
Как скрутить квадратный прут в домашних условиях?
холодная ковка своими руками
Главная страница » холодная ковка своими руками
На данной странице вы найдете сведения по теме “холодная ковка своими руками”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
 В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
Однако некоторые технологические операции, например гибка заготовок, возможно выполнить без нагрева. Материалом для таких работ являются пластичные малоуглеродистые стали, медь, латунь, дюралюминий и другие сплавы, обладающие свойством легко деформироваться. Такой вид обработки объединили под названием холодная ковка, хотя в чистом виде она ковкой не является. Применение эта технология нашла в изготовлении художественных изделий своими руками. Особенности холодной ковки разбираются в этой статье.
Оборудование для ковки металла в домашних условиях
Без специального (иногда универсального) оборудования, станков и оснастки получить изделия художественной формы не получится. Гибка, прессование, нанесение рисунка на поверхность изделия производится с помощью ручных или машинных приспособлений. В домашних условиях применяются следующие виды станков для холодной ковки.
- Гнутик. Приспособление предназначено для изгиба проката или полосы на угол произвольной величины. Эксцентриковый привод, гибочный штамп и закаленные ролики смонтированы на прочном основании. При необходимости к этому ручному станку добавляется дополнительная оснастка.

Станок для холодной ковки PROMA Gnutik 0005
- Улитка. Создает из проката изделия в виде спирали, находящейся в одной плоскости. Основным элементом конструкции является кондуктор, который выполняется в форме завитка, напоминающего улитку. Под каждый вид спирали изготавливается свой кондуктор.

Станок типа улитка PROMA. Фото ВсеИнструменты.ру
- Твистер. Приспособление дает возможность закручивать прутки вокруг своей оси. Заготовка фиксируется во вращающейся головке и ползунке и при помощи рукоятки закручивается на нужную величину. При скручивании длина заготовки уменьшается, поэтому ползунок должен иметь возможность передвижения вдоль оси.

Станок для холодной ковки типа Твистер Blacksmith M3-TR
Для получения качественных изделий закручивание прутков вокруг своей оси лучше производить на механизированном оборудовании. Твистер, в составе с электромотором и червячным редуктором, дает равномерную дозированную нагрузку, какую нельзя обеспечить ручной. При этом значительно облегчает усилия, которых требуется достаточно много при закручивании прутков.
- Фонарик. Представляет собой переплетение прутков в форме вытянутых по винтовой поверхности спиралей. По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.

Станок для ковки PROMA Корзинка Фонарик. Фото ВсеИнструменты.ру
- Волна. Ручное приспособление создает узоры в виде набегающих волн. Между двумя роликами и упором пропускается пруток. Подвижный ролик, обкатываясь по неподвижному, создает на прутке изгиб в виде волны. Длину волны изменяют, увеличивая/уменьшая расстояние между роликами.

Станок для холодной ковки типа Волна
- Глобус. Заготовка изгибается по дуге. Концы также гнутся в зависимости от фантазий автора. Основой для приспособления служит шаблон в виде дуги. На ручке расположен ролик, который при ее движении обкатывает дугу. Заготовка, расположенная между роликом и шаблоном, принимает требуемую форму.

Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
- Станок для гибки профильных труб является популярным видом станков с рычажным управлением.

Своими руками

Сварочный аппарат с зарядным устройством «SSVA-160-2».
Как видно из описания конструкции ручных станков, изготовить их своими руками вполне доступно. Для выполнения работ потребуются следующие материалы и инструменты:
- стальные листы и полосы;
- металлические прутки;
- стальные квадратные трубы;
- подшипники;
- крепежные изделия;
- угловая шлифовальная машина (болгарка);
- сварочный аппарат;
- шлифмашинки для зачистки поверхности.
Помимо навыков слесаря надо обладать квалификацией хорошего сварщика. Качественный сварной шов является залогом прочности любого вида станков для холодной ковки: улитка, фонарик, глобус и прочие.
Инструменты и приспособления в большинстве случаев собираются самостоятельно.
Купить
При объемах производства, соизмеримых с масштабами небольшого предприятия, возможно рассмотреть приобретение оборудования, выполняющего все виды работ холодной ковки. В случае стабильной номенклатуры изделий дорогостоящий ручной станок: улитка, гнутик или любой другой – окупится за счет более производительной работы.

Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Необходимые расходные материалы: профильные трубы, прутки и прочие
Основными материалами, из которых выполняются изделия методом холодной ковки, являются:
- сплошной круглый пруток;
- профильный прокат;
- металлическая лента;
- квадратный пруток (на картинке).

При работе своими руками используют небольшие типоразмеры заготовок, где не требуется применять большие усилия. Так, например, квадратный пруток — 10-12 мм., металлическая лента толщиной около 3 мм. Из этих материалов легко подготовить заготовки для операций холодной ковки: не требуется особых трудозатрат, чтобы отрезать в нужный размер.
Как сделать различные изделия
Технология холодной ковки позволяет изготавливать изогнутые и витые детали разнообразной формы. Дизайнер, обладающий художественным вкусом, способен создать из них оригинальные композиции. Ограды и решетки, навесы и крылечки, столики и скамейки – многие из них выполнены с помощью холодной ковки, привнося в свой дизайн признаки художественного произведения.
Для начинающего приоритетом будет освоить изготовление декоративных завитков. Они являются основой для изготовления большинства изделий холодной ковки. Поэтому в первую очередь надо овладеть производством на станке улитка.

Создание завитка для балясины на самодельном кондукторе
Далее, с целью увеличения разнообразия продукции, изучить и применить на практике станок твистер. Остальные ручные приспособления внедрять по мере роста мастерства и увеличения видов продукции.
Сделай сам: подставки для цветов
Обзор посвящен самостоятельному изготовлению оконной цветочницы (балкончика) с завитками и патинированием. Подробная инструкция представлена здесь.
Изготовление узоров
Обзор посвящен изготовлению фигурных балясин, служащих узором для лестничных перил. Гибка квадратов выполняется на самодельном кондукторе.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.

Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
- лапки, пики (завершающие элементы концов деталей);
- спирали, завитки;
- кольца;
- корзинки (два прутка закрученные вокруг продольной оси по винтовой поверхности);
- прутки или полосы закрученные вокруг своей оси.
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
В видео представлен процесс изготовления розы по методу холодной ковки, с помощью бумажных шаблонов, самодельных ножниц по металлу, двери, болгарки, электродов, а также дополнительных инструментов и приспособлений, сделанных из подручных средств.
Фонарики
Инструкция по гибке круглых (диаметр 6 мм.) и квадратных (6х6 мм.) прутков на станке фонарик для изготовления одноименных элементов.

Кованые дровницы своими руками
Кованая дровница представляет собой удобный и практичный аксессуар для камина, мангала или печи. Небольшой запас дров, хранящийся в доме, ускорит процесс растопки. Кроме этого, подобное решение позволяет аккуратно хранить поленья. Прочное изделие из металла не сломается под тяжестью вязанки дров. Красивый и яркий дизайн.
Как мы делали столик (холодная ковка)
Решил я описать в деталях и по порядку, с фотографиями, как мы делали холоднокованный столик. Круглый столик. Кузнечной работы, как таковой, немного, только гибка и сварка. Итак, делаем столик: На специальном приспособлении выгибаем круглые основания для столешницы. Материал- пруток- квадрат 12 миллиметров. Идем дальше, выгибаем.
Как я гну арматуру у себя дома без каких-то покупных станков: делюсь приспособлениями
Я живу в своем доме. У меня есть достаточно большой участок, который я стараюсь всеми силами облагородить. Купил его практически без ничего и постепенно делаю вложения, ремонт и т. д.
Посадил небольшой сад, сделал уютную беседку. Хотел бы поделиться некоторым своим опытом, который я получил при строительстве гаража и бани, а точнее сказать — фундамента для них.
Речь пойдет про арматуру, как ее согнуть, если нет специального станка. Вы наверно спросите, почему я его не купил.
Ответ прост, он слишком дорогой для того, чтобы использовать для двух небольших фундаментов. Я, естественно, выкрутился из ситуации и сейчас расскажу вам как.
История от подписчика блога Дмитрия Олеговича.

