
Можно ли просверлить чугун сверлом по металлу?
Чем просверлить чугунную раковину




Чем просверлить чугун в домашних условиях и на профессиональном оборудовании
Развитие промышленности приводит к появлению новых материалов со свойствами, востребованными для современных изделий и агрегатов. Несмотря на этот факт чугун, во всем его разнообразии, остается железоуглеродистым сплавом, без которого тяжело представить какую-либо отрасль повседневной жизни, систему коммуникаций или производственного оборудования. Фитинги, запорная арматура, трубы, ванны, батареи отопления, элементы крепления железнодорожного полотна и тормозные колодки вагонов, литые детали, заменяющие стальные. Это составляющие списка, который можно продолжать долго.

Обработка этого материала заслуживает особого внимания для крупных предприятий и домашних мастеров. Один из основных аспектов как просверлить отверстие в чугуне.
Чем сверлить чугун
Перед началом работ по сверлению чугуна уделите внимание подготовке поверхности. Снятие заусениц и зачистка поверхности шлифовальной шкуркой и ее обезжиривание позволять добиться ровного отверстия в нужном месте без особых неприятных сюрпризов. Эта подготовка позволит отводить тепло, которое образуется при механической обработке металлических изделий. Структура чугуна, независимо от того в каком виде находится в нем графит, склонна к отбелу при резком охлаждении областей, нагретых до критических температур. При этом чугун становится хрупким и склонным к разрушению при малейшей механической нагрузке. Перед тем как начать работу необходимо понимать, чем просверлить чугун – каким инструментом и какие нужны расходные материалы.

Особенности безопасности при выполнение работ
Монтажные работы тесно связаны с выполнением техники безопасности. Соблюдение правил позволит избежать получения травм и поломок оборудования. Так как при работе с канализацией появляется масса неприятных запахов, необходимо обеспечить место монтажа хорошей вентиляцией. Работа с электроинструментом на мокром оборудовании требует особого внимания и применения средств защиты от поражения электрическим током.
Чтобы инструмент или демонтируемые детали не упали в шахту, их необходимо закрепить, а после проведения вырезки убрать из зоны монтажа. При работе с электрорежущим инструментом обязательно применять защитную маску или очки. Работы следует проводить только в перчатках. Это защитит руки от повреждений и внесения инфекции.
Выполнение самых простых правил снизит риск травмирования и повысит качество выполнения работ.
Нередко возникают в быту ситуации, когда приходится работать в экстремальных условиях. Одна из самых сложных работ — сверлить чугун, т.к. он относится к абразивным материалам. Причин может быть много: от доработки ванны до личных технических идей.
Подбор сверла
Обычное сверло по металлу в состоянии справиться с поставленной задачей. Единственным условием в данной ситуации будет правильный градус заточки режущего инструмента. Без теоретического обоснования производители сверл, совместно с представителями механообрабатывающих предприятий, выяснили, что оптимальным диапазоном угла заточки будет разбег 116-118 градусов. Использование сверл с напайками из специальных сталей и сплавов также обосновано при необходимости сделать отверстия в больших количествах и крупных диаметрах. Чаще всего используют победит. Конструкция сверла должна соответствовать обработке металла. На предприятиях инструментальщики выходили из щекотливых ситуаций, затачивая алмазным кругом победитовые сверла по бетону. Однако такие манипуляции требуют определенных навыков, и может быть небезопасным при сверлении. Подбор сверла по чугуну является важным этапом.
Сверление чугунной трубы
Просверлить отверстие нужного диаметра в чугунной канализационной трубе не всегда возможно. Это связано с диаметром имеющихся сверл. Размер патрона дрели редко превышает 10-12 мм. Чтобы сделать отверстие диаметром более 10 мм, его перфорируют по кругу и вырезают при помощи ножовочного полотна.
