
Пайка металла в домашних условиях
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.

Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
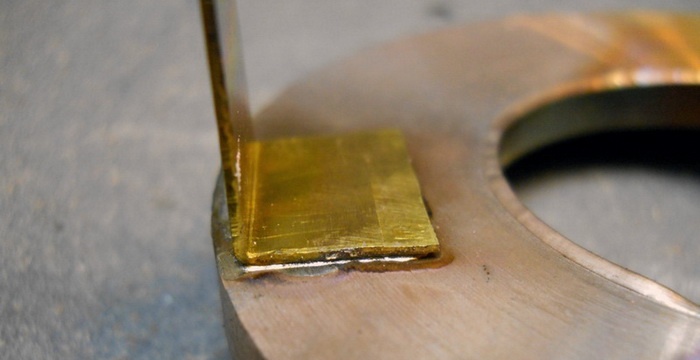
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Пайка нержавейки в домашних условиях

Паять нержавеющий метал непросто. Это достаточно трудоемкий процесс, особенно, если речь идет о выполнении работы в домашних условиях. Неприятностей и проблем можно избежать, если в деталях ознакомиться с особенностями работы. Намного меньше затрат времени и труда потребуется, если предстоит паять нержавеющий сплав, в составе которого никеля и хрома содержится не больше четверти. Соединения такого рода сплавов позволяет получать очень прочные конструкции из разнородных металлов. Исключение составляют сплавы с содержанием алюминия и магния.
Сложность возникает при пайке нержавеющей стали, в составе которой содержится много никеля. Вызвано это тем, что такие сплавы при сильном нагреве (примерно 500-700 градусов Цельсия) вступают в химические реакции, результатом которых являются в том числе и карбидные соединения. Интенсивность их формирования прямо пропорциональна продолжительности нагрева. Поэтому быстрое выполнение работы позволяет отчасти решить проблему.
Чтобы при пайке свести к минимуму вероятность получения карбидных соединений, в сплав добавляется титан. Помимо этого, по завершению создания соединения конструкцию нагревают. Термическая обработка препятствует протеканию химических процессов, в результате которых образуется карбамид. Очень аккуратно нужно паять клепанную нержавейку. Она достаточно хрупкая и под воздействием горячего припоя может покрыться трещинами. Таких последствий можно не допустить. Для этого достаточно убрать нагрузку соединяемых элементов. В дополнение рекомендуется соединяемые детали предварительно нагревать.
- Как паять нержавейку оловом в домашних условиях
- Припой для нержавейки и его типы
- Флюс для пайки нержавейки и его приготовление
- Полезные советы
- Что еще нужно знать про пайку нержавейки
- Правила работы с реостатами
Выбор припоя для выполнения конкретной работы зависит от химического состава заготовок и условий протекания процесса. К примеру, если паять детали приходится в условиях высокой влажности, то предпочтение следует отдать серебряным припоям. В их составе присутствует небольшое количество никеля. Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой.

Самый распространенный вид флюса для пайки нержавеющих металлов – бура. Она представляет собой пасту или порошок и наносится непосредственно на место соединения. Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально. О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным.
По завершению работ на стыке можно найти остатки флюса, которые не плавились. Их следует удалить. Проще всего это сделать проточной водой. Другой вариант – пескоструйная обработка. Нельзя для очищения поверхности применять соляную или азотную кислоту. Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Как паять нержавейку оловом в домашних условиях
Не так уж и редко требуется ремонт предметов домашнего обихода или узлов бытовой техники. Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы.

Прежде, чем приступить к пайке, следует основательно подготовиться. Тем, кто берет паяльник в руки впервые, нужно внимательно изучить теоретический курс и хотя бы немного попрактиковаться. Для этого можно использовать пришедшие в негодность элементы бытовой техники. Для пайки нержавеющей стали потребуются инструменты и оснастка:
- электрический паяльник мощностью от 100 ватт;
- кислота для пайки, которая служит в качестве флюса;
- абразивные инструменты или материалы: наждачная бумага, напильник и т.п.;
- припой на основе олова и свинца, предназначенный для работы со сталью;
- стальной трос и металлическая трубка.
Алгоритм выполнения работ по пайке нержавеющей стали:
- Рабочая поверхность тщательно очищается. Важно убрать следы технических жиров, краски, лака. Металл должен быть чистым и обезжиренным.
- После завершения подготовки соединяемых деталей наносится флюс. Чаще всего для этих целей применяется паяльная кислота. Основная ее задача состоит в том, чтобы создать условия для лужения стыков соединяемых элементов.
- По завершению обработки кромок флюсом можно приступать к лужению. Процесс представляет собой нанесение на поверхность металла немного оловянно-свинцового припоя. Бывает, что лужения с первого раза не получается. Тогда процедуру нужно повторить, предварительно разогрев поверхности заготовок.

