
Художественное литье в домашних условиях
Литье бронзы
Литье бронзы используется издревле. На протяжении многих столетий сплавы из меди (бронза, латунь) использовались для изготовления орудий труда, охоты и украшений.
Совершенствование литейной технологии привели на современном этапе к возникновению множества методов литья металлов, в особенности цветных. Технологические возможности литья бронзы позволяют получать не просто предметы, а произведения искусства, которые с давних времен считались верхом совершенства.

Разработанные технологии позволяют производить плавку медных сплавов не только в условиях промышленного производства, но и в домашних условиях, в небольших мастерских.
Основные этапы
Чтобы получить качественные литые изделия требуется строгое соблюдение технологической последовательности. Процесс литья выглядит следующим образом:
- Изготовление модели или копии по эскизу, чертежу. Материалы для модели –легко плавящиеся при невысоких температурах: стеарин, парафин, воск и прочие. Способность полного заполнения объема внутреннего пространства в форме сделало эти материалы широко используемыми.
- Примыкание к модели литниковой системы производится приклеиванием, спаиванием или механическим креплением. Таким образом, формируют питатели, каналы, выпоры и другие элементы.
- Изготовление литьевой формы производится из огнеупорной смеси. В основной состав смесей водит глина шамотная или глиноземная и кварцевый песок.
- Освобождение формы от модельного состава производится путем нагревания паром или погружением в нагретую воду.
- Обыкновенно литье бронзы производится свободной заливкой с использованием центробежных машин, избыточного или недостаточного давления (вакуума).
- Охлаждение производится на воздухе или с использованием термостата.
- После остывания, модельная форма разрушается. Производится обрубка литниковой системы. Заготовка отправляется на чистку с помощью промывки или химическими составами.
Литейные модели
Художественное литье бронзы и латуни предусматривает получение максимально гладкой поверхности, поэтому для воссоздания модели используются достаточно твердые материалы:
- древесина;
- гипс;
- слоновая кость.
Для получения максимально гладкой поверхности, она подвергается устранению пористости шпатлеванием, грунтованием и покрытием лаком.
Литейные модели изготавливаются разъемными; неразъемными — подходят для отливки изделий простой формы; специальными для деталей имеющих достаточно сложную конфигурацию.
Литейные формы
Литейные формы бывают двух типов: одноразовыми и многоразовыми. Все зависит от материала из которого они изготовлены. Если для изготовления используется глинисто-песчаная смесь, то для сохранения ее формы требуются металлические опоки, предотвращающие разрушение смеси.
Многоразовые формы изготавливаются из сталей с горизонтальной или вертикальной линией разъема. Для повышения литейных способностей медного сплава используются смазки, которые предотвращают появление спаев, пригаров и прочих дефектов.
Температуры плавления
Температура плавления бронзы напрямую зависит от наполняемости химическими элементами сплава. Ведь в качестве легирующих компонентов могут выступать тугоплавкие элементы. Так, максимальная температура для разлива бронзы составляет 1350 °С.
Маркировка легирующих элементов, добавляемых в сплавы меди:
- алюминий (А);
- бериллий (Б);
- железо (Ж);
- кремний (К);
- марганец (Мц);
- никель (Н);
- свинец (С);
- селен (О);
- титан (Т);
- цинк (Ц).
Для деления бронзовых сплавов пользуются двумя определениями – это оловянистые и безоловянистые бронзы. Температура плавления пригодного для литья, в зависимости от ее химического состава приведена в таблице.
| Сплав, обозначение | Температура для литья, °С |
| БрОФ4-0,25 | 1300 |
| БрОЦ4-3 | 1250 |
| БрОЦС4-4-4 | 1200 |
| БрАЖ9-4 | 1200 |
| БрА9Мц2Л | 1150 |
| БрА10Ж8Л | 1190 |
| БрА11Ж6Н6 | 1185 |
| БрАЖС7-1,5-1,5 | 1150 |
| БрС3О | 975 |
| БрА5 | 1200 |
| БрКН1-3 | 1050 |
| БрБНТ1,7 | 1050 |
| БрАМц10-2 | 1150 |
| БрКМц3-1 | 1150 |
| БрМц5 | 1150 |
| БрБ2 | 1100 |
| БрСН60-2,5 | 1100 |
Это далеко не полный перечень литейных бронзовых сплавов.
Если плавка бронзы производится в домашних условиях, то особое внимание следует обращать на температуру плавления сплава. Оловянистым бронзам не требуется преодолевать тысячеградусный порог. Им достаточно 900°С — 950 °С. Безоловянистым сплавам уже требуется 950 °С — 1100 °С.

