
Как заварить тонкую нержавейку в домашних условиях?
Как и чем варить нержавейку в домашних условиях

Приступая к работе с нержавейкой, сварщик должен учесть особенности физических свойств и химического состава материала. Только в этом случае можно будет рассчитывать на качественно выполненное и надежное сварное соединение.
- Сварка нержавейки: основные факторы сложности
- Высокий коэффициент линейного расширения
- Низкая теплопроводность
- Межкристаллитная коррозия
- Перегрев электродов с хромоникелевыми стержнями
- Самые распространенные способы сварки нержавеющей стали
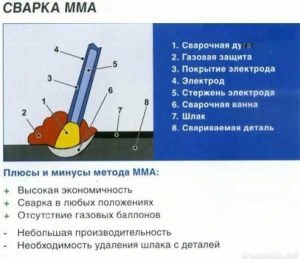
- Сварка покрытыми электродами (ММА)
- Сварка нержавеющей стали в аргоне
- Другие технологии и приемы
- Сварка с использованием лазера
- Холодная сварка под давлением
- Контактная сварка
Сварка нержавейки: основные факторы сложности
Выполнение работы осложняется, прежде всего, за счет того, что металл относится к высоколегированным сплавам. То есть в его составе много элементов, которые определяют свойства заготовки. В нержавеющей стали основным таким элементом является хром. В процентном соотношении его доля может достигать 12-30%.
Количество хрома предопределяет антикоррозийные свойства материала. Справедливости ради нужно подчеркнуть на устойчивость к воздействию влаги влияют и другие компоненты – молибден, титан, никель, марганец. В то же время эти составляющие влияют и на другие характеристики нержавеющей стали, в частности на ее свариваемость. При выполнении сварочных работ следует учесть особенности нержавеющей стали, речь о которых пойдет ниже.
Высокий коэффициент линейного расширения
В силу того, что под воздействием высоких температур нержавейка сильно меняет свои размеры, возникают нежелательные деформации. В случаях, когда соединяемые детали имеют толстые полки, а зазор между поверхностями очень мал или же отсутствует вовсе, не исключается появление трещин. Изъяны могут быть и крупного размера.

Низкая теплопроводность
Рассматривая нержавейку с точки зрения теплопроводности, нужно отметить, что данный показатель у нее в два раза ниже по сравнению с низкоуглеродистыми металлами. Результатом такой особенности при сварочных работах является высокая проплавляемость заготовок. Они начинают плавиться при значениях тока на 15-20% ниже, чем при соединении деталей из низкоуглеродистых составов.
Межкристаллитная коррозия
Если нержавеющую сталь нагреть до температуры в 500 градусов Цельсия и выше, то образуется так называемая межкристаллическая коррозия. Явление возникает в силу того, что по краям металлической структуры образуются дополнительные прослойки. Они состоят из железа и карбида хрома.
Чтобы предупредить подобное, следует тщательно выбирать режим сварки, исключающий перегрев металлической решетки заготовок. Помимо этого, металл можно принудительно охлаждать в процессе работ, используя воду или обдув. Важно запомнить, что вода может быть использована исключительно на хромоникелевых заготовках. Они отличаются тем, что имеют аустенитную внутреннюю структуру.

Перегрев электродов с хромоникелевыми стержнями
В силу слабой теплопроводности и высокого электрического сопротивления заготовки из нержавеющей стали провоцируют перегрев электродов. Это происходит из-за того, что расходные материалы имеют сердечники из хромоникелевого сплава. Явление очень нежелательно, а избежать его очень просто. Достаточно применять в работе специальные электроды для работы по нержавейке длиной не более 35 см.
Самые распространенные способы сварки нержавеющей стали
Соединение деталей из нержавеющей стали с высоким содержанием хрома можно выполнять разными технологическими приемами. Например, на практике часто применяются такие виды сварки:
- аргонодуговая. Лучше всего подходят вольфрамовые электроды в сочетании с режимом работы AC/DC TIG;
- MMA. Ручная сварка или резка выполняется покрытыми электродами;
- полуавтоматическая. Работы аппаратами электродуговой сваркой ведутся в защищенной среде. Лучше всего подходит аргон. Режим работы – MIG, а в качестве присадки применяется проволока из нержавеющей стали;
- холодная сварка. Для соединения нержавеющей стали разработан специальный технологический процесс. Он проходит под высоким давлением. Название выбрано, исходя из того, что плавление металла не предусматривается;
- контактная точечная сварка и шовная.

Перед тем как сваривать заготовки из нержавеющей стали, необходимо тщательно обезжирить стыки и прилегающую поверхность, а также зачистить. Для этих целей чаще всего используется ацетон или авиационный бензин. Благодаря предварительной подготовке удается снизить пористость шва, а сварочная дуга будет стабильной и достаточно мощной. Только после тщательной зачистки кромок можно надеяться на качественный конечный результат.
Какую именно сварку, а точнее метод выполнения работ, использовать в конкретном случае, решает сам специалист. Помимо основных методов, которые выше рассмотрены, существую и другие технологические приемы, которые применяются редко. В любом случае, на выбор технологии влияет набор требований к будущей конструкции и особенности используемых в работе материалов.
Сварка покрытыми электродами (ММА)
Технология ММА является одной из наиболее распространенных и очень часто применяется при соединении заготовок из нержавеющей стали. Она подразумевает использование покрытых электродов. Способ отличается простотой и нередко выполняется в домашних условиях. Его недостаток заключается в том, что высококачественным сварной шов не получится.