Тот самый дорогостоящий станок.
- Для чего вообще нужно гнуть арматуру
- С помощью швеллера
- Две трубы и тиски
- Самодельный станок
Для чего вообще нужно гнуть арматуру
Я вкратце объясню, в чем дело. Мне примерно так же рассказывал мой знакомый, перед тем, как я приступил к работе. Он сказал, что любая бетонная деталь сама по себе достаточно хрупкая.
Поэтому. Для её жесткости и крепости используют арматуру. Её кладут ещё в незастывший бетон.

Изогнутая арматура в фундаменте для гаража.
Лучше, конечно, класть слоями. Сначала немного бетона, затем арматура, затем снова бетон. Также арматура добавляет нужной пластичности при возможном изгибании, а точнее, предотвращает его.
Естественно, просто покидать арматуру абы как не подойдет. Нужно создать своеобразную сеть, чтобы она распространялась по всем участкам изделия.
В таких случаях и может понадобиться изгибание арматуры. Стоит также понимать, что арматура бывает разной, она обладает разным диаметром.
Чем он толще, тем сложнее её согнуть. Я сгибал арматуру 8 мм. Возможно, вы осилите и толще, если вам это позволит физическая подготовка.
Важно! Перед тем как закупить нужное количество арматуры, попробуйте сначала проверить свои силы, сможете ли вы согнуть её в домашних условиях без станка.
С помощью швеллера
Так как я уже говорил, что делал и баню, и гараж, то успел испробовать три способа изгиба арматуры. И как оно часто бывает, последний способ был лучше всего, когда работа уже подходила к концу.
Начну рассказывать все по порядку. Первый способ мне самому пришел на ум.

Гну арматуру на швеллере.
Я использовал обычный кусок швеллера. На его боковых стенках нужно друг напротив друга сделать по одной ямочке. То есть, разъем, в который хорошо вместится сама арматура, и при давлении на неё она не выскочит. Делал я их с помощью болгарки.
Все что вам нужно, это вставить в обе эти ямки прут. Взять один его конец, который хотите изогнуть.
И та стенка, которая ближе к концу, за который вы взялись, должна находиться на том уровне арматуры, где, по-вашему, должен быть изгиб. Все, что вам остается, только сильно надавить в нужном направлении.
Важно! Данный способ менее всего удобен, как показала практика.
Две трубы и тиски
Этот способ я случайно увидел в интернете как раз перед тем, как делать гараж. Баня, где я использовал швеллер, к тому времени уже была готова. Новый вариант оказался действительно более удобным. Да и всякие ямки болгаркой делать не надо.
Вам понадобится две трубы, чуть шире диаметром, чем сама арматура. То есть чтобы она туда помещалась, но и лишнего места практически не оставалось. Так работать будет легче всего.
Одну часть трубы нужно как-то закрепить на одном месте. Я для этого использовал тиски, просто зажав конструкцию в них.
Всунул арматуру в трубу. Край трубы будет также тем местом, где должен быть изгиб, поэтому всовывайте арматуру, учитывая это. На торчащий конец, который будет изгибаться, надевается вторая труба.
Этого можно не делать, если у вас хватает сил сгибать собственными руками. Но с трубой намного легче. Да и изгибаться прут будет только в нужном месте, и нигде больше.
Важно! Если использовать слишком широкие трубы, то арматура будет в них ездить и изгиб может получиться не в том месте, где планировалось.
Самодельный станок
В итоге, на половине сделанного дела мой друг увидел, как я мучаюсь с этими трубами, и помог мне сделать самодельный станок для изгиба арматуры. Он сварщик, это стоит учитывать, так как при изготовлении станка потребовались его навыки.

