ГОСТ 26862 86 штифты общие технические условия
ГОСТ 26862 86 штифты общие технические условия
1 июля 1987 года
1. Разработан и внесен Техническим комитетом по стандартизации ТК 229 «Крепежные изделия».
Разработчики: В.Г. Серегин, А.М. Свиридов, Т.Б. Левина.
2. Утвержден и введен в действие Постановлением Государственного комитета СССР по стандартам от 27.03.1986 N 732.
3. Срок проверки — 1998 г., периодичность проверки — 5 лет.
4. Стандарт полностью соответствует СТ СЭВ 238-85.
5. Введен впервые.
6. Ссылочные нормативно-технические документы
Обозначение НТД, на который │ Номер пункта, приложения
ГОСТ 9.306-85 │Приложение
ГОСТ 1759.0-87 │Приложение
ГОСТ 3128-70 │2.2, Приложение
ГОСТ 10702-78 │3.1
ГОСТ 10773-93 │2.2
ГОСТ 10774-80 │2.2
ГОСТ 12207-79 │2.2
ГОСТ 12850.1-93 │2.2
ГОСТ 16093-81 │2.5
ГОСТ 17769-83 │4.1
ГОСТ 18160-72 │6.1
ГОСТ 19119-80 │2.2
ГОСТ 24296-93 │2.2
ГОСТ 24705-81 │2.5
ГОСТ 24997-81 │5.3
ГОСТ 25069-91 │2.4
ГОСТ 27148-86 │2.6
7. Снято ограничение срока действия Постановлением Госстандарта от 15.04.1992 N 399.
8. Переиздание (январь 1997 г.) с Изменением N 1, утвержденным в апреле 1992 г. (ИУС 7-92).
Настоящий стандарт распространяется на штифты с диаметрами от 0,6 до 50 мм, предназначенные для работы при температуре от минус 50 до плюс 300 °C.
Стандарт не распространяется на пружинные штифты и штифты, к которым предъявляются специальные требования по свариваемости, коррозионной стойкости или антимагнитным свойствам.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
1.1. По точности рабочей поверхности штифты подразделяют на три класса точности: A, B, C.
1.2. По форме рабочей поверхности штифты делят на две группы: цилиндрические и конические.
2.1. Размеры штифтов должны соответствовать требованиям, установленным в стандартах на штифты конкретных видов.
2.2. Поля допусков размеров рабочей поверхности штифтов должны соответствовать указанным в табл. 1.
Наименование │ Эскиз │ Поле допуска размеров
штифта │ │ d, d классов точности

Штифты m6 (n6) h8 (h9) h11




Штифты — — h9 для d
насеченные до 3 мм,
с коническими h11 для d
по ГОСТ 10773 св. 3 мм

Штифты — — h9 для d
насеченные с до 3 мм,
направляющим h11 для d
ГОСТ 12850.1 св. 3 мм