Тем не менее, простота и распространенность обуславливают востребованность технологии. Единственное, что необходимо сварщику – это специальное сварочное оборудование – инвертор. Чтобы стык получился достаточно надежным, необходимо уделить внимание выбору расходного материала. То есть, найти нужного размера электрод для конкретной марки нержавеющей стали. К слову, существует два основных типа расходных материалов, которые используются при сварке нержавейки:
- с рутиловым покрытием. Электроды изготовлены на основе двуокиси титана. Варить такими электродами следует при постоянном токе с обратной полярностью. Процесс сопровождается стабильным горением дуги и разбрызгиванием расплавленного металла;
- с покрытием на основе карбоната кальция и магния. Потребуется постоянный сварочный ток и обратная полярность.
Чтобы определиться с маркой наиболее подходящих для конкретной операции электродов, достаточно иметь под рукой ГОСТ. В положениях под номером 10052-75 детально расписано какие марки электродов рекомендуется применять для сваривания металлов в зависимости от их химического состава. Другими словами, чтобы быстро подобрать нужный электрод для сварки нержавеющей стали с помощью ГОСТа, требуется знать марку металла, который необходимо соединить.

Сварка нержавеющей стали в аргоне
В защитной аргонной среде применяются вольфрамовые электроды. Это достаточно простой и в то же время высокотехнологичный метод, дающий возможность создавать надежные соединения даже в домашних условиях. Технология чаще всего востребована при монтаже трубопроводных коммуникаций, предназначенных для транспортировки различных жидкостей или газов. Она обладает некоторыми особенностями:
- чтобы вольфрам не попадал в рабочую зону, дуга поджигается бесконтактным способом. В случаях, когда поджечь сварочную дугу на соединяемых деталях нельзя, то она разжигается в специальной угольной плите. После этого осторожно перемещается на стык;
- данный способ одинаково хорошо работает как на переменном, так и на постоянном токе;
- выбор режима работы зависит от толщины полок заготовок. К понятию «режима работы» в данном случае относится не только выбранные на сварочном оборудовании параметры, но и диаметр вольфрамового электрода и проволоки, которая используется в качестве присадки; скорость проведения сварочных работ, расход инертного газа и т.д.;
- важно проверить перед началом работ уровень легирования присадочной проволоки и соединяемых элементов. У расходника это показатель должен быть выше;
- при сваривании металла не следует делать электродом колебательных движений. В противном случае высока вероятность окисления металла и нарушения зоны сварки.
Практика показывает, что можно свести к минимуму расход вольфрамового электрода. Для этого достаточно выключать подачу инертного газа через 10-15 секунд после разрыва сварочной дуги. Благодаря такой простой процедуре исключается активное окисление вольфрама из-за контакта с атмосферным кислородом по окончанию сваривания.

Касательно полуавтоматической сварки, то работа с ней практически ничем не отличается. Единственная разница состоит в том, что проволока в зону сварки подается автоматически. Благодаря этому, значительно быстрее протекают сварочные процессы. Благодаря применению полуавтоматических установок, можно реализовать разные способы соединения заготовок из нержавеющей стали. Некоторые из них:
- Метод струйного переноса. Благодаря технологии удается качественно соединить заготовки большой толщины.
- Сварка короткой дугой. Отлично подходит в случаях, когда требуется соединить детали небольшой толщины.
- Импульсная сварка. Наиболее выгодный со всех сторон вариант. Он наименее затратный и универсальный в плане сваривания заготовок разного размера.
Другие технологии и приемы
Помимо рассмотренных на практике используются и другие методы сварки заготовок из нержавеющей стали. Они узкоспециализированы и в силу своей специфики менее востребованы. Эти методы требуют наличия специального оборудования или оснастки.
Сварка с использованием лазера
Данный метод обладает весомым набором достоинств. Первое из них – металл не теряет свою прочность и не деформируется из-за длительного воздействия высокой температуры. Шов быстро остывает, на его поверхности и внутри не образуются трещины, а структура сформирована из зерен небольшого размера. Лазерная технология используется в машиностроении и других отраслях промышленности: производство сельхозтехники, автомобильная промышленность, укладка трубопроводов и прочих.