Пользуюсь самодельным станком.
Для этого снова берется швеллер, и на его плоскую часть приваривается один уголок и следом за ним небольшой металлический штырь.
Следом нужно прикрепить еще один уголок, к которому на дальнем конце должна быть приварена ручка. Второй уголок должен быть подвижным. Мы просверлили дырку в нем и швеллере и посадили его на болт.
Затем арматура продевается в оба уголка, и с помощью подвижного уголка мы изгибаем её. Место изгиба будет рядом с приварным штырем. Именно упираясь в него, получается изгиб.
Как оказалось, это лучший способ из мною испробованных. Возможно, вы знаете и более продуктивные варианты, поэтому прошу вас, любезно ими поделиться. Возможно, мне и другим читателям это еще пригодиться в будущем.
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
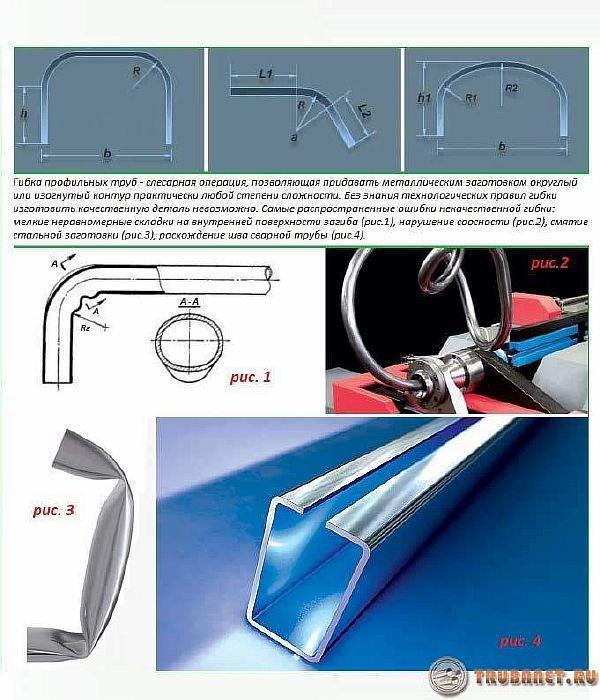
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Как загнуть с предварительным подогревом (с наполнителем – песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
Процедура не сложная:
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.
Как согнуть арматуру в домашних условиях: варианты, советы, видео
Вопрос о том, как можно гнуть арматуру не только в производственных, но и в домашних условиях, интересует многих из тех, кто самостоятельно занимается строительством на своем приусадебном участке. Актуальность такого вопроса обусловлена тем, что от правильности выполнения этого процесса во многом зависят надежность и долговечность возводимых строений и бетонных конструкций любого назначения.

Армирование угла ростверка с использованием гнутых элементов
Для чего необходимо гнуть арматуру и как это лучше сделать
Как известно, бетонные конструкции плохо переносят нагрузки на изгиб, под воздействием которых они начинают разрушаться. Чтобы избежать таких негативных последствий, бетонные конструкции укрепляют при помощи каркасов из стальных прутков, а с недавнего времени для этих же целей стали использовать и композитную арматуру. Без армирующего каркаса почти невозможно сделать надежный фундамент для любого строения, а также бетонные конструкции, испытывающие в процессе эксплуатации механические нагрузки.
Наиболее слабыми местами в любом арматурном каркасе являются места стыков прутков, что особенно актуально для угловых соединений, создание которых путем пересечения прямых арматурных прутков является серьезным нарушением технологии.

Усиление арматурного каркаса посредством гнутых стержней
Угловые участки армирующего каркаса, сформированные таким неправильным образом, значительно ослабляют бетонную конструкцию и могут привести к ее расслоению. Именно поэтому для подобных соединений необходимо гнуть и укладывать арматуру таким образом, чтобы на каждый примыкающий к ней пруток образовывался нахлест величиной минимум 80 см. Гнутые арматурные элементы используются не только для создания каркасов для фундамента, их также применяют в качестве соединительных элементов, которые эксплуатируются под воздействием растягивающих нагрузок (крюки различного назначения, лапки и др.).
О том, как согнуть арматуру таким образом, чтобы она при этом не лишилась своих первоначальных прочностных характеристик, знают только специалисты. При этом важно иметь в виду, что своими руками допускается гнуть только арматуру из металла, но не из композитных материалов (информацию о том, чем резать стеклопластиковую арматуру, можно найти в конце статьи).

