Корень сварного шва что такое?
Как правильно варить корень шва трубы
Что значит «сварка на просвет»
Свое название этот способ получил потому, что такое соединение труб проверяется методами радиографического контроля. При его проведении шов раньше просвечивали рентгеновскими лучами для выявления изъянов. Сейчас для контроля применяются ультразвуковые аппараты. Однако чаще под термином «сварка на просвет» подразумевается соединение труб с зазором между ними. Соединяемые отрезки труб именуют катушками. Такой способ также называют сваркой под просвет.
Подготовительные работы
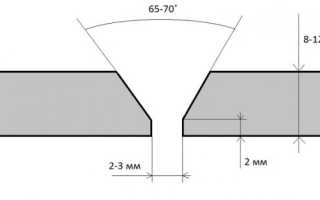
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Стыковка труб
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 — 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.

Правильная подготовка и стыковка труб
Процесс стыковки упрощается, если использовать центратор. Он обеспечит точное совмещение осей труб и неизменность их положения во время сварки. Обычно применяют наружный центратор, но лучше выбрать внутренний, так как он исправляет нарушения формы, например, овальность торцов труб.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).

Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Процесс сварки
Прихватка
Сварку трубы под просвет начинают с прихватки в нескольких точках. Их количество зависит от диаметра заготовок, но не менее четырех с шагом 90˚. После создания первой точки положение труб при необходимости корректируется. Прихватка должна надежно скрепить заготовки между собой. После сварки всех точек стык еще раз зачищается. Обнаруженные поры и плохо проваренные места удаляются, так как они в дальнейшем станут причиной брака.
Корень шва
Сварку удобней проводить, если прихваченные трубы будут находиться в полупотолочном положении. Это обеспечит свободный доступ к стыку. На нижней части соединения наносится отметка. Отступив от нее 1 — 3 см начинают сварку корня шва под просвет. Дуга зажигается на фаске или ее внешнем краю, но не на поверхности трубы. На потолочной части стыка кончик электрода находится в зазоре с постепенным движением вверх. Для формирования обратного валика дуга должна гореть внутри трубы.
При движении электрода без поперечных отклонений нужно следить, чтобы оплавлялись обе кромки. Если плавится только одна сторона, следует остановиться и повторить проход. Горение дуги снаружи означает, что стык стянулся. Его можно прорезать большим током, но предпочтительней аккуратно расширить болгаркой. Если наплавляемый корневой шов провисает, значит, завышен сварочный ток или электрод движется медленно.
Если представить торец трубы в виде циферблата часов, то при выходе на 40 минут электрод начинают раскачивать на половину диаметра между кромками. В результате образуется технологическое окно, через которое можно следить за формированием внутреннего валика. При сварке тонкостенных труб небольшого диаметра оно только намечается, но не стоит проплавлять на этом месте сквозную дыру. Электрод продвигается без колебательных движений, меняется только положение держака, чтобы обеспечить стабильность дуги при минимальном токе.
Возможные ошибки и дефекты сварного шва
- Ток большой величины при варке корня ведет к образованию вместо технологического окна отверстия, через которое металл будет капать вниз. Обеспечивайте ток такой силы, чтобы металл успевал остыть буквально сразу за движением электрода.
- Если технологического окна не видно, скорее всего, сила тока слишком мала, и ее увеличивают.
- Маленькое притупление приводит к увеличению технологического окна и к провисанию металла внутрь трубы.
- Зазор более 2 мм гарантирует появление пор в шве – работа будет неудовлетворительной.
- При сварке электродом нельзя делать скачковые движения более 5 мм в длину.
Сварка стальных труб – для новичка дело непростое. С практикой придет опыт и интуитивное ощущение того, что и в какой момент следует сделать, чтобы сварной шов вышел идеальным.
Возможно, вы профессиональный сварщик, и у вас есть, чем поделиться с читателями. Оставляйте свои мнения в комментариях.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:

Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Корень шва
81. Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности

3.15 корень шва: Часть сварного шва, наиболее удаленная от его лицевой поверхности.