Детали, получаемые из бронзы методом центробежного литься
При выплавке бронзовых деталей стоит учитывать их высокую вязкость. Поэтому для качественного литья нагревать их следует выше температуры плавления примерно на 100 градусов. Бронзы обладают минимальной усадкой, которая не превышает 1,5%. Данная характеристика является преимуществом перед латунями и позволяет получать фасонные отливки.
Для сравнения можно посмотреть на температуру плавления латуней. Выделяются две категории латуней – это двухкомпонентные и многокомпонентные латуни. В состав двух компонентных сплавов кроме меди входит цинк. Его количество влияет на температуру плавления, которая находится в диапазоне 880°С — 965°С.
Для много компонентных температурные режимы повышаются до 895 °С — 1070 °С из-за ввода легирующих компонентов с высокой температурой плавления.
Технологии литья бронзовых изделий
Плавка, как и обработка резанием, широко распространенная операция получения деталей. Для плавки рекомендуется использовать индукционные плавильные или тигельные нагревательные печи. Выбор обуславливается экономным потреблением электричества.
Чтобы сохранить химический состав сплавов применяются флюсы. С их помощью можно:
- Защитить внешний слой поверхности расплава:
- от окисления;
- повысить объем годного расплава;
- исключить неметаллические компоненты;
- Дегазировать состав из-за чего снижается образование:
- газовых пор;
- раковин.
Для получения гладких поверхностей на отливке и легкости ее извлечения после охлаждения используются антипригарные краски. Их использование обеспечивает:
- смазку пресс-форм;
- защиту от разрушения при контакте с расплавом;
- отсутствие пригаров.
Литье под давлением
Литье под давлением происходит при воздействии избыточного или недостаточного (вакуумического) давления. Для подачи расплава под избыточным давлением используется прессовый принцип. На поршень действует усилие от гидро- или пневмосистемы. Высокая скорость подачи наряду с высокой вязкостью создают высокое давление, позволяющее полностью заполнить форму. У полученных отливок высокая точность и мелкозернистая структура.
За счет вакуумного всасывания расплав втягивается в форму кристаллизатора.Охлаждение происходит к центру формы. Требуемое количество расплава втягивается за определенный промежуток времени.
Кристаллизатор — емкость с тонкими стенками, которые охлаждаются водой.
После восстановления нормального (атмосферного) давления излишки расплава стекают. После охлаждения за счет усадки деталь самостоятельно извлекается из формы. Автоматизация процесса вакуумного всасывания позволяет заполнять форму в минимальное количество времени, вплоть до 0,1 секунды.

Готовое изделие из бронзы
Центробежное литье
Целесообразно использовать центробежное литье, разливая бронзу и латунь при изготовлении деталей типа тел вращения. Формирование деталей происходит на машинах с горизонтальной и вертикальной осями вращения. На машинах с горизонтальной заливкой отливают:
- втулки;
- вкладыши;
- кольца.
На машинах с вертикальной заливкой отливают:
- шестерни;
- червячные колеса;
- гребные винты.