Минимальный радиус загиба арматурных стержней
Гибку арматуры для получения надежного каркаса для фундамента следует выполнять только механическим способом, избегая образования острых углов в месте изгиба. Радиус закругления прутков, который формируется в месте изгиба, должен иметь величину в интервале 10–15 диаметров самого изделия.
Те, кто выполняет гибку арматуры своими руками, часто совершают следующие грубые ошибки:
- делают надпил или надрез места сгиба, чтобы облегчить себе работу (такой надрез, нарушая структуру металлического прутка, значительно ослабляет конструкцию каркаса);
- место, где необходимо выполнить изгиб, предварительно нагревают при помощи паяльной лампы или помещая пруток в костер.
После выполнения надреза или нагрева прутка в домашних условиях его обычно гнут при помощи подручных средств – кувалды, молотка, куска трубы и др. Естественно, что все подобные процедуры приводят к ослаблению и разрушению арматурной конструкции. Чтобы сохранить ее прочностные характеристики, гнуть элементы, из которых она состоит, необходимо только в холодном состоянии и не нарушая целостности их структуры, ели это дополнительно не оговорено в проектной документации.
Устройства для гибки арматурных прутков
Приспособлений и несложных станков, позволяющих своими руками гнуть любую арматуру, изобретено достаточно много. Все подобные устройства работают по схожему принципу, а их отличия состоят в конструктивном исполнении и технических характеристиках, наиболее значимой из которых является наибольший диаметр сгибаемого прутка.
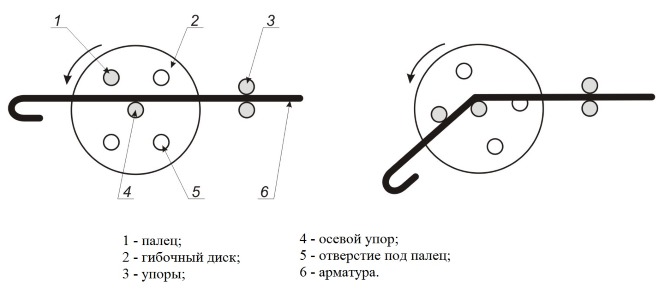
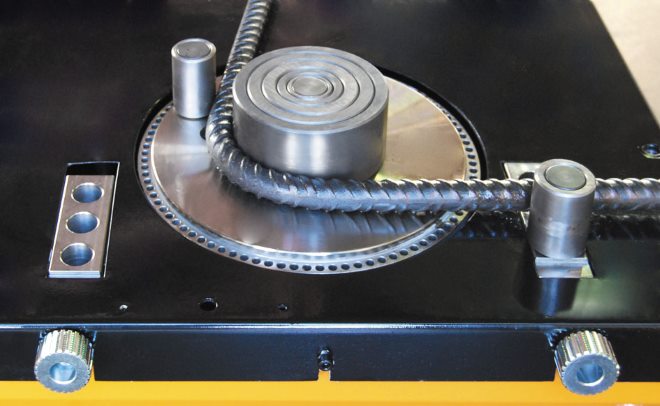
Принцип работы станков для гибки арматуры
Арматура, которую требуется гнуть, закрепляется на таком станке между двумя роликами: центральным и упорным. Сам процесс гибки осуществляется за счет воздействия на пруток третьего ролика, который так и называется: гибочный. Воздействуя на пруток в процессе гибки (она может выполняться как по часовой стрелке, так и в обратном направлении), гибочный ролик позволяет получить на изделии требуемый угол изгиба. Упорный ролик или вал выполняет ограничивающую функцию, благодаря ему арматура деформируется не по всей длине, а только в том месте, где требуется сформировать изгиб.
На сегодняшний день используется две категории таких станков:
- устройства, приводимые в действие вручную;
- модели с механическим приводом.

