
Глубокое травление латуни в домашних условиях
Изготовление фурнитуры для украшений своими руками: травление меди и латуни

Для работы нам понадобятся:
пластинка меди или латуни
ровная доска или наковальня
ёмкости для воды , лимонной кислоты и раствора хлорного железа
плоскогубцы или другой похожий инструмент.
Я взяла пластинки и меди, и латуни. Процесс для обоих металлов одинаков. Я травлю всё в одной ёмкости
Как видно на фотографии, металл изначально неровный, погнутый, грязненький и зачуханный. Потому что вагончики продавцов металла у нас обычно не менее грязненькие и зачуханные. Но в работе кривая поверхность нам будет мешать при наклеивании картинок. И травильный раствор не сможет растечься равномерно по поверхности пластинок.
![]()
Поэтому нужно пластинки более-менее выровнять. Удобнее всего, на мой взгляд, использовать резиновую киянку или деревянный молоток, отбив металл на ровной твёрдой поверхности. У меня это наковаленка, но можно взять ровную доску или табуретку, если не жалко.
Металлический молоток не подойдёт, он жёстче мягкой меди и относительно мягкой латуни. Поэтому на пластинках останутся следы и вмятины от обычного молотка.
![]()
Относительно ровные пластинки кладём или в ёмкость с горячей водой, в которой щедро растворяем лимонную кислоту.
![]()
Или ставим ёмкость с водой и кислотой на огонь. Мне так нравится больше, потому что очистка металлов от окислов идёт почти мгновенно. Доводить до кипения не стоит. Считается, что в кипящей воде лимонная кислота утрачивает свои свойства.
![]()
Пластинки стали заметно чище. Латунь у меня такой какой-то марки, что цинк легко вымывается из её верхнего слоя. Поэтому проступает чистая медь.
С этого момента пластинки руками трогать нельзя. Только чистой тряпочкой или инструментами. Слой жира от пальцев создаст защитный слой на металле и нарушит рисунок. Короче, протравятся ваши отпечатки пальцев.
![]()
Дальше я заклеиваю изнанку скотчем. Можно закрашивать лаком для ногтей или акриловой краской. Но скотч — самый удобный и лёгкий вариант.
Лучше оставить небольшие поля скотча по краям. За них удобно брать пластинки без страха их испачкать.
Иногда нужны двусторонние элементы в украшении, которые могут переворачиваться при движении. Тогда рисунок можно наносить с двух сторон. Только толщина металла должна быть не менее 0,6 мм или даже 0,7 мм. Иначе в местах наложения рисунка протравите пластину насквозь.
![]()
Переходим к нанесению рисунка.
Способов много. Я обычно использую водостойкие наклейки или перевожу с помощью утюга картинки, сделанные на лазерном принтере. Но сейчас муж в отъезде, а лазерный принтер у него на работе. Поэтому использую наклейки. Можно рисовать перманентным маркером, лаком для ногтей, битумом, акриловыми красками. Но рисую я значительно менее аккуратно, чем клею наклейки. Поэтому пользовалась маркером только поначалу.
![]()
Наклеиваем, не касаясь металла, и приглаживаем тряпочкой. Если недостаточно плотно наклеить картинку, будут пробелы в рисунке в итоге.
![]()
![]()
У меня 2 источника хлорного железа — химическая лаборатория, торгующая лабораторной посудой и химикатами. У них было значительно дешевле года полтора назад, когда я последний раз заказывала у них железо. И магазины радиотоваров. У них дороже, но если вы не планируете натравить вагончик металла, как это часто делаю я, то вам вполне годится 250-граммовая баночка. Она стоила рублей 70 последний раз. Но это было года 2 назад.
![]()
Не смущайтесь надписью «борная кислота», читайте под ней.
![]()
Вид хлорного железа сверху.
![]()
Я развожу 1 часть железа 3 частях воды.
![]()
Развела, пластинки положила. Латунные вниз лицом, медную поверх них вверх лицом. Лучше травить при температуре 50-60 градусов. Зимой для этого годится батарея. Но сейчас можно хотя бы изначально залить горячей водой.
![]()
Ушла писать мастер-класс на 1 час 15 минут.