В основе технологии лежит центробежная сила, которая образуется при вращении формы. Расплав уплотняется под действием сил, вытесняя сторонние компоненты.
Художественное литье
Современные тенденции диктуют применять литье не только при производстве деталей к механизмам и агрегатам, но и при получении элементов интерьера. Так, используя технологию художественного литья можно изготавливать:
- барельефы, скульптуры;
- элементы оград, решеток, ограждений ворот;
- сувенирную продукцию;
- светильники, бра;
- элементы интерьера.
Этапы технологии получения отливок следующие:
- изготовление модели;
- изготовление формы;
- подготовка формы;
- плавка шихты;
- подготовка расплава к заливке;
- охлаждение;
- извлечение из формы;
- обрубка;
- чистка и придание товарного вида.
Готовые отливки, по замыслу мастера, соединяются в единое изделие, если оно является многокомпонентным. После чего могут хромироваться, никелироваться, покрываться патиной и другими металлами.
Литье в домашних условиях
Многие мастера занимаются отливкой изделий из бронзы в домашних условиях. В основном это детали интерьера и фигурное литье. Кроме основных приспособлений, требуется приобрести вспомогательные инструменты и материалы. Среди них:
- щипцы;
- уголь (древесный, каменный);
- тигель;
- горн.

Плавильная печь, использующаяся в домашних условиях
Горном подается воздух, необходимый для поддержания горения угля, который создает необходимую температуру для плавления бронзы. Щипцами производится изъятие тигеля из камеры нагрева и разлив расплава. В связи с тем, что бронза плавится при невысоких температурах, то плавильную печь можно заменить газовым резаком (автогеном) или паяльной лампой.
Художественное литье из бронзы предполагает проведение работ в отдельном помещении, которое должно быть оборудовано средствами пожаротушения, приточно-вытяжной вентиляцией. Кроме того, в нем необходимо организовать места хранения для инструмента, приспособлений, материалов, а также организовать условия для личной гигиены.
Изделия из бронзы, после того как их извлекли из литейной формы, выглядят как черный, обугленный, оплавленный кусок металла. Для придания презентабельного вида на первоначальном этапе пользуются металлической щеткой или машинкой с насадками из абразивного материала.
Достаточно хорошая текучесть бронзы, в отличие от латуни, не способствует полному заполнению формы при ручном разливе в домашних условиях, в следствие чего рисунок на поверхности отливки нечеткий.
Для устранения данного дефекта мастера используют чеканку. Она помогает придать окончательный вид изделию, если на нем множество ажурных орнаментов. Чеканка занимает довольно много времени.
Литье из бронзы – понятно о технологии процесса
Художественное литье из бронзы представляет собой настоящее искусство, которое зародилось задолго до наступления нашей эры. Не кануло оно в небытие и в наши дни.
1 Красота и роскошь изделий из бронзы
Считается, что первая технология литья из бронзы простейших украшений и разнообразных предметов появилась около 12 тысяч лет тому назад. Уже в те далекие годы наши предки умели создавать бронзовые изделия, многие из которых были по-настоящему великолепными. С каждым веком методики литья из бронзы улучшались.
На сегодняшний день технологии такого процесса разработаны до совершенства. Причем роскошные изделия из бронзы в наши дни можно получить и на заводах, и в домашних условиях.

Бронзовые литые конструкции современности вызывают у человека с художественным вкусом ассоциации с аристократическими интерьерами средних веков, барочным шиком, искусством античных времен. Бронза, а также еще один сплав меди – латунь, являются идеальными материалами для создания интерьерных и монументальных шедевров, которые могут украсить любой дом.
Отметим, что максимальную популярность бронзовое и латунное литье обрело в эпоху классицизма и европейского барокко. Именно мастера тех столетий научились создавать изысканные и роскошные композиции, используя латунь и бронзу. Мы и сейчас можем любоваться ими, осматривая вживую или на видео Санкт-Петербургский Екатерининский дворец, залы и сады французского Версаля, другие шедевры прошедших веков.

Сейчас латунь и бронза активно используются для изготовления:
- элементов интерьера;
- ворот и заборов;
- скульптур и сувениров;
- барельефов и бра;
- решеток и лестничных ограждений.
Многие из этих и другие изделия легко производятся в домашних условиях, некоторые можно изготавливать исключительно в заводских.
2 Первые этапы технологии художественного литья
Сначала создается эскиз бронзовой конструкции при помощи подготовленных художников и дизайнеров. На его основании разрабатывается рабочий чертеж, по которому изготавливают отливочную модель, которая требуется для формирования в литейной форме отпечатка (контуров) будущего изделия.
Модели для художественного литья выполняются из слоновой кости или дерева (сосна, ольха, бук, липа), реже из пластика или гипса. На их поверхность обязательно наносят шпаклевку, грунтовку и несколько слоев специального лака, чтобы она была ровной и максимально гладкой.

