
Как закалить зубило в домашних условиях?
Как закалить металл в домашних условиях
Процесс закалки стали позволяет повысить твердость изделия примерно в 3-4 раза. Многие производители проводят подобный процесс на момент производства продукции, однако в некоторых случаях ее следует повторить, так как твердость стали или другого сплава имеет малый уровень. Именно поэтому многие задаются вопросом, как закалить металл в домашних условиях?

Методика
Для того чтобы провести работу по закалке стали нужно учитывать то, как выполняется подобный процесс правильно. Закалка – процесс повышения твердости поверхности железа или сплава, который предусматривает нагрев образца до высокой температуры и его последующее охлаждение. Несмотря на то, что с первого взгляда рассматриваемый процесс прост, различные группы металлов отличаются своеобразной структурой и характеристиками.
Термическая обработка в домашних условиях оправдана в нижеприведенных случаях:
- При необходимости упрочнить материал, к примеру, в месте режущей кромки. Примером можно назвать закалку зубил и стамески.
- При необходимости повышения пластичности предмета. Это зачастую необходимо в случае горячей ковки.
Профессиональная закалка стали – дорогостоящий процесс. Стоимость 1 кг повышения твердости поверхности стоит примерно 200 рублей. Организовать закалку стали в домашних условиях можно только с учетом всех особенностей повышения твердости поверхности.
Особенности процесса
Провести закалку стали можно с учетом нижепривеженных моментов:
- Нагрев должен проходить равномерно. Только в этом случае структура материала однородна.
- Нагрев стали должен проходить без образования черных или синих пятен, что свидетельствует о сильном перегреве поверхности.
- Образец нельзя нагревать до крайнего состояния, так как изменения структуры будут необратимыми.
- На правильность проведения нагрева стали указывает ярко-красный цвет металла.
- Охлаждение также должно быть проведено равномерно, для чего используется водяная ванна.

Температура заготовки в зависимости от цвета при нагреве
Эти моменты рекомендуется учитывать при рассмотрении того, как провести закалку в домашних условиях.

Режимы закалки и отпуска сталей
Оборудование и особенности проводимого процесса
Для нагрева поверхности зачастую используется специальное оборудование. Это связано с тем, что провести нагрев стали до точки плавления достаточно сложно. В домашних условиях зачастую используется нижеприведенное оборудование:
- электропечь;
- паяльная лампа;
- термопечь;
- большой костер, который обложен вокруг для перенаправления жара.

Передвижной горн для нагрева деталей
При выборе источника жара следует учитывать тот момент, что деталь должна полностью помещаться в печи или костре, на котором проводится разогрев. Правильно будет подбирать оборудование также по типу металла, который будет подвержен обработки. Чем выше прочность структуры, тем больше разогревают сплав для придания пластичности.
В случае, когда нужно провести закалку лишь части детали, используется струйная закалка. Она предусматривает попадание струи холодной волы только на определенную часть детали.
Для охлаждения стали часто используется ванна с водой или бочка, а также ведро. Важно учитывать тот момент, что в некоторых случаях проводится поэтапное охлаждение, в других быстрое и резкое.
Повышение твердости на открытом огне
В быту зачастую закалку проводят на открытом огне. Этот метод подходит исключительно для разового проведения процесса повышения твердости поверхности.
Всю работу можно разделить на несколько этапов:
- для начала следует провести разведение костра;
- на момент разведения костра подготавливаются две большие тары, которые будут соответствовать размеру детали;
- для того чтобы костер давал больше жара нужно обеспечить большое количество углей. они дают много жара на протяжении длительного времени;
- в одной емкости должна содержаться вода, в другой – моторное масло;
- следует использовать специальные инструменты, при помощи которых будет удерживаться обрабатываемая раскаленная деталь. на видео часто можно встретить кузнечные клещи, которые наиболее эффективны;
- после подготовки необходимых инструментов следует положить предмет в самый центр пламени. при этом можно деталь зарыть в самую глубь углей, что обеспечит нагрев металла до плавкого состояния;
- угольки, которые имеют ярко белый цвет – раскалены больше других. за процессом плавки металла нужно следить пристально. пламя должно быть малиновым, но не белым. если огонь белый, то есть вероятность перегрева металла. в этом случае эксплуатационные качества значительно ухудшаются, а срок службы уменьшается;
- правильный цвет, равномерный по всей поверхности, определяет равномерность нагрева металла;
- если происходит потемнение до синего цвета, то это говорит о сильном размягчении металла, то есть он становится излишне пластичным. этого нельзя допускать, так как значительно нарушается структура;
- при полном разогреве металла его следует убрать с очага высокой температуры;
- после этого следует раскаленный металл поместить в тару с маслом с частотой 3 секунды;
- завершающим этапом можно назвать погружение детали в воду. При этом периодически проводится взбалтывание воды. Это связано с тем, что вода быстро нагревается вокруг изделия.
При выполнении работы следует уделять внимание осторожности, так как раскаленное масло может нанести вред коже. На видео можно обратить внимание на то, какого цвета должна быть поверхность при достижении нужной степени пластичности. Но для закалки цветных металлов зачастую нужно оказывать воздействие температуры в промежутке ль 700 до 900 градусов Цельсия. На открытом огне провести нагрев цветных сплавов практически не возможно, так как достигнуть подобной температуры без специального оборудования нельзя. Примером можно назвать использование электропечи, которая способна нагревать поверхность до 800 градусов Цельсия.
Заточка зубил, бородков и кернеров
Независимо от того, нужно ли перековать износившийся рабочий конец инструмента или отковать заново, его надо прежде всего нагреть. В домашних условиях это можно сделать в печи, на газовой плите, примусе, паяльной лампой.
Рабочий конец инструмента нагревают до светло-красного цвета и отковывают на наковальне. Следите за тем, чтобы не перекалить сталь, так как она от этого становится хрупкой и непригодной для дальнейшего использования. Не следует допускать, чтобы сталь нагревалась до желтого каления или до такого состояния, когда на поверхности появится окалина, чему способствует слишком быстрое нагревание. Медленное нагревание благоприятствует успешной ковке. Ковать нужно тяжелым молотком, нанося по поверхности частые и сильные удары. Чем тяжелее молоток, тем больше можно сделать при одном нагревании.