Пришла, проверила. Готово. Раствор можно использовать ещё. Просто с каждым разом время травления увеличивается. Считается, что раствор выработался и не годен, если он приобрёл красивый изумрудно-зелёный цвет.
![]()
Латунь моя пятнистая почти всегда — такая вот марка.
![]()
Изнанка осталась неизменной под скотчем.
![]()
Дальше вырезаете элементы, шлифуете острые края, патинируете и полируете. Добавляете в украшение. Готово.
На деле всё гораздо быстрее и легче, чем в письменном виде. Главное, раздобыть материалы.
Урок по химическому травлению латуни.
Всем добрый день!
Решил поделиться опытом по химическому травлению латуни. При травлении меди использую ту же методику, отличие лишь в том, что медь травится быстрее. Выполняю его по методу ЛУТ — так называемый метод лазерно-утюжного травления. Многие с ним знакомы, а кто еще не знаком, надеюсь данная информация будет полезна.
Используемые материалы:
— листовая латунь 0,6мм
— гексагидрат хлорида железа, он же FeCl3*6H2O, он же шестиводный хлорид железа
— пленка для лазерной печати
— секундный клей «Момент Гель» от Henkel на цианакрилатной основе
— прочее (офисная бумага, лазерный принтер, вода)
— деревянные палочки
— стеклянная или пластиковая ёмкость
Еще потребуется желание и терпение!
Начнем с подготовки рисунка для травления. Я использую как векторную, так и растровую графику.
Обязательно проверяю, чтобы цвет изображения был «абсолютно» черный.
Далее вывожу на печать изображение, чтобы посмотреть как оно выглядит на бумаге. Всегда вывожу два изображения (на случай, если изображение с пленки на латунь плохо переведется будет запасной вариант). 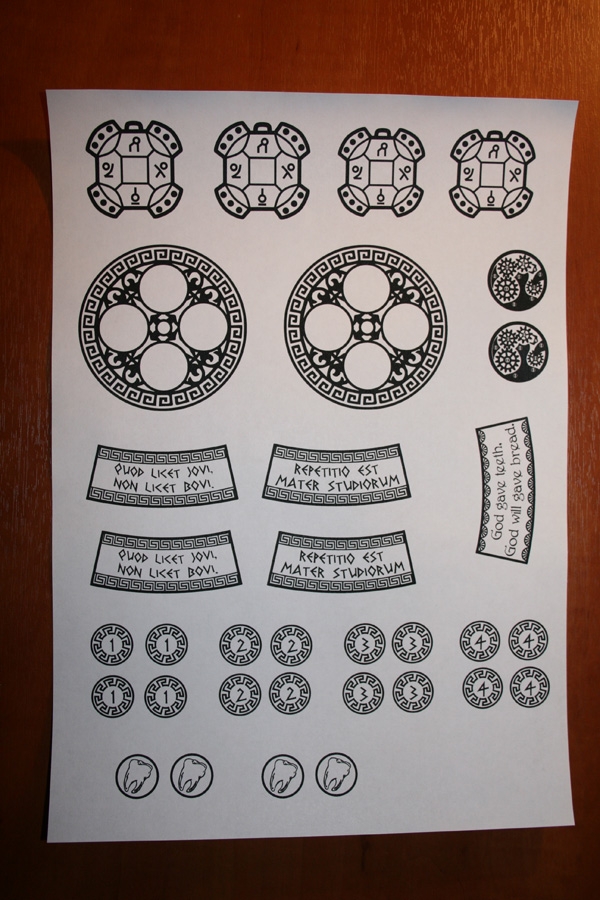
Затем беру пленку для лазерной печати. 
Перед выводом на печать выставляю в настройках лазерного принтера, либо максимальное разрешение, либо убираю режим экономии тонера (всё зависит от используемой модели принтера). Теперь внимание — обязательно необходимо выставить ЗЕРКАЛЬНУЮ печать, чтобы затем после травления получить правильное изображение. В случае симметричных рисунков это необязательно. 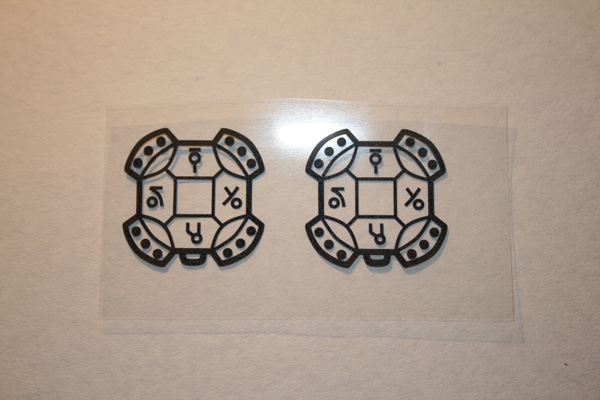
Затем вырезаю необходимый фрагмент.