Холодная сварка под давлением
Технология уникальна тем, что не подразумевает плавление металла. Детали соединяются между собой, благодаря образованию новых связей на уровне кристаллической решетки металла. В зависимости от особенностей и конфигурации соединения, давление может оказываться как на одну, так и на обе заготовки. Визуально это выглядит так, будто две детали вдавливаются одна в другую.
Контактная сварка
Сварка может выполняться точечно или же по методу роликового соединения металлов. Метод чаще всего востребован при необходимости создания изделий из тонких листовых материалов, толщина которых не превышает 2 мм. Применяется то же самое оборудование, что и при сварки других материалов данным способом.
Как провести сварку нержавеющей стали в домашних условиях?
Нержавеющая сталь используется в различных направлениях промышленности благодаря своим техническим характеристикам. Чтобы изготавливать различные детали из этого металла, необходимо научиться соединять отдельные элементы. Сварка нержавеющей стали имеет определённые особенности, из-за чего требует более подробного изучения.
 Сварка нержавеющей трубы
Сварка нержавеющей трубы
Особенности
Сварка нержавейки может сопровождаться определёнными сложностями. Связано это с составом этого металла. Он содержит от 12 до 30% хрома, который обуславливает высокий показатель коррозийной устойчивости нержавеющей стали. Из-за содержания этого компонента появляются некоторые сложности при сваривании:
- Низкий показатель теплопроводности. Она в два раза ниже, чем у низкоуглеродистых сплавов. Из-за этого металла расплавляется при более низких температурах, что нужно учитывать при сварке.
- Повышенный коэффициент линейного расширения. Из-за этого при сильном нагревании детали подвергаются деформации. Если толщина у заготовок большая, а расстояние между ними до соединения незначительное, могут появиться трещины.
- Высокое электрическое сопротивление, низкий показатель теплопроводности негативно воздействуют на хромоникелевые электроды. Стержни начинают перегреваться, из-за чего возникают сложность проведения технологического процесса.
- Межкристаллитная коррозия. Происходит этот процесс после нагревания нержавеющей стали свыше 500 градусов. По краям зёрен структуры металла появляются прослойки, который состоят из железа, карбида хрома.
Если сварочный режим был выбран неправильно, это может привести не только к нарушению целостности шва, но и к потере коррозийной устойчивости нержавеющей стали. После нагревания этого материала свыше 500 градусов, он подвергается окислению. Чтобы избежать этого процесса, детали требуется охлаждать водой или специальным маслом.
Способы
Сварка нержавейки может выполняться несколькими способами. При этом используется разное оборудования, появляются определённые нюансы.
Ручная дуговая сварка покрытыми электродами
Распространённый способ соединения деталей из нержавеющей стали. Для выполнения работ используют инверторный сварочный аппарат, специальные электроды. Они могут быть двух типов:
- Стержень покрыт рутиловым слоем, который состоит из двуокиси титана.
- Стержни, покрытые смесью кальция, карбоната магния.
Применяется этот способ для создания соединений, которые не будут подвергаться критическим нагрузкам.
Вольфрамовыми электродами
Сварка нержавейки вольфрамовыми электродами применяется совместно с инертными газами, которые подаются в нагреваемое место, защищая шов от образования оксидной плёнки.
Этот метод подходит для сваривания тонкого металла, изготовления труб для разных жидкостей.
Полуавтоматическая в аргоне
Этим способом можно более качественно сваривать нержавейку. С помощью полуавтомата появляется возможность добиться высокой производительности. Чтобы создать прочное соединение используется несколько видов проволоки:
- Порошковая.
- Алюминиевая.
- С медным покрытием.
- Изготовленная из легированной стали.
- С флюсом.
Проведение работ полуавтоматом представляет собой поэтапный процесс:
- Мастер подготавливает детали. Зачищает их от ржавчины, налёта, грязи.
- Выставляется режим сваривания на сварочном аппарате. Оптимальный показатель силы тока для нержавеющей стали толщиной до 3 мм не должен превышать 145 А.
- В рабочую зону подаётся проволока, зажигается дуга.
Сопло горелки должно передвигаться только в одном направлении без поперечных движений.
 Полуавтоматическая сварка нержавеющей стали
Полуавтоматическая сварка нержавеющей стали
Холодная под большим давлением
Процесс соединения заготовок из нержавеющей стали без плавления. Зависимо от того, какими характеристиками должна обладать цельная деталь, давление может воздействовать как на одну, так и на две заготовки. Соединение образуется благодаря взаимодействию кристаллических решёток металла.
Лазерная
Такой способ соединения нержавеющей стали выполняется на промышленных предприятиях. Для его выполнения необходимо использовать специальное оборудование. При работе с лазером выполняется два метода сварки заготовок — шовный, точечный.
Преимущества лазерного оборудования:
- Не появляются трещины от сильного нагревания.
- Прочность металла в зоне отпуска не снижается.
- Не появляется оксидной плёнки, благодаря высокой скорости лазерной обработки.
Плазменная
Существует два способа плазменной сварки нержавеющей стали:
- Ручная — подразумевает под собой обработку металла плазменной дугой, которая образуется между рабочей поверхностью, электродом.
- Автоматическая — плазменный поток вырабатывается плазмотроном.
Применяется на промышленных предприятиях.
Чем варить нержавейку?
Сварить нержавейку можно разными способами. Важно не только выбрать технологию, но и подготовить расходные материалы, оборудование.
 Электроды для сварки
Электроды для сварки
Какими электродами варить нержавейку?
Для людей, которые не знают, какие электроды для сварки нержавейки нужно использовать, необходимо ознакомиться с ГОСТом 10052−75. Если не пользоваться ГОСТом, нужно учитывать марку стали.
Все расходники делятся на две больших группы:
- Стержни с разными покрытиями.
- Вольфрамовые электроды.
Существуют специальные стержни для работы со сплавами, цветными металлами.
Можно ли варить обычным электродом?
Сварка нержавейки обычным электродом допускается. Однако это может привести к разным негативным последствиям. Связано это с тем, что в месте нагревания совмещаются разные металлы. Из-за этого возникают внутренние напряжение, которые ухудшают показатель прочности шва. Первые микротрещины начнут появляться во время остывания, с характерными щелчками. Такой шов быстро покроется слоем ржавчины.
