
Напыление металла в домашних условиях
Технология напыления металлов в домашних условиях
В строительных и производственных сферах все чаще применяются высокопрочные пластики. Они превосходят традиционные твердые материалы за счет своей небольшой массы, податливости в обработке и практичности. И все же металл сохраняется во многих отраслях как наиболее выгодный материал с точки зрения сочетания прочности, жесткости и долговечности. При этом далеко не всегда оправдывает себя использование цельной структуры.
Все чаще технологи применяют напыление металлов, которое позволяет наделить рабочую заготовку частью свойств наиболее подходящего в плане эксплуатации сплава.

Общие сведения о технологиях металлизации
Среди современных методов металлизации поверхностей чаще применяют гальваническое нанесение, а также погружение в расплавы. Традиционная технология также предусматривает вакуумную обработку напылением, которая имеет свои классификации в зависимости от используемых активных сред. Так или иначе, любое напыление металлов предусматривает обработку основы материала с целью получения тех или иных защитных качеств.
Это может быть формирование антикоррозийного слоя, восстановление утраченной структуры или же ремонт эксплуатационного износа.
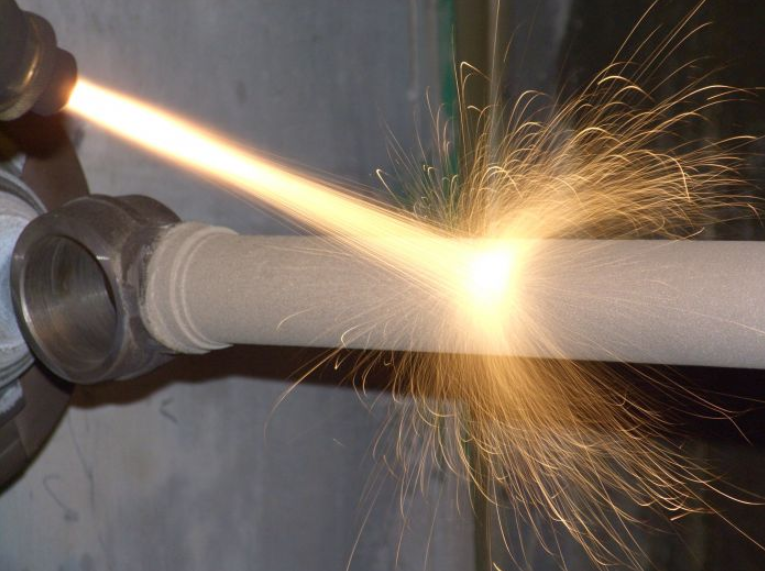
При этом сама рабочая поверхность в большинстве случаев подвергается термической обработке. Перед нанесением металлических частиц она расплавляется горелками, индукторами или посредством воздействия низкотемпературной плазмы. Таким образом подготавливается основа с оптимальными физико-химическими качествами, на которой в дальнейшем производится напыление металлов в виде порошка.
Важно отметить, что в качестве основного материала может выступать тот же металл, стекло, пластики или некоторые породы древесины и камни.

Метод химического хромирования
В качестве активного компонента для реализации такого напыления используют химические реагенты. Классический состав включает хлористый хром, натрий, уксусную кислоту, а также воду с раствором едкого натра. Процесс напыления выполняется при температуре порядка 80 °С.
Начинается работа с подготовки материала. Обычно хромирование используют для обработки металлических поверхностей, в частности стали. Чем покрасить декоративный камень из гипса в домашних условиях? Перед самой операцией материал подвергается первичному покрытию медным слоем.
Далее производится химическое хромирование посредством пескоструйного аппарата, подключенного к компрессорной установке. После завершения процедуры изделие моется в чистой воде и просушивается.
Метод газопламенной обработки
Если в предыдущей технологии предусматривается тщательная подготовка основы, которая должна подвергаться покрытию, то в данном случае особое внимание уделяется частицам металлизации. Современное газопламенное напыление может выполняться с помощью полимерного порошка, проволочного или шнурового материала. Данная масса направляется в пламя кислородно-пропановой или ацетиленокислородной горелки, в которой происходит расплавление и перенос на напыляемую основу сжатым воздухом.
Далее состав остывает, формируя готовое к применению покрытие.

