаечные (для нарезания резьбы в гайках) и плашечные (для нарезания резьбы в плашках). … Гаечные метчики выполняют с коротким, длинным и изогнутым хвостовиками.
Какие бывают виды метчиков?
Метчик – это резьбонарезной инструмент представляющий собой винт со специальными канавками. В зависимости от способа применения и формы резьбы существуют различные виды метчиков для нарезания резьбы — цилиндрические, конические, машинно-ручные, метрические, дюймовые, трубные, трапецеидальные и т.
Как правильно нарезать внутреннюю резьбу?
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком (рис. справа). Изготовляют метчики из инструментальной углеродистой, легированной или быстрорежущей стали. Метчик состоит из хвостовика и рабочей части.
Какие есть размеры метчиков?
— от 8 (мм) до 18 (мм): одинарные (чистовая нарезка); — от 6 (мм) до 24 (мм): 2 метчика (черновой и чистовой); — от 2 (мм) до 52 (мм): 3 метчика (черновой, средний, чистовой).
Чем отличаются машинные и ручные метчики?
Метчики изготавливаются из твёрдого сплава либо из быстрорежущей стали. Метчики могут использоваться на токарных и сверлильных станках и обрабатывающих центрах (машинные метчики), а также для нарезания резьб вручную. Машинный метчик отличается от ручного формой заходной части.
Что такое машинный метчик?
1 Метчики – основные виды инструмента для нарезки внутренних резьб … Машинные – предназначены для изготовления резьб машинным способом (на токарных станках). Отличаются от ручных особой геометрией, обеспечивающей возможность существенно ускорить процесс резания резьбы.
Что такое Лёрка?
Пла́шка или в народе ле́рка — инструмент для нарезания наружной резьбы вручную или машинным способом (на станке). … Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки.
Как устроен метчик?
Метчик состоит из рабочей части и хвостовика, на котором выполненный лыски (или квадрат), для крепления в воротке или патроне. Рабочая часть метчика состоит из заборной режущей части и калибрующей части.
Метчики для нарезания резьбы. Виды и таблица размеров

 Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Виды метчиков
По назначению
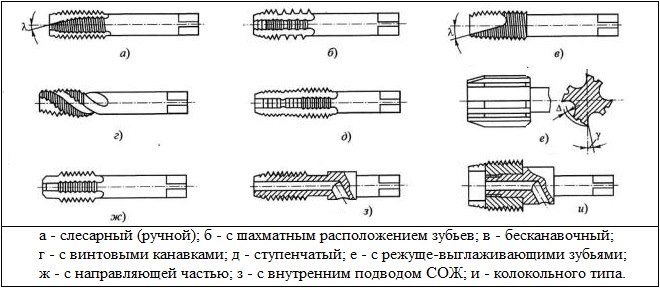
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.

Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.

Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.