Эта работа требует осторожности и терпения. Для облегчения сверления необходимо снять верхний закаленный слой металла. Работы выполняют низкооборотной дрелью. Отверстия делают в несколько приемов, используя сверла от меньшего диаметра к большему. Угол заточки режущей кромки должен быть в пределах 110-115°. Периодически сверло необходимо охлаждать, лучше в машинном масле. При сверлении отверстия нужно прикладывать минимальное усилие на дрель.
Изготавливают трубы и фасонные части из серого чугуна. Если же попались изделия из белого, то они не поддаются обработке в домашних условиях, однако их срок службы несоизмеримо выше.
Подбор инструмента
На заводах и предприятиях, где обработка чугунных заготовок поставлена на широкий поток, сверлильные станки оборудованы подачей эмульсии в точку контакта сверла. Такой технологичный ход позволяет избежать фазовых превращений в обрабатываемой области. Особым требованием к сверлильным станкам предъявляется повышенное требование к возможности контролировать и плавно менять скорость оборотов режущего инструмента и подачи внутрь обрабатываемой заготовки. В качестве эмульсий часто используют специально разработанные вещества. Преимущественно это сульфированные и хлорированные масла. Для серого чугуна можно использовать керосин. В случае отсутствия необходимости ускорять процесс, серый чугун можно сверлить без применения охлаждающей смазывающей жидкости.

В домашних условиях для сверления применяют дрель с регулировкой оборотов и довольно мощную, если надо просверлить отверстие значительного диаметра. Если есть возможность, обязательно используйте устройство, фиксирующее дрель по отношению к заготовке. Это продлит жизнь режущего инструмента. Основной причиной выхода его из строя является перекос, отклонение от вертикальной оси сверления.
Интересная информация. После того как просверлите отверстие обработайте его края и полость герметиком или эпоксидным клеем. Так можно получить дополнительную защиту от воздействия коррозии.
Как выполнить врезку в чугунную трубу?
Врезка в канализационную трубу может быть выполнена несколькими способами. Это зависит от размера труб. Чаще всего применяются изделия с внутренним диаметром 100 мм и толщиной стенки от 7,5 до 9 мм. Чтобы врезать трубу меньшего диаметра в больший, особых навыков не требуется и такая работа труда не составит, особенно на горизонтальном участке.
Если же необходимо установить тройник или соединить изделия, выполненные из разных материалов, то монтаж может вызвать некоторые трудности. Перед тем как , необходимо точно рассчитать место врезки. Оно не должно мешать движению основного потока и приводить к сужению проходного сечения. На горизонтальном отрезке системы возможна установка патрубка вертикально или под углом 45°.
В связи с тем, что пластиковые и чугунные трубы изготавливаются по разным ТУ, их наружные диаметры отличаются друг от друга. Для того чтобы состыковать такие изделия, чаще всего применяют резино-металлические соединительные муфты типа UR-12. В этом случае герметичность достигается с помощью резинового уплотнительного кольца, которое выдавливается в момент стяжки конструкции. При этом данное устройство обеспечивает плотность соединения при отклонении от оси на 8°. Применение соединительной муфты гарантирует герметичность при температуре стоков до +70°С.
Тонкости работы с чугуном
Соблюдение нехитрых правил позволит добиться желаемого результата, оставив целым сверла, инструмент, руки:
- Контролируйте нагрузку, прикладываемую к дрели или станку, не доводя до разрушения сверла. Чугунные изделия в основном получают методом литья. Возможно появление усадочных раковин и пустот. Проваливаясь в такую пустоту сверло, ломается в 95% случаев. Угроза получить травму или обломок сверла в недоделанном отверстии.
- Не допускайте перегрева сверла. Делайте перерыв в работе. Это позволит не размягчиться металлу и продлит срок его службы.
- Для сверления чугунной ванны используйте предварительно алмазное сверло для кафеля и стекла. Это нехитрый ход исключить растрескивание эмали.
