Как правильно работать на рейсмусе?
Что такое рейсмус – станок или приспособление для разметки
Отправим материал на почту

- Что это такое
- Ручной рейсмус
- Рейсмусовый станок
- Как устроен рейсмусовый станок
- Виды рейсмусовых станков
- Принцип работы
- Особенности работы на рейсмусе
- Чем отличаются рейсмусовый и фуговальный станки
- Заключение
В лексиконе русскоязычного столяра «рейсмус» подразумевает 2 совершенно разных инструмента. Под ручным или разметочным подразумевается приспособление для разметки. Контекст станка распространяется на сложный электромеханизм, использующийся для простругивания досок по толщине.
Что это такое
Ответ на вопрос, что такое рейсмус и для чего он нужен, можно сконфигурировать такими словами: инструмент для нанесения точной разметки линий, отверстий и иных элементов на деревянной поверхности. Такое описание относится к ручному, разметочному приспособлению.
Также существует деревообрабатывающий станок-рейсмус, предназначенный для корректировки толщины и одновременной чистовой обработки. Устройство относится к категории строгальных приспособлений, использующихся для простругивания заготовки по заданному размеру по установленной толщине. Преимущественно таким образом обрабатываются заготовки, предварительно проструганные на фуговальных станках.
Ручной рейсмус
Как уже упоминалось, ручной рейсмус – инструмент, предназначенный для нанесения разметочной линии, параллельно выбранным базовым линиям, либо переносу размера с чертежа на заготовки.
Полезно! В большинстве случаев ручной рейсмус представлен в виде стойки с зажимом, в котором фиксируется чертилка.
Корпус инструмента изготавливается из древесины твёрдых пород и выполнен в виде колодки с отверстием прямоугольной формы. В нём, закрепляется рейка (одна или две), фиксация осуществляется за счёт расклинивания. Например, двухреечный рейсмус применяют при нанесении разметочных линий для шиповых столярных соединений.
При необходимости создания больших объёмов разметки, либо в случае отсутствия необходимости изменения размеров, рейсмус может быть заменён скобой (скобкой).
Полезно! Скоба – разметочное приспособление в виде деревянного бруска с выступом, выполняющим функцию направляющей, в которую забивается нужное количество гвоздей.
Рейсмусовый станок
Из приведённой ранее информации становится ясно зачем ужен рейсмус ручного типа. Предназначается он непосредственно для выполнения разметки. Одноимённый станок используется для чистового строгания по заданным размерам. Проходя через ножи, заготовка получает заданную толщину, идеально ровную и гладкую поверхность. Такое оборудование часто используется в производстве мебельных заготовок из натуральной древесины.

Важно! Кривые пилы рейсмусовый станок не делает. Он строгает только предварительно выровненные поверхности.
Как устроен рейсмусовый станок
Устройство рейсмусового станка построено из следующих узлов и элементов:
- Ножевого вала со спиралевидными режущими элементами, конструкция которых выполнена таким образом, что в результате работы издаётся минимум шума.
- Рабочего стола, изготовленного в виде горизонтальной поверхности, за счёт которой осуществляется регулирование глубины заготовки. Размеры (длина и ширина) могут быть разными и определяются принадлежностью к той или иной модификации.
- Чугунной станины, служащей основанием, на котором располагаются рабочий стол и ножевые валы.
- Ременного или цепного привода, осуществляющего передачу крутящего момента от шестерни электродвигателя к ножам.
- Винтового приспособления, предназначенного для калибровки рейсмуса. За счёт него выполняется установка толщины резки.
- Движущих валиков, облегчающих передвижение заготовки в заданном направлении. Устанавливаются попарно, перед и после режущего вала. Движение осуществляется за счёт вращающего момента электромотора.
- Верхнего узла с передним и задним вальцем. Предназначение механизма заключается в улучшении сцепления с заготовкой. За счет него облегчается контроль за направлением доски, бруса.
- Нижнего узла, осуществляющего подачу заготовки к рабочему столу.