При помощи данной методики можно наделять материалы антикоррозийной стойкостью и механической прочностью. Активным материалом можно обрабатывать алюминиевые, никелевые, цинковые, железные и медные сплавы. В частности, газопламенное напыление используют для повышения эксплуатационных качеств подшипников скольжения, изоляционных покрытий, электротехнических деталей и т. д. Кроме этого, технология используется в интерьерном и архитектурном дизайне для обеспечения конструкций декоративными свойствами.
Метод вакуумного напыления
В этом случае речь идет о группе методов, которые предполагают формирование тонких пленок в вакууме при воздействии прямой конденсации пара. Технология реализуется разными путями, в том числе за счет термического воздействия, испарения электронными и лазерными лучами. Используется вакуумное напыление для повышения технических качеств деталей, оборудования и инструментов.
К примеру, такая обработка позволяет формировать специальные “рабочие” покрытия, которые могут повышать электропроводность, изолирующие свойства, износостойкость и защиту от коррозии.
Технология применяется и для создания декоративных покрытий. Чем быстро снять краску с дерева в домашних условиях? В данном случае техника может задействоваться в операциях, требующих высокой точности. Например, вакуумное напыление используют в изготовлении часов с позолоченным покрытием, для придания эстетичного вида оправам для очков и т. д.

Применяемое оборудование
Чаще всего для напыления используются аппараты, снабженные сверхзвуковым соплом. Также применяется небольшой по размерам электрический нагреватель, работающий на подачу сжатого воздуха. Особенностью последней модели является возможность доведения температуры до 600 °С. До недавнего времени применение стандартных устройств, напоминающих по принципу действия пневматические пистолеты, осложнялось тем, что частицы изнашивали насадки инструмента.
Современное оборудование, благодаря которому осуществляется напыление металлов, использует принцип пульверизатора. Это значит, что в момент прохождения рабочей газовой среды по каналу подачи струи скорость потока увеличивается по мере сужения трубы. Вместе с этим падает и статическое давление.
Такой принцип работы сокращает износы и увеличивает рабочий срок аппаратов.

Заключение
В целях удешевления технологических операций по защите металла от внешних воздействий часто используются узкоспециализированные, но менее эффективные средства. При этом сэкономить помогает и напыление металла, цена которого составляет в среднем 8-10 тыс. руб. за деталь. Финансовая целесообразность обусловлена тем, что такие покрытия могут обеспечивать сразу несколько функциональных качеств. Например, обработав металлический компонент кровельной конструкции, вы можете получить такие свойства, как антикоррозийность, стойкость перед воздействием осадков, механическая защищенность.
Существуют и особые металлизированные покрытия, способные уберечь деталь от агрессивных химических и термических воздействий.
- Восстановитель является основным компонентом. Химическая металлизация реагенты должны хранится согласно рекомендациям, которые размещают производители.
- Активатор также является важным реагентом, который определяет эксплуатационные качества поверхности. Реактивы химической металлизации имеют этикетки, на которых указывается название металла. Примером назовем золото, мель и хром.
- Грунтовка накладывается на поверхность для обеспечения наиболее благоприятных условий обработки. Она существенно повышает адгезию наносимого металла.
- Лак защищает наносимое покрытие от химического и механического воздействия.
- Для того чтобы придать поверхности определенный цвет используются специальные тонеры. На упаковке тонеров указывается конкретный оттенок.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
- Катод. Пластина чистого свинца либо сплав свинца с оловом. Необходимо помнить, что площадь катода должна быть больше площади анода. Катод подсоединяется к положительному выходу выпрямителя.
- Анод. Это и есть сама хромируемая деталь. Он должен висеть в среде электролита таким образом, чтобы не касаться стенок и дна емкости. Кроме того, анод ни в коем случае не должен касаться катода.
- Электролит. Для хромирования требуется особо тщательная подготовка электролита.
Простейшая установка для химической металлизации может состоять из эмалированной емкости и паяльной лампы. Для выполнения обработки потребуются соответствующие реагенты и знание химии, чтобы правильно их смешивать. Изучив теоретический материал, просмотрев соответствующее видео и подготовив свой аппарат для химической металлизации, можно приступать к самой металлизации.
Нам понадобятся эмалированная емкость, реагенты, паяльная лампа и, желательно, некоторые знания в области химии, для того чтобы точно определиться с необходимыми компонентами. Подготовив все расходные материалы для химической металлизации и простенькое оборудование, приступаем к обработке самой детали. Ее следует хорошенько очистить и обезжирить. Как снять ржавчину с металла электролизом в домашних условиях? Учтите, данная операция весьма важна и не терпит халатного отношения, так что берем щелочной раствор либо же хорошее моющее средство и тщательно удаляем все органические загрязнения.
Не забываем и промыть элемент под проточной водой, дабы смыть само моющее средство.
Некоторые керамические частицы застревают в покрытии, другие отскакивают от него. Правда, таким способом получают покрытия только из относительно пластичных металлов – меди, алюминия, цинка, никеля и др. Впоследствии деталь можно подвергать всем известным способам механической обработки: сверлить, фрезеровать, точить, шлифовать, полировать.
Без этой “детали” не обойтись. Заготовка, которая помещается в электролит для металлизации, должна находиться в подвешенном состоянии. В противном случае та еее часть, которая будет примыкать к дну сосуда, останется необработанной.
Конструкция кронштейна, способ его фиксации выбирается самостоятельно, в зависимости от условий проведения работы.
Все в том же порядке: Наливаем воды, берем глюкозу, отвешиваем, растворяем. В принципе раствор готов. Но добавим для нашего опыта замедлитель реакции металлизации тиосульфат натрия.
Так как его нам нужно в ничтожном колличестве, не будем отвешивать сотые доли граммов, а разведем его в 0,5 литре дис воды и наберем нужное нам колличество с помощью шприца и выпустим в раствор востановителя.
Технология применяется и для создания декоративных покрытий. В данном случае техника может задействоваться в операциях, требующих высокой точности. Например, вакуумное напыление используют в изготовлении часов с позолоченным покрытием, для придания эстетичного вида оправам для очков и т. д.
Покрытие металлов медью в домашних условиях
Меднение в домашних условиях: особенности покрытия, технология, электролиты и оборудование. Гальваническое покрытие медью с погружением и без погружения. Рецепты домашних электролитов. Техника безопасности и утилизация химикатов.