- Если диаметр превышает 11мм, то оптимальным решением будет проход сверлом меньшего диаметра, а потом необходимым размером.
Подготовка
Перед тем, как сверлить чугун, нужно при готовить сверло. Можно использовать те же сверла, что и для сверления стали, только желательно изменить у них угол заточки. Он должен быть 116-118 градусов.

Помимо изменения угла заточки требуется также подрезать края острия сверла, как это показано на рисунке ниже. Если этого не сделать, то поверхность отверстия может получится неровной или даже разрушенной.

Обычные сверла по металлу имеют маркировку Р6М5 (или HSS). Ими можно сверлить, но, чтобы делать это еще увереннее, можно обзавестись сверлами с добавлением кобальта — они более стойкие. Их маркировка имеет такой вид: Р6М5К5 (или HSS-CO).
Процесс сверления

При сверлении нужно соблюдать ряд нехитрых правил.
- Сверлить нужно на минимальных оборотах — не более 400 об/мин. Есть смысл даже задуматься о сверлении не электродрелью, а механической или коловоротом. Низкие обороты нужны, чтобы не перегреть сверло и не затупить его.
- Давление на сверло сильное оказывать не нужно. При сильном давлении оно опять же перегревается. Но бывает, что чугун оказывается очень твердым, поэтому давить приходится сильно. В этом случае обороты нужно сделать еще меньше.
- Для охлаждения можно добавлять в место сверления воду, но лучше использовать специальные охлаждающие жидкости, содержащие в себе смазку. Некоторые предпочитают охлаждать керосином.
- При сверлении чугуна образуется не стружка, а крошка. Она далеко не вся удаляется по канавкам сверла, поэтому периодически следует очищать место сверления от нее.
Таковы правила сверления чугуна. Надеемся эти советы помогут вам справиться с этой работой!
Сверлим чугунные трубы
Прежде чем узнать, как правильно обращаться с чугунной трубой, а в частности, как просверлить чугунную трубу, нужно разобраться, что она собой представляет, где и для чего используется.
Основное предназначение чугунных труб- это спуск отработанных вод и для основных коллекторов.
С чего начать? Некоторые особенности использования
Вам могут понадобиться следующие инструменты:

Соединение чугунных труб. SMU (оба конца трубы гладкие); SME (один конец трубы гладкий, у другого разъемное соединение)
- электродрель либо коловорот;
- сверла с победитовыми насадками;
- болгарка и диски по металлу;
- маркер для нанесения отметок.
Существует два вида чугунных труб:
- SMU (оба конца трубы гладкие);
- и SME (один конец трубы гладкий, у другого разъемное соединение).
Перед тем как начать применение труб, нужно убедиться, что месторасположение, которое для них выбрано, не противоречит строительным нормам. Желательно, чтобы не было поворотов и уклонов. Чугунные трубы запрещается обрабатывать, разрешается лишь резка труб. На сегодняшний день этот металл в некоторых видах промышленности является просто незаменимым, поэтому резка и сверление чугуна так важны.
В современных промышленных условиях есть много способов и различного оборудования, которые решают вопрос резки чугуна.
Для того чтобы резать трубы, можно использовать специальное приспособление для резки по чугуну, ножовку по металлу или шлифмашину с дисками по металлу.
В процессе производства чугуна при необходимости резки отливок получили обширное применение методики, в которых используются способы термического резания:
- дуговые;
- плазменные;
- электроконтактные;
- воздушно-дуговые и другие.
Запрещено резать трубу газовой горелкой, а также сваривать чугунные трубы.
При резке дуговым способом используют электроды следующих марок: АНР-2, ЛИМ, ОЗР-1.
Чем и как сверлить чугун?
В связи с развитием металлургической промышленности на рынке появляются разнообразные металлы и их сплавы. Металл способен заменить сталь так она является материалом с высокой ценой. Проводя обработку нужно знать, чем сверлить чугун в условиях промышленного производства, частных мастерских.