Потом вырезаю под размер фрагмента кусочек листовой латуни. 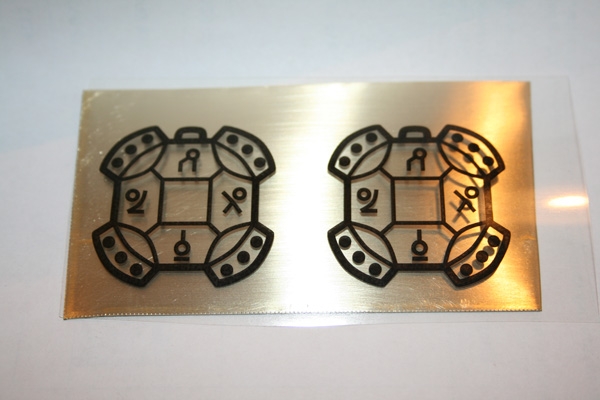
Готовимся к переносу изображения на латунь.
Далее, маленький момент, но он очень бережет нервы.
Как закрепить пленку на латуни, чтобы она не съехала во время глажки?
Очень просто — по углам пластины ставим микрокапельки клея «Момент Гель» и сажаем пленку на пластину. В данном случае у меня шесть капелек — четыре по углам и две посередине. Готово. 
Кладем латунь с пленкой на ровную поверхность, я использую кусок ДСП и толстый слой бумаги. Сверху на него кладу сложенный пополам обычный лист формата А4. 
Далее приступаем к шаманству. Тут как говорится — пока сам не попробуешь, не прочуствуешь — не получится. 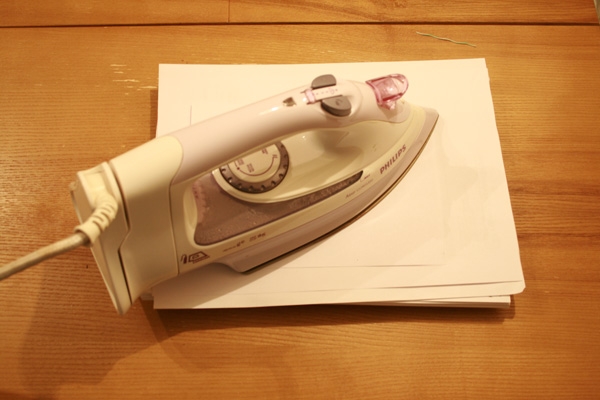
Выставляю на утюге нагрев почти на максимум. Начинаем прогревать поверхность – водим прямо по листу бумаги утюгом равномерно во все сторону плотно прижимая утюг к бумаге в течение где-то 20-30 секунд. И так около пяти раз. 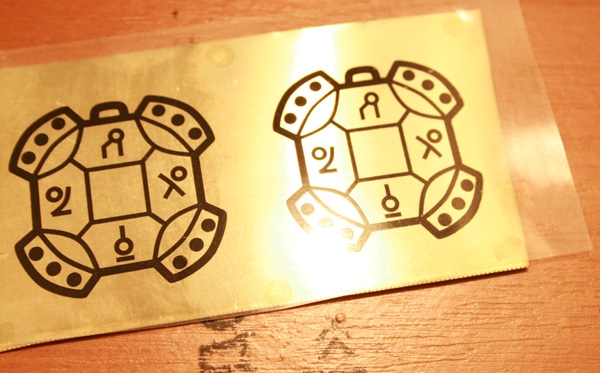 Критерием готовности является проявление «рельефности» пленки, т.е. если смотреть на поверхность под большим углом, то можно увидеть, что пленка в местах где есть краска, пленка имеет выпуклую поверхность.