Конструктивно же модели бывают следующих типов:
- Разъемные – сборные конструкции из отдельных элементов, которые можно разъединить после извлечения из формы по плоскости либо по сложной поверхности.
- Неразъемные – монолитные изделия, чаще всего используются в домашних условиях (при ручном литье).
- Специальные – скелетные либо формовочные шаблоны. Их применяют, когда из бронзы изготавливаются сложные конструкции.
После получения нужной модели приступают к производству литейной формы. Это долгий и трудоемкий процесс, выполняемый при помощи особых формовочных композиций (глина плюс кварцевый песок), приспособлений и специального инвентаря.

Литейные формы подразделяются на много- и одноразовые. Их наполняют расплавленной бронзой (смотрите видео), которая при остывании образует отливку, идентичную форме созданной модели.
Формовочная композиция при уплотнении удерживается двумя опоками – полуформами, составляющими одну литейную форму. В эти опоки обычно заливают подобранные комбинации различных неорганических и органических веществ. В домашних условиях рекомендуется применять небольшие опоки (по геометрическим параметрам и весу). А вот на крупных предприятиях, занимающихся художественным литьем, как правило, используют более «масштабные» полусферы.
3 Заливка, выбивка и обрубка литейных форм
После того, как будет осуществлена формовка, приступают к подготовке расплава, который требуется для заливки формы. Его получают в дуговой, тигельной либо пламенной печи (видео).
В чистом виде металлы при художественном литье практически никогда не применяются. В большинстве случаев используются сплавы меди с оловом, свинцом, магнием, алюминием, цинком (пропорции элементов подбираются индивидуально), а также литейный серый чугун.

Как только металл полностью расплавляется в печи, форму можно сразу же заполнять. Данная процедура длится буквально пару минут, но для операции отливки и результатов литья она имеет важнейшее значение. Если процесс выполняется с нарушением технологии, в заливке могут образоваться шлаковые раковины, спаи, пригары, серьезные недоливы. Заполнение форм в небольших мастерских и в бытовых условиях производится при помощи специальных «ложек» – ручных металлических ковшей.
После охлаждения отливки до заданной температуры (она может варьироваться) следует процедура выбивки. Выполняют ее молотком и клещами, просто-напросто разрушая форму (если применяется одноразовая форма). На литейных заводах чаще применяются многоразовые формы, разбивать которые не нужно.

За выбивкой производится процедура обрубки. Она также важна, так как на поверхности отливки появляются выпоры, всевозможные литники, заливы и прибыли. Все эти дефекты необходимо удалить, чтобы обеспечить высокое качество готового бронзового изделия.
4 Финальные этапы художественного литья
К поверхности отливок при их обработке нередко пригорают остатки формовочной композиции. Их удаляют посредством грубых щеток из металла. Если же нужно очистить очень тонкое и изысканное изделие, обычно используют проволочные механические щетки.

Для улучшения качества полученных предметов из бронзы, кроме того, применяют чеканку. На отливке почти нереально получить изображение безупречного качества – рисунок нередко трудно назвать четким и идеальным.
Справиться с этой проблемой как раз позволяет доводочная операция чеканки. Она может занимать немало времени – чем более ажурное и тонкое изделие отливалось, тем дольше она будет выполняться. Также готовые изделия при необходимости покрывают патиной, серебром, позолотой, никелем.

Если отливалось составная бронзовая конструкция, ее элементы соединяют. Причем сборка изделия производится таким образом, чтобы гнезда на одних составляющих частях совпадали с замками на других (мастер обязательно маркирует их).
5 Центробежное литье и его технология
Несколько слов скажем и о том, что собой представляет центробежное литье, с помощью которого получают разные по назначению бронзовые детали с высоким уровнем износостойкости (червячные колеса, шестеренки, обечайки, втулки, фланцы, кольца, вкладыши и так далее).
Под таким процессом понимают производство отливок в формах из металла под действием центробежных сил. Они отбрасывают заливаемый металлический расплав к стенкам формы, в результате чего и получается требуемая отливка (после затвердевания горячей композиции).