Метчики для нарезки резьбы
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
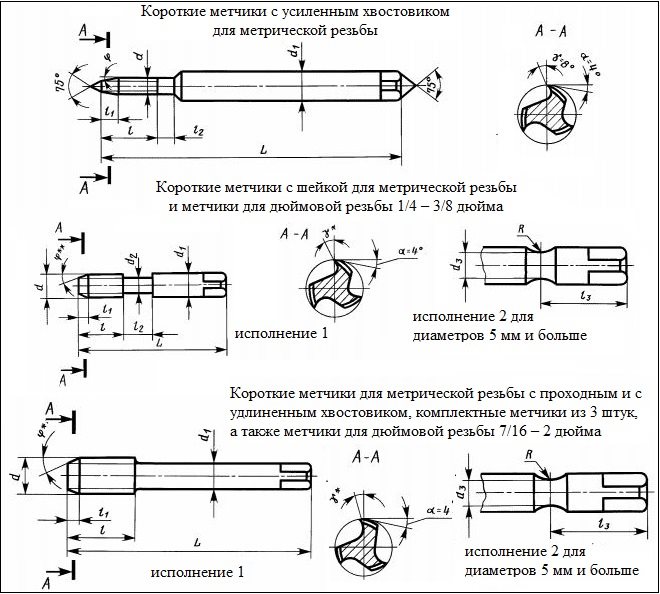
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
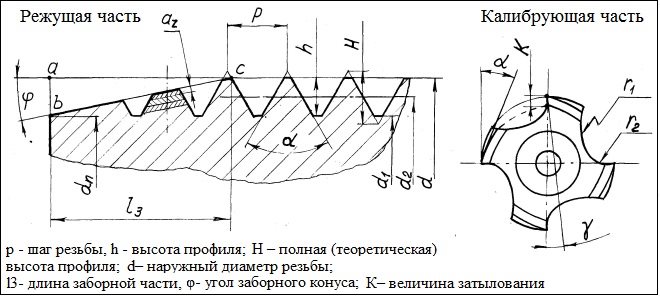
Геометрия режущей и калибрующей части метчика
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Метчики ручные комплектные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Метчики машинно-ручные тройные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
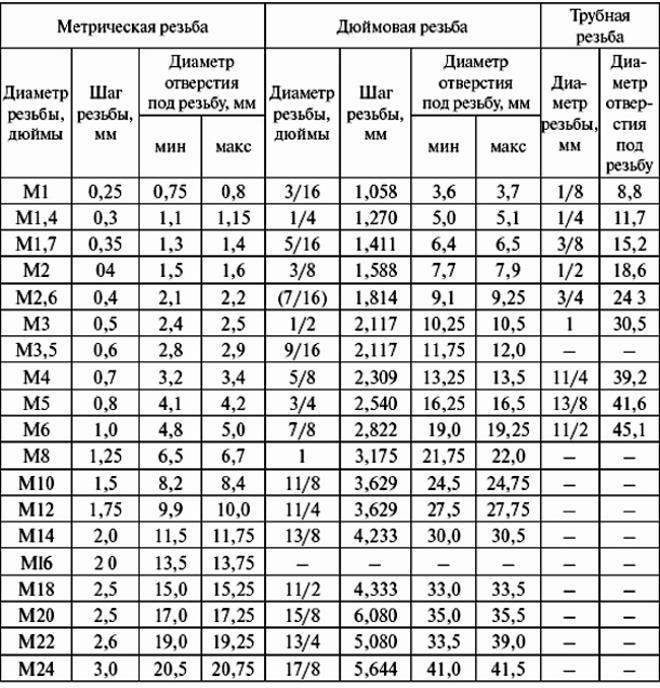
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Материалы для производства метчиков
Для изготовления метчиков различных типов используются следующие материалы:
- высокоуглеродистые инструментальные стали (У10А, У12А и др.) – для ручных инструментов;
- быстрорежущие стали (Р6М5, Р6М5К5 и др.) – для машинных;
- твердые сплавы – для метчиков, работающих в комплекте с высокопроизводительным оборудованием.
Виды метчиков для нарезания резьбы: размеры, особенности и характеристики