Штифты — — h9 для d
насеченные до 3 мм,
с фаской h11 для d




Конусность AT8 AT10 —
Примечание. Поля допусков, указанные в скобках, применять не рекомендуется.
(Измененная редакция, Изм. N 1).
2.3. Предельные отклонения (поля допусков) размеров, не указанные в настоящем стандарте и в стандартах на штифты конкретных видов, должны быть:
— для линейных размеров до 0,3 мм — плюс 0,1 мм; св. 0,3 до 1,0 мм — плюс 0,15 мм, св. 1 мм — js15, для угловых размеров —  .
.
2.4. Неуказанные отклонения формы поверхностей штифтов — по ГОСТ 25069.
2.5. Резьба — по ГОСТ 24705. Шаг резьбы — крупный.
Поля допусков резьбы — по ГОСТ 16093: 6g — для наружной, 6H — для внутренней. Предельные отклонения длины резьбы — плюс 2 шага резьбы.
Допускаются поля допусков резьбы: 8g — для наружной, 7H — для внутренней.
2.6. Размеры сбегов, недорезов , проточек и фасок резьбы — по ГОСТ 27148.
2.5, 2.6. (Измененная редакция, Изм. N 1).
2.7. Схема построения условных обозначений штифтов приведена в Приложении.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Незакаленные штифты изготовляют из стали марки 45 по ГОСТ 1050 и ГОСТ 10702. Допускается по согласованию между изготовителем и потребителем применять материалы других марок. Закаленные штифты изготовляют из углеродистых качественных или легированных сталей.
3.2. Твердость незакаленных штифтов должна быть от 125 до 245 HV или не менее 78 HRB. Допускается по согласованию между изготовителем и потребителем изготовлять незакаленные штифты с термической обработкой.
Твердость закаленных штифтов должна быть от 550 до 650 HV30 или 58 — 62  .
.
Твердость цементируемых штифтов должна быть от 600 до 700 HV1. Твердость на глубине науглероженного слоя от 0,25 до 0,4 мм — 550 HV1 мин.
(Измененная редакция, Изм. N 1).
3.3. Значения параметров шероховатости  рабочих поверхностей штифтов не должны быть более:
рабочих поверхностей штифтов не должны быть более:
0,8 мкм — для класса точности A;
1,6 мкм — для класса точности B;
3,2 мкм — для класса точности C.
3.4. На поверхности штифтов не допускаются трещины; риски и следы от роликов или резца, выводящие размеры изделий за предельные отклонения; коррозия; заусенцы на прорези; заусенцы и вмятины на резьбе, препятствующие навинчиванию (ввинчиванию) проходного калибра.
3.5. На торцовых поверхностях штифтов допускаются выпуклости в пределах размеров фасок. На одном из торцов допускается вогнутость глубиной не более половины фаски.
3.6. Штифты должны изготовляться с покрытиями: окисным, пропитанным маслом; фосфатным, пропитанным маслом или без покрытия. Допускается по согласованию между изготовителем и потребителем применять покрытия других видов.
Технические требования к покрытиям — по ГОСТ 9.301.
4. ПРАВИЛА ПРИЕМКИ
4.1. Правила приемки — по ГОСТ 17769.
4.2. При контроле размеров насеченных штифтов главным параметром следует считать диаметр описанной окружности насечек.
5. МЕТОДЫ КОНТРОЛЯ
5.1. Контроль внешнего вида штифтов проводят осмотром без применения увеличительных приборов, в помещении с освещенностью не менее 300 лк .
Допускается использовать лупу с увеличением  .
.
5.2. Диаметр описанной окружности насеченных штифтов проверяют калибрами-кольцами.
5.3. Резьбу проверяют предельными калибрами по ГОСТ 24997.
5.4. Остальные размеры штифтов проверяют универсальными методами и средствами.
5.5. Контроль твердости — по ГОСТ 2999.
5.6. Шероховатость рабочих поверхностей штифтов проверяют органолептическим методом путем сравнения с образцами шероховатости по ГОСТ 9378 или приборами.
5.7. Контроль качества покрытий — по ГОСТ 9.302.
6. УПАКОВКА И МАРКИРОВКА
6.1. Временная противокоррозионная защита, упаковка штифтов и маркировка тары — по ГОСТ 18160.
СХЕМА УСЛОВНОГО ОБОЗНАЧЕНИЯ ШТИФТОВ
Штифт Х . ХХ ХХХ x ХХХ . Х . Х . Х . Х . Х ГОСТ Х . Х — ХХ
1 │ 2 │ │ 3 4 │ 5 │ 6 │ 7 │ 8 │
1 — исполнение. Исполнение 1 не указывается; 2 — диаметр штифта; 3 — поле допуска диаметра. Указываются только нерекомендуемые поля допусков; 4 — длина штифта; 5 — марка материала. Марка стали 45 не указывается; 6 — указание о термообработке незакаленных штифтов — буква Т ; 7 — обозначение покрытия по ГОСТ 9.306. Допускается цифровое обозначение вида покрытия по ГОСТ 1759.0; 8 — обозначение стандарта на штифт конкретного вида.
Пример условного обозначения штифта по ГОСТ 3128, исполнения 1, диаметром d = 5 мм, длиной l = 50 мм, из стали 45, без покрытия:
Штифт 5 x 50 ГОСТ 3128-70
То же, исполнения 2, с полем допуска диаметра h9, из стали 35, с термообработкой, с кадмиевым покрытием толщиной 6 мкм, хроматированным :
Штифт 2.5h9 x 50.35.Т.Кд6. хр ГОСТ 3128-70.
Бесплатный круглосуточный доступ к любым документам системы.
При полном или частичном использовании любой информации активная гиперссылка на Tehnorma.RU обязательна.
Примеры наших ссылок и кнопок «ТЕХНОРМА.RU» для установки в блоге, на форуме или сайте.
ГОСТ 26862-86 Штифты. Общие технические условия
Текст ГОСТ 26862-86 Штифты. Общие технические условия