 Сверление чугуна с помощью станка
Сверление чугуна с помощью станка
Особенности чугуна
Основным отличием металла считается процесс изготовления. В производстве применяются различные температуры, доходящие до значений 1200°С. При этом получают сплав железа и углерода с высоким содержанием последнего, такое явление способствует снижению свойства прочности. Частицы железа и углерода не вступают в сильные связи.
В процессе плавления атомы углерода не способны внедриться в кристаллическую решетку. В результате чугунные детали не применяются в узлах подверженных высоким нагрузкам. Металл относится к черной металлургии, по некоторым характеристикам похож на стальные сплавы.
К достоинствам относят:
- высокую прочность некоторых чугунных сплавов, в отличие от стальных;
- в результате принудительного нагрева происходит равномерное распределение тепловой энергии по детали, при этом снижение температуры происходит за длительное время;
- не вступает в реакцию с кислотами и щелочами;
- детали из чугуна имеют большой срок службы;
К недостаткам относят:
- малая устойчивость к проявлению коррозии;
- сверлить чугун можно только при наличии навыков и дополнительного оборудования;
- низкие свойства пластичности;
- высокая хрупкость некоторых сплавов металла.
Чем сверлить чугун
Для обработки металла в условии частной мастерской применяются электрические дрели с возможностью регулировки числа оборотов шпинделя с инструментом. Приспособление должно иметь высокие значения номинальной мощности для того, чтобы просверлить в металле отверстие большого диаметра.
В условии промышленного производства применяют специальное оборудование высокой мощности, а также имеющие программное управление. При этом система производит контроль за частотой вращения шпинделя, температуру инструмента и заготовки, а также количество и напор охлаждающей жидкости при обработке.
Для обработки чугуна применяются обыкновенные сверла по металлу. Однако одним из условий к ним является определенный угол заточки режущей кромки. Перед работой подбирают сверла необходимой конструкции. Для выполнения обработки применяют приспособления, при помощи которых закрепляют дрель и заготовку, при этом избегают перекоса сверла, что увеличивает точность отверстия.
Какие сверла применяют
При сверлении применяют следующие виды инструмента:
- сверло для чугуна с углом заточки не более 118°;
- инструмент с вставками из твердых сплавов на режущей кромке, чаще всего применяется победит;
- инструмент определенного диаметра.
 Угол заточки сверла
Угол заточки сверла
Способы сверловки чугунных труб
При монтаже канализации или водопровода применяют трубы из чугуна. Для создания соединений переходов и врезок необходимо изготовить отверстия. Обработку выполняют следующими способами:
- промышленным оборудованием;
- электрическими дрелями;
- при помощи приспособлений с ручным приводом.
Как просверлить чугунную трубу
На скорость обработки могут влиять технические характеристики металла. Некоторые виды сплава сверлят при больших скоростях, а также не нужно применять смазочные и охлаждающие материалы.
Различные заготовки подвергаются различным способам обработки. Для материалов с высокой прочностью применяют сверла по металлу с углом заточки режущей поверхности 116°. Если у мастера нет в наличии инструмента нужного диаметра, можно использовать набор из разных размеров. Работу начинают с малого сверла, затем увеличивают диаметр инструмента, таким образом добиваются нужного.
При обработке происходит нагрев сверла, для предотвращения дефектов инструмента необходимо применять воду для снижения температуры. Количество оборотов постепенно увеличивают, на приспособление запрещается применять повышенные усилия.
В условиях частной мастерской используются сверла с накладками из победита. При этом рекомендуется сохранять вертикальное положение и малые обороты шпинделя. В процессе обработки контролируют температуру заготовки и сверла. Не допускается изменение цвета материала в результате резких перепадов температуры.