- Прижимного узла, необходимого для создания определённого усилия на заготовку в процессе её обработки.
- Направляющих салазок, служащих для облегчения транспортировки рейсмусового станка.
Виды рейсмусовых станков
Классификация рейсмусовых станков осуществляется по нескольким признакам: количеству режущих кромок и конструктивным особенностям. По первому критерию, различают 3 вида оборудования:
- Односторонние. Преимущественно имеют небольшие габариты, предназначены для бытового использования. Имеют режущий нож только с одной стороны, что позволяет обрабатывать одну сторону заготовки.
- Двухсторонние. Относят к категории профессионального оборудования. Предназначены для обработки верхней и нижней кромки досок, бруса. Комплектуются более мощными электродвигателями, обеспечивают лучшую производственную мощность.
- Многосторонние. Этот тип рейсмусовых станков также относят к профессиональному оборудованию. Комплектация подразумевает 3 и более режущих ножа, предназначенных на придание заготовке определённой формы. Такому оборудование присуща большая мощность силового агрегата и высокая производительность.
Конструктивные особенности рейсмусов делят оборудование на 2 группы. По этому признаку происходит разделение на профессиональные и бытовые типы:
- Мобильная группа. В неё входят портативные бытовые рейсмусы, устройство которых подразумевает свободное перемещение с одного цеха в другой. Имеют небольшую мощность, обусловленную лёгкостью транспортировки.
- Стационарная группа. Профессиональное крупногабаритное оборудование, использующееся в производственных цехах. Отличительная особенность таких рейсмусов заключается в их размерах, отражающихся в сложностях быстрой транспортировки. За счёт большой мощности и (преимущественно) наличия двух и более ножей, имеет высокую производительность.
Полезно! Также классификация рейсмусовых станков может происходить по производителю, мощности электродвигателя, скорости вращения ножевых валов, иным техническим характеристикам.
Принцип работы
Перед тем, как работать на рейсмусовом станке следует ознакомиться не только с устройством агрегата, но и с особенностями его использования. Принцип его работы построен на плоском строгании заготовки. Оператор подаёт её на рабочий стол, откуда, под воздействием самодвижущихся валиков, изделие затягивается к вращающимся ножам, которые и осуществляют резку. Глубина среза и габариты заготовки задаются перед включением станка, на этапе предварительной подготовки.
Важно! Выполнять какие-либо регулировочные и ремонтные работы на включенном рейсмусе запрещается. Предварительно станок должен быть отключён от источника электрического напряжения.

Особенности работы на рейсмусе
Рейсмусовый станок – сложное устройство, работа с которым подразумевает знание определённых правил и строгого соблюдения техники безопасности. Наиболее значимыми из них являются такие:
- Заготовка заходит в рабочую зону станка под определённым прижимным усилием. В этот момент оператор должен быть наиболее внимательным. При затягивании внутрь руки (например, зацепившись за широкий рукав одежды) это может стать причиной травматизма.
- При обработке коротких заготовок, они могут «вылететь» из-под ножей и нанести травму или повредить имущество помещения. Обезопасить протекание процесса можно сделав несущие бруски большей длины и толщины, равной тем, которые нужно отстрогать.
- При одновременном «прогоне» нескольких заготовок, следует подбирать только те, что подходят по высоте. Доска или брус с выступающей кромкой может оказаться вырванной из связки и «выброшена» по принципу, описанному чуть ранее.