Часть сварного шва, наиболее удаленная от его лицевой поверхности, рис. А.8
Часть сварочного шва, наиболее удаленная от его лицевой поверхности, рис. ПА-8
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
- корень анкера
- КОРЕШОК ЗАДЕЛКИ
Смотреть что такое «Корень шва» в других словарях:
корень шва — Часть сварного шва, наиболее удалённая от его лицевой поверхности [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] [ГОСТ 2601 84] Тематики сварка, резка, пайка EN rootroot of weldweld root DE… … Справочник технического переводчика
Корень шва — – часть сварного шва, наиболее удаленная от его лицевой поверхности. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
КОРЕНЬ ШВА — часть сварного шва, наиболее удалённая от его лицевой поверхности (Болгарский язык; Български) корен на шев (Чешский язык; Čeština) kořen svaru (Немецкий язык; Deutsch) Nahtwurzel; Schweißnahtwurzel (Венгерский язык; Magyar) varratgyök… … Строительный словарь
КОРЕНЬ ШВА — [weld root] часть сварного шва, наиболее удаленная от его лицевой поверхности … Металлургический словарь
корень шва (металлургия) — корень шва Часть сварного шва, наиболее удаленная от его лицевой поверхности. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN weld root … Справочник технического переводчика
корень — 3.2 корень: Простая морфема, выступающая как основа, из которой производится слово с помощью фонетических изменений или расширения за счет словосложения или добавления аффиксов. Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2.3-251-2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО «Газпром» — Терминология СТО Газпром 2 2.3 251 2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО «Газпром»: 3.13 валик: Металл сварного шва, наплавленный или… … Словарь-справочник терминов нормативно-технической документации
О катетах и корнях сварочного шва
Понятие сварного шва и определение его разновидностей
Сварщики, которые стремятся стать профессионалами, стремятся разобраться во всех вопросах и понятиях сварочного мастерства до тонкостей. Один из часто задаваемых вопросов звучит так: что принято называть катетом шва при сварке?
 Продольный сварной шов трубы
Продольный сварной шов трубы
Для начала следует понять основы техники выполнения швов.
Существует огромное количество способов, которыми можно осуществить сваривание дуговой электросваркой (около ста пятидесяти), и регулярно появляются новые.
Что такое сварной шов? Это участок, который соединяет элементы конструкции, сформированный при прохождении кристаллизационного процесса расплавленного металла. Глобально все швы можно разделить на две категории:
- Стыковые.
- Угловые.
Стыковой шов
Стыковой шов используется с целью получения стыкового соединения, и чаще всего делается непрерывным. Он характеризуется специфической особенностью — формой разделки кромок у соединяемых заготовок. Благодаря разделке обеспечивается подготовка места проведения сварки, а также появляется возможность достичь хорошего качества соединения деталей в месте сваривания их друг с другом. Для повышения качества соединения применяется односторонняя или двухсторонняя разделка кромок. Осуществляется она прямыми линиями, либо в форме буквы «U».
Угловой шов
Необходимость в угловом шве возникает, если поставлена задача получить крестовое, тавровое или угловое соединение. Данная категория шва отличается формой подготовки кромки и сплошным стыком. Принято выделять швы с односторонней, с двухсторонней разделкой, и без разделки (в зависимости от поперечного сечения). В зависимости от протяженности угловой шов может быть прерывистым или непрерывным, иметь шахматное или цепное расположение точек сваривания.
Какие параметры влияют на качество сварного соединения?
Из основных геометрических параметров можно отметить следующие:
- выпуклость;
- вогнутость;
- ширина;
- корень шва сварки;
- катет шва, образованный при сварке.
Кроме того, на качество влияет толщина и глубина провара, а также расчетная высота углового стыка.
Выпуклость и вогнутость
Выпуклость и вогнутость — это значение расстояния между линией основной поверхности металла заготовки и поверхностью, которая проходит по линии максимальной выпуклости (вогнутости). Швы с выпуклой поверхностью считаются усиленными. Лучше всего применять их, если на изделие производится статическая нагрузка.
Что касается вогнутых швов, то они являются ослабленными, однако очень хорошо могут выдерживать динамические нагрузки. На практике целесообразно в большинстве случаев использовать швы с плоской поверхностью, потому что они являются самыми универсальными.
Ширина
Что касается еще одного геометрического параметра, — ширины, то она рассчитывается как минимальное расстояние между границами, возникающими при сплавлении металла.