Ручные станки для изгиба арматуры
Конструктивная схема станков, оснащенных механическим приводом, выглядит следующим образом. На вал устройства, расположенный вертикально, насажен диск, на поверхности которого зафиксированы центральный и изгибающий пальцы. Ролик, в который упирается арматурный пруток в процессе гибки, зафиксирован на стойке станка. Арматуру с использованием такого станка гнут по следующей схеме: пруток размещают между центральным и изгибающим пальцами; при вращении диска в горизонтальной плоскости пруток упирается в упорный ролик и под воздействием изгибающего пальца начинает гнуться вокруг центрального ролика. Изгибающий палец в процессе гибки перемещается по наружной стороне формируемого изгиба.
Станки, конструкция которых описана выше, могут отличаться друг от друга своей мощностью и производительностью, а по назначению подразделяются на три основные категории:
- модели для гибки легкой арматуры с диаметром 3–20 мм;
- устройства для работы с тяжелой арматурой (20–40 мм);
- модели для гибки сверхтяжелых арматурных прутков (40–90 мм).
Арматурогибочный станок PF32
На станках, относящихся к последней категории, можно одновременно гнуть несколько арматурных прутков. На современном рынке также можно найти универсальное оборудование, технические возможности которого позволяют выполнять гибку металлических прутков в интервале диаметров 3–90 мм. При желании можно найти устройство с гидравлическим приводом, при помощи которого получают сложные арматурные конструкции с переменными углами сгиба и даже формируют из металлического прутка кольцо.
Использование такого оборудования позволяет делать очень качественные изгибы, угол которых может доходить до 180 градусов. Поверхности заготовок, прошедших гибку на таком оборудовании, не имеют складок и изломов, а в их внутренней структуре отсутствует напряжение металла.

Малогабаритный станок легко перенести и закрепить на месте работы
В достаточно большом ассортименте представлены на рынке и ручные приспособления для гибки, среди которых есть как переносные, так и более габаритные модели. Чтобы гнуть в домашних условиях арматуру, можно приобрести как специализированное ручное приспособление, так и трубогиб. Такие несложные устройства, позволяющие выполнять различные изгибы арматурных прутков, диаметр которых не превышает 14 мм, монтируют на поверхности рабочего стола или верстака. Для оснащения домашней мастерской этот вариант вполне подойдет, но, если необходимо выполнять большие объемы работ по гибке арматуры, лучше приобрести более серьезный станок.
На выбор оборудования, при помощи которого арматуру можно гнуть в домашних условиях, оказывают влияние преимущественно два фактора: диаметр прутков и объем работ, который вам требуется выполнять. При гибке различные части арматурного прутка подвергаются нагрузкам разной направленности: внешняя поверхность изгиба – растяжению, внутренняя – сжатию. Такие нагрузки, если неправильно выбрать и настроить станок, могут привести не только к появлению дефектов на поверхности прутка (изломов и складок), но и к его разрушению. Именно поэтому выбирать станок для гибки следует с учетом всех характеристик арматуры, которая на нем будет обрабатываться, и параметров формируемых изгибов. Правильная настройка станка также имеет большое значение для выполнения качественного изгиба арматуры.
Как сделать приспособление для гибки арматуры своими руками
Ориентируясь на чертежи серийных гибочных станков, а также на многочисленные видео в интернете, можно своими руками сделать подобное приспособление. Без такого устройства просто не обойтись, если вы собираетесь изготовить надежный армирующий каркас для укрепления фундамента своего будущего дома и построек другого назначения.