Критерием готовности является проявление «рельефности» пленки, т.е. если смотреть на поверхность под большим углом, то можно увидеть, что пленка в местах где есть краска, пленка имеет выпуклую поверхность. 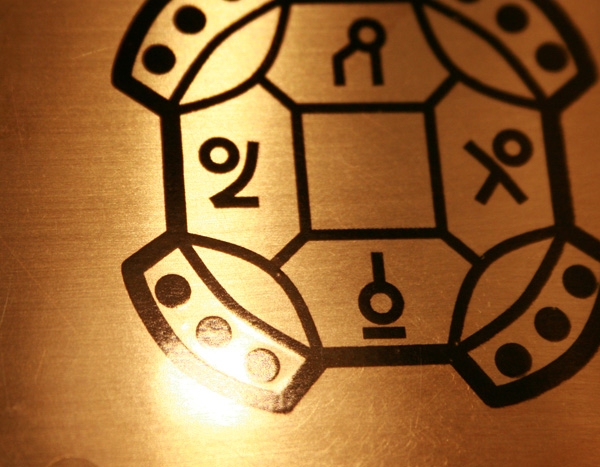
Далее под водой аккуратно отдираю пленку – все отлично перевелось. 
Если где-то есть небольшие пробелы, то аккуратно на кончике иглы беру тот же клей Момент Гель и «закрашиваю» эти места. Гель именно потому, что он не растекается и можно точечно «закрасить». Далее обрезаем лишние куски латуни, чтобы зря не расходовать травильный раствор. 
Затем защищаем обратную поверхность. Можно использовать Цапон-лак, но я использую все тот же клей Момент Гель. При работе с этим клеем нужно быть осторожным, т.к. он на цианакрилатной основе и пары могут раздражать слизистые глаз. 
Почти всё готово к травлению. Осталось сделать приспособу, чтобы держать нашу заготовку. Я использую деревянные палочки, связанные резинкой (напоминает большую прищепку). 
Палочки покрыты лаком, чтобы на намокали и не гнили в травильном растворе.
Далее берем шестиводный раствор хлорида железа и добавляем его в воду. 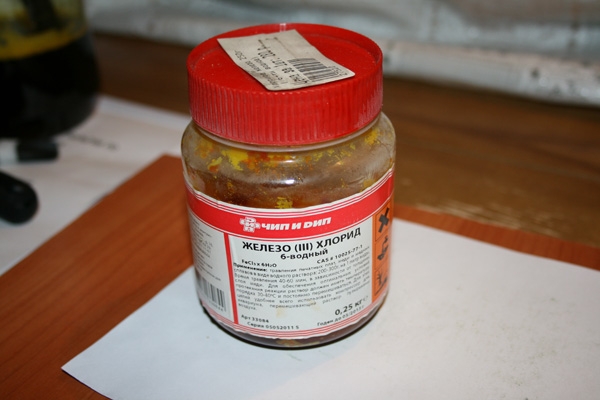
(БУДЬТЕ внимательны, если брать безводный раствор хлорида железа, то всегда надо сыпать именно порошок в воду, а не наоборот, т.к. идет сильная экзотермическая реакция и всё содержимое может оказаться на вас).
Помещаем нашу «прищепку» с заготовкой в раствор. Начинается процесс травления. 
Изображение, естественно, должно быть направлено вниз. Далее примерно через каждые 5-15 мин желательно доставать заготовку и смотреть как идет травление, а промывать заготовку под струей воды комнатной температуры. 
Это делается для того, чтобы смыть образующийся налет, который тормозит травление. 
Если есть магнитная мешалка, то можно ее поставить под емкость и включить – процесс травления будет идти быстрее.
Далее в процессе травления смотрим – когда глубина травления устраивает – то прекращаем травление. Все аккуратно убираем. Емкость с хлоридом железа лучше очень хорошо закрыть и упаковать (если разольется, то отмыть рыжие пятна будет достаточно проблематично). Радуемся полученному результату. 
Далее снимаем защитный слой с обратной стороны (легко снимается обычным ножом) и дальше работаем с заготовкой. Надеюсь сей урок окажется полезным. Всем удачи в творчестве и новых работ. Да прибудет с нами сила ПАРА!
 electroforming
electroforming
 electroforming
electroformingЭлектроформинг
Гальванопластика
Эта статья целиком и полностью была переведена и составлена пользователем  snipesp для ресурса , и размещена здесь с его разрешения.
snipesp для ресурса , и размещена здесь с его разрешения.