Центробежное литье осуществляется на специальном машинном оборудовании – вертикальном либо горизонтальном, в зависимости от того, как располагается ось вращения литейной формы. Особых конструктивных различий между такими агрегатами нет. Они состоят из тигеля для плавления бронзы, желоба, по которому подается расплав, корпуса, изложницы, электродвигателя, шкивов и валов, а также клиноременной передачи.
Центробежное литье имеет множество достоинств, которые не могут обеспечить другие литейные технологии.
Ювелирное литье в домашних условиях для новичков







Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо.
Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое — сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу.
После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.




И на самом деле, вышло неплохо.
Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками.
Теперь следует наиболее ответственный момент — момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.



Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.







Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.




По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
После чернения, снова полируем кольцо, но уже финишными абразивами и любуемся результатом.



Как говорилось вначале, кольцо пролилось отлично. Все дефекты, что вы можете заметить, были получены на стадии моделирования. Поэтому, по-хорошему, лучше использовать более обрабатываемые материалы. Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Благодарю за внимание. До новых встреч!
Литье из бронзы: технология художественного бронзового литья
Литье бронзы позволяет изготавливать изделия, отличающиеся исключительной декоративной привлекательностью. Технология литья из данного сплава, основу которого составляет медь, известна на протяжении многих веков, но и в наше время она продолжает совершенствоваться.

Внешний вид бронзовых изделий говорит об кропотливом труде мастера, превращающего безликий металл в художественное произведение
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях. Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.

Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
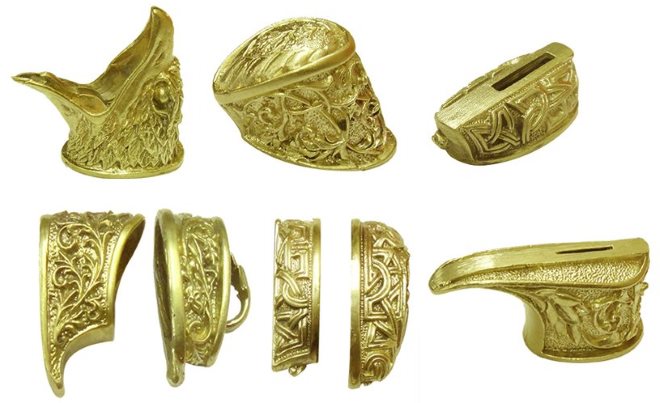
Литьё из бронзы для изготовления рукоятей ножей
Многие из таких изделий, не отличающихся большими габаритами и сложностью форм, можно изготавливать из бронзы и латуни не только в производственных, но и в домашних условиях.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы. На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки. Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.

Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Следующим этапом после создания точной модели будущего изделия из бронзы является изготовление литейной формы. Для этого используются специальные приспособления и инвентарь, а основными материалами, которые применяются в этом случае, являются формовочные смеси, созданные на базе глины и тщательно очищенного кварцевого песка.

Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль. Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку. Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Для того чтобы спрессованная и застывшая смесь, из которой изготавливается литейная форма, не разрушилась в тот момент, когда на нее начинает воздействовать расплавленный металл, ее помещают в специальные приспособления, которые называются опоки.

Опоку часто делают из фанеры или древесины
Размер таких опок, которые также могут быть одно- и многоразовыми, целиком и полностью зависит от геометрических параметров будущего изделия. В опоках, которые обычно изготавливают из металла, проходит как создание литейной формы, так и само литье.
Познавательно видео о достоинствах и особенностях художественного литья из бронзы.
Тонкости технологии
Для того чтобы выполнить художественное литье из бронзы или изготовить из данного сплава изделие практического назначения, необходимо в первую очередь получить расплавленный металл. Для плавки металла применяются различные типы печей: индукционные, дуговые, пламенные и др. В самом простейшем варианте (при выполнении литья в домашних условиях) для плавки бронзы можно использовать и обычную газовую горелку, расположив ее под специальной емкостью для расплава.
Возможностей небольших печей, которые можно изготовить и самостоятельно, вполне хватает для того, чтобы выполнять в них плавку цветных металлов и их сплавов, к числу которых также относятся латунь и бронза.