При меднении в домашних условиях используются доступные и недорогие материалы, которые легко приобрести в магазинах розничной торговли.
Медный купорос используется для борьбы с плесенью, грибком и садовыми вредителями и свободно продается в хозяйственных магазинах, а в качестве анодов можно использовать короткие отрезки медных труб или электротехнических шинок.
Меднение металла домашними мастерами, в основном, производится в декоративных целях, в том числе для покрытия мебельной фурнитуры, столовых приборов, металлических частей люстр, бижутерии и пр. При выполнении определенных условий гальваническое покрытие медью можно выполнять и по органическим материалам.
Таким образом меднят высушенные цветы, орехи, листья и даже насекомых. Кроме того, во многих случаях обязательным условием для никелирования и хромирования является наличие подслоя меди, который также создается путем ее осаживания из электролита.
Цель меднения металлов и сферы их применения
Медь обладает совокупностью свойств, которые определяют условия ее применения при меднении металлов и неметаллических материалов. Она пластична, легко поддается полировке, а гальванический слой после меднения практически не имеет пор.
По этой причине медные покрытия очень часто используют в качестве подслоя при хромировании и никелировании изделий, которые эксплуатируются в условиях постоянных сжатий и растяжений. Пластичность меди является идеальным условием для ее применения в гальванопластике.
Толстослойное меднение художественных изделий и сложных моделей позволяет создавать их абсолютно точные копии, которые не трескаются и не деформируются при снятии с оригинала.
Медь обладает лучшей среди недрагоценных металлов электропроводностью и хорошо паяется. Поэтому меднение стальных изделий широко используется в радиотехнике и электротехнике при изготовлении проводников, контактов, деталей антенн и волноводов.
В условиях применения высокочастотных сигналов на медное покрытие приходится большая плотность тока (скин-эффект), что снижает общее сопротивление проводника.
Еще одна область использования меднения — это создание тонких проводников на поверхностях пластмассовых изделий, а также покрытие пластика токопроводящими слоями.
Характеристики омедненных металлов
Под воздействием атмосферных факторов оно достаточно быстро разрушается, и даже в домашних условиях его обычно покрывают лаком. В то же время подслой из меди значительно улучшает характеристики многослойных покрытий в части механической прочности и коррозионной стойкости.
Нержавеющие стали обычно защищают от коррозии трехслойным покрытием из хрома, никеля и меди. При этом меднение проводится первым, чтобы при использовании изделия в условиях переменных нагрузок обеспечить пластичность всего составного слоя.
Точно такую же роль меднение играет в покрытиях металлопроката и листового железа, из которых изготавливают профильные изделия, эксплуатируемые в условиях морского климата и агрессивных сред. Омедненные провода и контакты из алюминия легко паяются и имеют более низкое сопротивление, особенно на высоких частотах.
Технические условия электролиза позволяют при меднении металлов в декоративных целях окрашивать поверхностные слои меди в различные цвета и придавать им дополнительный блеск (на фото ниже – меднение по нержавейке).