Рис. 1. Закалка и заточка зубил, бородков, кернеров: А — опускание нагретого инструмента в воду при закалке; Б — зачистка поверхности инструмента перед отпуском; В — цвета побежалости на поверхности правильно закаленного и отпущенного инструмента; Г—заточка зубила; Д — заточка бородка или кернера; Е — способ заточки рабочего конца бородка.
Процесс закалки одинаков как при изготовлении нового инструмента, так и при ремонте. Нижний рабочий конец на расстоянии 5—7 см нагревают до темно-красного каления. Затем инструмент опускают в посуду с чистой водой (рис. 1, А) на глубину примерно 20—25 мм и держат в ней до тех пор, пока металл под водой потемнеет (но только до поверхности воды, выше инструмент по-прежнему должен оставаться красным). После этого зубило вынимают из воды и его лезвие быстро зачищают куском шлифовального круга, напильником или навернутой на кусок железа наждачной шкуркой (рис. 1, Б). На зачищенном месте появятся меняющиеся цвета побежалости (температуры цветов побежалости даны в приложении). Цвета побежалости появляются в результате образования пленки окислов на поверхности металла. Каждому цвету соответствует определенная температура. От неохлажденной части инструмента тепло переходит в закаливаемую часть, и, когда последняя нагреется до температуры, соответствующей фиолетово-синему цвету побежалости, зубило снова окунают в воду сначала наполовину, а затем полностью для окончательного
охлаждения. Последняя операция называется отпуском стали. Разные зоны правильно закаленного и отпущенного инструмента должны иметь цвета, показанные на рисунке 1, В.
Если отпустить инструмент при пониженной температуре и недостаточной выдержке, он будет более твердым, но хрупким; наоборот, длительный отпуск при повышенной температуре приведет к понижению твердости.
При охлаждении сталь сжимается неравномерно, что нередко приводит к образованию трещин, особенно у поверхности охлаждающей воды. Если нагретый для закалки инструмент опустить в воду и держать неподвижно, погруженная в воду часть может даже отломиться в процессе охлаждения или при эксплуатации. Чтобы избежать этого, инструмент нужно быстро перемещать в воде вверх и вниз.
Закаленное лезвие инструмента трудно поддается обработке напильником, поэтому его затачивают обычно на механическом наждачном точиле. Можно, конечно, воспользоваться и точильным бруском, но в этом случае потребуется много времени и силы.
Затачивая зубило на механическом точиле, следует быть очень внимательным и не допускать чрезмерного нагревания режущей кромки, что приводит к потере прочности. Рекомендуется периодически охлаждать инструмент водой, чаще отводить его от точильного круга и прижимать его к точилу не слишком сильно. Способ заточки зубила показан на рисунке 1, Г.
Кернеры, бородки и пробойники закаливают и отпускают точно так же, как и зубила. Их конец после отпуска должен иметь темно-коричневый, почти фиолетовый цвет побежалости, а остальная часть должна быть фиолетового цвета. Эти инструменты лучше закаливать на всю длину, причем заточку до нужной формы лучше производить до закалки. На рисунке 1, Д показан способ заточки бородков (стрелками показано направление вращения точила и бородка). Чтобы конец бородка заточить строго перпендикулярно его продольной оси, можно воспользоваться приспособлением, показанным на рисунке 1, Е. В деревянном бруске просверливают отверстие, равное меньшему диаметру конца бородка. Затем в отверстие вставляют бородок так, чтобы его конец был на уровне поверхности бруска. Лучше, если брусок будет закреплен на станине точила неподвижно.
Как правильно самому закалить металл и сталь в домашних условиях: нагрев и отпуск железа в масле своими руками

