
Как паять нержавейку оловом в домашних условиях?
Пайка нержавейки оловом
Автор: Игорь
Дата: 29.06.2016
- Статья
- Фото
- Видео
Пайка нержавейки оловом для многих является достаточно сложным процессом, так как тут играет свою роль особенность поведения данного металла. Такой припой является одним из лучших вариантов, который может использоваться для нержавеющей стали. Это стандартный метод, который знаком многим, кто занимается пайкой, но в случае с нержавейкой не всегда можно гарантировать качественный и надежный результат. Данный процесс используется, как правило, для небольших соединений, когда требуется прикрепить мелкие детали. Также это необходимо при заделке мелких трещин и прочих подобных дефектов. Требования к соединению не столь высоки, как к сварке, тем не менее, необходимо сделать все максимально качественно. Припой для таких процедур поставляется в прутках, которые похожи на сварочную проволоку.

Пайка нержавейки оловом
В промышленности данный метод не так часто используется, как пайка нержавейки оловом в домашних условиях. Вне зависимости от того, происходит пайка при помощи паяльника, или с помощью газовой горелки, материал быстро растекается и все действия должны быть аккуратными. Чтобы уменьшить негативное влияние, следует правильно подбирать режимы работы, а также расходные материалы. В технических условиях все это осуществляется по ГОСТ 860-75.
Преимущества пайки нержавейки оловом 

- Пайка нержавейки оловом помогает относительно легко и быстро заделать мелкие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает не много времени и не требует длительной подготовки;
- Расходные материалы имеют относительно небольшую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс менее сложным, чем с другими припоями;
- Для многих вариантов конечный результат обладает достаточно хорошим качеством.
Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
Температура пламени горелки, градусов целься
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
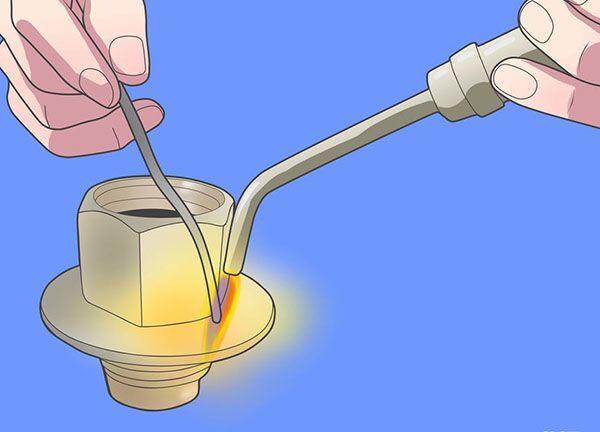
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.

Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.
Пайка нержавейки
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Несколько проще паять сплавы с содержанием Ni или Cr до 25%. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.

Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.

Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.
Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
- мягкие;
- твердые.
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию. Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения.
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.

Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Приготовление флюса
Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен.
Наиболее широко применяемый флюс содержит:
- 7 частей технической буры;
- 2 части борной кислоты;
- 1 часть фтористого кальция.

Изготовление флюса в домашних условиях
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты. Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава.
Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
Преимущества пайки нержавейки оловом
Применение мягких составов на основе олова дает следующие преимущества:
- простота выполнения паяльных операций для небольших предметов;
- короткая подготовка;
- доступность паяльных материалов;
- достаточное качество пайки для не самых ответственных деталей.