Оригинальная статья на английском языке находится здесь . Автор оригинала — Jake von Slatt
Примеры работ со ссылками на ресурс Steampunker.ru
В статье про стимпанк-стратокастер (автор оригинала Jake von Slatt) была дана ссылка на описание процесса электролитического травления латуни.
Так как это описание довольно большое, я решил разделить его на две части:
1. Перенос тонера на латунную пластинку.
2. Сам процесс травления.
Меня часто спрашивают о толщине и типе латуни, используемой в моих работах, а так же где можно её достать. Я везунчик, потому что недалеко от меня есть специализированный магазин, где я покупаю большинство моих ресурсов. Использовал я 0,025 дюймовую (22ga) латунь и её сплавы (прим. пер.: 0,025 дюйма — это примерно 0,635 мм). В крайнем случае вы можете купить «дверные пластины для удара ногой» (прим. пер.: у нас еще не сильно распространено — в общем металлическая пластина, которая крепится к нижней части двери) в вашем ближайщем магазине, но вам придется счистить лак. Если не сможете найти магазин рядом, можно заказать по сети, но это самый дорогой способ.
Недавно я видел блокноты Mark Frauenfelder’a выпущенные в ограниченном количеств на BoingBoing и незамедлительно подумал об использовании процесса электролитического вытравливания латуни, с которым я экспериментировал, пытаясь сделать подобные блокноты для подарков в этом году.
Как видим они получились довольно хорошо и двухвековая история Молескина придает проекту определенную причастность к стимпанку.
Эту технику я адаптировал для простого отпечатка картинок на пластинки латуни. Я говорю «отпечатка», но на самом деле я использую электро-химическое вытравливание латуни. Вот сам процесс:
Сначала мы используем лазерный принтер для распечатки негатива нашей картинки на лист «струйной» глянцевой фото бумаги. Да, я написал «струйная» бумага, это специальная бумага, используемая, как они говорят, в фармацевтическом бизнесе.
Далее чистим весь кусок латуни светлым скотчем (Scotch Brigh) и затем протираем алкоголем, пока окончательно не станет чистой. Необходимо несколько алкогольных зачисток, чтоб удалить всю грязь.
Далее мы используем утюг с максимальным накалом для того, чтобы тонер вплавить в латунную пластину. Надо сильно нажимать на утюг и чуть-чуть им вращать. Для дальнейшего прижима бумаги к латуни я использовал валик. Всего на нагрев и прокатку уходит около двух минут.
Если вы удостоверились, что тонер полностью расплавился на медь, бросьте пластины в лоток с горячей водой. Вода нужна, чтобы смягчить струйную фото бумагу, чтобы она могла быть счищена от застрявшего в латуни тонера.
На самом деле это метод, который был разработан для любителей электронных печатных плат. Пожалуйста, см. библиографию ниже для получения более подробной информации по этой части процесса.
После того, как пластина замачивалась в течение 5-10 минут, выньте её и осторожно попробуйте оторвать размягченные кусочки бумаги. После снятия одного слоя, верните пластинку в воду.
Как только вы снимите большую часть бумаги, можете воспользоваться жесткой щеткой, чтобы удалить остатки. Наша цель — чтоб ничего не осталось кроме латуни и тонера.
Теперь мы переходим к изящной технологии 19 века — гальваническому гравированию (Galvanic Etching). Вы можете быть знакомы с методикой гальванопокрытия, где металлический объект покрывается слоем из другого металла, после помещения его в ванну с металлом-источником (будет выступать ресурсом для покрывающего слоя), и пропускании тока через них.
Мы собираемся сделать в точности то же самое, за исключением того, что подключим нашу пластинку к аноду (+), поскольку стремимся удалить металл из неё. Этот метод был разработан в 19-м веке для создания гравюр и всё ещё используется сегодня. Опять же, см. библиографию в ресурсах.
Мои исследования показали, что для травления меди и цинка может быть использован медный купорос. Поскольку я хотел гравировать латунь, а латунь это сплав меди и цинка, медный купорос должен был быть правильным решением для данного проекта.