- В редких случаях нормально залудить металл не получается даже после разогрева заготовок. Припой не получается положить на поверхность тонкой пленкой. Он скатывается в виде шариков. В этом случае потребуется кисточка с металлической щетиной. Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
- Когда на поверхности соединяемых деталей уже есть тонкий слой олова, то можно приступать к пайке. Паяльником разогревается припой, расплавом которого следует тщательно заполнить стык между заготовками.
Припой для нержавейки и его типы
Нержавеющую сталь можно паять двумя типами присадочного материала – мягким и твердым. Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью. То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.

В отличие от мягких твердые припои в домашних условиях позволяют получать более надежные соединения. Они изготавливаются из металлов, температура плавления которых намного выше, нежели олова или свинца. Застывая, припой образует прочный и тверды стык, способный выдерживать сильные механические нагрузки. Довольно часто в такие припои подмешивают техническое серебро. Доля примеси может составлять до 30%.
Одной из наиболее востребованных марок «серебряного» припоя является HTS-528. Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.

Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Полезные советы
Опыт специалистов со стажем позволил выработать список полезных рекомендаций. Соблюдая их, начинающий специалист сможет получить результат хорошего качества. Советы мастеров:
- Для работы лучше всего подходят паяльники, мощностью от 60 до 100 ватт. Самым лучшим выбором станет именно стоваттный инструмент. Габаритные конструкции, а также трубопроводы лучше соединять не электрическим паяльником, а газовой горелкой.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгорающими наконечниками.
- Расходные материалы из оловянно-свинцового сплава являются самыми удобными, экономичными и универсальными. С их помощью получается соединение хорошего качества. Для работы с пищевыми резервуарами, кухонными или столовыми емкостями следует брать припой из чистого олова без примесей свинца или других вредных добавок.

- Пайку металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При выполнении работ нужно пользоваться индивидуальными средствами защиты. В противном случае можно нанести непоправимый вред своему здоровью.
Что еще нужно знать про пайку нержавейки
Если требуется соединить изделия из нержавейки, к которым предъявлены высокие требования, то часто предпочтение отдается особым маркам припоев. Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.

Изготовленные на основе никеля припои отличаются тем, что позволяют создавать очень прочные и долговечные соединения. С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки. Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями. Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Пайка железа с помощью оловянного припоя
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
 Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
 Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Особенности работы с оцинкованными изделиями
 Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Пайка для начинающих
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди. ». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
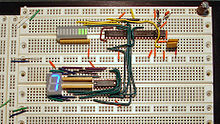
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
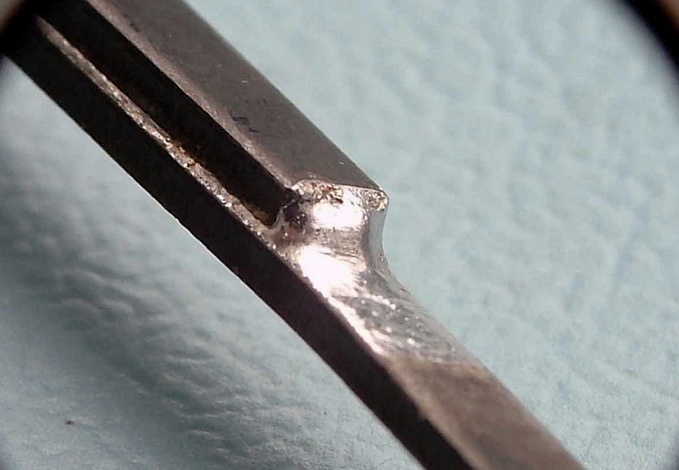
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
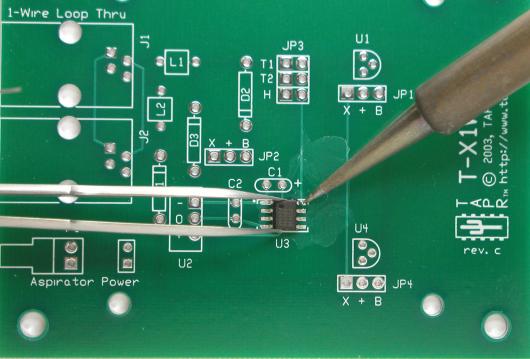
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Что нужно для пайки?