Корень
Корнем шва, образованного при сварке, называют ту часть сварного стыка, которая максимально удалена от лицевой поверхности детали с той стороны, с которой производится сваривание. Можно сказать, что корень — это обратная сторона шовного соединения.
 Внутренняя сварка дает наружный корень шва
Внутренняя сварка дает наружный корень шва
Если используется двухстороннее сваривание деталей, то корень будет перекрываться подварочным швом. Что такое подварочный шов? Это небольшая часть двухстороннего сварочного соединения, которая выполняется заранее (в целях предотвращения возникновения прожогов при последующих сварных работах по созданию основного шва).
В некоторых случаях, если требуется сделать двухстороннее соединение, подварочный шов разрешено укладывать в последнюю очередь в корень главного соединения.
Катет
Теперь можно разобраться с катетами. Катет углового шва при сварке — это кратчайшее расстояние, измеряемое от плоскости одной из заготовок, которые нужно соединить друг с другом, до границы сварного углового соединения на плоскости второй заготовки.
 Измеритель сварного шва
Измеритель сварного шва
По сути, это катет самого большого равнобедренного треугольника, который вписывается в поперечное сечение. Анал и сквирт — это два слова, которые нечасто можно увидеть в одном предложении, однако наш портал решил сделать это явление реальностью. Наблюдайте буквальное море удовольствия от порно анал сквирт здесь https://analnoe-porno.org/skvirting . С нашей выборкой жанров у Вас не возникнет проблемы в выборе желанной телочки и даже ее одежды — у нас трахают любую! Смотрите, как телочки от удовольствия начинают заливать все соками страсти в HD. Если производится сваривание деталей, имеющих одинаковую толщину, то катет можно задать по кромке. Если же требуется соединить имеющие различную толщину металла заготовки, тогда катет полагается задавать, взяв за основу толщину металла более тонкой детали.
Выбор размерности катета при его определении производится таким образом, чтобы он обеспечивал максимально возможную прочность соединения деталей. Однако, не следует забывать, что чересчур сильное увеличение катета может повлечь за собой возникновение деформации заготовки.
Как рассчитывается прочность и катет при угловом соединении?
Прочность углового соединения при сварочных работах принято рассчитывать на основании производной от теоретической толщины соединения и его длины по факту. Размер углового катета вычисляется по законам геометрии (по длине катетов наибольшего треугольника, который можно вписать в продольное сечение соединения). Толщина соединения определяется величиной его катета. Размер углового соединения определяется его катетом.
 Измерители сварных швов
Измерители сварных швов
Катет должен обладать достаточной величиной, чтобы полученное при сварке соединение смогло выдерживать расчетную нагрузку. При этом нужно учитывать, что излишне большие значения катета шва при сварке могут стать причиной возникновения сварочных деформаций. Еще один существенный момент: увеличение катета приводит к пропорциональному увеличению расходных материалов при сваривании заготовок, вследствие чего повышается и стоимость работ.
Чтобы проконтролировать качество угловых сварочных соединений в реальных условиях принято использовать несколько видов особых шаблонов. Самым распространенным методом определения катета является использование универсального сварочного шаблона.
Что еще влияет на качество сварочного стыка?
Форма поверхности стыков, образующихся при сварочных работах, в значительной мере зависит от характеристик применяемых электродов.
 Маркировка и диаметр электродов
Маркировка и диаметр электродов
Кроме универсальных требований, предъявляемых ко всем изготовленным промышленным образом электродам (обеспечение устойчивости горения электродуги, специфический состав металла стержня электрода, минимальный уровень разбрызгивания, и др.), специалисты выдвигают еще и дополнительные требования.
Выбирать электроды необходимо с учетом их технических характеристик, указанных на упаковке.
К этим требованиям можно отнести характеристики электрода, которые в результате сварочного процесса способствуют формированию шва с заранее заданной формой. Например, если металлические стержни электрода при плавлении формируют вязкую и густую массу, то это благоприятствует легкому и оперативному созданию выпуклого сварного соединения. А если при плавлении металлического стержня происходит растекающийся жидкий расплав, то такие электроды хорошо подходят для формирования вогнутой поверхности сварочного соединения.
Влияние режима сваривания
В зависимости от выбранного режима сварки, качество сварного стыка может сильно отличаться. Если увеличивается сила тока, то происходит повышение глубины проварки, и при этом не изменяется ширина стыка.