Для расплава небольшого количества бронзы нужен огнеупорный кирпич и газовая горелка
Важнейшим этапом литья из бронзы является заполнение расплавленным металлом литейной формы. Несмотря на что, что такая заливка длится всего 1–2 минуты, правильность ее выполнения напрямую влияет на качественные характеристики готового изделия. Итогом неправильно выполненной заливки могут стать такие дефекты, как:
- спаи;
- пригары;
- шлаковые раковины;
- недоливы.

На этих бронзовых отливках раковины образовались вследствие плохой очистки тиглей перед заливкой
При литье латунных и бронзовых изделий небольшого размера разливка расплавленного металла осуществляется не из самого тигля, в котором он нагревался, а при помощи специального приспособления, используемого в качестве ручного ковша или ложки.
Металлу, который уже залит в литейную форму, необходимо дать остыть до требуемой температуры, которая, в зависимости от марки используемого сплава, может варьироваться. Порядок извлечения готового изделия из формы зависит от того, какого она типа – одноразовая или многоразовая. В первом случае ее просто разбивают молотком, а отливку извлекают при помощи клещей. Многоразовые формы, соответственно, разбивать не надо: их просто размыкают по соединяемой поверхности и аккуратно извлекают из них отливку.
Только что извлеченную отливку необходимо доработать. Заключается такая доработка в том, что с поверхности изделия удаляются литники, выпоры, прибыли и заливы, образовавшиеся в процессе выполнения литья. Такая операция, которую можно выполнять при помощи различного механического инструмента, называется обрубкой.
Придание отлитому изделию привлекательного внешнего вида
Изделие, которое только что извлекли из литейной формы, выглядит достаточно непрезентабельно. На его поверхности может остаться пригоревшая формовочная смесь и обнаруживаются другие поверхностные дефекты. Первым этапом приведения отлитого из бронзы предмета в нормальное состояние является его очистка. Для выполнения такой процедуры используются металлические щетки или шлифовальные машинки (в качестве рабочего органа на них устанавливается проволочный круг).
Несмотря на то, что латунь и бронза отличаются хорошей текучестью и при выполнении литья хорошо заполняют все углубления в форме, получить на готовом изделии тонкий рисунок практически невозможно. Чтобы сформировать подобный рисунок, используют такую доводочную операцию, как чеканка. Она выполняется при помощи специального инструмента. В зависимости от сложности и тонкости рисунка, который необходимо сформировать на поверхности отлитого из бронзы изделия, операция чеканки может занимать различное количество времени.