Процесс термической металлообработки кажется сложным. Но его можно провести даже дома, правда – с дополнительной подготовкой. Перед началом лучше почитать нашу статью о том, как правильно самому закалить деталь или сверло или вал в домашних условиях в масле.

Введение
Есть характеристика стали – наследственная и приобретенная зернистость. Размер зерна может быть меньше и больше, а также он меняется под воздействием высоких температур. Насколько быстро – зависит от количества примесей. Нельзя однозначно сказать, какая кристаллическая решетка, какие соединения лучше. В одних случаях от этого зависит прочность, в других пластичность. Этот показатель необходимо менять в зависимости от того, какая обработка предстоит. Если листовую сталь или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистой сталью, то лучше обрабатываются заготовки с мелкозернистой структурой.
Изменить зернистость достаточно трудно. При этом нужно учитывать наследственную склонность. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Поэтому фактор очень важен при подборе нагрева. Так не каждый как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав.
Сплав имеет множество примесей. Среди них:
- Феррит. Это основополагающий элемент, которого больше всего. Он несет основные свойства, остальные вещества только увеличивают или уменьшают их.
- Перлит. Увеличивает твердость и прочность на растяжение и сжатие.
- Цементит. Химическая формулы – железо с углеродом. И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.
- Графит. Высокоуглеродистые дамасские стали получаются при насыщении этой примесью в момент обработки методом ковки.
- Аустенит. Формируется в момент очень высокого нагрева. При этом увеличивается пластичность, а также исчезают магнитные свойства.
Если углерода в составе от 0% до 2,18%, то мы имеет дело со сталью – низкоуглеродистой (до 0,8%) или углеродистой. А если его больше, чем 2,18%, то перед нами прочный чугун. Делаем вывод: характеристики зависят от двух причин:
- количество примесей;
- степень термальной обработки.
И если первое вы не сможете изменить самостоятельно, то второе – наверняка.

Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
| Марка | Температура в градусах | Среда охлаждения |
| у9, у9а, у10, у10а | от 770 до 800 | вода |
| 85хф, х12 | от 800 до 840 | масло |
| хвт | от 830 до 830 | |
| 9хс | от 860 до 870 | |
| хв5 | от 900 до 1000 | |
| 9х5вф | от 1000 до 1050 | |
| р9, р18 | от 1230 до 1300 | селитра |
Есть две основные цели термообработки:
- повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
- увеличение пластичности изделия. Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.

При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.
Как правильно закаливать металл и железо, если нет специальной печи для обжига? Применять паяльную лампу или развести обычный костер – его температура и продолжительность горения достаточно велики для того, чтобы выполнить работу, не превышающую бытовых нужд.
Охлаждение можно проводить различными способами. Если срочно нужно сбить нагрев на одном участке изделия, то можно воспользоваться направленной струей холодной воды. Водное, а значит быстрое, остывание необходимо для легированных и углеродистых сталей. После нагрева следует взять элемент щипцами (если это небольшой нож, топор) и поместить в заранее подготовленную емкость с жидкостью. При отпуске следует охлаждать постепенно – сперва водой, а затем маслом.
И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:

Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
- Отжиг. Необходим для образования феррита и перлита. Заключается в нагреве в печи до 680-740 градусов, когда уже пройдет порог рекристаллизации. В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
- Нормализация – аналогичная процедуре для снятия внутреннего напряжения, но нагрев – выше, а охлаждение гораздо быстрее.
- Закалка. Основной происходящий процесс – изменение зернистости, что приводит к нужным результатам. Остывание очень быстрое, часто в воде или масле.
- Отпуск. Бывает в нескольких режимах. О нем поговорим отдельно.

Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.
Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.

Закалка и отпуск металла в домашних условиях своими руками в масле
Для закалки углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
| Наименование цвета | Температура в градусах Цельсия |
| Ослепительно белый | 1250-1300 |
| Светло-желтый | 1150-1250 |
| Темно-желтый | 1050-1150 |
| Оранжевый | 900-1050 |
| Светло-красный | 830-900 |
| Светло-вишнево-красный | 800-830 |
| Вишнево-красный | 770-800 |
| Темно-вишнево-красный | 730-770 |
| Темно-красный | 650-730 |
| Коричнево-красный | 580-650 |
| Темно-коричневый | 530-580 |
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
- низкая — для ножей, медицинских инструментов, ножниц, лезвий;
- средняя — для топоров, пил, дисков для распиловки дерева;
- высокая — для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
| Наименование цвета | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
Как закалять сталь в домашних условиях: особенности процесса
Рекомендации для правильной закалки:
- нагрев — медленный и постепенный;
- образование темных пятен на поверхности говорит о быстром перегреве;
- дождитесь насыщенного алого цвета;
- режим отпуска должен соответствовать степени закала.
Последний совет можно выполнить, если ознакомиться с таблицей:
Изготовление камеры для закаливания
Название такой конструкции – муфельная печь. Она делается из огнеупорной глины, которую нужно заливать в любую форму, например, подготовленную из картона. Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Оборудование и особенности закалки
Дома могут быть использованы:
- электрическая или муфельная печь;
- паяльник;
- большой костер на улице.
Выбор нужно осуществлять согласно размерам детали и типу сплава, максимальной температуре нагрева.

Повышение твердости на открытом огне
Если вы не хотите делать горн с поддувом, можно использовать обычный мангал или камин, посмотрим, как это делают на видео:
В статье мы рассказали, как сделать закаленную сталь. Так как процедура сопряжена с риском, просим соблюдать технику безопасности.
Закалка металла в домашних условиях: закаливаем сталь правильно
Если знать, как закалить металл правильно, то даже в домашних условиях можно повысить твердость изделий из него в два-три раза. Причины, по которым возникает необходимость в этом, могут быть самыми разными. Такая технологическая операция, в частности, требуется в том случае, если металлу надо придать твердость, достаточную для того, чтобы он мог резать стекло.

Закалка металла в домашних условиях
Чаще всего закалить надо режущий инструмент, причем выполняется термическая обработка не только в том случае, если надо увеличить его твердость, но также и тогда, когда данную характеристику требуется уменьшить. Когда твердость инструмента слишком мала, его режущая часть будет заминаться в процессе эксплуатации, если же она высока, то металл будет крошиться под воздействием механических нагрузок.
Немногие знают, что существует простой способ, позволяющий проверить, насколько хорошо закален инструмент из стали, не только в производственных или домашних условиях, но и в магазине, при покупке. Для того чтобы выполнить такую проверку, вам потребуется обычный напильник. Им проводят по режущей части приобретаемого инструмента. Если тот закалили плохо, то напильник будет как будто прилипать к его рабочей части, а в противоположном случае – легко отходить от тестируемого инструмента, при этом рука, в которой находится напильник, не будет чувствовать на поверхности изделия никаких неровностей.
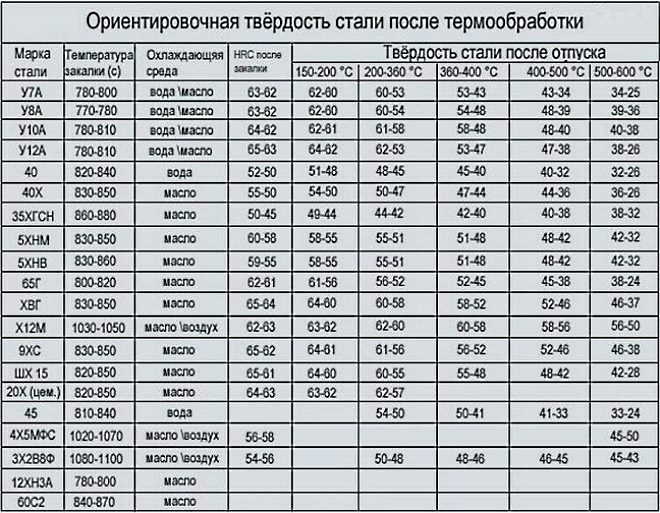
Зависимость твердости стали от режима термобоработки
Если все же так вышло, что в вашем распоряжении оказался инструмент, качество закалки которого вас не устраивает, переживать по этому поводу не стоит. Решается такая проблема достаточно легко: закалить металл можно даже в домашних условиях, не используя для этого сложного оборудования и специальных приспособлений. Однако следует знать, что закалке не поддаются малоуглеродистые стали. В то же время твердость углеродистых и инструментальных стальных сплавов достаточно просто повысить даже в домашних условиях.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
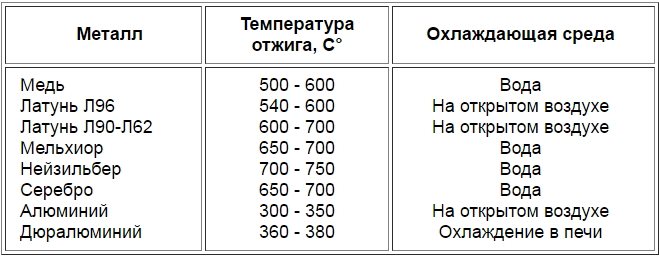
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке. Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен. О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.

Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Технологическая схема, по которой закаливают металл, может предусматривать мгновенное, постепенное или многоступенчатое охлаждение.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).

Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
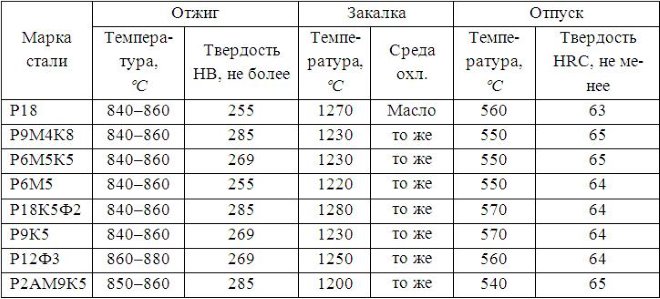
Режимы термообработки быстрорежущих сталей
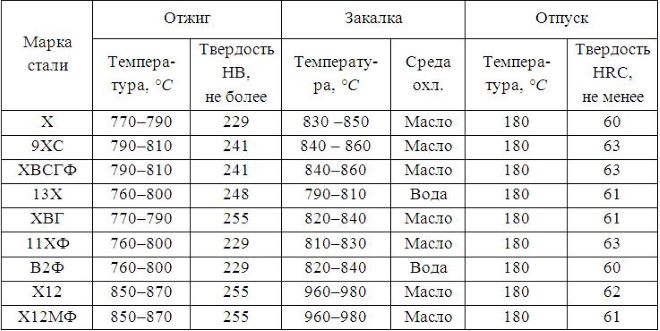
Режимы термической обработки легированных инструментальных сталей
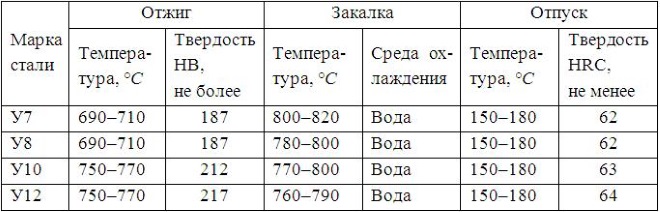
Режимы термической обработки углеродистых инструментальных сталей
Как закалить сталь на открытом огне
Как уже говорилось выше, закалить сталь можно и в домашних условиях, используя для нагрева открытый костер. Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
Для того чтобы извлекать раскаленное железо из костра, вам понадобятся кузнечные клещи, которые можно заменить любым другим инструментом подобного назначения. После того как все подготовительные работы выполнены, а в костре образовалось достаточное количество раскаленных углей, на них можно уложить предметы, которые требуется закалить.
По цвету образовавшихся углей можно судить о температуре их нагрева. Так, более раскаленными являются угли, поверхность которых имеет ярко-белый цвет. Важно следить и за цветом пламени костра, который свидетельствует о температурном режиме в его внутренней части. Лучше всего, если пламя костра будет окрашено в малиновый, а не белый цвет. В последнем случае, свидетельствующем о слишком высокой температуре пламени, есть риск не только перегреть, но даже сжечь металл, который надо закалить.