Технология процесса меднения
В общем виде процесс гальванического меднения состоит из следующих этапов, которые в зависимости от технических условий могут быть дополнены другими видами обработки:
- механическая очистка (с помощью металлической щетки, шкурки и электроинструмента);
- промывка проточной водой;
- обезжиривание (химическое или электролитическое);
- промывка и сушка;
- проверка качества поверхностей;
- погружение изделия в электролит;
- подача тока и контроль процесса;
- промывка и сушка готового изделия.
Основой для подавляющего большинства электролитов является раствор медного купороса (сернокислой меди), в который в зависимости от условий обработки добавляют различные химические реагенты.
Технология гальванического меднения основана на использовании расходуемых анодов, которые служат источником анионов меди, осаждаемых в виде тонкого слоя на поверхности катода-изделия. В роли катодов выступают пластины меди любой чистоты.

Способы меднения металлов
С помощью химического метода нельзя получить покрытия большой толщины, но оно проще, дешевле и может выполняться в крайне простых условиях. С помощью него легко получить тонкие декоративные пленки не только на металлах, но и на пластике, стекле, керамике и пр.
К примеру, химическое меднение стали происходит за несколько десятков секунд путем простого погружения в медный купорос.
Погружение в электролитный раствор
Оба метода могут применяться с полным погружением детали в раствор электролита. При гальваническом методе анионы меди отрываются от анода и движутся к катоду под воздействием электрического тока, а при химическом их движение происходит за счет разной электроотрицательности металлов.
Поэтому в первом случае при прочих равных условиях за одну и ту же единицу времени осаждается гораздо большее количество меди, но при этом затрачивается электрическая энергия.
Меднение алюминия рекомендуется производить только методом погружения, которое необходимо выполнять сразу после обезжиривания и травления в кислоте, иначе на его поверхности быстро образуется прочная оксидная пленка.
В видеоролике ниже подробно рассказывается об условиях, которые необходимо соблюдать для качественного меднения алюминия.
Без помещения в электролитный раствор
В первом случае необходимо изготовить медную кисточку из обрезка кабеля с большим количеством мягких медных жил. Ее подсоединяют к плюсу источника, а минус подают на изделие. Затем, постоянно обмакивая кисточку в электролит, «красят» подготовленную поверхность, подбирая по ходу условия и скорость меднения.
Во втором варианте изделие просто покрывают раствором медного купороса с помощью малярной кисти, очищая и обмывая его после каждого слоя. Толщина обмеднения в этом случае будет небольшой и зависит от условий обработки и количества наложенных слоев.
Этот метод хорошо подходит для меднения стали, к которой медь «липнет» даже при условии не очень хорошей подготовки поверхности. А при нанесении таким способом медного купороса на поверхность алюминия достаточно сложно добиться устойчивого результата из-за его склонности к быстрому окислению.
Использование медного купороса
Если на медном купоросе садово-огородного назначения не указан состав, то для электролита он не годится, т. к. может содержать различные добавки, влияющие на гальванический процесс.
При приготовлении электролита в домашних условиях не следует применять сырую водопроводную воду, поскольку она содержит недопустимые при меднении соединения хлора. Перед использованием ее следует отстоять и прокипятить или же просто приобрести дистиллированную.
Гальваника медью в домашних условиях
В домашних условиях гальваническое меднение чаще всего используют в декоративно-прикладных целях или для нанесения медного подслоя перед никелированием и хромированием.
Обычно медью покрывают мебельную фурнитуру, предметы кухонной утвари, элементы светильников, бижутерию, а также части инструментов и ножей. Подбор параметров гальванизации домашними мастерами обычно делается опытным путем по цвету и качеству покрытия.
Те, кто занимается меднением серьезно, в том числе и в коммерческих целях, используют в своих установках регулируемые источники тока или реостаты, с помощью которых устанавливается необходимая плотность тока и скорость осаждения.
Для тех, кто не хочет возиться с самостоятельным подбором химических компонентов, интернет-магазины предлагают наборы для приготовления разнообразных электролитических растворов, в том числе и для меднения пластиков и органических материалов.
А одно из самых популярных направлений современной домашней гальваники — это покрытие медью высушенных растений, орехов, желудей и насекомых. Такие изделия выглядят впечатляюще и используются не только в декоративных целях, но и для изготовления бижутерии (см. ниже меднение и патинирование грецкого ореха).
Техника безопасности
Поэтому в домашних условиях все работы по приготовлению электролита и химической обработке изделия необходимо выполнять в резиновых перчатках и клеенчатом фартуке, а при больших объемах использовать респираторы и защитные очки.
Сам по себе медный купорос не требует какой-либо обработки перед утилизацией, но, поскольку электролиты на его основе содержат серную кислоту, ее необходимо нейтрализовать с помощью щелочи или соды.
Оборудование и материалы
Для меднения в домашних условиях требуется минимальный набор оборудования и реактивов. В качестве гальванической ванны можно использовать любую пластиковую или стеклянную емкость.
Для приготовления электролита для меднения необходим только медный купорос и чистая вода, а источником тока может служить старая зарядка для телефона или пара батареек. Другие материалы и инструменты также немногочисленны и доступны в бытовых условиях.
В первую очередь это серная кислота (жидкость для аккумуляторов), сода, обрезки медных изделий (труб, шинок, контактов) и наждачка на матерчатой основе.
Рецепт простого раствора
В состав самого простого электролита, используемого для меднения в домашних условиях, входят всего два реагента: сернокислая медь (медный купорос) в количестве 180÷220 г/л и серная кислота (жидкость для аккумулятора) — 40÷60 г/л. В качестве блескообразующих добавок к такому электролиту домашние мастера используют желатин и декстрин (0.5÷1.0 г/л).
В Интернете можно найти рецепты электролитов с добавками, которые способствуют созданию медных покрытий с разнообразными эффектами (матовость, зеркальный блеск, различные оттенки).
При этом, как правило, указывают только название химического вещества и условия его применения, а насколько оно доступно и где его взять — не пишут.