Ручная чеканка бронзовой статуэтки
Следует иметь в виду, что чеканка – это самый творческий этап процедуры литья, от качества и тщательности ее выполнения напрямую зависит то, как в конечном итоге будет выглядеть изделие. Именно поэтому подходить к выполнению такой операции следует очень ответственно и с максимальной аккуратностью.
В зависимости от задумки мастера, выполняющего литье из бронзы или латуни, а также от требований к декоративности, поверхность отливки может покрываться искусственной патиной, позолотой, серебром, слоем никеля или хрома. Предметы, которые имеют сложную конструкцию, часто отливают не целиком, а отдельными частями, которые затем необходимо правильно соединить. Выполняется такое соединение при помощи специальных замков, изначально предусмотренных в конструкции. Для того чтобы не перепутать такие замки и правильно сопоставить их элементы друг с другом, их часто маркируют.
Литье по центробежной технологии
Для производства в заводских условиях изделий из бронзы, к износостойкости которых предъявляются повышенные требования, часто используется такая технология, как центробежное литье. С ее помощью выполняют литье изделий из бронзы, используемых в машиностроении и других отраслях промышленности. Сюда, в частности, относятся:
- шестерни;
- элементы червячных соединений;
- втулки различного назначения;
- обечайки;
- втулки;
- кольца;
- вкладыши и др.
Технология центробежного литья предполагает, что расплавленная бронза заполняет форму не под действием собственного веса, а под влиянием центробежных сил. Литейные формы помещаются в специальное оборудование. В зависимости от того, в какой плоскости происходит вращение литейных форм, установленных в такое оборудование, оно может быть вертикального или горизонтального типа.
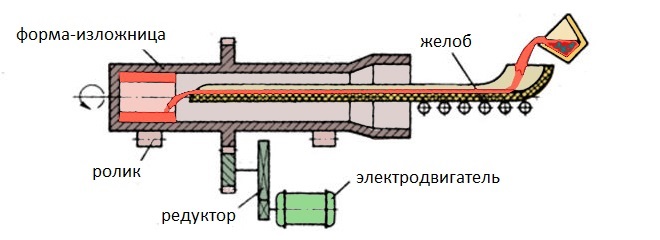
Схема центробежного литья
Оборудование любого типа, используемое для выполнения литья из бронзы по центробежной технологии, имеет следующие конструктивные элементы:
- тигель, в котором происходит плавка металла;
- желоб, по которому расплавленный металл подается в литейные формы;
- изложница;
- электродвигатель, который используется в качестве главного привода и обеспечивает вращение форм;
- элементы привода: шкивы, валы, клиноременная передача.
Благодаря особенностям данной технологии, с ее помощью можно выполнять качественное литье изделий из бронзы, отличающихся даже очень сложной конфигурацией. За счет задействования центробежных сил, которые прижимают расплавленный металл к стенкам литейной формы, поверхность отливки отличается повышенной плотностью и, соответственно, высокой износостойкостью.
Естественно, что выполнять литье по такой технологии можно только в производственных условиях и при изготовлении деталей большими сериями, так как в единичном производстве такой метод экономически нецелесообразен.
Технология литья бронзы в домашних условиях
При изготовлении декоративных изделий из металла часто используется бронза. Из этого материала получаются привлекательные изделия, которые длительное время сохраняют приличный внешний вид. Литье бронзы считается одни из самых популярных литейных процессов и применяется сотни лет для изготовления различных изделий из этого металла. Чтобы понимать насколько этот материал подходит для литья и как с ним правильно работать, требуется обладать общей информацией о самом металле и способах его обработки.
 Литье бронзы
Литье бронзы
Общая характеристика металла
Бронза представляет собой сплав, в состав которого может входит олово, медь и другие компоненты. К сторонним примесям относится цинк, алюминий, бериллий, свинец, никель или кремний. Если говорить о составе, бронзу можно разделить на две группы:
- Оловянные сплавы. Материал может состоять из двух и нескольких компонентов. Олово относится ко второму по процентному содержанию компоненту сплава.
- Безоловянные сплавы. В состав могут входить алюминий, свинец, кремний, свинец или бериллий. Эти компоненты изменяют характеристики сплава.
К характеристикам бронзового сплава относятся:
- Плотность. Этот показатель зависит от содержания олова в составе. Среднее число 9,1 кг/куб. см.
- Температура при которой плавится металл. Изменяется в зависимости от компонентов состава. Диапазон 880–1060 градусов по Цельсию.
- Теплоемкость — 0,385 кДж / (кг*К).
- Электропроводность — 0,176 мкОм*м.
При желании изменить какую-либо из характеристик сплава в его состав добавляется определённое количество сторонних примесей.
История технологии
Историки и археологи утверждают, что литье из бронзы начало развиваться более 10 тысяч лет назад. В начале истории появления этого сплава он использовался для производства орудий труда и примитивных украшений. Раньше сплав использовали только в производственных целях. На данный момент бронза используется для изготовления декоративных изделий, заборов, подвижных ограждений, люстр, бра, скульптурных композиций.