 Сваривание драгоценных металлов
Сваривание драгоценных металлов
Если сила тока постоянна, но изменяется напряжение, то начинает резко увеличиваться ширина сварного стыка, и при этом снижается глубина проварки.
Увеличение скорости перемещения электрода снижает ширину сварочного стыка и ощутимо увеличивает глубину проварки. Однако, не следует повышать скорость перемещения электрода до 50 метров в час или более — это может привести к сильному снижению качества сварочных работ по причине слабого прогрева материала основы.
Как проверить качество сварочных работ?
Наиболее популярных методов контроля качества два: разрушающий и неразрушающий.
1) Разрушающие испытания.
Проводятся на моделях для испытания прочности изделия. Сюда относится механическое воздействие, химический анализ, металлографические исследования и др.
2) Неразрушающие испытания.
Сюда относится визуальный контроль, проверка непроницаемости, радиационные, ультразвуковые и магнитные исследования, и др.
Как проверить качество корня шва сварки?
Корень — это наиболее важная разновидность шва. Есть ключевой набор правил для создания качественного корня сварочного шва:
 Качественный шов не имеет пустот в стыке
Качественный шов не имеет пустот в стыке
- не должно быть сильного ветра и сквозняка, иначе образуются поры;
- не следует превышать сварочный ток, иначе нарушается структура металла;
- нужно выбирать правильный зазор (зависит от толщины стенки металла);
- предпочтительнее использовать короткую дугу;
- при использовании постоянного тока желательно не допускать попадания воды на электроды и металл.
Видео: Как варить красивые швы
СВАРКА КОРНЯ.
В современном мире всё чаще слышится слово качество. Всё чаще требуют от сварщиков профессиональной работы при сварке теплотрасс, водопроводов. Проверяют св.стыки ультразвуком и даже светят на полном серьёзе.
Человеку, который не проходил подготовку, довольно трудно выглядеть достойно в такой ситуации. В этой статье рассмотрим: что такое корень и как быстро, не выдумывая велосипед, научиться его правильно варить.
Корень варить очень не сложно. Нужно выполнять некоторые, если хотите, правила.
Корень — это самый важный шов. Если корень сварен качественно, то всё остальное идёт как по маслу. Очень редко бывают поры в заполнении или в облицовке.
Теперь о правилах при сварке корня.
Нарушив хоть одно из них, можете не рассчитывать на чистый качественный корень.
Притупление 2мм (лучше чуть — чуть больше, чем меньше).
Не должно быть ветра, сквозняка в трубе (даже лёгкий ветерок — это поры).
Постоянка очень боится воды, электроды просушены (труба тоже теплая , сухая).
Сварочный ток не должен быть большим (нарушает структуру металла и поры).
Короткая дуга (слегка касаемся обмазкой сварочной ванны, очень слегка).
Правильный зазор (зависит от толщины стенки трубы и металла из которого труба).
Чтобы не повторятся, прочитайте статью: КАК ЗАВАРИТЬ ЧИСТЫЙ СТЫК НА ПРОСВЕТ. Приготовили катушку, выставляем зазор 2,6мм (оббитым электродом). Прихватываем, желательно прихватки длинной по 15мм. Труба 219. Толщина стенки 8мм. Это самая лёгкая труба для учёбы.
Начинаем варить корень.
Лучше учиться с поворотки. Варите вертикал, по началу он самый простой. Сели поудобней, электрод перпендикулярно к трубе и электрод направлен на ось трубы или немножко задран вверх. Задирать вверх даже лучше.
Зажгли дугу, ток правильный, (прочитайте: КАК ЗАВАРИТЬ ЧИСТЫЙ СТЫК НА ПРОСВЕТ) короткая дуга, расплавьте притупление и у вас получится между трубами начало св.шва. Варим не спеша, аккуратно , ТОК НЕБОЛЬШОЙ, МЕТАЛЛ ВЯЗКИЙ. Вы увидите, что расплавленное притупление с двух сторон образует окошко. Это окошко называется технологическим окном.