- Особенности
- Инструменты
- Расходные материалы
Начинающим радиолюбителям и домашним мастерам часто бывает сложно понять, что нужно для пайки, какие комплектующие требуется приобрести, чтобы устранить простой обрыв проводов или залудить металлическую посуду. На самом деле набор приспособлений и аксессуаров для таких работ остается неизменным годами. Чтобы понять, какие инструменты и материалы для паяния в домашних условиях потребуются, стоит подробнее ознакомиться с самой технологией его выполнения.
Особенности
Для того чтобы начать работу с паяльником, необходимо сначала разобраться в его назначении и особенностях. Этот домашний инструмент подключается к сети электропитания и способен локально разогреваться до +300 и более градусов по Цельсию.


Стандартная мощность прибора не превышает 80-100 Вт, есть и модели с меньшими показателями. Рабочей поверхностью паяльника, которая называется жалом, мастер разогревает припой (чаще всего сплав олова и свинца), а затем с его помощью соединяет между собой металлические детали — провода, комплектующие печатных плат.
Понять, что нужно для пайки новичку, довольно легко. Есть стандартный перечень материалов и инструментов, без которых не обойтись и профессионалу, и любителю. Важно помнить, что в домашних условиях используются самые простые и доступные по цене компоненты, небольшого запаса которых хватит надолго. При выборе материалов нужно обязательно учитывать, что припой должен выдерживать меньшую температуру нагрева, чем соединяемые им металлы.


Для того чтобы пайка происходила правильно, нужно позаботиться о предварительной подготовке деталей. Для их зачистки от загрязнений, окислов, следов старого соединения используются инструменты для механической обработки. Сюда входят различные абразивы — от паяльников и надфилей до наждачной бумаги или стоматологического бура.
Также применяют методы химической очистки поверхностей — в этом случае специальные реагенты приобретаются отдельно, наносятся непосредственно в процессе работы. Эти же составы используются для поддержания в порядке жал медных и стальных паяльников.

Для пайки в домашних условиях используются материалы с низкой температурой плавления — до 450 градусов.
В качестве припоя применяются оловянно-свинцовые смеси и флюс — связующее, позволяющее исключить окисление поверхности жала. Для соединения металлических элементов между собой путем пайки используют лужение — нанесение и распределение жидкого соединяющего состава на их поверхности. После этого провода или другие детали совмещают, при необходимости добавляя припой.
Таким способом можно скреплять сплавы драгоценных и цветных металлов. Сталь, чугун и алюминий плохо поддаются низкотемпературной пайке. Электронные платы обрабатывают составами с концентрацией олова до 61% и температурой плавления 190 градусов. Флюсы для них тоже выбирают только коррозионно-пассивные. Активные невозможно полностью удалить, они более химически агрессивные, могут проникать в структуру платы, повреждая ее.
Инструменты
Для того чтобы паять, необходимо приобрести соответствующий инструмент.

Он должен соответствовать определенным критериям:
- иметь регулировку температуры нагрева (не всегда);
- давать возможность настройки мощности;
- соответствовать поставленным задачам по размерам и интенсивности накала;
- иметь блок для защиты от скачков напряжения.
Разумеется, самые недорогие паяльники укомплектованы весьма скромно. Ни регулятора температуры, ни защиты от перепадов напряжения здесь нет. Этими достоинствами обладают агрегаты, именуемые паяльными станциями. Для домашнего использования они нужны только в том случае, если планируется паять много и часто.


С разовыми работами легко справится самый обычный прибор без дополнительных опций.
Паяльник
Этот инструмент нужно выбирать исходя из целей и задач для работы. Например, для работы с микросхемами нужен самый маломощный паяльник — на 12 В, подключаемый через адаптер. Модели в 80-100 Вт рассчитаны на стандартное сетевое напряжение, они справятся с пайкой проводов и большинством других работ.
Паяльники бывают разными. Наиболее популярными считаются следующие.
- С медным жалом. Самый распространенный вариант с наконечником из цветного металла. Такие паяльники перед работой обязательно подвергают лужению, их также нужно регулярно очищать от нагара и окалины, чтобы избежать ухудшения проводимости. Инструмент этого типа обычно не имеет терморегуляторов, уменьшить или увеличить нагрев наконечника можно, правильно подобрав его длину.