Моментом самого главного пика изготовления изделий из бронзы является период европейского барокко. В этот период люди украшали свои дома и поместья декоративными элементами из этого сплава.
Основные этапы
Литье бронзы подразумевает под собой технологический процесс, который требует использование специального оборудования и соблюдения определённых этапов производства:
- В первую очередь подготавливается чертеж будущей заготовки.
- Создаётся примыкание к модели литниковой системы. Для этого производится спаивание или приклеивание.
- Изготавливается литьевая форма из огнеупорных смесей.
- Форма освобождается от модельного состава. Для этого её нагревают паром или опускают в ёмкость с горячей водой.
- Используя центробежную машину, расплавленная бронза заливается в форму.
- Будущей заготовке дают самостоятельно остыть.
Для дальнейшей обработки детали из бронзы форма разбивается. Заготовка промывается с помощью химических составов.
Технологии литья бронзовых изделий
Литье из бронзы можно разделить на несколько видов в зависимости от технологического процесса и использования литейных машин. Для плавки сплава используются индукционные печи. Сам металл покрывается флюсом.
 Изделие из бронзы
Изделие из бронзы
Литье под давлением
В процессе вакуумного всасывания расплавленный металл начинает втягиваться в форму кристаллизатора. Далее начинается охлаждение заготовки, которое происходит от краёв к центру. В качестве кристаллизатора использует емкость с тонкими стенками. Она охлаждается водой. После охлаждения заготовка сама отходит от формы.
Центробежное литье
Центробежное литье бронзы применяется для изготовления деталей цилиндрической и конусовидной формы. К ним относятся уплотнительные кольца, втулки для промышленного оборудование и другие детали. С помощью центробежной технологии изготавливаются червячные колёса и шестерни. Технологический процесс подразумевает под собой вращение формы, благодаря чему расплавленный металл уплотняется.
Художественное литье
Технология художественного литья из бронзы используются в случаях создания декоративных элементов. К ним относятся различные скульптуры, светильники, решётки, ограды, сувенирная продукция. Этапы художественного литья из бронзы:
- Изначально изготавливается чертеж будущей заготовки.
- Далее мастер создаёт форму, в которую будет переливаться расплавленный металл.
- Расплавляется исходное сырье — шихта.
- Форма для литья заполняется расплавленным металлом.
- Процесс охлаждения.
- Извлечение заготовки из формы.
Последним этапом считается очистка и дальнейшая обработка детали. Если конструкция составная, изначально создаются и обрабатываются отдельные детали. После этого они соединяются в одну конструкцию. Швы зачищаются и обрабатываются защитными составами. При правильном выполнении технологического процесса создания декоративных элементов из бронзы, можно избежать ошибок и снижения качества готовой продукции.
Литье в домашних условиях
Опытные мастера металлургии практикуют литье из бронзы в домашних условиях. Для проведения этого процесса требуется приобрести:
- горн;
- щипцы;
- древесный или каменный уголь;
- тигель в котором будет плавиться металл.
В качестве нагревательного элемента для плавки бронзового сплава часто используют газовую горелку. Связано это с тем, что бронзу можно расплавить при небольшой температуре. Так можно сэкономить на покупке индукционной печи.
Создание литейной формы
Литье бронзы в домашних условиях требует правильного изготовления форм для литья. Формовочная смесь должна состоять из смеси, песчаника, каменноугольной пыли, глины. Этапы изготовления формы:
- Формовочная смесь засыпается в деревянный ящик, который называется опока. Сверху её утрамбовывают слабыми ударами.
- Далее в формовочную смесь погружается модель будущей заготовки.
- Сверху располагается ещё один ящик (опока). В него засыпается формовочная смесь. Трамбуется.
- Далее мастер разделяет форму на нижнюю и верхнюю половины.
Как правильно залить расплавленную бронзу в литейную форму
Литье из бронзы в домашних условиях требует особой подготовки литейных форм. Из них требуется удалить воздух чтобы получились долговечные отливки без дефектов. Формы необходимо раскрутить в центрифуге с электроприводом. После этого можно заливать расплавленный металл.
Как получить более качественное литье
Качество литья можно повысить. Нужно использовать другой изменённую технологию. При этом используется воск. Из него изготавливают формы, в которые будут заливаться отливки. Можно использовать парафин. Чтобы сделать такую модель, требуется использовать готовую форму, которая нагревается в кипящей воде.