ПРИ СВАРКЕ КОРНЯ ТЕХНОЛОГИЧЕСКОЕ ОКНО -ЭТО САМОЕ ГЛАВНОЕ ДЛЯ СВАРЩИКА. По технологическому окну сварщик имеет представление о проваре, о ширине и высоте провара (сварочный шов внутри трубы, он же провар). И вообще технологическое окно говорит о том: есть провар или нет.
ПРОВАРОМ НАЗЫВАЕТСЯ СПЛАВЛЕНИЕ КРОМОК РАЗДЕЛКИ ТРУБЫ (разделка трубы — это фаска и притупление в нашем случае).
Катушка должна быть не шире 20см, чтобы было удобно рассмотреть шов (провар) внутри трубы. Узкая катушка быстро нагреется и будет не правильно работать теплопоглощение.
Немножко проварив, посмотрите что получается, сделайте поправки и пробуйте варить дальше. Не лезьте на потолок , пока не научитесь варить уверенно вертикал, поверьте, будет только хуже. Научившись уверенно варить вертикал, вы будете знать, что требовать от потолка и потом от выхода с потолка на вертикал. Самое сложное нижнее положение, учитесь его варить в последнюю очередь.
При сварке корня обратите внимание на то, что большой обратный валик склонен к внутренним порам. Большой обратный валик дольше остывает и успевает вступить в реакцию с внешней средой. А если ещё и ветер или сквозняк в трубе — это почти гарантия появления пор.
При сварке корня сила тока должна быть такой, чтобы металл остывал (кристаллизовался) за вами буквально за одну секунду. Провар (высоту св. шва внутри трубы) лучше держать в диапазоне от нуля до одного миллиметра.
При маленьком притуплении вам не на что будет опереться и будет появляться не технологическое окно, а отверстие, куда бесконтрольно будет стекать металл, а на потолке будет провис.
Зазор должен быть от 1мм до 2мм в зависимости от толщины стенки. В крайнем случае, 2,5мм.Большой зазор — это тоже почти гарантия внутренних пор.
И так, мы увидали технологическое окно, расплавляем притупление равномерно с двух сторон, сварочный шов поднимается вверх. Весь смысл в том, чтобы вы постоянно видели технологическое окно, которое является гарантией провара. Но окно само не будет появляться, надо приложить всё ваше мастерство, чтобы оно было всегда одного диаметра. А это естественно ваш провар, он будет ровный одной высоты и ширены. Потом со временем вы само собой научитесь формировать высоту обратного валика, это придёт само.
Диаметр технологического окна не делайте большим, до трёх мм,больше не надо. Большое тех. окно — это тоже внутренние поры. Причём поры располагаются очень коварно и они вроде бы в разрезе не участвуют в толщине стенки трубы, но на плёнке видны очень отчётливо и естественно: ремонт. Попробую изобразить на картинке обычное расположение пор в корне.
Если у вас не получается, обратите внимание в первую очередь на силу тока ( правильную сборку катушки не обсуждаем, всё должно быть идеально). Если ток маленький, вы не увидите тех.окно, если ток большой, будет не окно ,а отверстие куда устремится металл.
При большом токе не надо делать разные хитроумные движения, которые гасят ток, просто скиньте ток на пружине(баластнике, гитаре). Если всё правильно, корень варится очень даже легко. Варите, смотрите что получается, поправки в голове и пробуйте(тренируйтесь). Потом, когда получится вертикал ,пробуйте потолок или постепенно опускайтесь в низ и поднимайтесь вверх.
Сварщиком ещё никто не родился, но есть правда такой момент: одному даётся быстрее, чем другому. Поэтому, у кого не получается , не расстраивайтесь и не опускайте руки, вы ещё вполне возможно будете варить лучше тех, кто быстрее схватил и успокоился.
Теперь о секретах .
Поверьте, что их нет. Есть у сварщика только личный опыт. Поэтому и делимся личным опытом.
Сварку корня трубы со стенкой 8 — 10мм, лучше варить сразу с заполнением.При стенке 12мм и толще заполнение придётся варить отдельно. Ход электрода напоминает треугольник. С края на край, посмотрели в тех.окно (посмотрели, имеется ввиду электродом, обозначили тех.окно), чуть назад и опять с края на край и в тех.окно и т.д. При движении с края на край не сплавляйте края фаски, они вам послужат направляющими при сварке облицовки.