Я порылся в гараже и нашел этот контейнер «Root Kill», который по сути своей и есть медный купорос (прим пер.: на сколько я знаю, медный купорос у нас так и продается под видом медного купороса). Я смешал около фунта (453 грамма) «Root Kill» с водой, ниже есть фотка. Все это растворено поэтому я, вероятно, мог смешать немного в других пропорциях. Из информации с сайтов я выяснил, что чем более насыщенный раствор тем быстрее идет процесс гравирования.
Я сделал держатели для латунных пластинок из покрытого медью стержня в надежде, что олово не будет взаимодействовать со стержнем.
Рабочий фрагмент прикрепляем к аноду — плюс на аккумуляторе. Я использовал 12 в. 17 амп. свинцовый кислотный гелевый блок (12 volt 17 amp hour lead acid gel cell), но так же можно использовать и автомобильный аккумулятор, зарядное устройство или доработанный блок энергоснабжения ПК. В цепи может быть использована лампа, для ограничения проходящего через электролит тока, но я обнаружил, что для электролита, который я использую, и размера моей пластинки — это было не нужно. Кроме того, поскольку я хочу глубокий рисунок в латуни — мне не нужно нежничать с материалом.
Через минуту или около того ничего не происходило, хотя коричневатый остаток сформировался во время работы. Я снял лампочку с цепи и переставил пластинки поближе друг к другу. На этом расстоянии провод 16, который я использовал, начал греться, и я мог видеть уменьшение плотности горячей воды вокруг пластин в ванне. Я считают, что сила тока была примерно 10-20 амп. Было на удивление мало пузырьков.
После перестановок процесс стал проходить быстрее. Я брал пластинку из ванны примерно каждые 15 минут и счищал коричневатый осадок. После, примерно, 45 минут в ванне я заметил, что тонер в некоторых местах отошел после очистки, поэтому я взял пластинку и хорошо её промыл. Я использовал очиститель от краски для удаления тонера, а в другом случае я использовал стальную щетку под проточной водой. С щеткой получилось так же хорошо.
Пластины готовы, я оцениваю толщину стравленной латуни примерно в 0.5мм. Материал удаляется последовательно и края, где был тонер, четкие и аккуратные.
Я покрыл пластинку черным грунтом, дал высохнуть, и использовал наждачную бумагу и светлый скотч для снятия грунтовки с верхних поверхностей. Наконец, я отполировал пластинки Noxon Metal Polish.
Вот кадр с готовой пластиной и распечатанным на лазерном принтере негативе, как вы можете видеть, изображение в латуни воспроизводится почти идеально.
Ниже приводится еще один вариант пластин, которые я сделал ранее. На фотографии можно увидеть, что внизу справа у меча отсутствует эфес. Это часть изображения была закрашена с использованием Sharpie (прим. пер.: фирма, выпускающая фломастеры и маркеры) и тушь, по всей видимости, не осталась на латуни. Тем не менее, на обратной стороне можно четко разглядеть разные двигатели Чарльза Баддаджа. Я пробовал перенести тонер с картинки, распечатанной на тонкой бумаге, но отказался от него, потому что слой тонера, остающийся на латуни, слишком тонкий.
Возможно, я вновь попробую эту технику, так как это довольно легко и быстро, и, несомненно, эффективно.
Предупреждение: некоторые этапы этого процесса опасны, и статья делает попытку рассмотреть их в деталях. Вместе с тем Greenart имеет обширную информацию об этом процессе. Я призываю всех, кто планирует заняться этим, пройти по ссылке, прочитать и понять информацию по использованию и технику безопасности. В частности, вы должны прочитать статью о процессе под названием Бордосское Травление (Bordeaux Etch), поскольку она рассказывает о необходимых мерах по надлежащей утилизации отработанного материала.
Травление поверхности. Часть 2.
Травление цветных металлов.
Травление цветных металлов может проводиться как для окончательной отделки поверхности с последующим пассивированием (см. «Декоративные покрытия»), так и для подготовки к нанесению гальванических покрытий.
Медь и ее сплавы.
Травление меди и ее сплавов проводят в растворах на основе серной, азотной, соляной или фосфорной кислот, в зависимости от способа изготовления изделия. Окалина большой толщины, образовавшаяся при прокатке или термообработки, хорошо поддается травлению концентрированной серной кислотой, при этом не подтравливается металл. Присутствие в растворе травления даже небольшого количества раствора нитратов или хроматов ускоряет процесс травления самого металла.