Для промышленной обработки используют станки с высокой номинальной мощностью, а также высокими скоростями вращения. В процессе сверления на заготовку и инструмент подается смазывающие и охлаждающие жидкости. При этом сохраняется нормальная температура зоны обработки.
Подготовительный этап и необходимые инструменты
Непосредственно перед началом работы необходимо подготовить поверхность заготовки, на которой будет изготавливаться отверстие. При этом с детали удаляются заусенцы в данном случае используют наждачную бумагу, а также маслянистые и жирные пятна. В результате мастер добьется нормального отведения тепла с места сверления.
При резком охлаждении нагретых участков происходит отбеливание металла, такое явление происходит в результате структурного строения материала. Отбеленная область характеризуется низкой прочностью, а также хрупкостью. Механические нагрузки могут привести к дефектам металлической заготовки.
На крупных промышленных предприятиях для охлаждения заготовки и инструмента применяются эмульсии. В составе они содержат сульфированные и хлорированные масла, в некоторых случаях применяют керосиновый раствор. Благодаря данной жидкости удается избежать изменения в структуре металла. Для станков одним из условия считается плавное изменение частоты вращения шпинделя, а также плавность опускания сверла в заготовку.
В условиях частной мастерской применяют электрические дрели с возможностью регулировки вращения. Приводные двигатели необходимо подбирать высокой мощности, при этом мастер получит отверстия больших диаметров. Для предотвращения поломки сверла, а также сохранения точности обработки используют механизм крепления заготовки и станка.
 Инструмент для сверления
Инструмент для сверления
Проведение работ
При выполнении обработки сверлением необходимо соблюдать следующие рекомендации:
- Постоянный контроль за усилием на инструмент. При увеличении нагрузки на металле могут проявляться дефекты в виде трещин и раковин. В результате поломки сверла мастер может получить травму.
- В процессе обработки не допускается перегрев. Повышение температуры заготовки приведет к изменению структуры металла, в результате чего он становится хрупким.
- Предварительно перед сверлением подготавливают поверхность детали, кернится место сверления.
- Если диаметр отверстия превышает 10 мм, то необходимо применить набор инструмента. Начинают с малого диаметра постепенно добиваясь нужного.
В результате соблюдения технологии механической обработки чугунных деталей мастер может добиться отверстий высокой точности.
Как правильно просверлить отверстие в чугуне?
Нередко возникают в быту ситуации, когда приходится работать в экстремальных условиях. Одна из самых сложных работ – сверлить чугун, т.к. он относится к абразивным материалам. Причин может быть много: от доработки ванны до личных технических идей.
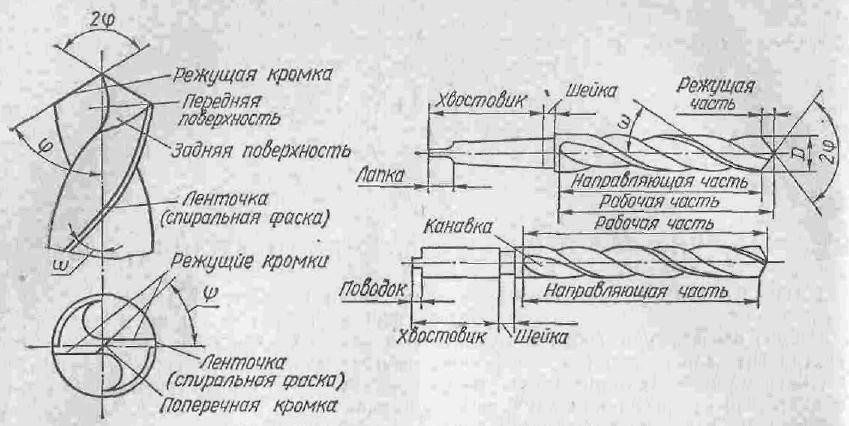
Элементы спирального сверла для чугуна.