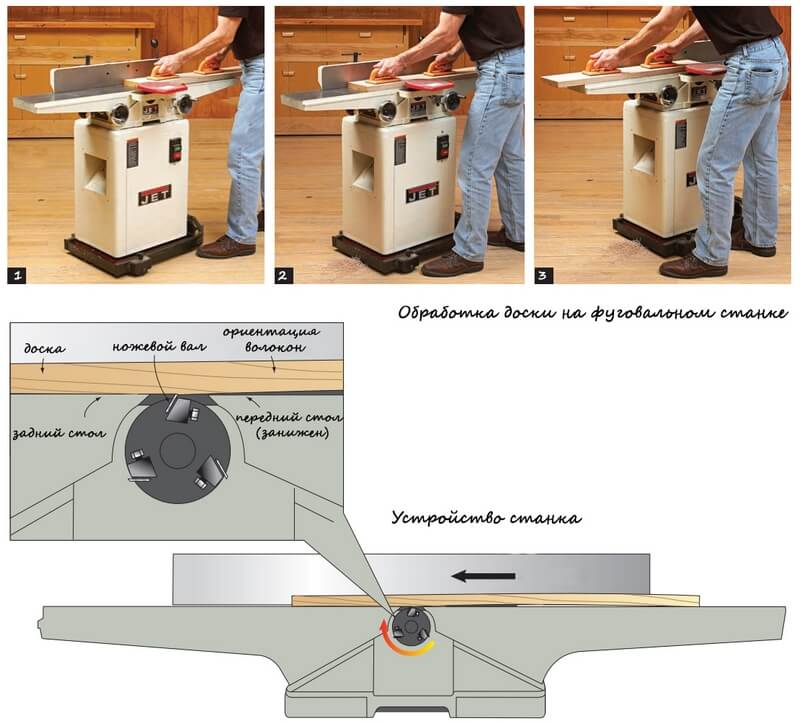
Чем отличаются рейсмусовый и фуговальный станки
Фуговально-строгальные станки предназначены для выравнивания неровностей в поверхности доски, бруса. Строгание отлично удаляет следы глубоких раскроев и кривизну, которая была вызвана короблением, проявившимся в результате сушки древесины. После обработки на таких станках, заготовка становится пригодной для последующих работ. Она приобретает идеально ровную, с параллельно расположенными гранями плоскость сторон.
С одной стороны, конструкция фуговально-строгального и рейсмусового станков практически идентична. Они предназначены для срезания (строгания) кромки заготовки с целью выравнивания и создания гладкой поверхности. Однако последний отличается тем, что имеет верхнюю прижимную кромку (или ножи), позволяющие получить линию среза, параллельную противоположной.
Таким образом, исходя из конструктивных особенностей оборудования, сравнительную характеристику станков можно завершить следующим образом. Фуговально-строгальный станок предназначен для строгания, так же он может быть использован для выравнивания отдельных участков. Например, с его помощью легко получить доску с разной толщиной концов.
Рейсмусовый станок обрабатывает только предварительно подготовленные доски или брус. Обстрогать на нём, так как на обычном фуговальном можно, но для этого придётся приподнимать верхний прижимной щит (если это возможно исходя из конструктивных особенностей конкретного станка). Фактически его назначение заключается в обработке параллельно расположенных сторон. Поэтому если доска кривая, то и после обработки она окажется такой же, только с одинаковым расстоянием на всей её длине.

Заключение
Мы разобрались как работает рейсмус, разобрали его устройство, сравнили, чем рейсмусовый станок отличается от фуговального. Оборудование такого плана менее востребовано для бытового использования в сравнении с токарным, фрезерным или сверлильным. Оно больше подходит для людей, занимающихся деревообработкой на профессионально уровне. Поэтому прежде чем его приобретать, рекомендуется ещё раз взвесить все «за» и «против» и только после этого совершать покупку.
Рейсмусовые станки – принцип работы и правильная наладка…

В принцип работы рейсмуса заложена методология плоского строгания доски. Основным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или же вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножиками, и, в итоге получаются детали, практически одинаковые по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, для того чтобы опрятно и точно снимать строго необходимый слой.
На сегодняшний день можно купить односторонний или же двусторонний рейсмус. У первых – присутствует один ножевой вал. В двусторонних моделях есть ещё и добавочный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка весьма схожи между собой. Нередко двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола — для фуганка сверху, а так же для рейсмуса снизу.
Традиционно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае применения подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить необходимую конусность.