ШТИФТЫ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 26862—86 (СТ СЭВ 238-85)
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
УДК 621.886.1:006.354 Группа Г37
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Общие технические условия
Pins. General specifications
Дата введения 01.07.87
Настоящий стандарт распространяется на штифты с диаметрами от 0,6 до 50 мм, предназначенные для работы при температуре от минус 50 до плюс 300 °С.
Стандарт не распространяется на пружинные штифты и штифты, к которым предъявляются специальные требования по свариваемости, коррозионной стойкости или антимагнитным свойствам.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
1.1. По точности рабочей поверхности штифты подразделяют на три класса точности: А, В, С.
1.2. По форме рабочей поверхности штифты делят на две группы: цилиндрические и конические.
2Л. Размеры штифтов должны соответствовать требованиям, установленным в стандартах на штифты конкретных видов.
2.2. Поля допусков размеров рабочей поверхности штифтов должны соответствовать указанным в табл. 1.
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1986 © ИПК Издательство стандартов, 1997 Переиздание с изменениями
Поле допуска размеров d, d классов точности
Штифты цилиндрические ъ
Штифты цилиндрические -сэ закаленные по


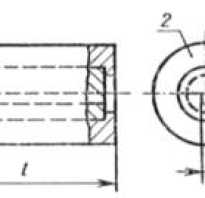
Штифты цилиндрические с внутренней резьбой по

Штифты цилиндрические заклепочные по ГОСТ 10774
Штифты цилиндрические насеченные с коническими насечками по ГОСТ 10773
Штифты цилиндрические насеченные с направляющим концом по



Штифты цилиндрические насеченные с фаской


— h9 для d до 3 мм, hi 1 для d св.
— h9 для d до 3 мм, hi 1 для d св.
h9 для d до 3 мм, hi 1 для d св.
Продолжение табл. 1
Поле допуска размеров d, d классов точности
Штифты КО’ ничсские по ГОСТ 3129
Штифты КО’ нические с внуТ’ ренней резьбой по ГОСТ 9464

Штифты КО’ нические раз-водные по ГОСТ 19119
Штифты КО’ нические с резьбовой цапфой незакаленные