Пайка нержавейки оловом
Пайка оловянными мягкими составами может быть быстро освоена домашним мастером.
Недостатки пайки нержавейки оловом
Кроме достоинств, пайка нержавейки оловом имеет и недостатки
- низкая прочность соединения;
- понижение максимальной температуры эксплуатации запаянных предметов до температуры пластичности олова;
- затруднения при пайке, вызванные высокой жидкотекучестью олова.
Из-за высокой текучести сложно запаивать швы на вертикальных и наклонных поверхностях.
Режимы пайки оловом
Рекомендуемые опытными специалистами режимы пайки следующие:
- Температура горелки: 232-240 °С;
- Мощность паяльника 80-120 Ватт;
- Время прогрева 5-10 сек;
- Толщина бруска припоя 2-4 мм.
Температуру пламени удобно контролировать пирометром.
Подготовка оборудования и необходимых материалов
При подготовке оборудования важно уделить внимание характеристикам и конструктивным особенностям паяльника. Его мощность — не менее 80-110 ватт, более слабые приборы не смогут обеспечить достаточный прогрев рабочей зоны. Жало должно быть необгораемое. Работать паяльником получится мягкими, легкоплавкими припоями – прутками из чистого олова или из смесей типа ПОС. Чистое олово потребуется при ремонте кухонной посуды и сосудов, соприкасающихся с пищей или питьевой водой. Оно не содержит вредных компонентов. Наиболее подходящим флюсом для такой посуды будет ортофосфорная кислота.
Для твердых припоев придется воспользоваться газовой горелкой.
Выбор припоя и вспомогательных материалов
Правильный выбор состава позволяет качественно спаять детали из нержавейки. Такое соединение будет надежным и долговечным. Наиболее распространение виды паяльных составов — оловянно-свинцовые марки ПОС. Для паяльных работ по нержавейке специалисты рекомендуют:
- ПОС50Кд18 (с добавлением кадмия);
- ПОС-61;
- ПОС-40.
Для ремонта предметов, вступающих в контакт с пищей, следует применять только чистое олово. Для нержавейки подходит далеко не всякий флюс.
- паяльная кислота;
- ортофосфорная кислота ;
- хлористый цинк.
Наносить флюс необходимо непосредственно перед пайкой, чтобы не успела повторно образоваться оксидная пленка.
Интересно: Ортофосфорная кислота входит в состав «Кока-колы». Хороший повод задуматься от том, стоит ли ее пить.
Технология пайки нержавейки оловом
Очень важно правильно и тщательно выполнить подготовительные операции. Их цель — удалить с поверхности нержавейки оксидную пленку и другие загрязнения, препятствующие образованию прочного и долговечного паяного соединения. Сначала поверхность защищается шкуркой, проволочной щеткой или надфилем. Далее, после удаления опилок и частичек абразива, проводят обезжиривание. Для этого берут специальный обезжириватель. Его с успехом заменит любой органический растворитель — ацетон, уайт-спирит, номерные растворители (646, 657) и т.п.
Сразу после обезжиривания область пайки покрывают флюсовым составом. (Если флюс входит в состав прутка припоя, то этот этап не выполняется).
Теперь начинаются собственно пайка оловом. Вначале область пайки разогревается при посредстве жала паяльника или факела газовой горелки. При пайке горелкой следует контролировать содержание кислорода, поскольку при его избытке начнутся окислительные процессы, ухудшающие качество соединения. При превышении допустимой концентрации кислорода пламя приобретает светло-синий оттенок.

Принцип пайки нержавейки
Всю область пайки следует прогреть до температуры плавления припоя.
Важно! припой должен плавиться не от жала паяльника или факела газовой горелки, а от тепла запасенного спаиваемыми деталями.
Подачу припоя в рабочую зону надо проводить до того момента, пока он не начнет появляться из рабочих зазоров между заготовками. Это обеспечит оптимальное схватывание.
Пайка нержавеющей стали дома
Часто бывает, что домашнему мастеру необходимо отремонтировать предметы домашней утвари, посуду из нержавеющей стали. Для этого необходимо подготовить определенный набор оборудования, а также рабочие и вспомогательные материалы. Чтобы качественно и быстро ремонтировать изделия из нержавейки, потребуется приобрести также определенный навык. Поэтому не стоит сразу браться за ремонт сложных или крупногабаритных изделий. Чтобы набить руку, «почувствовать металл и огонь», лучше потренироваться на ложках, кружках или просто обрезках нержавейки.