В некоторых моделях рейсмусовых станков для удобства пользователя фирмами-изготовителями увеличена длина стола. Именно поэтому, брус имеет существенную площадь опоры, а изделия обрабатываются намного точнее. Для того чтобы заготовка по столу нормально скользила, в них делают особые канавки, сокращающие силу трения. Подобные модели ранее применялись преимущественно на производстве, а на данный момент эти принципы обширно внедряются и в любительские рейсмусовые агрегаты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается при помощи подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок, а так же сравнительно большой глубине резания ухудшается качество обработанной поверхности. Именно поэтому, для того чтобы добиться гладкой поверхности, нужно делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если конечно же станком предусмотрена регулировка.
Рейсмусовый станок является одним из особенно высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки при помощи линейки и подъемника, и вся партия изделий будет идентичной, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме особых станков, предназначенных для строго определенных видов работ.
О наладке рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Фактически любая неточность наладки спровоцирует дефекты обработки или же приведет к уменьшению эффективности станка. Чаще всего наблюдаются следующие упущения в наладке рейсмусов:
Перекос на рабочем столе.
Строгаемая поверхность не будет получаться параллельной фугованной стороне.
Рифленый валик располагается весьма низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания.
Строганные поверхности получаются с поперечными вмятинами.
Нижние валики подачи размещаются над уровнем стола выше, чем необходимо, на 0,1-0,2 миллиметра.
В результате этого имеет место вибрация обрабатываемого изделия под ударами ножиков, а более тонкие детали прогибаются. Строгание выходит непрямолинейным, а так же не таким гладким, концы изделий больше прострагиваются.
Задняя нажимная колодка на обрабатываемую деталь давит.
По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Поскольку ножи будут продолжать вращаться, строгается на поверхности детали одно место, то в результате здесь появляется желобок во всю ширину строгания.
Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки достаточно часто случаются во время, когда детали поступают в задние валики. Это случается при весьма низком размещении верхнего заднего валика, а так же при его слишком большом нажиме на материал. Причинами кратковременной задержки или же остановки детали бывают: недостаточный нажим на изделие подающих валиков, слишком высокое расположение нижних валиков, сильное засорение стола при обработке сосновых деталей смолой.
Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или же неисправностей эксгаустера.
По этим причинам на строганной поверхности появляются вмятины, иногда задержка детали.
Именно поэтому, при наладке рейсмусового станка необходимо помнить, что при существенном заполнении стола, например, при строгании широкого щита или же одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, так как в этих случаях сопротивление резанию существенно возрастает. При строгании узких деталей или же при маленьком заполнении стола необходимо уменьшить давление подающих вальцов, для того чтобы избежать смятия дерева.
В заключение…
К особенно распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- , а также криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок, оконных блоков. В том случае, если Вы планируете заниматься только плоскостным строганием, то Вам обязательно стоит отдать предпочтение именно — рейсмусу.
Рейсмусовый станок

Среди столярных инструментов особо стоит выделить рейсмусовый станок, который заменяет рубанок. Он предназначен для комплексной обработки древесины, и функция рейсмуса (инструмента для разметки) является вспомогательной. Как работает рейсмусовый станок, из каких элементов состоит, и какие его виды бывают?
Для чего нужен рейсмусовый станок?

Основная функция этого станка — простругивание досок в размер по толщине. Пропуская доску через рейсмус и поочередно обрабатывая каждую ее пласть, вы получаете начисто обработанную заготовку с параллельными сторонами и одинаковой толщиной по всей длине.
Калибровка по толщине — это главная, но не единственная функция рейсмуса. Забегая вперед, отметим, что возможности рейсмуса можно использовать и для других операций: фугования кромок, калибровки досок по ширине и даже устранения некоторых видов коробления.