Оборудование
При соединении деталей из нержавеющей стали электросваркой используется разное оборудование. Желательно выбирать аппараты, которые выдают постоянный ток. Они позволяют равномерно вплавлять присадочный материал в пространство между заготовками.
Если нет возможности использовать оборудование, вырабатывающее постоянный ток, можно использовать инвертор. Сварка инверторным аппаратом требует использования специальных электродов, быстрого ведения дуги для получения ровной поверхности. Качество сваривания нержавеющей стали зависит от выбора расходных материалов, оборудования, настройки режима проведения работ.
Как варить нержавейку в домашних условиях?
Сварка нержавейки в домашних условиях доступна любому сварщику. Для этого требуется подготовить инверторный аппарат. Он подойдёт для соединения труб из алюминия, тонких листов, деталей сложной формы. Рекомендации для проведения работ:
- Внимательно наблюдать за швом, чтобы не образовывалось место проплавки.
- Небольшой зазор в сварном стыке помогает создать оптимальный показатель усадки.
- Для соединения металлических листов большой толщины, нужно использовать электроды большего диаметра.
- Выбрать величину сварочного тока проще с помощью специальных таблиц, которые можно найти в интернете.
- Для охлаждения швов желательно использовать медные пластинки.
Новичку необходимо потренироваться настраивать, работать со сварочным аппаратом на черновых деталях.
 Сварка нержавеющей стали электродом
Сварка нержавеющей стали электродом
Как варить нержавейку инвертором?
Сварка нержавейки инвертором выполняется в определённой последовательности:
- Очистить рабочие поверхности от налёта, грязи, декоративных покрытий, масла, ржавчины.
- Обработать кромки деталей если их толщина превышает 4 мм. Они срезаются под углами 45 градусов. Если нужно сваривать тонкую нержавейку, скосы не нужны.
- Чтобы создать высокопрочное соединение, на которое будут воздействовать высокие нагрузки, необходимо прокалить электроды для инвертора заранее. Их нужно разогреть до 170 градусов.
- Если нужно соединить детали толщиной более 7 мм, нужно прогреть их заранее до 150 градусов.
- Для начала ручной сварки нержавейки инвертором, необходимо наложить прихватки. Вести шов нужно с наклоном, удерживая угол от 45 до 60 градусов. Движения выполнять или на себя, или в сторону.
После выполнения работ металл должен остыть при комнатной температуре.
Сварка тонкой нержавейки
Технология сваривания тонких листов нержавеющей стали отличается от классического метода работы с плавящимися электродами. Пошаговая инструкция:
- Подготовить соединяемые поверхности. Очистить их от грязи, налёта, мусора.
- Выложить флюс на обработанные листы.
- Нагреть их до 250 градусов. Поверхность должна поменять цвет.
- Электрод медленно подаётся на заготовки. Важно быстро выполнять работу, чтобы не проплавить тонкие листы.
После выполнения работ нужно быстро остудить заготовки, чтобы готовый шов не покрылся ржавчиной.
Сварка нержавеющей стали может выполняться как в домашних условиях, так и на производстве. Для этого применяются разные способы, оборудование, расходные материалы. Важно учитывать определённые особенности, правильно выбирать сварочный режим.
Способы варки нержавейки инвертором в домашних условиях
Нержавеющая сталь – высоколегированный сплав, для сварки которого в производстве используются аргоновые аппараты. При необходимости получения неразъемных соединений в быту необходимо учитывать характеристики и свойства материала. Если предстоит выполнить небольшой объем работ, соблюдение определенных режимов и условий позволит с успехом варить нержавейку инвертором в домашних условиях.
Выбор и настройка инвертора
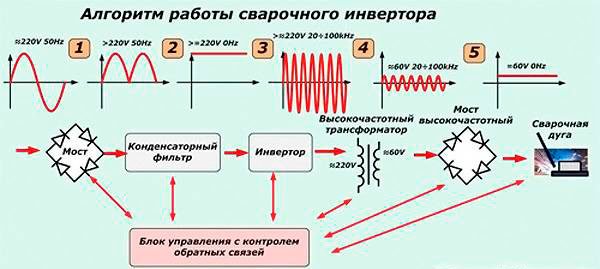
Инвертор – это источник, который обеспечивает поджиг, стабильность горения сварочной дуги. Действие устройства основано на принципе преобразования переменного тока промышленной частоты в постоянный или переменный ток требуемой частоты и нужного напряжения.
Разные модели аппаратов работают от бытовой сети 220 B, имеют небольшие размеры, невысокую стоимость, отличаются удобством в эксплуатации и транспортировке. При сварке нержавеющей стали для получения качественного шва необходимо выставлять настройки преобразователя в зависимости от толщины заготовки.
Оптимальные режимы инвертора, диаметры электродов.
| Толщина изделия, мм | Напряжение, B | Сила тока, A | Толщина электрода, мм |
| 1,5 | 13 | 40–60 | 2 |
| 3 | 15 | 75–85 | 3 |
| 4 | 16 | 90–100 | 3 |
| 5 | 18 | 140–150 | 4 |
Сварку нержавейки в домашних условиях можно производить промышленным или самодельным инвертором с требуемыми рабочими показателями. Основные условия: наличие режима ручной дуговой сварки (MMA), диапазон тока от 20 до 200 A. Следует учитывать, что некоторые модели устройств не функционируют при низких температурах окружающей среды.
Этапы сварочного процесса
Соблюдение последовательности действий при сварке нержавейки послужит гарантией получения надежного соединения заготовок. Основные технологические этапы заключаются в следующем:
- Зачистить металлической щеткой участок совмещения деталей от мусора, краски, лишних включений.
- Произвести предварительную прокалку электродов в соответствии с инструкцией.
- Подручными инструментами разделать кромки по определенной форме, соответствующей толщине свариваемых деталей.
- Обработать кромки и поверхности растворителем.
- Листы стали толщиной более 7 мм подогреть до 150 ºC паяльной лампой.
- Подложить под детали медные прокладки для обеспечения теплоотвода.
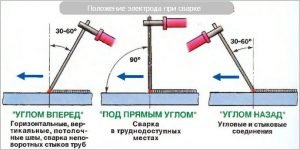
- Выполнить сварку на короткой дуге, избегая колебательных движений. Можно удерживать электрод с наклоном 40–60º к поверхности.
- Для получения «замка», предотвращающего трещины, вывести сварочную ванну из зоны обработки и прервать дугу.
- Оставить изделие для естественного остывания.
- После сварки нержавейки отбить шлак, зачистить шов, отшлифовать или отполировать готовое изделие.
Особенности сварки нержавеющей стали
Качественный сварной шов можно получить, учитывая принципы обработки нержавеющей стали. Выполнение конкретных действий поможет избежать распространенных дефектов неразъемных соединений.