Пайка нержавейки в домашних условиях
Для работы потребуется оборудовать рабочее место. Рабочий стол должен быть металлическим или иметь негорючее покрытие. Должна быть оборудована вытяжная вентиляция — как пары паяльного состава, так и флюса и обезжиривателя вредны для органов дыхания. Спаиваемые детали должны быть надежно закреплены инвентарными крепежными приспособлениями — тисками, струбцинами, зажимами, распорками.
Рабочая зона не должна быть загромождена, в ней могут находиться только спаиваемые детали.
Емкости с рабочими жидкостями сразу после применения следует плотно закрывать и убирать в шкафчик или тумбочку.
Необходимо тщательно соблюдать технологию выполнения работ. Если обработка проведена некачественно и припой не пристает к поверхности деталей — необходимо остановить пайку и повторить механическую обработку и обезжиривание. После обезжиривания брать детали можно только в плотных перчатках — даже небольшое потожировое пятно, оставленное пальцами, может свести работу насмарку.
Проволочную щетку для зачистки можно сделать самостоятельно. Для этого в отрезок трубы диаметром 5-10 миллиметров и длиной около 10 см нужно плотно вставить проволочки, полученные из куска металлического троса. Выступать из трубки они должны на несколько миллиметров. При небольших площадях пайки нержавеющей стали, а особенно в узких и труднодоступных местах такая самоделка намного удобнее и эффективнее, чем покупные щетки на деревянной ручке.
Такой щеткой можно работать в непосредственной близости от паяльника или пламени горелки, минимизируя время между зачисткой и началом пайки.
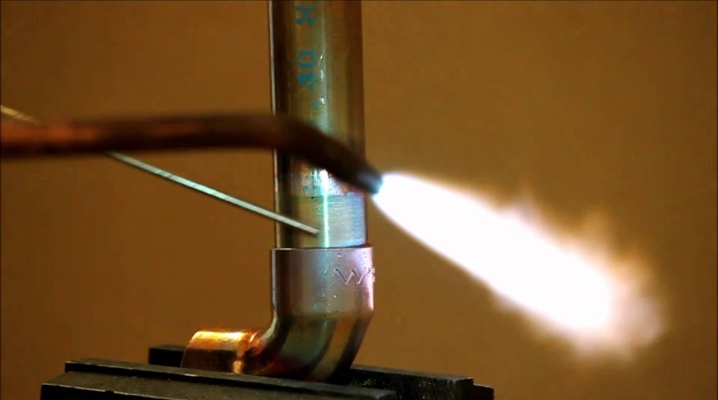
Пайка с помощью газовой горелки
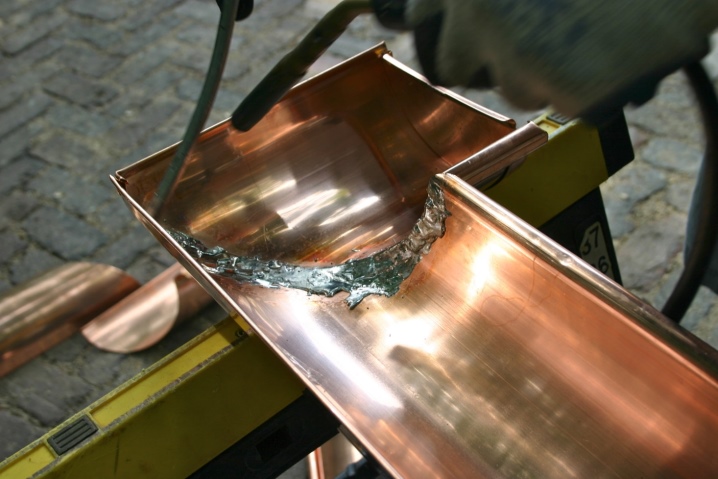
Горелку плавно перемещают, равномерно нагревая металл. Пруток припоя должен плавиться не от пламени горелки, а от тепла заготовки — только тогда получится прочное и надежное соединение. После наложения прутка в область стыка необходимо далее нагревать заготовки, чтобы он полностью проник во все зазоры и заполнил их. Нагрев продолжают до тех пор, пока излишки паяльного состава не начнут вытекать из стыка.
Распространенные ошибки
Самой распространенной ошибкой при пайке нержавейки является
- некачественная зачистка;
- недостаточное обезжиривание;
- недостаточный прогрев деталей, вследствие чего припой не проник во все зазоры и не соединил их.
Требуется периодически очищать наконечник жала паяльника.
Не следует паять составами с высоким содержанием свинца или применять канифоль.
Качество соединения можно проверить, попробовав поковырять его шилом или отверткой. Надежное соединение можно лишь поцарапать, отслоить припой от нержавейки не удастся.