Примечание. Поля допусков, указанные в скобках, применять не рекомендуется.
(Измененная редакция, Изм. № 1).
2.3. Предельные отклонения (поля допусков) размеров, не указанные в настоящем стандарте и в стандартах на штифты конкретных видов, должны быть:
— для линейных размеров до 0,3 мм — плюс 0,1 мм; св. 0,3 до 1,0 мм — плюс 0,15 мм, св. 1 мм — js 15, для угловых размеров — л АТ16
2.4. Неуказанные отклонения формы поверхностей штифтов — по ГОСТ 25069.
2.5. Резьба — по ГОСТ 24705. Шаг резьбы — крупный.
Поля допусков резьбы — по ГОСТ 16093: 6g — для наружной, 6Н — для внутренней. Предельные отклонения длины резьбы — плюс 2 шага резьбы.
Допускаются поля допусков резьбы: 8g — для наружной, 7Н — для внутренней.
2.6. Размеры сбегов, недорезов, проточек и фасок резьбы — по ГОСТ 27148.
2.5, 2.6. (Измененная редакция, Изм. № 1).
2.7. Схема построения условных обозначений штифтов приведена в приложении.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Незакаленные штифты изготовляют из стали марки 45 по ГОСТ 1050 и ГОСТ 10702. Допускается по согласованию между изготовителем и потребителем применять материалы других марок. Закаленные штифты изготовляют из углеродистых качественных или легированных сталей.
3.2. Твердость назакаленных штифтов должна быть от 125 до 245 HV или не менее 78 HRB. Допускается по согласованию между изготовителем и потребителем изготовлять незакаленные штифты с термической обработкой.
Твердость закаленных штифтов должна быть от 550 до 650 HV30 или 58 . 62 HRC3.
Твердость цементируемых штифтов должна быть от 600 до 700 HV1. Твердость на глубине науглероженного слоя от 0,25 до 0,4 мм — 550 HV1 мин.
(Измененная редакция, Изм. № 1).
3.3. Значения параметров шероховатости Ra рабочих поверхностей штифтов не должны быть более:
0,8 мкм — для класса точности А;
1,6 мкм — для класса точности В;
3,2 мкм — для класса точности С.
3.4. На поверхности штифтов не допускаются трещины; риски и следы от роликов или резца, выводящие размеры изделий за предельные отклонения; коррозия; заусенцы на прорези; заусенцы и вмятины на резьбе, препятствующие навинчиванию (ввинчиванию) проходного калибра.
3.5. На торцовых поверхностях штифтов допускаются выпуклости
в пределах размеров фасок. На одном из торцев допускается вогнутость глубиной не более половины фаски.
3.6. Штифты должны изготовляться с покрытиями: окисным, пропитанным маслом; фосфатным, пропитанным маслом или без покрытия. Допускается по согласованию между изготовителем и потребителем применять покрытия других видов.
Технические требования к покрытиям — по ГОСТ 9.301.
4. ПРАВИЛА ПРИЕМКИ
4.1. Правила приемки — по ГОСТ 17769.
4.2. При контроле размеров насеченных штифтов главным параметром следует считать диаметр описанной окружности насечек.
5. МЕТОДЫ КОНТРОЛЯ
5.1. Контроль внешнего вида штифтов проводят осмотром без применения увеличительных приборов, в помещении с освещенностью не менее 300 лк.
Допускается использовать лупу с увеличением 2,5—3
5.2. Диаметр описанной окружности насеченных штифтов проверяют калибрами-кольцами.
5.3. Резьбу проверяют предельными калибрами по ГОСТ 24997.
5.4. Остальные размеры штифтов проверяют универсальными методами и средствами.
5.5. Контроль твердости — по ГОСТ 2999.
5.6. Шероховатость рабочих поверхностей штифтов проверяют органолептическим методом путем сравнения с образцами шероховатости по ГОСТ 9378 или приборами.
5.7. Контроль качества покрытий — по ГОСТ 9.302.
6. УПАКОВКА И МАРКИРОВКА
6.1. Временная противокоррозионная защита, упаковка штифтов и маркировка тары — по ГОСТ 18160.
СХЕМА УСЛОВНОГО ОБОЗНАЧЕНИЯ ШТИФТОВ
Штифт Х_. XX XXX х XXX . X X . X . X . X