Если вы знаете названия таких добавок, которые можно свободно приобрести в хозяйственном магазине или аптеке, поделитесь, пожалуйста, информацией в комментариях к этой статье.
Плазменное напыление металлов
Напыление плазменное, которое иногда называют диффузионной металлизацией, образуется вследствие термического диссоциации атомов металла под воздействием высокотемпературной плазмы с последующим осаждением и диффундированием внутрь заготовки. Это простой и дешёвый способ формирования покрытий.
Особенности и назначение плазменного напыления
Особенность покрытия — пластинчатая зернистая структура, возникающая в результате термической диффузии мелких частиц.
Стадии плазменного напыления металла:
- Ионизация частиц.
- Распыление.
- Осаждение.
- Затвердевание.
На каждом из этапов необходимо проводить контроль температуры и скорости движения напыляемых частиц.
Осаждение представляет собой совокупность двух, одновременно протекающих процессов – химической связи, которая активируется вследствие высоких температур в зоне обработки, и механических взаимодействий, обусловленных повышенной кинетической энергией частиц напыляемого металла. Дополнительным интенсифицирующим фактором считается наличие промежуточной среды – газа/жидкости — молекулы которой ускоряют и стабилизируют процесс металлизации. При этом образуются дополнительные соединения, улучшающие качество напылённого слоя. Например, азот формирует высокотвёрдые нитриды металлов, гелий предотвращает окисление поверхности, а медь улучшает условия трения.
Процесс используется для формирования оптимальных характеристик поверхностного слоя, а также как метод восстановления изношенных стальных деталей.
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
Плазменное напыление осуществляется в результате:
- Инициализации плазмы высоковольтным разрядом, который образует электрическую дугу постоянного тока, образующуюся между двумя электродами — медным анодом и металлическим катодом (чаще – вольфрамовым). Электроды должны постоянно охлаждаться;
- Генерирования потока высокотемпературного ионизированного плазменного газа, который обычно состоит из аргона/водорода или аргона/гелия;
- Нагрева газа, с последующим ускорением его движения через сужающееся сопло;
- Переноса мелкодисперсного порошка в плазменной струе на подложку.
Высококачественное покрытие образуется вследствие сочетания высокой температуры (до 15000°C), концентрированной тепловой энергии плазменной струи, инертной среды распыления и скоростей частиц, достигающих 300 м/с.
Последующая обработка покрытия
Процесс распыления в потоке плазмы ограничен материалами, которые имеют более высокую температуру плавления, чем пламя. При более низких температурах и скоростях (до 40 м/с), энергетические характеристики движущихся частиц уменьшаются, что приводит к окислообразованию, пористости и наличием различных включений в готовом покрытии. Снижается прочность сцепления и адгезии между покрытием и подложкой. Такие покрытия подвергают шлифовке или полированию. В обоснованных случаях предусматривается термическая обработка – закалка, отпуск, нормализация.
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.
Установки третьего типа выполняют металлизацию в конечный момент формообразования поверхности или полости электродуговым разрядом, сжатым поперечным потоком рабочей среды. Такие установки наиболее производительны. В качестве примера рассмотрим станок типа «Дуга-8М», состоящий из следующих узлов:
- Инструментальной головки с электрододержателем.
- Герметизированной рабочей камеры.
- Насосной станции.
- Резервуара с диэлектриком.
- Генератора плазмы.
- Узлов контроля и слежения.
Диффузионная металлизация происходит так. Исходное изделие фиксируется в рабочей камере и герметизируется. Электрододержатель с электродом (имеющим сквозное отверстие) устанавливается над заготовкой, после чего через зону обработки производится прокачка среды под высоким давлением. Включается генератор плазмы, и производится перемещение электрода до момента пробоя межэлектродного промежутка. Высокая концентрация тепловой мощности в дуге приводит к размерному испарению материалов электрода и рабочей среды. В результате одновременно происходит съём металла и насыщение поверхности атомами элементов.
Оборудование для плазменного напыления своими руками изготовить крайне сложно, поскольку кроме мощных источников питания, необходимых для создания дугового разряда, необходимы высокоточные узлы подачи рабочей среды к плазменному столбу.
Расходные материалы
Выбор исходных материалов определяется свойствами покрытия и стоимостью его получения.
Металлы. Предпочтение отдают интерметаллидам алюминия, железа, титана, никеля и кобальта, потому что они имеют высокие температуры плавления и сравнительно невысокие плотности, что уменьшает энергоёмкость плазменного напыления.
Самофлюсующиеся порошки. Используются порошки самофлюсующихся сплавов (типа бор-кремний). В процессе обработки расплавы порошков образуют металлургические соединения, устойчивые к коррозии и износу.
Минералокерамика. Для плазменного напыления используют исходные материалы, содержащие алюминий и кремний: они не дают трещин или отслаиваний. Добавка железа, марганца, меди, цинка и магния приводит к улучшению свойств покрытия.
Металлоорганические соединения. Используются преимущественно неполярные жидкости, которые хорошо растворяются в минеральных и синтетических маслах малой вязкости.
Напыление металлов
Напыление металлов позволяет улучшить характеристики деталей, работающих в условиях, связанных сильным изнашиванием и механическими концентрированными нагрузками. Металлизация поверхностей повышает устойчивость и увеличивает срок службы. Кроме решения технических задач, напыление используется во время производства декоративных изделий, бижутерии, в пищевой, фармацевтической и химической промышленностях. Для напыления могут применяться различные металлы, конкретный выбор зависит от технического задания.
Химическое хромирование
Используется для обработки деталей со сложной геометрической формой, процесс основан на восстановлении хрома из растворов солей при помощи гипофосфита натрия. Осадок имеет серый цвет, блеск приобретается после полирования. Химическое хромирование протекает в ваннах с таким составом растворов.
Состав растворов для химического хромирования
- Фтористый хром, г — 17
- Хлористый хром, г — 1,2
- Лимоннокислый натрий, г — 8,5
- Гипофосфит натрия, г — 8,5
- Вода, л — 1
- Температура, °С — 70-87