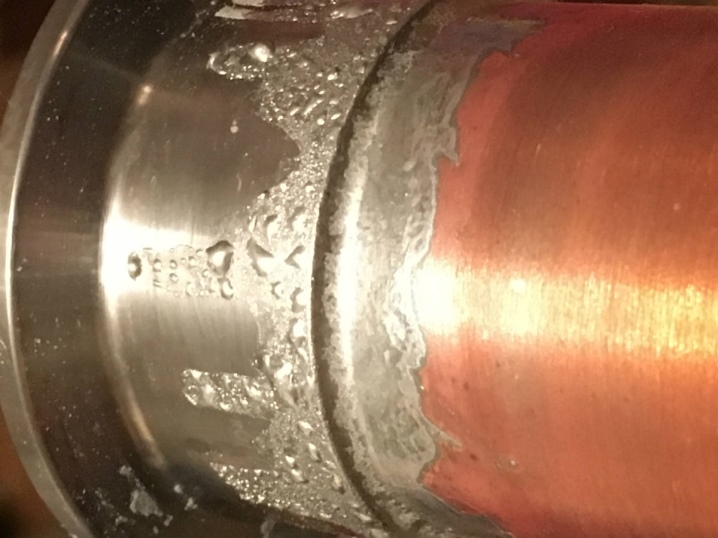
Зачистка нержавейки после пайки
После остывания пайки проводят зачистку от остатков паяльного состава и флюса. Пищевую посуду из нержавейки перед использованием нужно промыть теплым мыльным раствором и прокипятить.
Пайка нержавейки в домашних условиях

Паять нержавеющий метал непросто. Это достаточно трудоемкий процесс, особенно, если речь идет о выполнении работы в домашних условиях. Неприятностей и проблем можно избежать, если в деталях ознакомиться с особенностями работы. Намного меньше затрат времени и труда потребуется, если предстоит паять нержавеющий сплав, в составе которого никеля и хрома содержится не больше четверти. Соединения такого рода сплавов позволяет получать очень прочные конструкции из разнородных металлов. Исключение составляют сплавы с содержанием алюминия и магния.
Сложность возникает при пайке нержавеющей стали, в составе которой содержится много никеля. Вызвано это тем, что такие сплавы при сильном нагреве (примерно 500-700 градусов Цельсия) вступают в химические реакции, результатом которых являются в том числе и карбидные соединения. Интенсивность их формирования прямо пропорциональна продолжительности нагрева. Поэтому быстрое выполнение работы позволяет отчасти решить проблему.
Чтобы при пайке свести к минимуму вероятность получения карбидных соединений, в сплав добавляется титан. Помимо этого, по завершению создания соединения конструкцию нагревают. Термическая обработка препятствует протеканию химических процессов, в результате которых образуется карбамид. Очень аккуратно нужно паять клепанную нержавейку. Она достаточно хрупкая и под воздействием горячего припоя может покрыться трещинами. Таких последствий можно не допустить. Для этого достаточно убрать нагрузку соединяемых элементов. В дополнение рекомендуется соединяемые детали предварительно нагревать.
- Как паять нержавейку оловом в домашних условиях
- Припой для нержавейки и его типы
- Флюс для пайки нержавейки и его приготовление
- Полезные советы
- Что еще нужно знать про пайку нержавейки
- Правила работы с реостатами
Выбор припоя для выполнения конкретной работы зависит от химического состава заготовок и условий протекания процесса. К примеру, если паять детали приходится в условиях высокой влажности, то предпочтение следует отдать серебряным припоям. В их составе присутствует небольшое количество никеля. Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой.