ГОСТ X . . . X — XX 8
7— исполнение. Исполнение 1 не указывается; 2— диаметр штифта; 3 — поле допуска диаметра. Указываются только нерекомендуемые поля допусков; 4— длина штифта; 5 — марка материала. Марка стали 45 не указывается; 6 — указание о термообработке незакаленных штифтов — буква Т; 7— обозначение покрытия по ГОСТ 9.306. Допускается цифровое обозначение вида покрытия по ГОСТ 1759.0; 8 — обозначение стандарта на штифт конкретного вида.
Пример условного обозначения штифта по ГОСТ 3128, исполнения 7, диаметром d = 5 мм, длиной / = 50 мм, из стали 45, без покрытия:
Штифт 5×50 ГОСТ 3128- 70
То же, исполнения 2, с полем допуска диаметра h9, из стали 35, с термообработкой, с кадмиевым покрытием толщиной 6 мкм, хроматирован-ным:
Штифт 25h9x50J5.TKd6.xp ГОСТ 3128-70
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
В.Г. Серегин, А.М. Свиридов, Т.Б. Левина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.03.86 № 732
3. Срок проверки — 1998 г., периодичность проверки — 5 лет
4. Стандарт полностью соответствует СТ СЭВ 238—85
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
ГОСТ 9.301-86 ГОСТ 9.302-88 ГОСТ 9.306-85 ГОСТ 1050-88 ГОСТ 1759.0-87 ГОСТ 2999—75 ГОСТ 3128—70 ГОСТ 3129-70 ГОСТ 9378—93 ГОСТ 9464—79 ГОСТ 9465-79 ГОСТ 10702-78 ГОСТ 10773-93 ГОСТ 10774-80 ГОСТ 12207-79 ГОСТ 12850.1—93 ГОСТ 16093-81 ГОСТ 17769-83 ГОСТ 18160-72
ГОСТ 26862-86 (СТ СЭВ 238-85) ШТИФТЫ. ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Добавил: Богдан Кривошея
Дата: [24.04.2018]
ГОСТ 26862-86 (СТ СЭВ 238-85) ШТИФТЫ. ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Pins. General specifications
Дата введения 1 июля 1987 г.
Настоящий стандарт распространяется на штифты с диаметрами от 0, 6 до 50 мм, предназначенные для работы при температуре от минус 50 до плюс 300°С.
Стандарт не распространяется на пружинные штифты и штифты, к которым предъявляются специальные требования по свариваемости, коррозионной стойкости или антимагнитным свойствам.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
1. Классификация
1.1. По точности рабочей поверхности штифты подразделяют на три класса точности: А, В, С.
1.2. По форме рабочей поверхности штифты делят на две группы: цилиндрические и конические.
2. Размеры
2.1. Размеры штифтов должны соответствовать требованиям, установленным в стандартах на штифты конкретных видов.
2.2. Поля допусков размеров рабочей поверхности штифтов должны соответствовать указанным в табл. 1.
Примечание. Поля допусков, указанные в скобках, применять не рекомендуется.
(Измененная редакция, Изм. N 1).
2.3. Предельные отклонения (поля допусков) размеров, не указанные в настоящем стандарте и в стандартах на штифты конкретных видов, должны быть:
— для линейных размеров до 0, 3 мм — плюс 0, 1 мм; св. 0, 3 до 1, 0 мм — плюс 0, 15 мм, св. 1 мм — js15, для угловых размеров —
2.4. Неуказанные отклонения формы поверхностей штифтов — по ГОСТ 25069.
2.5. Резьба — по ГОСТ 24705. Шаг резьбы — крупный.
Поля допусков резьбы — по ГОСТ 16093: 6g — для наружной, 6Н — для внутренней. Предельные отклонения длины резьбы — плюс 2 шага резьбы.
Допускаются поля допусков резьбы: 8g — для наружной, 7Н — для внутренней.
2.6. Размеры сбегов, недорезов, проточек и фасок резьбы — по ГОСТ 27148.
2.5, 2.6. (Измененная редакция, Изм. N 1).
2.7. Схема построения условных обозначений штифтов приведена в приложении.
3. Технические требования
3.1. Незакаленные штифты изготовляют из стали марки 45 по ГОСТ 1050 и ГОСТ 10702. Допускается по согласованию между изготовителем и потребителем применять материалы других марок. Закаленные штифты изготовляют из углеродистых качественных или легированных сталей.
3.2. Твердость назакаленных штифтов должна быть от 125 до 245 HV или не менее 78 HRB. Допускается по согласованию между изготовителем и потребителем изготовлять незакаленные штифты с термической обработкой.
Твердость закаленных штифтов должна быть от 550 до 650 HV30 или 58 . 62 HRCэ.
Твердость цементируемых штифтов должна быть от 600 до 700 HV1. Твердость на глубине науглероженного слоя от 0, 25 до 0, 4 мм — 550 HV1 мин.
(Измененная редакция, Изм. N 1).
3.3. Значения параметров шероховатости Ra рабочих поверхностей штифтов не должны быть более:
0, 8 мкм — для класса точности А;
1, 6 мкм — для класса точности В;
3, 2 мкм — для класса точности С.
3.4. На поверхности штифтов не допускаются трещины; риски и следы от роликов или резца, выводящие размеры изделий за предельные отклонения; коррозия; заусенцы на прорези; заусенцы и вмятины на резьбе, препятствующие навинчиванию (ввинчиванию) проходного калибра.