Скорость процесса хромирования может достигать 2,5 мкм/ч, для изготовления ванн используется устойчивый пластик. Металлизация сопровождается выделением ядовитых химических соединений, растворы негативно влияют на кожу людей. Во время производства работ следует соблюдать правила техники безопасности, для очистки воздушной среды устанавливается принудительная вентиляция. Мощность вентиляции рассчитывается исходя из объема помещения или рабочей зоны с учетом минимальной кратности обмена.
На промышленных предприятиях монтируется вентиляция пластиковая, она позволяет выдерживать рекомендованные технологические параметры при минимальных финансовых потерях. Для промышленного хромирования химическим методом применяются специально разработанные растворы с улучшенными показателями.

Промышленные растворы для химического хромирования
При приготовлении растворов первым растворяется хлористый хром. Затем согласно схеме могут растворяться лимонно-кислый натрий и фтористый хром. Для ускорения химических процессов в состав добавляется щавелевая кислота. Ионы хрома образуют с ней химически активный ион, скорость покрытия возрастает до 7 мкм/ч и более. Процентное содержание ингредиентов корректируется технологами с учетом поставленных конечных задач по обработке деталей.
Для получения расчетного покрытия необходимо выполнять следующие требования:
- Качественная подготовка поверхностей. Детали очищаются механическим и химическим способами, при необходимости поверхности шлифуются.
- Оборудование должно обеспечивать максимальную автоматизацию процесса для исключения вредного влияния человеческого фактора.
- Постоянный контроль за состоянием раствора, фильтрование, поддержание заданной концентрации, своевременная замена катода.
Нарушение рекомендованной технологии может становиться причиной отслоений покрытий или образования глубоких раковин. Необходимость исправления дефектов приводит к значительному увеличению себестоимости производства.