Простой самодельный станок для изгиба арматуры
Элементами самодельного станка для гибки арматуры являются металлическая станина, к поверхности которой приваривается упорный штырь (можно использовать обычный уголок), и поворотная платформа из металла, управляемая при помощи рычага (на ее поверхности фиксируют центральный и гибочный штыри). На выбор размеров такого приспособления, а также на расстояние между его элементами оказывает влияние диаметр прутков, которые вы собираетесь на нем гнуть. Крепить это устройство можно либо к поверхности верстака при помощи болтовых соединений, либо к полу мастерской, но для этого станок необходимо оснастить ножками.
Самые простые способы гибки арматурных прутков
При армировании фундамента небольших строений не всегда целесообразно делать специальные приспособления, позволяющие гнуть для него арматуру. В тех случаях, когда будущее строение, армирование фундамента которого вы собираетесь выполнять, не будет оказывать серьезных нагрузок на основание, можно обойтись и без гибочных устройств.

Простейший способ изгиба арматуры
Металлические прутки, диаметр которых не превышает 8 мм, можно гнуть и своими руками, это не представляет особой сложности. Правда, рассчитывать на качественно выполненный изгиб в таких случаях не приходится. Более удачный изгиб получают при помощи двух труб, одна из которых выступает в роли рычага, а вторая – в качестве упорного элемента. Труба, выполняющая роль упорного элемента, может быть зажата в тисках, закопана или даже забетонирована в земле. О том, как гнуть любую арматуру без специальных приспособлений, можно узнать из многочисленных видео в интернете.
Как уже говорилось выше, гнуть изготовленную из композитных материалов арматуру не рекомендуется. В этом случае более актуальным является вопрос о том, чем резать стеклопластиковую арматуру. Для выполнения такой процедуры в зависимости от количества выполняемых резов подойдет обычная ножовка по металлу, болгарка или болторез.
Простейший способ скручивания квадратного прута
KOMMENTARE • 0