3.5. На торцовых поверхностях штифтов допускаются выпуклости в пределах размеров фасок. На одном из торцов допускается вогнутость глубиной не более половины фаски.
3.6. Штифты должны изготовляться с покрытиями: окисным, пропитанным маслом; фосфатным, пропитанным маслом или без покрытия. Допускается по согласованию между изготовителем и потребителем применять покрытия других видов.
Технические требования к покрытиям — по ГОСТ 9.301.
4. Правила приемки
4.1. Правила приемки — по ГОСТ 17769.
4.2. При контроле размеров насеченных штифтов главным параметром следует считать диаметр описанной окружности насечек.
5. Методы контроля
5.1. Контроль внешнего вида штифтов проводят осмотром без применения увеличительных приборов, в помещении с освещенностью не менее 300 лк.
Допускается использовать лупу с увеличением 2, 5-3 х .
5.2. Диаметр описанной окружности насеченных штифтов проверяют калибрами-кольцами.
5.3. Резьбу проверяют предельными калибрами по ГОСТ 24997.
5.4. Остальные размеры штифтов проверяют универсальными методами и средствами.
5.5. Контроль твердости — по ГОСТ 2999.
5.6. Шероховатость рабочих поверхностей штифтов проверяют органолептическим методом путем сравнения с образцами шероховатости по ГОСТ 9378 или приборами.
5.7. Контроль качества покрытий — по ГОСТ 9.302.
6. Упаковка и маркировка
6.1. Временная противокоррозионная защита, упаковка штифтов и маркировка тары — по ГОСТ 18160.
Схема условного обозначения штифтов
Штифт X. XX XXX х XXX . X . Х . X . X . X ГОСТ Х . X — XX
1│ 2│ │3 4│ 5│ 6│ 7│ 8│
1 — исполнение. Исполнение 1 не указывается; 2 — диаметр штифта; 3 — поле допуска диаметра. Указываются только нерекомендуемые поля допусков; 4 — длина штифта; 5 — марка материала. Марка стали 45 не указывается; 6 — указание о термообработке незакаленных штифтов — буква Т; 7 — обозначение покрытия по ГОСТ 9.306. Допускается цифровое обозначение вида покрытия по ГОСТ 1759.0; 8 — обозначение стандарта на штифт конкретного вида.
Пример условного обозначения штифта по ГОСТ 3128, исполнения 1, диаметром d = 5 мм, длиной l = 50 мм, из стали 45, без покрытия:
Штифт 5×50 ГОСТ 3128-70
То же, исполнения 2, с полем допуска диаметра h9, из стали 35, с термообработкой, с кадмиевым покрытием толщиной 6 мкм, хроматированным:
Метизы и Крепеж в Украине
Навигация
- Новинки продаж
- Доска Объявлений
- Форум
- Создать
- Опросы
- Статьи
- Последние сообщения
Технокомплект
- О нас
- Что такое метизы?
- Контакты
- «Под ЗАКАЗ»
- Аренда
- Вакансии
- Новая рапродажа крепежа
- Порядок и режим работы
- Прайс-лист на метизы и крепеж
- Схемы проезда
- IMPORT-EXPORT
- Дружковский метизный завод
Представительства
- Технокомплект в Киеве
- Технокомплект в Одессе
- Технокомплект в Харькове
- Технокомплект в Житомире
Необходимые в работе документы
- Типовой Договор
- Спецификация к Договору
- Сертификат качества
- Положение №888
- Инструкция № П-6
- Инструкция № П-7
- Коды УКТ ВЭД
- Инкотермс 2000 /Инкотермс 2010
Товар на складе
- DIN 125A — Купить плоскую шайбу
- DIN 7980 — Купить шайбу-гровер пружинную
- DIN 9021 — Купить шайбу увеличенную
- DIN 975 — Купить шпильку резьбовую
- DIN 985 — Купить стопорную гайку
- Гайка канальная для профилей STRUT
- Латунные забиваемые анкера
- Саморезы для кровли и профнастила
- Струбцины монтажные из ковкого чугуна
Новые обсуждения форума
- Полезные советы
- Обозначение и классы прочности болтов
- Подходит ли этот поставщик для открытия магазина метизов?
- ВНИМАНИЕ — рискованный продавец из Китая — WARNING — risky seller from China
- Какой ГОСТ или DIN на болты анкерные с гайкой?
Последние комментарии
- Куплю арматуру для реализации в РБ
22 недели 9 часов назад - ПОСТАВКА СЫРЬЯ
47 недель 3 дня назад - Принцип подбора лотков для кабеля и всё что нужно для кабельных
1 год 4 недели назад - микросфера
1 год 8 недель назад - готовы поставить вам арматуру в любом обьеме. +380689250046
1 год 18 недель назад - Реле РКН РС4.500.163 = 2 шт. куплю
1 год 21 неделя назад - Генераторы на сегодняшний
1 год 26 недель назад - сварка и монтаж Киев
1 год 30 недель назад - Арматура
1 год 34 недели назад - Здравствуйте, продаем
1 год 34 недели назад
17.05.2021 — Обновлен Прайс-лист на крепеж, новый ассортимент крепежа, крупные поставки из ЕС и Китая
17.05.2021 — Контейнер с метрикой из Индии
2021 год — Регулярные поставки контейнеров с крепежом из Индии, Китая, Малайзии, Тайваня
ГОСТ 26862-86 (СТ СЭВ 238-85) : ШТИФТЫ. ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Pins. General specifications