Самый распространенный вид флюса для пайки нержавеющих металлов – бура. Она представляет собой пасту или порошок и наносится непосредственно на место соединения. Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально. О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным.
По завершению работ на стыке можно найти остатки флюса, которые не плавились. Их следует удалить. Проще всего это сделать проточной водой. Другой вариант – пескоструйная обработка. Нельзя для очищения поверхности применять соляную или азотную кислоту. Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Как паять нержавейку оловом в домашних условиях
Не так уж и редко требуется ремонт предметов домашнего обихода или узлов бытовой техники. Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы.

Прежде, чем приступить к пайке, следует основательно подготовиться. Тем, кто берет паяльник в руки впервые, нужно внимательно изучить теоретический курс и хотя бы немного попрактиковаться. Для этого можно использовать пришедшие в негодность элементы бытовой техники. Для пайки нержавеющей стали потребуются инструменты и оснастка:
- электрический паяльник мощностью от 100 ватт;
- кислота для пайки, которая служит в качестве флюса;
- абразивные инструменты или материалы: наждачная бумага, напильник и т.п.;
- припой на основе олова и свинца, предназначенный для работы со сталью;
- стальной трос и металлическая трубка.
Алгоритм выполнения работ по пайке нержавеющей стали:
- Рабочая поверхность тщательно очищается. Важно убрать следы технических жиров, краски, лака. Металл должен быть чистым и обезжиренным.
- После завершения подготовки соединяемых деталей наносится флюс. Чаще всего для этих целей применяется паяльная кислота. Основная ее задача состоит в том, чтобы создать условия для лужения стыков соединяемых элементов.
- По завершению обработки кромок флюсом можно приступать к лужению. Процесс представляет собой нанесение на поверхность металла немного оловянно-свинцового припоя. Бывает, что лужения с первого раза не получается. Тогда процедуру нужно повторить, предварительно разогрев поверхности заготовок.

- В редких случаях нормально залудить металл не получается даже после разогрева заготовок. Припой не получается положить на поверхность тонкой пленкой. Он скатывается в виде шариков. В этом случае потребуется кисточка с металлической щетиной. Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
- Когда на поверхности соединяемых деталей уже есть тонкий слой олова, то можно приступать к пайке. Паяльником разогревается припой, расплавом которого следует тщательно заполнить стык между заготовками.
Припой для нержавейки и его типы
Нержавеющую сталь можно паять двумя типами присадочного материала – мягким и твердым. Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью. То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.

В отличие от мягких твердые припои в домашних условиях позволяют получать более надежные соединения. Они изготавливаются из металлов, температура плавления которых намного выше, нежели олова или свинца. Застывая, припой образует прочный и тверды стык, способный выдерживать сильные механические нагрузки. Довольно часто в такие припои подмешивают техническое серебро. Доля примеси может составлять до 30%.
Одной из наиболее востребованных марок «серебряного» припоя является HTS-528. Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.

Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Полезные советы
Опыт специалистов со стажем позволил выработать список полезных рекомендаций. Соблюдая их, начинающий специалист сможет получить результат хорошего качества. Советы мастеров:
- Для работы лучше всего подходят паяльники, мощностью от 60 до 100 ватт. Самым лучшим выбором станет именно стоваттный инструмент. Габаритные конструкции, а также трубопроводы лучше соединять не электрическим паяльником, а газовой горелкой.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгорающими наконечниками.
- Расходные материалы из оловянно-свинцового сплава являются самыми удобными, экономичными и универсальными. С их помощью получается соединение хорошего качества. Для работы с пищевыми резервуарами, кухонными или столовыми емкостями следует брать припой из чистого олова без примесей свинца или других вредных добавок.

- Пайку металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При выполнении работ нужно пользоваться индивидуальными средствами защиты. В противном случае можно нанести непоправимый вред своему здоровью.
Что еще нужно знать про пайку нержавейки
Если требуется соединить изделия из нержавейки, к которым предъявлены высокие требования, то часто предпочтение отдается особым маркам припоев. Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.