Цвета каления стали
За цветом нагреваемого металла также необходимо внимательно следить. В частности, нельзя допустить, чтобы на режущих кромках обрабатываемого инструмента появлялись черные пятна. Посинение металла свидетельствует о том, что он сильно размягчился и стал слишком пластичным. Доводить до такого состояния его нельзя.
После того как изделие прокалится до требуемой степени, можно приступать к следующему этапу – охлаждению. В первую очередь, его опускают в емкость с маслом, причем делают это часто (с периодичностью в 3 секунды) и как можно более резко. Постепенно промежутки между этими погружениями увеличивают. Как только раскаленная сталь утратит яркость своего цвета, можно приступать к ее охлаждению в воде.

Цвета побежалости стали
При охлаждении водой металла, на поверхности которого остались капельки раскаленного масла, следует соблюдать осторожность, так как они могут вспыхнуть. После каждого погружения воду необходимо взбалтывать, чтобы она постоянно оставалась прохладной. Получить более наглядное представление о правилах выполнения такой операции поможет обучающее видео.
Есть определенные тонкости при охлаждении закаливаемых сверл. Так, их нельзя опускать в емкость с охлаждающей жидкостью плашмя. Если поступить таким образом, то нижняя часть сверла или любого другого металлического предмета, имеющего вытянутую форму, резко охладится первой, что приведет к ее сжатию. Именно поэтому погружать такие изделия в охлаждающую жидкость необходимо со стороны более широкого конца.
Для термической обработки особых сортов стали и плавки цветных металлов возможностей открытого костра не хватит, так как он не сможет обеспечить нагрев металла до температуры 700–9000. Для таких целей необходимо использовать специальные печи, которые могут быть муфельными или электрическими. Если изготовить в домашних условиях электрическую печь достаточно сложно и затратно, то с нагревательным оборудованием муфельного типа это вполне осуществимо.
Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
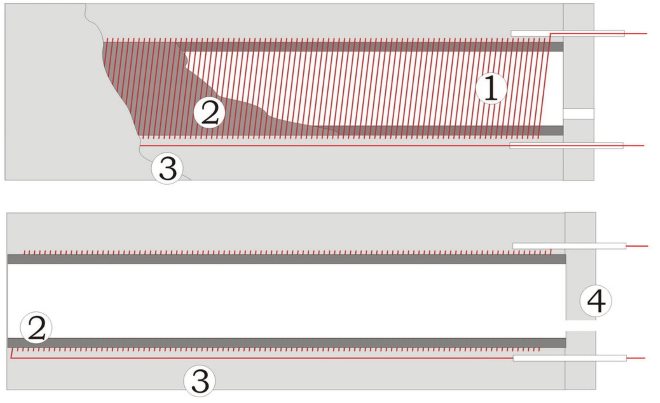
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.

Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.

Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
Самостоятельное изготовление такой печи (как и закалочного оборудования другого типа) позволяет не только получить в свое распоряжение устройство, полностью соответствующее вашим потребностям, но и хорошо сэкономить, так как серийные модели стоит достаточно дорого.
Зубило для перфоратора как аргумент в борьбе с бетоном
Зубило для перфоратора и для металла можно купить в любом специализированном магазине. Времена, когда этот инструмент надо было «вынести» с работы давно прошли. А вместе с ними тает на глазах огромный опыт по заточке и закалке металла в домашних условиях. Восстановить пробел этих знаний мы сейчас и попробуем.
Зубило для перфоратора – разнообразие форм
Зубило – это не только собирательное название автомобиля Lada Samara, но и ударно-режущий инструмент, применяемый для обработки камня или металла. С одной стороны находится режущая кромка, а с другой – бойковая часть, именуемая затыльником. Затыльник предназначен для нанесения ударов, кромка – для разрезания или раскалывания материала.
Перфораторное зубило сильно отличается от слесарного собрата как по форме, так и по содержанию. Хвостовик имеет специальную форму для посадки в патрон перфоратора. Для домашних инструментов, весом не более 5 кг, используют хвостовик формы SDS+. Средние перфораторы, 5-12 кг, зажимают зубило с хвостовиком SDS-max. Более мощные аппараты, массой свыше 12 кг, предназначенные для демонтажа асфальта и серьезных бетонных конструкций, используют шестигранное крепление HEX (на 19, 28 и 30 мм). Формы у бетонорубов самые разные и на все случаи жизни. Рассмотрим их детальнее:
- плоская форма. Внешне напоминает отвертку, кончик которой заострен. Это самая распространенная форма зубила. По сути, она является самой древней, и все остальные модели – её производные. Длина режущей кромки у таких инструментов либо меньше, либо чуть больше ширины тела инструмента, и варьируется от 10 до 40 мм, хотя встречаются экземпляры и с большей длиной кромки. Чем больше эта величина, тем меньшее усилие при долблении воздействует на материал, так как сила удара передается на большую площадь соприкосновения;
- пикообразная форма. Имеет вид конуса или остроконечной пирамиды. Используется для пробивания отверстий в кирпиче или бетоне при отсутствии коронки. После работы таким инструментом отверстие будет иметь рваные края. Если есть возможность, лучше пользоваться коронкой для высверливания;
- форма в виде лопатки. Очень похожа на плоское зубило, однако, режущая кромка более широкая и тонкая. Применяется для снятия старого слоя материала, к примеру, старой плитки или штукатурки. Для удобства лопатка имеет чуть изогнутую форму, для поддевания. Обычно такая насадка и называется «для плитки». Также встречаются насадки в форме обычной огородной лопаты;
- специальные формы. К таким относятся лопатки полукруглой формы. По аналогии с насадками в виде лопаток для снятия плитки также имеют слегка изогнутую форму. Они разработаны для пробивания в стене канала под проводку, являются аналогом штробореза. Для большего удобства такие зубила дополняют крыльями, расположенными вдоль тела инструмента. При долблении эти крылья опирают полукруглое зубило на стену, регулируя таким образом глубину борозды.
Используя в работе зубило по бетону для перфоратора, не забывайте периодически смазывать хвостовик инструмента специальной смазкой. Это продлит его срок службы. Многие не придают этому особого значения, а зря. Он испытывает не меньшие нагрузки, чем рубящая кромка, имея почти аналогичную закалку.