Поэтому травление деталей из медных сплавов осуществляют в две стадии: сначала удаляют окалину в растворе серной кислоты (200 – 250 г/л) при температуре 50 – 80 0 С, а затем проводят травление в растворе из смеси серной и азотной кислот с добавкой хлоридов, сод. г/л:
Серная кислота 500 – 550
Азотная кислота 650 – 750
Натрий хлористый 5 – 10
Раствор предназначается для травления деталей из меди и латуни.
Более подробно процесс травления различных металлов представлен в нашем обучающем курсе.
Снятие термической окалины с бронзовых сплавов типа БрОФ, БрБ, можно вести при температуре 135 – 145 0 С травлением в растворе, содержащем 450 – 600 г/л едкого натра и 100 – 200 г/л азотнокислого натрия с последующей обработкой в течение 0,5 – 1 мин. в концентрированной соляной кислоте.
Предварительное травление термообработанной бериллиевой бронзы можно проводить в растворе серной кислоты (80 – 100 г/л) с добавлением в раствор бифторида аммония (30 – 50 г/л) при температуре 40 – 50 0 С.
Алюминий и его сплавы.
Травление алюминия и его сплавов ведут в растворе (5 – 10% ) едкой щелочи при температуре 20 – 40 0 С, в который для уменьшения выделения газов, образующихся при травлении, добавляют раствор 0,5 г/л сульфанола НП-3, а для предотвращения образования плотного осадка аллюминатов, добавляют в раствор 2,5 – 3,5 г/л глюконата натрия.
Обработку литейных сплавов проводят травлением в растворе азотной кислоты (650 г/л) и плавиковой (120 – 140 г/л) при комнатной температуре.
Травление деталей, имеющих точечную сварку, осуществляют в растворе фосфорной кислоты (80 – 100 г/л) с кремнефтористоводородным калием (4 – 6 г/л).
Осветление поверхности деталей после травления проводят в растворе азотной кислоты (300 — 400 г/л) или в смеси растворов азотной и плавиковой кислот.
Титан, молибден, никель.
Термическую окалину с поверхности титановых сплавов удаляют травлением последовательно в два этапа: разрыхление – в щелочном расплаве едкого натра с азотнокислым натрием при температуре 300 – 320 0 С и травление при комнатной температуре в растворе, сод. (г/л):
Серную кислоту 80 – 100
Азотную кислоту 130 – 140
Плавиковую кислоту 40 – 60,
при комнатной температуре.
Для снятия травильного шлама используют раствор кислот азотной (100 – 200 г/л) и плавиковой (10 – 30 г/л).
Особенно большое значение операция травления в растворах приобретает при осаждении на титан гальванических покрытий, так как при этом требуется удалить с поверхности путем травления в растворе тонкие окисные пленки, препятствующие прочному сцеплению с основой.
Окислы с поверхности молибдена можно удалить травлением в растворе , содержащем 10 г/л едкого натрия и 250 мл/л перекиси водорода (30%-ный раствор) при 40 – 50 0 С .
Изделия из никеля и его сплавов обрабатывают травлением в растворе серной кислоты (20%-ном) с добавкой хромового ангидрида при температуре 60 – 80 0 С.
Точную очистку поверхности никеля, вольфрама, ковара проводят травлением в растворе из смеси муравьиной кислоты, перекиси водорода и воды в об.% : 10, 45, 45.

Ванны травления и активации поверхности металлов
Активирование поверхности.
Активирование поверхности проводится с целью удаления тонких окисных пленок, ухудшающих сцепление покрытия с основой, непосредственно перед нанесением покрытия, поэтому растворы травления выбираются в зависимости от состава раствора электролита на последующей операции.
Активирование поверхности стальных деталей перед никелевым или цинковым покрытием проводят травлением в растворе (5 – 10 %) серной или соляной кислоты в течение 0,1 – 1,0 мин.
Активацию поверхности деталей из меди и медных сплавов перед осаждением сплава олово-висмут проводят травлением в растворе только серной кислоты, во избежание попадания в электролит хлор – ионов.