Но такой ход не пройдёт на потолке, будет провис. Почему провис, ответ в статье: КАК ЗАВАРИТЬ ЧИСТЫЙ СТЫК НА ПРОСВЕТ. Хотя, кто знает чужие возможности.
При толщине 10мм и больше варите в три прохода. Корень, заполнение, облицовка. Но если надо заработать стенку 10мм, можно и в два прохода выкрутить.
Регламентировать ход электродом нельзя, он меняется по ситуации, главное выполнять правила , это варим только с низу вверх и не бросаем сварочную ванну от защиты газовым облаком. Не делаем электродом больших движений, не больше 5мм.
Прочитав советы, вы должны чётко понимать, что надо делать, а чего категорически нельзя. Всё остальное зависит от вас, не спеша, спокойно, аккуратно; скорость придёт сама. Когда был молодой, один сварщик со стажем 35 лет сказал: Учись варить хорошо, плохо получится само.
Следующий шаг в сварке корня это научится варить так, чтобы не было видно где закачивался один электрод и начинался другой. Обратный валик должен быть без кратеров(ямка в сварочном шве) и без непровара. Чтобы не было статовых пор и пор при окончании электрода.
Все картинки будут вид с боку в разрезе. Когда вы прихватываете трубу(варите корень) сварочный шов выглядит так.
Вы видите, что в начале и в конце св .шва образуются поры — это неизбежный процесс. Такие поры на плёнке, это ремонт. Не полагайтесь на ремонт, это очень коварная процедура. Во время ремонта варить тяжелей в силу разных нюансов. Это вы поймете, когда начнёте работать, объяснять очень долго. Не думайте , что всё ремонтируется с первого раза, бывает четыре ремонта потом вырезка стыка. Поэтому не спеша , медленно, правильно с первого раза. Не ленитесь брать в руки шлифмашинку, это ваш лучший помощник.
Давайте сварим 159 трубу, поэтапно в разрезе.
Собрали стык по всем правилам, прихватили в разрезе — это получилось так.
Варим корень дальше, между прихватками покажем один электрод, меньше рисовать, но смысл не меняется.Получается следующая картинка.
Варим корень дальше,между прихватками покажем один электрод,меньше рисовать,но смысл не меняется.Получается следующая картинка.
При сварке обращаем всё внимание на то,что получается внутри(на провар).Снаружи нас выручит шлифмашинка,электрод начинаем сплавлять толко в зоне шва.Как видим корень варится очень даже не сложно.Надо просто выполнять все действия,и не лениться брать в руки шлифмашинку. Для тех кому надоело брать в руки после каждого электрода шлифмашинку.
Следите за тем, чтобы после окончания электрода металл не вздувался пузырем,
если это происходит, то надо правильно уходить из сварочной ванны, мы говорим о корне.
Поджали электродом технологическое окно( ткнули в зазор), отойдите назад, влево на фаску
(обязательно короткая дуга). Отходите в низ на 4-5мм, затем полумесяцем через низ на правую
фаску и выход. Обязательно короткая дуга. Смысл в том, что вы даёте остыть корню
(закристаллизироваться), не прекращая защищать его от воздействия внешней среды.
Если пора не появляется вы всё делаете правильно, не давайте металлу остыть, как можно
быстрее меняйте электрод и вперёд. Не дать остыть для того, чтобы не было видно перехода
с электрода на электрод
Сварка корня шва на просвет
Время чтения: ≈12 минут
Любому молодому сварщику рано или поздно придется столкнуться со сваркой труб. Дело это непростое, со множеством нюансов и особенностей. Поэтому настоящих мастеров своего дела крайне мало. Новички просто боятся брать подобную работу, думая, что не выполнят ее. Хотя на деле все гораздо проще, чем может показаться на первый взгляд. Ведь самое главное — хорошо заварить корень. А остальные навыки придут с опытом.

В этой статье мы подробно расскажем вам о том, как качественно варить трубы «на просвет». Вы также узнаете, что вообще из себя представляет сварка на просвет, как точно состыковать две трубы, как настроить режим сварки и не прогадать с заполнением шва.
Общая информация
Итак, для начала определимся с термином «сварка на просвет» или «под просвет». Сварка корня шва на просвет — это просто сварка труб со сквозным зазором между ними. Название «на просвет» означает, что такой зазор виден насквозь. Обычно таким методом варят трубы диаметром до 12 миллиметров, но бывают исключения.