Рубка металла зубилом – как по маслу
Зубило по металлу (слесарное) представляет собой стержень прямоугольного сечения. Режущую кромку составляют четыре плоскости, две основные и две вспомогательные. Ударная часть обычно имеет вид усеченного конуса, это помогает обеспечивать правильное направление удара. Наиболее часто используют инструмент длиной 75-200 мм, с кромкой 20-25 мм. Для прорубания канавок в металле применяют крейцмейсель (разновидность зубила), он имеет несколько меньшую длину, 150-175 мм, и кромку 5-10 мм, однако кроме мастерской моего деда его уже нигде не найти.
Серьезные работы зубилом по стали уже и не встретишь. Черновую работу исполняют болгарки и газовые резаки, а чистовую – фрезерные станки. Рубка металла зубилом – уже классика, однако забывать её нельзя, вспомним, как происходит обработка заготовок в тисах. Будущую деталь обрубают либо по уровню, либо сверх уровня губок тисов. При рубке по уровню срез получается более гладким, а заготовка не подвергается деформации. Металл плотно зажимают в тисах так, чтобы верхнее ребро обрубаемой кромки выступало на 3-4 мм, это наиболее оптимальная величина. Если сделать ее больше, то стружка будет сниматься сложнее, если меньше, то процесс обработки займет больше времени. Выступающую часть срубают, затем деталь переставляют, выпуская сверху губок тисов снова 3-4 мм, и опять снимают стружку. Такая операция повторяется до достижения требуемого размера. Если обработку производим сверх уровня губок, то заготовку зажимают, чтобы линия обработки была параллельна губкам и на 3-4 мм выше их.
При работе режущая кромка инструмента должна располагаться под углом в 45 градусов к обрабатываемую металлу, а ударная часть приподнимается на 25-40 градусов вверх. Такое расположение помогает достичь более ровной линии сруба. При простых операциях со стальной полосой или арматурой, например, перерубание, слесарное зубило ставят перпендикулярно материалу, затем одним или несколькими ударами наполовину прорубают полосу. Точно также делают и с другой стороны заготовки, а если она круглая, то стержень проворачивают, обрабатывая пруток по окружности. Работайте с металлом только на наковальне или на толстом стальном листе.
Как закалить зубило – разложим все по полкам
Слесарное зубило изготавливается из углеродистой стали, поэтому закалять этот инструмент необходимо при температуре 750-800 градусов (цвет вишни угорки). Зубило для бетона изготавливают из легированных сталей, температура закалки у него больше. Если у вас самодельный инструмент, то калить его надо в определенном диапазоне температур, зависящем от марки стали. К примеру:
- низкоуглеродистая сталь: 730-950 градусов;
- высокоуглеродистая: 680-850 градусов;
- легированные стали: 850-1150 градусов Цельсия.
Прогрев инструмента производят равномерно, во избежание резкого перепада температур между режущей кромкой и сердцевиной зубила. При достижении необходимой температуры изделие надо продержать некоторое время в печи. Лучше 1 час равномерно прогревать инструмент и 30 минут продержать в печи, чем за 10 минут нагреть до максимально возможной температуры и сразу охладить. Охлаждать зубило можно в воде или масле. Не скупитесь на количестве охлаждающей жидкости. Половина отрезанной пластиковой бутылки нам не подойдет, а вот 2-3 литра масла в оцинкованном ведре – то, что нужно.
Для образования феритно-цементитной смеси (наиболее прочная смесь железа и углерода, с большим сопротивлением сдвигу по плоскости скольжения при воздействии внешних нагрузок) металл необходимо медленно охлаждать до температуры 650 градусов, а от 650 до 400 градусов нужно быстрое охлаждение. При соприкосновении жидкой среды с раскаленным металлом жидкость начинает парить и обволакивает инструмент, в результате металл напрямую не соприкасается с охлаждающей жидкостью. Вокруг него образуется пленка из пара, называемая паровой рубашкой. Такая внешняя среда медленно охлаждает сталь. Когда температура материала снижается, масло или вода перестают испаряться, рубашка исчезает, и мы получаем более быстрое охлаждение. Таким образом, масло и вода одинаково воздействуют на металл.
Различие лишь в том, что масло охлаждает материал более медленно. Благодаря этому уменьшается вероятность возникновения внутреннего напряжения в металле. Оно больше подходит для высокоуглеродистых и легированных сталей, а вода – для низкоуглеродистых.
Опускать инструмент надо перпендикулярно поверхности масла, ни в коем случае не боком, не под углом и не кидать в ведро. Погружаем инструмент режущей частью вниз, плавно перемещая его вверх-вниз и вправо-влево. Это предотвратит резкий перепад температур между закаляемой частью и не закаляемой, а также позволит быстрее избавиться от паровой рубахи. Кроме кромки, необходимо закалить и хвостовик. Он тоже испытывает ударные загрузки и без закалки после непродолжительной работы станет обрастать «кудряшками». Закаляем его аналогично режущей кромке. В результате получаем стержень с закаленными краями и не каленой, упругой серединой – сбалансированный инструмент.
Заточка зубила, режущая кромка и хвостовик
Лезвие имеет форму клина, но клин бывает разный, и угол заточки зубила зависит от его применения. Вроде бы, чем острее угол, тем меньше необходимо прикладывать силы для удара. Но чем острее угол, тем он быстрее тупится при работе с твердыми материалами. Поэтому многолетний опыт работы с зубилом плавно подводит нас к компромиссу. Для рубки хрупких материалов (чугуна, бронзы, твердых сортов стали) лезвие зубила точат под углом 70 градусов. Для стали средней твердости применяют 60-градусный угол. Мягкие материалы (медь, латунь) рубят с углом заточки в 45 градусов. Алюминий и цинк можно разрубать с углом лезвия в 35 градусов.
Затачивать зубило, конечно, лучше при подаче на точило охлаждающей жидкости, но в домашних условиях такое почти невозможно. Из-за этого при сухой заточке надо быть осторожным и не перегреть инструмент выше 110 градусов, иначе его твердость снизится. После заточки режущие кромки должны иметь одинаковый угол наклона и ширину, поэтому в процессе работы лучше по чуть-чуть обрабатывать каждую сторону, часто переворачивая зубило. По окончании процесса заточки лезвия снимаем фаску и с хвостовика, придавая ему форму усеченного конуса. Не стоит забывать о правилах безопасности – пользуемся очками или защитным экраном. Пыль от наждака крайне вредна.
Зубило по бетону для перфоратора в заточке почти не нуждается. Все производители применяют технологию Long Life. Лезвие такого инструмента само затачивается при работе. Качественно закаленное зубило будет меньше деформироваться и стираться в процессе работы. А правильная заточка поможет перерубить любую сталь и раскрошит любой материал.