Активацию серебряных покрытий перед родированием или палладированием также проводят травлением в растворе серной кислоты (0,5 – 1,0%).
Последней операцией перед осаждением гальванического покрытия после травления является промывка деталей. От чистоты промывки зависит качество осаждаемого покрытия. Во избежание брака используйте для отмывки от растворов травления струйную промывку, каскадную или диффузионную. Это позволит снизить расход воды и повысить качество покрытий.
Следует помнить, что при травлении металлов в растворе образуются вредные вещества, поэтому необходимо применять необходимые меры безопастности (см. «Безопасная гальваника»).
Глубокое травление латуни в домашних условиях
Хочу сделать себе шаблон для паяльной маски.
Валялся у меня лист латуни желтого цвета но толстоватый как для шаблона. попробовал его травить персульфатом аммония, травит без проблемм.
Заказал через инет себе латунь нужной толщины, приехала, с виду оттенок красноватый. попробовал травить а не получается.
Эта латунь покрывается темным налетом который защищает от травления. если подождать неделю-полторы то таки стравит но с уймой подтравов, в общем только в утиль.
Видать в ее составе есть что то такое что препятствует травлению т. к. по инфе из инета люди без проблем травят латунь персульфатом.
Подскажите, кто сталкивался с такой латунью и чем ее травить.
_________________
Изготовление печатных плат + материалы для изготовления плат
_________________
И ты врёшь. © Vladisman
JLCPCB, всего $2 за прототип печатной платы! Цвет — любой!
Зарегистрируйтесь и получите два купона по 5$ каждый:https://jlcpcb.com/cwc
_________________
Изготовление печатных плат + материалы для изготовления плат
Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет
_________________
___________
С уважением, Сергей.
Вебинар посвящен проектированию и интеграции встроенных и внешних антенн Quectel. На вебинаре вы познакомитесь с продуктовой линейкой и способами решения проблем проектирования. В программе: выбор типа антенны; ключевые проблемы, влияющие на эффективность работы антенны; требования к сертификации ОТА; практическое измерение параметров антенн.
_________________
Изготовление печатных плат + материалы для изготовления плат
В предыдущей публикации рассматривались наиболее скоростные продукты компании TE Connectivity, подходящие для использования в приложениях 112 Gbps архитектуры и серверов – серии соединителей STRADA Whisper. В данной статье речь пойдет о сериях высокоскоростных разъемов IMPACT и Z-PACK, соединителях SFP- QSFP и Mini-SAS, а также сокетах для подключения памяти, разъемах и кабельных сборках для организации питания и их областях применения
_________________
И ты врёшь. © Vladisman

_________________
Фоторезисты Ordyl Alpha 340 и Ordyl AM 140.
Жидкое олово для лужения плат (видео) — лучшее из существующих и только у меня!
Паяльная маска XV501T-4 (6 вариантов цвета).
Изготовление печатных плат — pcbsmac@gmail.com
_________________
Изготовление печатных плат + материалы для изготовления плат
_________________
Дурака учить, что мертвого лечить
_________________
Изготовление печатных плат + материалы для изготовления плат
_________________
И ты врёшь. © Vladisman
Нержавейка краснватого цвета . таковой не видел.
Не магнититься.
Если бы был какойто титановый сплав то и цена была бы соответствующей как за титан (подменять латунь титаном уж как то не выгодно).
По весу кусочек порядка 87х97мм весит 10,56 грамма
В закромах нашел еще 10 летней давности полужидкое ХЖ. попробую на днях еще его
_________________
Изготовление печатных плат + материалы для изготовления плат
_________________
Изготовление печатных плат + материалы для изготовления плат
_________________
Изготовление печатных плат + материалы для изготовления плат
_________________
Фоторезисты Ordyl Alpha 340 и Ordyl AM 140.
Жидкое олово для лужения плат (видео) — лучшее из существующих и только у меня!
Паяльная маска XV501T-4 (6 вариантов цвета).
Изготовление печатных плат — pcbsmac@gmail.com
_________________
Изготовление печатных плат + материалы для изготовления плат
Часовой пояс: UTC + 3 часа
Кто сейчас на форуме
Сейчас этот форум просматривают: Lww, Majestic-12 [Bot] , Sailanser и гости: 20