Образование крупных пор. Такой дефект появляется при выделении углерода в результате контакта расплавленной стали с кислородом. Для защиты от внешних газов применяются электроды с обмазкой, создающей искусственное газовое облако. Плотность такого облака не должна скрывать сварочную ванну.
Выгорание легирующих составляющих. Это ведет к возникновению коррозии при попадании влаги. Чтобы избежать перегрева металла на участке сварки, сила тока в настройках инвертора выставляется на 20% ниже, чем при обработке обычной стали. Хороший результат дает проведение операций в шахматном порядке.
Нарушение герметичности шва. Микротрещины образуются в результате расширения и стягивания материала под воздействием температуры электрической дуги. Правильно выбранный материал электрода способен взаимодействовать с расплавленным металлом и обеспечивать герметичность соединения по всей толщине от основания шва.
Электроды для сварки нержавейки
Для сварки нержавейки инвертором применяются различные марки электродов. При использовании таких электродов наблюдается незначительное разбрызгивание металла, так как сварочная ванна надежно защищается. Они хорошо разжигаются, дают стабильную дугу, предназначены для работы в разных пространственных положениях. Диаметр варьируется в пределах 2–5 мм. Особенности некоторых марок электродов:
- ОЗЛ-6 имеют рутиловое покрытие на основе двуокиси титана, обладают стойкостью к высоким температурам.
- AHO быстро воспламеняются, не нуждаются в дополнительной прокалке электродов, являются удобными для новичков.
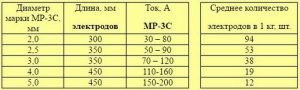
- MP-3 могут использоваться для работы с неочищенным металлом.
- MP-3C применяются для получения соединений высокого качества.
- ЦЛ-11 предназначены для хромоникелевых сплавов, их использование защитит изделие от коррозии.
Правильный выбор электродов для определенной марки сплава, постоянного или переменного тока обеспечит качество, безопасность сварочных работ, долгую службу инвертора.