Важное

Каталог метизов и крепежа
- КАТАЛОГ МЕТИЗОВ И КРЕПЕЖА
- Интерактивный Каталог
- Каталог ГОСТов
- Болты
- Винты
- Гайки
- Гвозди
- Детали крепления трубопроводов
- Заклепки
- Саморезы
- Шайбы
- Шпильки
- Шплинты
- Шурупы
- Маш-крепеж
- Мебельный крепеж
- Сельхоз-крепеж
- Строительный крепеж
- Крепеж верхнего строения пути
- Спецкрепеж
ПОДПИСЫВАЙТЕСЬ на нас в FB!
узнавайте первыми об акциях и скидках
ГОСТ 26862-86 Штифты. Общие технические условия











ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 26862-86
(СТ СЭВ 238-85)
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Общие технические условия
Pins. General specifications
ГОСТ
26862-86
(СТ СЭВ 238-85)
Дата введения 01.07.87
Настоящий стандарт распространяется на штифты с диаметрами от 0,6 до 50 мм, предназначенные для работы при температуре от минус 50 до плюс 300 °С.
Стандарт не распространяется на пружинные штифты и штифты, к которым предъявляются специальные требования по свариваемости, коррозионной стойкости или антимагнитным свойствам.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
1. КЛАССИФИКАЦИЯ
1.1. По точности рабочей поверхности штифты подразделяют на три класса точности: А, В, С.
1.2. По форме рабочей поверхности штифты делят на две группы: цилиндрические и конические.
2. РАЗМЕРЫ
2.1. Размеры штифтов должны соответствовать требованиям, установленным в стандартах на штифты конкретных видов.
Поле допуска размеров d, d1 классов точности
Цилиндрические штифты
Штифты цилиндрические по ГОСТ 3128

Штифты цилиндрические закаленные по ГОСТ 24296

Штифты цилиндрические с внутренней резьбой по ГОСТ 12207

Штифты цилиндрические заклепочные по ГОСТ 10774

Штифты цилиндрические насеченные с коническими насечками по ГОСТ 10773

h9 для d1 до 3 мм, h11 для d1 св. 3 мм
Штифты цилиндрические насеченные с направляющим концом по ГОСТ 12850.1

h9 для d1 до 3 мм, h11 для d1 св. 3 мм
Штифты цилиндрические насеченные с фаской

h9 для d1 до 3 мм, h11 для d1 св. 3 мм
Конические штифты
Штифты конические по ГОСТ 3129