Изготовленные на основе никеля припои отличаются тем, что позволяют создавать очень прочные и долговечные соединения. С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки. Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями. Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Пайка нержавеющей стали оловом
- Особенности
- Оборудование
- Технология
- Распространенные ошибки
Нержавеющая сталь — это один из сложных материалов для пайки. Для качественного соединения необходимо правильно подобрать тип припоя, нужное оборудование, а также выполнить последовательный процесс. В большинстве случаев мастера для этой цели выбирают припои из олова.

Особенности
Чтобы спаять нержавейку, может быть использован припой разных составов. Особенность заключается в том, что в таком материале преимущественно должно присутствовать олово. Мягкий припой традиционно относится к маркам ПОС. В нем преобладает содержание олова, что придает ему плавкости и тягучести.
Такой состав позволяет припою проникать во все обрабатываемые участки, существенным образом улучшая адгезию.

Преимущество олова заключается еще и в том, что этот материал является превосходным раскислителем. Недостаток мягких припоев заключается в невысокой прочности получаемого соединения. В твердом припое тоже содержится достаточное количество олова. Для твердости в припой такого типа добавляется серебро. Припои с таким составом обозначаются ПСр.

Работа с припоем из олова имеет множество преимуществ.
- Доступность используемых материалов. Купить такой припой можно в большинстве магазинов по незначительной цене.
- Хорошая плавкость состава.
- Легкое проникновение материала в труднодоступные участки. Это обеспечивается хорошей текучестью состава.

Недостатки тоже имеются, но они не такие существенные. К ним можно отнести: высокую текучесть состава, незначительную прочность соединения (опять же из-за мягкости припоя). Кроме того, запаянные изделия нельзя нагревать до температуры, при которой припой начнет плавиться.
Например, если запаять чайник и поставить его на огонь, то в какой-то момент припой может просто потечь. В итоге образуется дырка на месте даже самого качественного шва.
Еще из-за высокой текучести таким припоем сложно обрабатывать наклонные и вертикальные поверхности.
Оборудование
Основное устройство, которое необходимо подготовить для проведения работ — это паяльник с мощностью не ниже 80, но и не более 100 ватт. Если мощность паяльника будет меньше, то обрабатываемые поверхности прогреются недостаточно. Если устройство будет более мощным, то поверхности разогреются чрезмерно, и припой будет в буквальном смысле течь.

Если предпочтение было выбрано твердому припою, потребуется дополнительно запастись газовой горелкой. Для спаивания нержавейки идеальным составом будет оловянно свинцовый. А в качестве флюса можно использовать либо хлористый цинк, либо паяльную кислоту.
Для того чтобы не успела повторно формироваться оксидная пленка, наносить флюс следует непосредственно перед пайкой. Важно заранее подготовить свое рабочее место. Нельзя допускать, чтобы в помещение, где будут проводиться работы, могли попасть дети и домашние животные.

Технология
Как уже говорилось, пайка нержавеющей стали — это трудоемкий процесс, выполняя который, необходимо прилагать определенные усилия. Пока разогревается паяльник, необходимо тщательно подготовить обрабатываемую поверхность:
- зачистить при помощи шкурки (важно не переусердствовать и не повредить изделие, поскольку от интенсивных действий появляются видимые царапины);
- провести обезжиривание специальным раствором, уайт-спиритом или ацетоном;
- обработать поверхность имеющимся флюсовым составом.

К тому времени, как эти процедуры будут завершены, паяльник уже будет разогрет. Это значит, что можно смело переходить к процессу пайки. Если припой мягкий, то разогреть поверхность можно жалом паяльника. При жестком припое лучше использовать газовую горелку. Здесь очень важно контролировать уровень кислорода, поскольку его избыток может испортить результат работ.
Определить просто: если пламя горелки приобрело светло-синий оттенок, то кислород присутствует в избытке.
Когда поверхность будет прогрета до той температуры, при которой начнется плавление припоя, можно приступать к процессу. Осуществляя регулярную подачу припоя, важно тщательно проходить каждый участок поверхности. Цель таких действий – сформировать максимально ровный, а главное — качественный шов.
В домашних условиях зачастую приходится паять предметы домашней утвари. Следует помнить, что даже при проведении незначительных работ нужно позаботиться о рабочем месте. Оно не должно быть загромождено посторонними предметами. Если по какой-то причине шов получился некачественным, лучше снова зачистить и обезжирить этот участок, а потом повторить процедуру пайки.