Достоинства и недостатки метода
Метод сварки нержавеющей стали инвертором применяется в бытовых условиях, когда необходимо устранить дефекты, выполнить наплавку на небольшом участке детали, создать короткие швы. Соединяемыми элементами могут быть листы для баков или емкостей, трубы, стальные конструкции. Основные плюсы метода сварки инвертором:
- аппараты имеют небольшие габариты, доступные цены;
- толщина свариваемых деталей может варьироваться в широком диапазоне;
- отсутствует необходимость применения дополнительной флюсовой защиты;
- имеется возможность сварить труднодоступные участки.
Минусы заключаются в необходимости регулярного удаления шлака и значительных затратах времени на сварочный процесс. При сварке нержавейки наличие навыков и опыта работы с инвертором и электродами послужит гарантией получения ожидаемого результата.
Видео по теме: Сварка нержавеющей стали инвертором
Сварка нержавейки
Использование нержавеющей стали во многих изделиях продлевает их срок эксплуатации и улучшает внешний вид. Легированные металлы широко применяются в химической промышленности, машиностроении, и изготовлении бытовых емкостей и полотенцесушителей. Но порой этот материал, под действием блуждающих токов или сильной коррозионной среды, дает течь. Начинающие сварщики, в попытках исправить положение, сталкиваются с несколькими трудностями по работе с таким металлом. Или же возникает потребность соорудить собственную емкость из легированной стали. Как варить нержавейку правильно, чтобы швы оставались герметичными? Сколько существует способов сварки нержавейки и какой из них лучше? Что наиболее подойдет для работы в домашних условиях?