Линия химического хромирования
Визуальный контроль химических процессов производится за счет определения количества выделяемого водорода, технологи рекомендуют для улучшения процесса одновременно покрывать детали из нескольких металлов. Слишком интенсивное выделение водорода может становиться причиной появления раковин, скорость процесса регулируется в каждом конкретном случае.
Газоплазменное напыление
Газоплазменное напыления позволяет получать чистое покрытие с высокими показателями адгезии. Процесс протекает при температурах до +50 000°С, скорость струи оставляет 500 м/с, температура поверхности обрабатываемой детали составляет не более +200°С.

Газоплазменное напыление металлов
Шероховатость поверхности напыляемых деталей до 60 Rz, зона обдува должна на 2–5 мм превышать номинальный размер напыляемого участка. Для работы используются порошки одной фракции по размерам, необрабатываемые участки детали закрываются специальными экранами. Перед процессом поверхность деталей предварительно прогревается до рабочих технологических температур.

Режимы работы оборудования при газоплазменном напылении


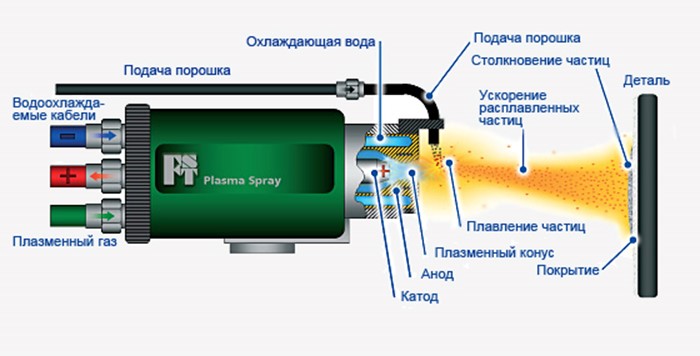
Схема оборудования для напыления
Оборудование для порошкового напыления состоит из подвода газа (1), катода плазмотрона (2), корпуса катода (3), теплоизолятора (4), корпуса анода (5), порошкового питателя (6), подвода газа-носителя (7), плазменной дуги (8) и источника питания (9).
Газоплазменное напыление допускает финишную обработку покрытий для улучшения характеристик деталей, в таком случае толщина покрытия должна учитывать механическую шлифовку.
Напыление в вакууме
Перенос напыляемых металлов выполняется при разрежении 10 -2 Па, напыление может быть катодным, магнетронным или ионно-плазменным. Вакуум увеличивает прочность сцепления поверхностей. Оборудование для технологии может быть многокамерным или многопозиционным однокамерным. Первые линии состоят из нескольких установок, в каждой из которых выполняется определенное напыление металлов, агрегаты между собой соединены технологическими линиями для транспортировки деталей. Многопозиционные имеют несколько отдельных постов для напыления в одном объеме. Вакуумное напыление производится по следующим этапам:
- Создание вакуума заданной глубины. Мощные компрессоры откачивают воздух из камеры, металлизация контролируется автоматическими приборами.
- Распыление покрывающего материала. В зависимости от особенностей процесса напыление металлов может выполняться несколькими способами.
- Транспортировка деталей в зависимости от их состояния.