Распространенные ошибки
Начинающие мастера достаточно часто в работе допускают ошибки, приводящие к некачественной пайке. К наиболее распространенным ошибкам относятся такие.
- Некачественная зачистка. Если мастер во время выполнения работ недостаточно хорошо поработает шкуркой или упустит этот момент, материал не схватится с обрабатываемой поверхностью.
- Недостаточное обезжиривание поверхности. Нужно тщательно обработать раствором каждый участок.
- Недостаточный прогрев деталей, из-за которого происходит недостаточное проникновение припоя во все участки обрабатываемой поверхности.

Чтобы получить действительно хороший результат, необходимо периодически очищать наконечник жала паяльника. Качество полученного соединения можно проверить, если поковырять его отверткой или каким-то другим подобным предметом. Надежный шов отслоить таким способом не удастся.

Если весь процесс был проведен качественно и с соблюдением всех условий, то шов будет крепким. Очень важно ответственно подходить к выбору припоя, покупая его только в проверенных магазинах. Некачественный материал может испортить результат даже у самого опытного мастера.

О том, как паять металлы в домашний условиях, смотрите в следующем видео.
Принципы проведения пайки нержавейки в домашних условиях
Кто работал с нержавеющей сталью знают, что паять этот материал непросто. У этого процесса есть определённые особенности, зная которые можно избежать ошибок и спорных моментов при соединении деталей. Пайка нержавейки — это процесс, который доступен не только опытным мастерам, но и новичкам. Важно правильно выбрать инструменты, расходные материалы и выполнять определённый порядок действий.
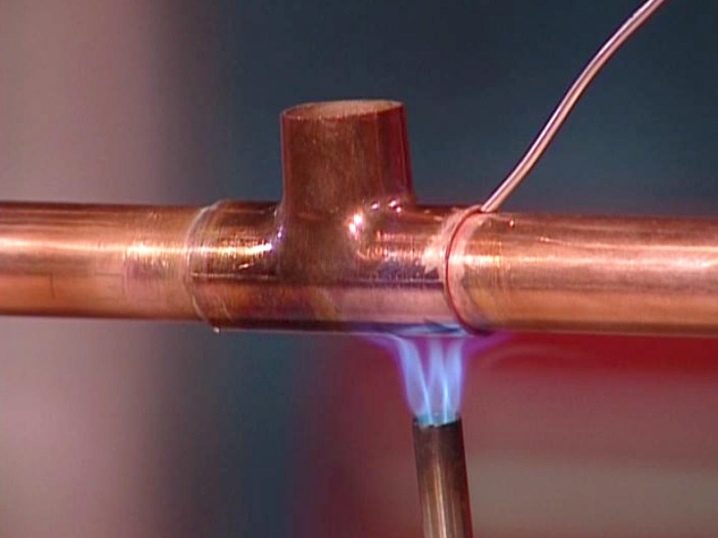
 Пайка трубы из нержавейки
Пайка трубы из нержавейки
Инвентарь
Для проведения работ нужно заранее подготовить все необходимые инструменты. Если пайка стали проводится в домашних условиях, нужен следующий инвентарь:
- Электрический паяльник. Оптимальная мощность оборудования — 100Вт. Как аналогичный вариант можно использовать ручную пропановую горелку.
- Раствор для обезжиривания рабочей поверхности.
- Флюс для пайки.
- Припой на основе олова.
- Ветошь.
Нельзя забывать про средства индивидуальной защиты — защитные очки, перчатки, костюм для работы и респиратор.
Типы припоев
Припой для пайки нержавейки считается основным расходным материалом при проведении работ. Существует две группы припоев:
- Мягкие — смеси, изготавливающиеся из свинца и олова. Эти материалы увеличивают показатели пластичности и текучести расходного материала для создания соединительного шва. Недостаток мягких составов — низкая прочность отвердевшего материала.
- Твердые — используются в мастерских и на предприятиях. Составы содержат в себе 30% технического серебра, благодаря которому соединение получается прочным и долговечным.
Приготовление флюса
Правильная пайка нержавеющей стали требует от человека грамотного выбора флюса. Связано это с тем, что устойчивые к воздействию коррозийных процессов сплавы легко повредить в процессе сварки. Чтобы не допустить ошибки при выборе покупной смеси, можно приготовить её самостоятельно. Изготовление флюса:
- Взять порцию буры и такое же количество борной кислоты.
- Перемешать компоненты между собой.
- Разбавить чистой водой.