Особенности сварки
Варить нержавеющую сталь возможно несколькими способами, но в каждом из них необходимо учитывать специфические особенности материала. Работа с легированной сталью отличается от низкоуглеродистой тем, что свариваемый металл позволяет формировать ровные швы, требующие минимальной обработки. Благодаря шлифовке и полировке можно получить идеальный вид поверхности, которую не нужно красить.
Но в том, как сваривать нержавейку, есть и свои трудности. Они заключаются в следующем:
- Линейное расширение металла проявляется сильнее, чем у других видом стали. Из-за этого изделие значительно удлиняется во время нагрева от сварки, а по окончании процесса возвращается в первоначальную форму. Это создает два распространенных дефекта при сварке нержавейки. Во-первых, изделие сильно деформируется (образовываются волны, дугообразные прогибы), что портит внешний вид и требует правки геометрических форм. Во-вторых, происходит растяжение сварочного шва, который может не выдержать такого микродвижения и дать трещины. Правильная сварка нержавеющей стали подразумевает ведение дуги на меньших токах, чтобы минимизировать прогрев изделия, и подбор качественных присадочных материалов. В изделиях, которые толще 7 мм, применяется предварительный подогрев всей поверхности током.
- В расплавленном состоянии нержавейка быстро взаимодействует с кислородом, находящимся в окружающем воздухе. Если вести сварку без защитного облака, то металл будет сильно пениться и шов не получится. Слабая защита сварочной ванны позволяет выполнить работу, но дает много пор. Поэтому заварить легированную сталь качественно можно только в хорошей защитной среде. Это обеспечивает специальная обмазка электродов или инертные газы.
- Хорошая теплопроводность и низкая температура плавления материала создают еще одну трудность для сварки нержавеющей стали — выгорание легирующих элементов. Так, после нескольких месяцев, на свариваемом материале можно обнаружить следы коррозии. Чтобы предупредить этот дефект, необходимо выполнять шов немного быстрее, чем на низкоуглеродистой стали. Правильно установленная сила тока тоже играет важную роль.
Зная о вышеописанных свойствах металла можно выбирать верные режимы сварки и правильные расходные материалы, что позволит получить качественный результат.
Подготовка металла
Как правильно варить нержавейку показано на различных видео. Но все эти способы подразумевают предварительную подготовку материала под сварку. Эти этапы включают ряд действий:
- Изделие требуется очистить от масла и мусора.
- Тонкие платины (от 0,5 до 1,5 мм) не нуждаются в зазоре, а наоборот их требуется плотно подвести друг ко другу.
- В материале с толщиной от 4 мм и выше, для качественного провара, требуется выполнить разделку кромок. Это производится «болгаркой» или напильником. Благодаря этому будущий шов становится немного шире и глубже, что лучше связывает свариваемые стороны.
- Между пластинами выставляется зазор в 1-2 мм.
- Детали толще 7 мм рекомендуется предварительно подогревать.
- Чтобы зафиксировать пластины и не дать им изменить положение во время сварки, ставится несколько прихваток по всей длине соединения.
- После этого можно приступать к ведению шва.
Чем варить нержавейку: суть методов и технология процесса
Технология сварки легированных сталей подразумевает использование электрической дуги, позволяющей плавить металл, и создания защитного газового облака. Существует три способа сварить нержавейку.
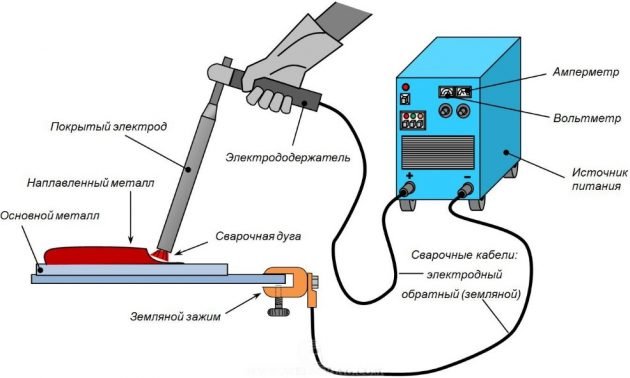
Покрытыми электродами ( MMA )
Суть метода заключается в использовании источника тока (трансформатор с выпрямителем или инвертор), подсоединяемого одним концом (массой) к изделию, а вторым к держателю электрода. Сварочный ток создает дугу между ними, способную плавить металл и формировать шов. Кроме краев пластин плавится и стержень электрода, который состоит из похожего по составу к основному металла. Сварочную ванну защищает обмазка электрода, которая расплавляется и выделяет особый газ.
ММА — это отличный вариант, когда требуется сварка нержавейки в домашних условиях . Аппараты доступны по цене и компактны для хранения в кладовке или гараже. Транспортировка не требует много места, а легкий вес позволяет работать на любой высоте. Электроды по нержавейке доступны в продаже.
После подготовки металла процесс сварки выполняется ведением электрода по линии соединения. Первый проход необходимо произвести ровно, наклонив электрод на себя или в удобную сторону. В этом же направлении и ведется шов. Расстояние между концом электрода и поверхностью металла выдерживается в 3-5 мм. Когда свариваемые пластины толстые, то требуется несколько проходов. После каждого следует отбивать шлак. Многопроходные швы ведутся с легкими колебаниями электрода для придания чешуйчатости и заполнения места соединения.
Настройки на аппарате выставляются соответственно изделию:
| Толщина пластин, мм | Напряжение, V | Диаметр электрода, мм | Сила тока, А |
| 1 | 11 | 2 | 30-40 |
| 1.5 | 12 | 2 | 40-60 |
| 2 | 13 | 2 | 55-75 |
| 3 | 15 | 3 | 90-100 |
Полуавтоматом
Нержавеющие стали свариваются отлично полуавтоматом. Это более изящный процесс, позволяющий быстро и качественно заварить соединение любой толщины. Источником тока выступает аппарат с постоянным напряжением или инвертором. Масса крепится на изделие, а «плюс» подсоединяется к специальной горелке.
Горелка совмещает в себе подачу тока и подвод инертного газа в зону сварки. Электричество передается по кабелю и специальному мундштуку-контактору. Газ идет по параллельно уложенной в рукаве шланге и выходит через сопло. В качестве присадочного материала выступает проволока, автоматически подающаяся тяговым механизмом. Напряжение через мундштук переходит на проволоку и между ней и изделием возбуждается дуга. Одновременно происходит обдув защитным газом, предотвращающий контакт с внешней средой. Для соединения нержавейки используют чистый аргон или его смеси с углекислотой.
Проволока должна быть из того же материала, что и свариваемые детали. Ее диаметр и скорость подачи выставляются исходя из толщины изделия и пространственного положения. Рекомендуемые параметры следующие:
| Толщина изделия, мм | Сила тока, А | Диаметр проволоки, мм | Скорость подачи, м/ч |
| 1.5 | 80-100 | 0,8-1,0 | 160-180 |
| 2 | 130 | 1.2 | 180-230 |
| 3 | 160-200 | 1,2-1,4 | 350-400 |
| 5 | 200-300 | 1,2-1,6 | 450-650 |
Для создания особо прочных швов, подвергающихся химическому воздействию на предприятиях, применяют порошковую проволоку, которая имеет трубчатое строение и включает в себя флюс, дополнительно защищающий зону сварки. После окончания шва флюс застывает на поверхности в виде шлака и требует отбития. Швы ведутся с колебательными движениями, справа налево или наоборот. Важно следить за полным заполнением зоны соединения присадочным металлом. Это хорошо контролировать, поскольку при сварке обычной проволокой нет шлака, мешающего обзору.
Полуавтоматические аппараты стоят дороже инверторов и требуют дополнительной оснастки баллоном, редуктором и шлангами. Но благодаря такому способу сварки можно быстро вести работы.
Аргоновая сварка
Сварка тонкой нержавейки особенно хорошо удается аппаратами с постоянным током и не плавящимся электродом. Масса от оборудования подключается к пластинам, а + крепится к горелке. Аппарат выдает постоянный ток, полярность выставляется обратная. По каналу к горелке подводится напряжение и газ. Ток передается через прижимной механизм на вольфрамовый электрод. Между ним и пластинами зажигается электрическая дуга. Кончик электрода, заточенный как игла, позволяет формировать тонкие швы, на миллиметровом железе. Сам электрод не плавится, а лишь нуждается в периодической заточке. Оплавляются кромки свариваемого материала и дополнительно подается присадочная проволока. Она должна быть из однородной стали со свариваемым изделием. В процессе задействованы обе руки сварщика, поэтому данный метод требует определенных навыков и тренировок.
Защитным газом выступает аргон, подающийся по шланге в аппарат. Его продувка не только ограждает сварочную ванну от внешней среды, но и помогает остужать электрод и конец зоны сварки.
Швы таким методом ведутся справа налево, с наклоненной горелкой. Если необходимо тоненькое соединение, то никаких колебаний не требуется. В случае широких стыков, выполняются поперечные движения электродом. Зазор между ним и изделием поддерживается на расстоянии 5 мм. Вылет электрода из сопла тоже устанавливается 5-6 мм, чтобы было удобно вести шов, но не перегревать вольфрам. Рекомендуются следующие параметры:
| Толщина материала, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 10 | 1.6 |
| 1.5 | 45-55 | 12 | 2.3 |
| 2 | 60-80 | 15 | 2.3 |
| 3 | 90-110 | 16 | 2.3 |
Сваривание нержавейки — это интересный процесс, позволяющий получить качественное соединение, способное служить длительный срок. В домашних условиях наиболее подходит сварка покрытым электродом инвертором. Но если предстоит большой объем работ, то лучше воспользоваться полуавтоматом. Для соединение тоненьких пластин идеальна аргоновая сварка.
Как варить нержавейку инвертором: технология, советы, нюансы
Решив заниматься сваркой, купив нужное оборудование, домашнему мастеру кажется, что теперь получится варить нержавейку инвертором легко и просто. Однако на практике появляются первые проблемы: работать с тонкими материалами не так легко, как кажется, швы получаются не такими, как требуется, металл прогорает. Не стоит отчаиваться, ведь если ознакомиться со всеми советами и освоить главный алгоритм такой работы, все обязательно получится.