Иногда термином «на просвет» называют сварку труб перед прохождением радиографического контроля. Ведь суть такого контроля в том, что лучи пронизывают металл, как бы «просвечивая» его. Но зачастую сваркой на просвет все же называют обычную сварку с видимым зазором между трубами. Кстати, две состыкованные, подготовленные к сварке трубы называют просто катушкой.
Что ж, теперь, когда мы разобрались с терминами, приступим к самой сварке. Далее мы подробно расскажем, как выполнить сварку катушки под просвет.
Сварка на просвет
Подготовительные работы
Сварка на просвет — это практически всегда необходимость подготовки металла под сварку. Если вы раньше никогда не занимались сваркой труб, то можете подобрать для себя пару деталей для тренировки. Новичкам рекомендуем взять трубы среднего диметра с толщиной стенок 5-10 миллиметров.
Далее нужно как следует зачистить трубы в месте будущего сварного соединения. Вне зависимости от того, варите вы тренировочные или реальные трубы. Следите, что не было следов коррозии или краски. Желательно зачистить детали до видимого металлического блеска. В нашем случае идеальный инструмент для зачистки — это шлифовальная машинка. С ее помощью вы удалите большинство загрязнений. Чтобы убрать металлические включения используйте болгарку или напильник. После очистки обезжирьте поверхность растворителем и протрите лоскутом ткани.
Теперь нужно правильно состыковать две трубы. Многие новички спрашивают, как это можно сделать. Ведь трубы могут быть тяжелыми или у вас просто не получает их состыковать точно. В этой ситуации не обойтись без дополнительных приспособлений. Мы в своей практике используем центратор. Сейчас можно найти в продаже компактные недорогие модели, которые удобно монтируются. При стыковании труб оставьте небольшой зазор между ними. Зазор должен быть чуть меньше диметра электрода, которым вы будете варить. Оптимальный размер зазора — 2.5 миллиметра.
Помимо труб нужно подготовить и сами электроды. Когда с заготовками закончено, приступают к подготовке электродов. Если размер зазора равен 2.5 миллиметра, то выберите электроды диаметром 2.6 миллиметров. Что касается производителя, то здесь выбор остается за вами. Мы используем в работе Kobelco LB52U. На наш взгляд они идеально выполняют свою работу, хотя и стоят недешево.
Электроды нужно прокалить в печи, чтобы убрать всю лишнюю влагу. Прокаливайте часа 1.5-2, при температуре не более 380 градусов. Рекомендуем прокаливать непосредственно перед сваркой. Но если такой возможности нет, то нужно сложить стержни в специальный пенал, не в картонную коробку. Если не хотите покупать пенал, можете сделать его своими руками из ППУ трубы.
Настройка режима сварки
Качественная сварка труб под просвет во многом зависит от правильно настроенного режима сварки. Тема режимов сварки очень обширная и сложная. Мы уже рассказывали вам некоторые особенности тут, тут и тут. Что касается настройки режима при работе с трубами, то нужно ориентироваться на толщину стенок и применяемые электроды. Нет однозначных рекомендаций, какая сила тока лучше, ведь каждый случай индивидуален. Так что вам поможет только метод проб и ошибок.
Что касается остальных параметров режима сварки, то дуга должна быть короткой, скорость сварки должна быть не слишком быстрой и не слишком медленной. Иначе будут непровары или прожоги. Также рекомендуем установить прямую полярность и постоянный ток. Это общие рекомендации. Мы не рассказываем о напряжении дуги и прочих параметрах, потому что они тоже индивидуальны для каждого типа работ. И подбирать их нужно непосредственно на месте.
Также следите за технологическим окном. Технологическое окно — это небольшое углубление, которое образовывается при оплавлении кромок. Для вас, как для сварщика, технологическое окно — это самое главное. Поскольку благодаря ему вы можете наблюдать за процессом сварки и в любой момент заметите, если что-то пойдет не так.
Словом, чтобы выбрать режим и правильно сварить корень шва под просвет нужно много практиковаться. Только так вы поймете, какие настройки оптимальны. Если это ваша первая профессиональная сварка труб, то спросите совет у более опытных коллег по цеху.