- Мешать до образования однородной массы.
Самодельные флюсы не уступают покупным составам. Чтобы увеличить его эффективность, перед нанесением вещества требуется обработать металлическую поверхность наждачной бумагой или надфилем.
Особенности проведения работ в домашних условиях
Изделия из нержавеющей стали есть в большинстве квартир и домов. При их поломке можно попробовать соединить детали самостоятельно. Пайка нержавейки в домашних условиях требует не только подготовки инструментов и расходных материалов, но и навыка. В первые разы лучше тренироваться на изделиях, которые не жалко выкинуть.
Для проведения работ нужно оборудовать рабочее место. Выполнять спайку нужно на негорючей поверхности, которая не передаёт тепло. В помещении должна быть установлена система вентиляции для вытяжки испарений флюса и припоя. На рабочем столе требуется расположить тиски или струбцины, для зажатия скрепляемых деталей.
Технология работы паяльником:
- Пайка нержавейки электрическим паяльником начинается с зачистки рабочей поверхности и её обезжиривания.
- Далее на место соединения наносится флюс.
- Припой равномерно распределяется по соединяемой поверхности с помощью паяльника.
Бывают ситуации, когда припой не хочет приставать к материалу. Чтобы исправить эту проблему, требуется повторно зачистить поверхность с помощью проволочной щётки и обезжирить её.
Если работы проводятся с помощью газовой горелки, нужно учитывать некоторые особенности. Требуется нагревать заготовку, а не место соединения деталей. Таким образом припой расплавляется равномерно и не растекается в стороны. Заканчивать нагрев нужно после вытекания припоя из шва.
Недостатки пайки нержавейки твердыми припоями
Твердые припои на основе олова для пайки нержавеющей стали имеют существенные недостатки:
- Низкая прочность готового соединения.
- Температура, которую выдерживал материал, снижается до температуры плавления припоя.
 Пайка твердым припоем
Пайка твердым припоем
Из-за высокого показателя текучести твердого припоя при нагревании с ним сложно работать на вертикальных поверхностях.
Полезные советы
Пайка стали является трудоемким процессом, в ходе которого могут возникать спорные моменты. Чтобы не зацикливаться на них, нужно брать во внимание советы и рекомендации других мастеров:
- Электрического паяльника мощностью в 100 Вт хватит для проведения домашних ремонтных работ. Желательно выбирать модель с не обгорающим наконечником.
- Лучшим видом припоя являются прутья из сплава свинца и олова. Если нужно заделать трещину в посуде, требуется использовать оловянные припои.
- Система вентиляции убережёт дыхательные пути от заболеваний, связанных с вдыханием вредных примесей.
Тренироваться нужно на ложках, чашках и старых мисках. Можно использовать отходы от производства оцинкованных отливов.
Самые распространенные ошибки
Существует ряд ошибок, которые человек может допустить при проведении работ:
- Припой может не приставать к материалу из-за некачественной очистки рабочей поверхности.
- Загрязнение детали жирными пальцами перед нанесением флюса.
- Недостаточный нагрев. Припой не всегда успевает заполнить шов для надёжного скрепления.
Важно не забывать чистить наконечник паяльника. Желательно воздержаться от использования припоев с высоким процентным содержанием свинца.