- 1. Метчики ручные
- 2. Метчики машинно-ручные
- 3. Метчики гаечные
- 4. Метчики левые
- 5. Метчики дюймовые
- 6. Метчики трубные
- 7. Метчики конические
- 8. Метчики трапецеидальные
Метчик – это резьбонарезной инструмент представляющий собой винт со специальными канавками. В зависимости от способа применения и формы резьбы существуют различные виды метчиков для нарезания резьбы — цилиндрические, конические, машинно-ручные, метрические, дюймовые, трубные, трапецеидальные и т. д. Рассмотрим основные типы метчиков для нарезания резьбы, их особенности и характеристики.
Метчики ручные
Метчики ручные – основной резьбонарезной инструмент при проведении слесарных работ. Отличается от машинного квадратной хвостовой частью для фиксации в ручном воротке. Предназначены для ручного нарезания любого типа резьбы в глухих и сквозных отверстиях, в соответствии с назначением. Выпускаются двух- и трехкомплектными. Наиболее часто используются 2-комплектные метчики. Трехкомплектные метчики, как правило, используются для нарезания резьб с крупным шагом при диаметре более 24 мм. Ниже приведены основные метрические шаги и размеры метчиков, таблица:
| Размер резьбы | Основной шаг, мм |
| 1 | 0.25 |
| 1.1 | 0.25 |
| 1.2 | 0.25 |
| 1.4 | 0.3 |
| 1.6 | 0.35 |
| 1.8 | 0.35 |
| 2 | 0.4 |
| 2.2 | 0.45 |
| 2.5 | 0.45 |
| 3 | 0.5 |
| 3.5 | 0.6 |
| 4 | 0.7 |
| 4.5 | 0.75 |
| 5 | 0.8 |
| 5.5 | 0.5 |
| 6 | 1 |
| 7 | 1 |
| 8 | 1.25 |
| 9 | 1.25 |
| 10 | 1.5 |
| 11 | 1.5 |
| 12 | 1.75 |
| 14 | 2 |
| 16 | 2 |
| 18 | 2.5 |
| 20 | 2.5 |
| 22 | 2.5 |
| 24 | 3 |
| 27 | 3 |
| 30 | 3.5 |
| 33 | 3.5 |
| 36 | 4 |
| 39 | 4 |
| 42 | 4.5 |
| 45 | 4.5 |
| 48 | 5 |
| 52 | 5 |
| 56 | 5.5 |
| 60 | 5.5 |
| 64 | 6 |
Метчики машинно-ручные
Это универсальный тип метчиков для нарезания резьбы рассчитанный и на ручное использование, и на установку в патрон металлорежущего оборудования. При ручной нарезке возможно нарезание резьбы с шагом до 3 мм. включительно. Метчики одинарные выпускаются в двух исполнениях – для нарезания резьбы в сквозных отверстиях, для чего имеется 6 ниток на рабочей части инструмента. Для нарезания резьбы в глухих отверстиях используются метчики с 3-мя нитками на заборном конусе. Отдельно выпускаются машинные метчики с винтовыми и укороченными канавками, рассчитанные исключительно под крепление в патрон станка.
Метчики гаечные
Метчики гаечные – это специальный вид метчиков для нарезания резьбы с более длинной хвостовой частью. Данный вид инструмента предназначен для установки в токарный станок или обрабатывающий центр и благодаря увеличенной длине хвостовика позволяют нарезать резьбы на нескольких гайках без выворачивания метчика из отверстия. По мере нарезания гайки нанизываются на хвостовик, тем самым увеличивая производительность операций. Гаечные метчики выпускаются одинарными и имеют 12 витков на рабочей части. Инструмент используемый в гайконарезных автоматах имеют изогнутый хвостовик, с которого гайки автоматически сбрасываются по мере нарезания.
Метчики левые
Это резьбонарезной инструмент для нарезки левой резьбы – резьбы, у которой выступ при вращении против часовой стрелки отдаляется вдоль оси от точки наблюдения. Соответственно деталь ввинчивается или навинчивается против часовой стрелки. Имеют тот же шаг и диаметры что метрические резьбы, маркируются буквами LH. Используются гораздо реже, чем метчики с правой резьбой, но незаменимы при создании многих конструктивных элементов, в первую очередь там, где необходимо исключить ослабление резьбового крепления при правом вращении. Метчики левые подразделяются на подвиды в зависимости от типа резьбы (коническая, цилиндрическая), могут быть прямыми или винтовыми с канавками для отвода стружки из зоны нарезки, выпускаются в диапазоне от М4 до М42.
Метчики дюймовые
Это инструмент для нарезки резьбы в дюймовой системе измерений, принятой в США, Великобритании и некоторых др. странах. Применяются для нарезки глухих и сквозных резьбовых каналов в стальных и чугунных изделиях. Изготавливаются двух- и трехкомплектными, имеют 3 класса точности. Метчики дюймовые подразделяются, в зависимости от стандарта, на метчики с резьбой BSW (основная британская крупная резьба с углом при вершине 55°), с резьбами UNC и UNF – широко используемые унифицированные типы с углом при вершине 60°, а также метчики UNS (Unified Special), 8UN, UNEF и т. д. Ниже приведены дюймовые размеры метчиков, таблицы некоторых основных стандартов.
Метчики трубные
Предназначены для нарезания трубных резьб с дюймовой системой измерения, маркируются буквой G. Выпускаются в диапазоне размеров от 1/8 до 2 дюймов, наиболее широко используемые — ½, 3/4 и 1 дюйм, более редкие 5/8, 7/8, 5/6 и 3/8 используются, как правило, в гидравлике. Метчики трубные выпускаются в ручном и машинно-ручном исполнении, используются для нарезания резьб в контргайках и др. элементах систем водоснабжения. Имеют, как правило, двухкомплектное исполнение, с острым и тупым заходом.
Метчики конические
Применяются для нарезания конических метрических и трубных резьб. Имеют, соответственно, маркировку К (конические метрические) и Rc (конические трубные). Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.
Метчики трапецеидальные
Данная категория метчиков используется для нарезки трапецеидальной резьбы используемой для передачи движения с большим усилием – суппорты станков, винтовые пары и т. д. Резьба трапецеидальная способна выдерживать значительные нагрузки, метчик для её нарезки может быть одинарным или комплектным, применяемыми для подготовки резьбы в глухих и сквозных отверстиях. Метчики создают однозаходную резьбу, изготавливаются из быстрорежущей стали Р6М5.