Сварочный процесс
Итак, вы подготовили металл к сварке и настроили режим. Можно приступать к формированию шва. Но для начала сделайте несколько точек-прихваток, чтобы корень не деформировался при сварке. Количество точек определяется на глаз, зависит от размеров трубы. Чем труба больше, тем больше точек.
В идеале, точки-прихватки должны надежно скреплять трубы. Поэтому делайте их так же, как если бы варили сам шов. После того, как сделаны прихватки, нужно снова зачистить стык. На этом этапе вы можете обнаружить дефекты у корня. Вырежьте их. Если это не сделать, такая сварка будет считаться браком.
Теперь вы можете начать равномерно заполнять шов. Поверьте, это самое простое из всего, чтобы вы будете делать при сварке труб на просвет. Если вы изначально хорошо все зачистили, то возможно у вас получится переплавить меньше корня. Но обычно требуется переплавить процентов 30.
Если в процессе работы вам необходимо поменять электрод, то новым электродом нужно варить чуть ниже того места, где вы остановились до этого. Так шов будет более аккуратным и не будут образовываться дефекты.
Не забывайте про облицовочный слой. Для него нужно оставить около 1.3-1.5 миллиметров. При этом слой должен лечь равномерно и без подрезов, а это самое главное. Варите облицовочный шов так же, как и заполняющий. После смены электрода начинайте варить немного ниже того места, где остановились. В процессе облицовки следите за силой тока. Можете уменьшать или увеличивать ее, следя за результатом. Так вы найдете оптимальное значение тока и сможете сделать аккуратный шов. В результате вы должны получить эстетичный шов с плотно заваренным корнем. Допускается выступ у шва относительно поверхности металла, но не более 1 миллиметра.
Распространенные ошибки
Сварка на просвет — дело непростое, поэтому у всех новичков швы получаются с множественными дефектами. И это неудивительно. Только практика поможет вам избавиться от дефектов. А также изучение ГОСТов и теории. Далее мы расскажем о самых распространенных ошибках, которые приводят к дефектам. И дадим несколько рекомендаций, которые помогут вам избежать появления дефектов.
Итак, самая главная и часто встречающаяся ошибка — непроваренные участки. Непровары образовываются в тех случаях, когда у сварщика было очень мало практики или же он варил слишком быстро. Зачастую таких мастеров даже не допускают до сварки. Но это не повод для беспокойства. Исправить это ошибку можно, но для этого нужно постоянно работать над своими навыками.
Также часто встречаются провисшие участки или просто неаккуратные швы. Такие дефекты возникают из-за банального несоблюдения технологии сварки. Внимательно изучите технологию и только после этого приступайте к работе. Не думайте, что сможете в процессе угадать, как нужно работать.
Напоследок несколько рекомендаций. Прежде всего, варите только на короткой дуге. Да, это сложно. Да, плохо видна зона сварки. Но только на короткой дуге у вас получится качественный шов. С этим нужно смириться. Также не отрывайте электрод во время сварки. Это допустимо только при смене электрода.
Постарайтесь правильно настроить сварочный ток. Это опять же дело практики и опыта. Научитесь правильно разделывать кромки и зачищать металл. И вообще уделите больше времени зачистке и прокаливанию электродов. Не допускайте работы при осадках или на сильном ветру. И самое главное: используйте профессиональное оборудование в паре с качественными комплектующими.
Вместо заключения
Работы «на просвет» должны производиться качественно даже в том случае, когда качество шва в дальнейшем не будет подвергаться контролю. Сварка под контролем, конечно, дисциплинирует, но вы должны в любой ситуации ответственно подходить к процессу. Мы подробно рассказали вам о каждом этапе сварочных работ. Начиная от подготовки металла, заканчивая возможными дефектами. Если вы владеете навыками сварки, то наверняка сможете выполнить работе более-менее качество просто прочитав этот материал.
Теме частых ошибок посвятите больше времени. Мы дали лишь некоторые рекомендации, как можно избежать ошибок. На деле нюансов может быть гораздо больше. Так что не поленитесь и изучите ГОСТы на все сварочные работы, которые собираетесь выполнять. И практикуйтесь как можно больше. Ведь, как известно, теория без практики ничего не стоит. Желаем удачи в работе!