Штифты конические с внутренней резьбой по ГОСТ 9464

Штифты конические разводные по ГОСТ 19119

Штифты конические с резьбовой цапфой незакаленные по ГОСТ 9465

Примечани е. Поля допусков, указанные в скобках, применять не рекомендуется.
(Измененная редакция, Изм. № 1).
2.3. Предельные отклонения (поля допусков) размеров, не указанные в настоящем стандарте и в стандартах на штифты конкретных видов, должны быть:
— для линейных размеров до 0,3 мм — плюс 0,1 мм; св. 0,3 до 1,0 мм — плюс 0,15 мм, св. 1 мм — js15, для угловых размеров — ±АТ16/2.
2.5. Резьба — по ГОСТ 24705 . Шаг резьбы — крупный.
Поля допусков резьбы — по ГОСТ 16093: 6g — для наружной, 6Н — для внутренней. Предельные отклонения длины резьбы — плюс 2 шага резьбы.
Допускаются поля допусков резьбы: 8g — для наружной, 7Н — для внутренней.
2.5, 2.6. (Измененная редакция, Изм. № 1).
2.7. Схема построения условных обозначений штифтов приведена в приложении.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Незакаленные штифты изготовляют из стали марки 45 по ГОСТ 1050 и ГОСТ 10702 . Допускается по согласованию между изготовителем и потребителем применять материалы других марок. Закаленные штифты изготовляют из углеродистых качественных или легированных сталей.
3.2. Твердость незакаленных штифтов должна быть от 125 до 245 HV или не менее 78 HRB. Допускается по согласованию между изготовителем и потребителем изготовлять незакаленные штифты с термической обработкой.
Твердость закаленных штифтов должна быть от 550 до 650 HV30 или 58 . 62 НRСэ.
Твердость цементируемых штифтов должна быть от 600 до 700 HV1. Твердость на глубине науглероженного слоя от 0,25 до 0,4 мм — 550 HV1 мин.
(Измененная редакция, Изм. № 1).
3.3. Значения параметров шероховатости R a рабочих поверхностей штифтов не должны быть более:
0,8 мкм — для класса точности А;
1,6 мкм — для класса точности В;
3,2 мкм — для класса точности С.
3.4. На поверхности штифтов не допускаются трещины; риски и следы от роликов или резца, выводящие размеры изделий за предельные отклонения; коррозия; заусенцы на прорези; заусенцы и вмятины на резьбе, препятствующие навинчиванию (ввинчиванию) проходного калибра.
3.5. На торцовых поверхностях штифтов допускаются выпуклости в пределах размеров фасок. На одном из торцев допускается вогнутость глубиной не более половины фаски.
Технические требования к покрытиям — по ГОСТ 9.301.
4. ПРАВИЛА ПРИЕМКИ
4.2. При контроле размеров насеченных штифтов главным параметром следует считать диаметр описанной окружности насечек.
5. МЕТОДЫ КОНТРОЛЯ
5.1. Контроль внешнего вида штифтов проводят осмотром без применения увеличительных приборов, в помещении с освещенностью не менее 300 лк.
Допускается использовать лупу с увеличением 2,5 — 3 ´ .
5.2. Диаметр описанной окружности насеченных штифтов проверяют калибрами-кольцами.
5.4. Остальные размеры штифтов проверяют универсальными методами и средствами.
6. УПАКОВКА И МАРКИРОВКА
ПРИЛОЖЕНИЕ
Рекомендуемое
СХЕМА УСЛОВНОГО ОБОЗНАЧЕНИЯ ШТИФТОВ

1 — исполнение. Исполнение 1 не указывается; 2 — диаметр штифта; 3 — поле допуска диаметра. Указываются только нерекомендуемые поля допусков; 4 — длина штифта; 5 — марка материала. Марка стали 45 не указывается; 6 — указание о термообработке незакаленных штифтов — буква Т; 7 — обозначение покрытия по ГОСТ 9.306. Допускается цифровое обозначение вида покрытия по ГОСТ 1759.0; 8 — обозначение стандарта на штифт конкретного вида.
Пример условного обозначения штифта по ГОСТ 3128, исполнения 1, диаметром d = 5 мм, длиной l = 50 мм, из стали 45, без покрытия:
Штифт 5 ´ 50 ГОСТ 3128-70
То же, исполнения 2, с полем допуска диаметра h9, из стали 35, с термообработкой, с кадмиевым покрытием толщиной 6 мкм, хроматированным:
Штифт 2.5h9 ´ 50.35.Т.Кд6.хр ГОСТ 3128-70
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
РАЗРАБОТЧИКИ
В.Г. Серегин, A.M. Свиридов, Т.Б. Левина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.03.86 № 732
3. Срок проверки — 1998 г., периодичность проверки — 5 лет
4. Стандарт полностью соответствует СТ СЭВ 238-85
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