Установка вакуумного напыления
Технологические определения Вакуумное напыление – сложный технологический процесс, зависящий от нескольких параметров:
- Критическая температурная точка напыления. Выше этого значения весь объем направляемых частиц отражается от поверхности детали, напыление металлов приостанавливается. Параметр зависит от металла детали, состояния ее рабочей поверхности и свойств напыляемых материалов.
- Критическая плотность давления. Минимальная плотность, при которой осадочная пленка адсорбируется и становится неспособной принимать атомы металла, напыление прекращается. Контроль критической плотности в установках выполняется непрерывно, при необходимости параметры условий корректируются. В зависимости от состава пленки могут быть моно- или поликристаллическими и аморфными.
Для повышения производительности вакуумное оборудование комплектуется механизмами автоматизированной транспортировки деталей в камеру и из нее, экранами и манипуляторами, заслонками и прочими механизмами. Напыление осуществляется в полуавтоматическом режиме.
Использование вакуумного оборудования позволяет получать напыление металлов с максимальным коэффициентом адгезии, увеличивается скорость протекания процесса, покрытия отличаются повышенной твердостью и химической устойчивостью. Недостаток – высокая энергоемкость процесса. Кроме того, вакуумное напыление не рекомендуется использовать для деталей со сложным профилем поверхностей.
Хромирование
Хромирование — гальванический процесс нанесения отражающего слоя на поверхность металла или пластика. Для проведения твердого гальванического хромирования требуются большие познания и понимания видов металла, выставления сил тока и знания подбора электролита, анода и катода для гальванической ванны. Особое внимание нужно уделить подбору выпрямителя тока, так как от него зависит успех всего процесса твердого хромирования. Сегодня прогресс не стоит на месте и нет необходимости иметь большое оборудование и познания. Для данного процесса отлично альтернативой становиться так называемая “химическая металлизация”, она является отправной точкой в мир хромирования, золочения, никелирования и т.д.
Химическая металлизация
Химическая металлизация — активация на поверхности изделия азотнокислого серебра с последующей его пассивацией. Серебрение деталей (химическая металлизация) не заменяет полностью твердое гальваническое хромирование, но оно прочно вошло в автомобильный мир и позволяет с легкостью восстанавливать хромированные поверхности или отражатели фар. Данный вид хромирования легок в приготовлении и не требует дополнительных познаний в химии, качество отражающего слоя зависит в первую очередь от тщательной подготовки поверхности. Главным плюсом хромирования при помощи химической металлизации является возможность покрывать сложные изделия и с легкостью выбирать цвет хрома, так как итоговая работа покрывается лаком с добавлением нужного пигмента.

Данная статья будет направлена на людей, кто хочет научиться хромировать самостоятельно. Статья будет разбита на две части, первым делом мы подготовим растворы к началу работы и узнаем что нужно купить.
Формула для хромирования
Перед тем как мы приступим к самостоятельному хромированию при помощи процесса химической металлизации, от нас требуется приготовить три раствора: Активатор, Восстановитель и Модификатор. В состав каждого входит:
Модификатор
- Азотнокислое серебро
- Дистиллированная вода
- Аммиак водный
- Гидроксид натрия (Сода каустическая)
- Аммиак водный
Восстановитель
- Фруктоза
- Формалин
Активатор
- Олово двухлористое
- Соляная кислота


Приготовление растворов для хромирования
Когда вы все купили и морально настроились что сейчас будете заниматься самостоятельным хромированием или восстановлением отражателей фар, начинаем смешивание реактивов:
Модификатор для хромирования
- Берем 6,5 гр. Азотнокислого серебра и насыпаем в пластиковый стакан;
- В этот же стакан с серебром, доливаем 200 мл дистиллированной воды;
- Далее доливаем Аммиак в кол-ве 15 мл. Аммиак нужно аккуратно при помощи шприца перелить в наш стаканчик, в этот момент медленно перемешиваем раствор при помощи стеклянной палочки.(примерно 30 секунд).
- Не пугайтесь, во время добавления Аммиака раствор мутнеет на несколько секунд, а потом вновь становится прозрачным(это реакция серебра на добавление аммиака).
- Переливаем модификатор в стеклянную колбу и оставляем там до приготовления второй части модификатора;
- Берем второй пластиковый стакан и насыпаем в него Гидроксид натрия в количестве 3 гр.
- В стаканчик с гидроксидом натрия доливаем 200 мл. дистиллированной воды. Не забываем тщательно перемешать раствор.
- Берем вновь аммиак и доливаем 2 мл. во второй стаканчик с модификатором. Тщательно перемешиваем до полного растворения аммиака.
- Переливаем второй стаканчик в стеклянную колбу (где в этот момент находиться первая часть модификатора), далее доливаем в смешанный раствор один литр дистиллированной воды.
Почему важен порядок в приготовлении модификатора, при нарушении реакция может пойти неверным путем и потерять свои свойства.
Восстановитель для хромирования
- В пластиковый стакан, насыпаем 4 гр. Фруктозы
- Заливаем 200 мл. дистиллированной воды.
- При помощи шприца, доливаем 1 мл. формалина, тщательно перемешиваем раствор;
- Переливаем в колбу наш восстановитель и доливаем 1 литр дистиллированной воды;
Активатор для хромирования
- В пластиковый стакан, насыпаем 10 гр. Двухлористого олова;
- При помощи шприца, доливаем к двухлористому олову 12 мл. соляной кислоты и тщательно перемешиваем. Главное на данном этапе дождаться полного растворения олова в стаканчике;
- Переливаем активатор в колбу и доливаем один литр дистиллированной воды.
Итак, по итогу первой части статьи: “Как самому хромировать” мы подготовили все необходимое для начала работы, в следующей части мы пошагово начнем сам процесс хромирования в домашних условиях. Часть 2