Молодец, красава, а сто сто пятьдесят штук сделать не слабо. Останешься без золотых рук. Руки побереги к старости они тебе пригодятся. Мозг можно применить в изготовлении простой механики.
Пять баллов, просто доступно без лишних разговоров, от себя если позволит автор савет что-ли подобрать трубку со стенкой потолше одеть на квадрат и квадрат не будет уволить в сторону
Надо сделать рельсу, где будет жестко крепица плашкодержатель. Тогда прут выгибаца не будет.
Также и корзинки можно делать
Уважаемый автор! Подписан, смотрю всегда с удовольствием. Одна претензия: Ваш канал неправильно назван — не «Мехамозг», а «Мегамозг» (о золотых руках не пишу, это очевидно!) Здоровья, сил и новых идей! Спасибо за труд.
Годная идея ,на один раз и если пруток длинной 20-40 см.А так быстро кончится здоровье.
Отличный вариант. Взял на заметку. Спасибо!
Как наглядное пособие да но нужно быть жудко сильным хотяб для калитки пару десятков метров сплести ,электро привод редуктор по проще будет ,за физкультуру 5)))
10 торсионов скрутил, и помер.
Много ти так накрутишь?
А теперь вопрос. Как скрутить, чтобы прут остался ровным?))
Быстро скрутил,потом полчаса нужно ровнять.
Пять штук согнёщ и на пенсию пора
И куда можно использовать 30 см витого квадрата? А при скрутке большей длинны таким способом получится фуфло никак ты его не удержишь от осевого загиба , кусок трубы , головка на 12 и вороток вот все что нужна чтобы сделать приблуду и крутить куски по 1-2 м.
Может лучше головку с нормальным воротом? А то от токаря подзатыльник схлопотать же можно
Головка сломается наверное не выдержит иё ище купить надо а это наверное валялся
Леркой классно шишки делать, фонарики. Ну торсион что бы. первый раз такое вижу. Короткий квадрат таким макаром еще куда не шло, а вот метровый и более. хотел бы я посмотреть как ты его скрутишь!)))
это называется. плашка. для наружной резьбы. для внутренней, метчик.
Да все то хорошо, но пару раз пообедать не мешало б
Красавчик! Теперь попробуй двумя лерками скрутить корзинку, должно получиться!
Отличный вариант для коротких. Предлагаю одевать на пруток трубу тогда думаю можно увеличить длину до метра а может и больше и вероятность сгибания прутка снизится в разы. А вместо лерки всё таки изготовить пару приспособ. И лерки сохранишь и захват прочнее. За идею спасибо возьму на заметку. 👍👏
Ну так тут и сказано, что на крайний случай, как самый простой вариант, если имеются убитые лерки. А так, да.. для больших объемов это не совсем то, но как выход в случае чего, весьма неплохо. Так бы плохую лерку выкинул бы, а тут раз, и пригодилась))
НУ И НАХРЕНА ЭТО ГОВНИЩЕ ВЫАЛАДЫВАТЬ ?А ГДЕ ТРУБКА ВЫРАВНИВАТЕЛЬ ВИТКОВ? АВТОР ТЫ ВООБЩЕ В КУЗНЕЧЬНОМ ДЕЛЕ ХОТЬ ЧТО НИБУДЬ СООБРАЖАЕШ ?НАХЕРА ВЫКЛАДЫВАТЬ ?
так ,ты посмотри его видео ,а потом свои покажи.
760 лайк.Гениально. Зачем делать станок, когда его заменяют тиски.Неудобство лишь в отсутсвии поддержки прутка.
@Кочегар горячей точки А зачем пробовать то. Если у меня будет такая задача, то я справлюсь.Если не хватит сил, то хватит разума. У чувака хватило сил и он не стал заморачиваться со станком.Для каждого случая подходящее решение. Каждый выполняет задачу и каждый по своему. Ты может быть сделаешь по другому. Важно сделать работу.
А ты попробуй таким макаром хотя бы метровый торсион скрутить. хотел бы я на это посмотреть!)))
Жилы против стали, не впечатляет.
Зачем топтать мою любовь ведь советских лерок осталось мало
18 -й век.! «Хороший, поучительный» ролик.
Покажи как ты скрутишь 2-х метровый прут .
Роман Кондратов, тащи прут ко мне, как раз в мой станок двух метровый прут входит (а нахрена тебе прут такой длинны), можешь толщину хоть двадцатку притащить, трехкилловатному мотору-редуктору пох, он его в узел завяжет если надо.
@Юрий Снопов а трубу куда надеть,на квадрат,чтобы не изгибался?
2-х метровый конечно вряд-ли но если одеть трубу подходящего размера то метр а может и больше думаю реально. Хотя конечно лерку желательно заменить.
я теперь понял, как ты мышцу себе набил)))
коротенькое изделие можно и так, но метр, даже 10 квадрата, только испортишь, гнет! проще сделать простой станочек затратив немного времени и будет вам счастье!
@Николай Орловский Так видос называется: ПРОСТЕЙШИЙ способ скручивания, как бы вот более раннее видео declips.net/video/9m5eIgJJwgI/video.html
@Эд Н Я его не осуждаю, я просто высказал свое мнение!
🙂 да, и слава творцу нашему, что я не в поле живу!
@Николай Орловский , если по теме видео , то идёшь по полю , раз -лежат тиски . потом , хоп -лежит квадрат и лерка. Правда трубы нет в поле . Но это не помешало автору собрать ворота. ))))))
@Эд Н Как вариант! Но кому что, мне намного удобнее на станочке. Потратил на него часа 2-3 зато теперь без проблем любой квадрат, любой длинны и все ровненько!
Одень на квадрат трубу , и все будет ровно.
Проще раздвижным метчикодержателем крутить.
Видео о том, как уеб@ть лерку.
Чувак, а ты внимательно слушал, о чем автор говорил? Где ты там увидел «нормальную», хорошую лерку, которую «уеб@ли»? Членораздельно, сказано было, на русском языке, что лерку использовать убитую, тупую, с выломанным зубом и т.д., которую уже никуда, кроме как в чермет. Нет, блеать, все равно надо галиматью тут вставить.. ЗЫ Ну а если какой то дурачек запорет хорошую лерку, ну.. это его проблемы, в отсутствии мозга..
зажимаем в тиски и зовём арнольда шварцнегера)))