В русскоязычном лексиконе деревообработчиков название «рейсмус» используют для двух разных инструментов. У тех, кто только начинает знакомство с миром столярного ремесла, этот момент может вызывать путаницу. Поэтому не лишним будет напомнить, что «рейсмус» в контексте станка — это тот механизм, о котором мы сегодня говорим; а разметочный рейсмус — это ручной инструмент для нанесения разметки, параллельной прямым кромкам доски.
Конструкция рейсмусового станка
 Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Рейсмусовые станки применяются для обработки деревянных элементов и изготовления изделий в промышленном масштабе. Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
Разные станки имеют определённые конструктивные особенности, отличаются мощностью функционирующего оборудования и спецификой выполняемых работ. Максимальная скорость валового вращения также может отличаться у разных моделей рейсмусов. Габариты станка, глубина производимого с его помощью пропила, ширина разреза также отличается у станков разного вида и размера в зависимости от их функциональных возможностей.
Эквивалент стоимости станков того или другого типа также отличается между собой: более мощные модели, имеющие самый широкий спектр решаемых задач и способов обработки деталей, как и более габаритные станки, стоят намного дороже, чем небольшие более дешёвые по цене бюджетные механизмы для обработки дерева.
Функционирование
 Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Рейсмус работает с использованием способа плоского строгания, подвергающегося обработке материала. При этом обработка деревянной заготовки осуществляется за счёт работы таких элементов:
- Ножевой вал. Входящий в конструкцию рейсмуса ножевой вал осуществляет основную функцию при обработке заготовки.
- Вальцы. Подача деталей на поверхность рабочего стола производится под действием установленных вальцов.
На рабочей поверхности деталь фиксируется при помощи специального механизма, что обеспечивает наиболее точную её обработку. После этого деталь подвергается строганию с помощью воздействующих на неё сверху ножевых лезвий.
Так происходит калибровка нужного размера деталей, что позволяет выполнить их абсолютно идентично по размеру, придать им такую же форму. Если у рейсмуса присутствует механизм автоматической подачи, то может быть настроена скорость, необходимая для протягивания деталей.
При использовании во время обработки специальных накладных деталей с помощью такого станка можно подвергать строганию материалы, имеющие расположенные противоположным образом грани непараллельного вида. При этом необходимо установить детали, задав им определённый угол наклона.
Выполнение работ по обработке деталей с использованием такого оборудования обеспечивает возможность получить наивысочайшее качество. Кроме того, обрабатывая пиломатериалы на рейсмусовом агрегате, можно выполнять работу наиболее точным образом, независимо от общего количества используемых деталей.
Рейсмусы являются весьма экономичной в отношении его обслуживания деревообрабатывающей техникой, которая отличается высоким уровнем производительности.
Используемый механизм работы позволяет осуществлять обработку пиломатериалов шириной до одного метра и чуть больше. При этом наибольшая глубина производимого пропила обычно равняется 145—155 мм и даже больше в зависимости от используемой модели.
Не упустите принципиальную разницу между схожими процессами
Несколько проходов штучного пиломатериала с нарушенной геометрией по фуговальному столу, позволяют получить прямой угол смежных поверхностей заготовки. А полученные плоскости будут использованы в качестве основания при дальнейшей калибровке. То есть, пропуская профугованные пиломатериалы через рейсмусовый станок, вы получаете идеально ровные параллельные поверхности и прямой угол, по всей длине доски или бруса.
Взаимозаменяемость этих этапов обработки исключена:
- Рейсмус не исправляет общей геометрии детали (отсутствует перпендикулярный рабочему столу упор, доска удерживается прижимными вальцами);
- Потенциал фуганка позволяет только исправить всевозможные «пропеллеры», «сабли», «лыжи» и прочие варианты деформации погонажа. Убирая только выступающие части смежных плоскостей искривленной доски, вы получаете приемлемую заготовку для последующей калибровки на рейсмусе. Предварительное фугование искривленной доски (бруса) со всех сторон, позволяет впоследствии снизить нагрузку на прижимные вальцы рейсмуса. Увеличивая тем самым эксплуатационный потенциал дорогостоящего оборудования.