- Керамический. Нагревательный элемент в нем изготовлен из электротехнической керамики. Она хорошо пропускает тепло. У керамических моделей обычно есть терморегулятор, а нагреваются они быстрее других.


- Нихромовый или необгораемый. Этот элемент имеет тонкое никелированное покрытие, которое не окисляется так быстро, как это происходит с медным наконечником. Но у нихромовых изделий есть свои недостатки — они боятся механических повреждений, легко деформируются.

- Стальной. Редко встречается, хуже проводит тепло, в дополнение ко всему легко окисляется. Но в некоторых случаях им можно заменить медный аналог.

- Комбинированный. Этот вариант предусматривает изготовление контактной части паяльника из нескольких составных компонентов. Например, сердечник может быть стальным, а наружная часть — медной, с более высокой передачей тепла. Стоит обратить внимание на то, что комбинированные изделия чаще всего имеют узкоспециальное применение. Покупать их для домашней пайки необязательно.

Существует также самый первый из всех видов паяльников, вовсе не требующий затрат электрической энергии для работы с ним.
Он выглядит как медная болванка с «молотком» на конце и ручкой. Одна часть ее ударного элемента имеет вид плоского жала. Паяльники молоткового типа нагревают на открытом огне.
Вспомогательные инструменты
Помимо основного инструмента, в процессе работы мастеру необходимо иметь под рукой и дополнительные элементы. К ним относится подставка для паяльника, позволяющая освободить руки, пока прибор остывает или происходит смена деталей. Изготавливают подставки из металла, иногда с пластиковой или деревянной подложкой.

Полезно также иметь под рукой небольшие пассатижи для снятия изоляции с проводов, напильник, тиски. Для работы с канифолью пригодится плоская жестяная баночка. У паяльников есть сменные элементы — жала. Они бывают разной длины и диаметра, с плоским или узким конусообразным наконечником. Комплект сменных жал позволяет с удобством работать с разными типами материалов и деталей.


Расходные материалы
Для паяния в домашних условиях требуется приобрести канифоль или флюс и припой. О том, зачем нужны эти материалы, стоит поговорить подробнее. Именно они обеспечивают правильную подготовку и надежное соединение проводников при пайке.
Флюсы и канифоль
Самый распространенный вид веществ в этой группе, — канифоль (отвердевшая смола). Она имеет химически нейтральный состав, не вызывающий коррозионных процессов. Основное назначение этого вещества — удаление загрязнений и следов окисления с жала паяльника или с соединяемых деталей. Оно растворяет налет, подготавливает поверхность к процессу пайки, улучшает налипание припоя.

Флюсами именуют химические вещества, выполняющие ту же функцию. Они имеют вид жидкого кислотного раствора, может использоваться бура, муравьиная кислота, готовый состав ЛТИ-120, а также самостоятельно приготовленные смеси на медной, алюминиевой основе. Наносят вещество кисточкой, по завершении пайки производится смывание техническим спиртом, чтобы не провоцировать коррозионные процессы.

Канифоль плавится только при нагреве. Именно поэтому работа с ней производится в особом порядке.
- В емкость укладываются крошки канифоли или целый кусок.
- На него кладется припой.
- В канифоль погружается жало паяльника. Это позволяет избежать его окисления.
- Достигнув припоя, наконечник инструмента равномерно покрывается им — происходит лужение.

Обработанный таким образом паяльник полностью готов к работе. Его можно погружать в припой и вести работу.
В среднем 1 обработки хватает на 15-30 минут непрерывного нагрева жала, потом оно снова начинает пригорать, требует очистки.
Припой
В домашних условиях используются припои, которые имеют температуру плавления ниже +450 градусов.

Этой характеристике полностью соответствуют оловянно-свинцовые сплавы, маркированные ПОС 60, ПОС 50, ПОС 40, — они применяются при работе с медными жилами. При пайке алюминия нужен оловянно-цинковый состав ЦО-12, П250А, А, ЦА — алюмоцинковый припой.


В некоторых случаях удобнее пользоваться готовыми составами, где уже есть канифоль. Этим преимуществом обладает припой с маркировкой ПОС 61, выпускаемый в виде проволоки, фольги, пасты, в зависимости от назначения. Применяя такое средство, проводники при пайке не нужно предварительно покрывать канифолью.
Подробную информацию о том, что нужно для пайки, вы найдете в видео ниже.