Особенности сварки нержавеющей стали
Существует масса нюансов работы инвертором с нержавейкой. Требуется ответственно и внимательно подойти к каждому из них предварительно изучив все особенности.
Что из себя представляет инверторный аппарат
Каждый агрегат имеет свои конструктивные особенности, и перед началом любой работы требуется ознакомится с его инструкцией. Однако принцип действия и итоговый результат, при грамотном подходе, у всех схож.

Основным предназначением инвертора является преобразование переменного тока с напряжением 220В в постоянный, и увеличение его частоты одновременно со снижением высокого напряжения.
Особенностью домашнего инвертора также является правило: им нельзя пользоваться очень долго. От перегрева кабеля и самих внутренних частей может случится авария. Именно поэтому этот прибор больше популярен для бытовых целей.
Настройка инвертора
Чтобы результат был такой, как нужно, необходимо правильно настроить значение агрегата до начала работы. Для сварки нержавейки подойдет абсолютно любой инвертор (даже самый менее мощный или самодельный).

Параметры будут зависеть непосредственно от толщины нержавеющей стали:
- с толщиной металла 1.5мм требуется выбрать диаметр электрода 2мм, выставить минимальное напряжение 13V, выбрать силу тока 40А;
- при 3мм потребуется электрод 3мм, напряжение 15V, а сила тока 75-85А;
- если толщина металла 6мм, то электрод следует выбирать не менее 4мм, выставлять напряжение в 18V, а силу тока увеличить до 140-150А.
Важные нюансы сваривания нержавейки
Несмотря на относительную несложность работы с нержавейкой, следует ознакомиться с необходимыми для успешной работы правилами и некоторыми нюансами:
- лучше при покупке электродов выбирать не простые, а со специальной обмазкой, которая будет изолировать зону сварки и защищать сварочный материал от всевозможных внешних газов. Это необходимо так как нержавейка очень быстро реагирует с окружающей средой и если ее не защитить, то можно получить неровный шов, на который подействует углерод, образовавшийся от соединения кислорода и расплавленного железа;
- нержавейка склонна подвергаться быстрому расплавлению если на нее будет долго воздействовать высокие температуры. Поэтому во время работы, желательно снижать мощность силы тока своего инвертора на 20% в отличие от сварки стали и вести работу в шахматном порядке. Это предотвратит деформацию металла;
- одним из важнейших правил является грамотно выбранный электрод. Именно от его материала будет зависеть успешное завершение дела. Если присадочный материал выбран неверно это грозит образованию на стали микротрещин и нарушению герметичности.
Как выбрать электрод
Важно помнить, что для нержавеющей стали не подходят обычные электроды. Для такого металла они должен соответствовать определенным требованиям:
- снижать затраченную на сварку мощность;
- экономно расходоваться;
- изготавливать шов ровно, без больших отложений шлака;
- уменьшать длину и глубину зоны, подвергшейся термической обработке.

Для этих целей отлично подойдут электроды таких маркировок:
- ОЗЛ-8, ЦП-11 – если требования к полученному шву минимальны;
- ОК-45, МР-3 – более комфортен в процессе сварки. Шлак после них легко отчищается с поверхности;
- ОК-61-30, ОК-67-45 – электроды, которые нужно использовать, когда необходимо сваривать между собой нержавейку с черным металлом;
- неплавящиеся электроды – для сваривания нержавейки и алюминия;
- самое высокое качество: ЭА-981-15, ОЗЛ-9-1. Они хорошо подойдут для сваривания жаропрочных сталей.
Чтобы технология была соблюдена полностью нужно помнить и об угле наклона. Он должен соответствовать приблизительно 75° к образовавшейся дуге.
Подготовка металла
Важно правильно подготовить материал, обработав его до процесса сварки. При работе с инвертором, нержавейку необходимо полностью зачистить, кромки разделать (если на то имеется необходимость).
Как варить инвертором
Произведя все правила подготовки, можно приступать к главному процессу – сварить несколько деталей. Здесь также требуется знать некоторые нюансы, а также соблюдать определенную последовательность действий.

Когда приходится варить нержавейку инвертором в домашних условиях, важно запомнить и всегда применять следующие ключевые правила:
- не допускать нагревание заготовки или места, где будет шов более чем на 150°С;
- для соединения выставлять малый ток, однако на высокой скорости;
- не допускаются колебательные движения короткой дугой;
- так как нержавейка является хорошо проводимым тепло металлом, его необходимо отводить. Для лучшего теплоотвода, следует использовать медные пластины, которые нужно подкладывать под заготовки;
- если необходимо сваривать толстые металлы, лучше использовать многопроходное соединение;
- когда процесс будет окончен, следует зачистить место шва, обработать его пастой, обеспечивающей антикоррозионные свойства.
Когда все правила выполнены, можно начинать самое ответственное дело. Лучше всего это делать в такой последовательности:
- проколоть в печи приготовленные электроды. Это лучше делать согласно инструкции расположенной на их упаковке;
- если толщина металла менее 3мм, его можно начинать обрабатывать без разделки;
- зазор между выложенными на медную пластину деталями не должен быть более 1-2мм;
- настроив инвертор согласно необходимым параметрам можно приступать к сварочному процессу;
- для недопущения дефектов, выполнять сварку лучше короткой дугой, аккуратно без колебательных или поперечных движений;
- когда шов будет выложен, его следует избавить от нароста шлака, а также обработать пастой;
- когда железо остынет, остатки грязи и пасты можно смыть водой.
Работать с нержавейкой может быть не просто, ведь чем тоньше материал, тем сложнее с ним обращаться. Но чтобы все вышло хорошо, требуется выполнять ключевые правила:
- верно настроить инвертор;
- определится с необходимой маркировкой электрода;
- правильно обработать и подготовить поверхность;
- аккуратно наносить шов.
Все эти действия вместе с постоянной практикой обязательно приведут неопытного сварщика к доскональному итогу.