Подробная инструкция по сверлению чугуна
Необходимые для работ инструменты и материалы:
- линейка;
- маркер;
- брусок деревянный;
- болгарка;
- керосиновый раствор.

Шнековые сверла для сверления чугуна.
Перед тем как просверлить отверстие в чугуне, нужно заранее четко обозначить цели и задачи, т.к. нужно точно видеть итоговый результат. Во время сверления отверстий в ванне без предварительного опыта допускаются ошибки. Три самые распространенные – это соскальзывание отверстия, сколы эмали и даже сломы сверл.
Прежде чем начинать что-либо делать, нужно убедиться в том, что перед вами действительно находится чугун. Самый простой способ – это попробовать поднять изделие. Если оно не поднимается из-за огромной массы, то ошибки не возникло. В противном случае это обыкновенная сталь.
Наиболее важный аспект, который нельзя забывать в течение всей работы, это отсутствие спешки. Даже если очень надо и жмут сроки, сверлить чугун надо с крейсерской скоростью, т.к. материал не просто очень твердый, но еще и очень хрупкий, из-за чего можно ненароком распрощаться с чугунным изделием.
Теперь можно приступать к подготовительным работам. В самом начале подготовки надо установить все необходимые метки на поверхности при помощи черного либо красного толстого маркера. Точки ставятся небольшие, дабы при работе случайно не отвести сверло с выбранных позиций.
Сверло должно быть сделано из твердосплавной стали, а его заточка должна быть безукоризненна. Сверло должно быть по металлу с углом 116-118 градусов, дабы не царапать поверхность, а именно впиваться. Если этот момент не учесть, то с очень большой вероятностью эмаль не срежется осторожным кругом, а расколется, пустив вокруг себя трещины.
Если есть желание подстраховаться, то можно воспользоваться деревянным бруском. В нем делается отверстие, на 2 мм превышающее используемое сверло, чтобы в процессе профессиональной деятельности не возникало затруднений. Данный брусок должен быть по возможности 2-2,5 см в толщину, чтобы сверло не гуляло даже в том случае, если дрогнет рука. Брусок при работе будет прикладываться к поверхности таким образом, чтобы в центре виднелась отмеченная заранее точка. Его нужно будет прижимать 1 рукой, пока другой организуется весь рабочий процесс.
Нередко новички забывают или целенаправленно игнорируют охлаждение сверла, из-за чего рабочий процесс проходит гораздо медленнее, а само сверло быстрее изнашивается. Для того чтобы этого избежать, надо воспользоваться керосиновым раствором. Его расход достаточно небольшой, чтобы можно было оценить сверла дороже.
Есть еще один способ не навредить эмали и при этом сделать все предельно качественно – воспользоваться болгаркой. Вместо привычного режущего диска нужно нанизать шлифовальный, которым благополучно очищается пятачок от эмали, а уже потом проводятся описанные выше действия. Такой подход не просто сводит риски к минимуму, но и значительно ускоряет процесс. Обычно прихватывается дополнительно 2 мм к диаметру, т.к. в этом случае результат получится без изъяна.
Завершающий этап рабочего процесса

Инструменты и материалы:
- болгарка;
- спирт;
- герметик.
После того как удалось просверлить отверстие в ванне, нужно снова браться за болгарку, но на этот раз УШМ используется уже по правильному назначению, для шлифовки металлический поверхности. Если дырку не зашлифовать, то в разные стороны будут выдаваться острые концы, которые не просто не дадут закончить рабочий процесс, но и могут травмировать кожу.
Зашлифованная поверхность чугуна сразу же после окончания рабочего процесса обезжиривается при помощи спирта или любого другого аналогичного раствора, после чего нужно нанести герметик. Как и все металлы, чугун обладает повышенной реакцией на воздействие влажной среды, из-за чего защита ему жизненно необходима.
На то, чтобы сверлить чугун своими руками, не нужно много времени или какое-либо серьезное современное оборудование, т.к. вместо самой современной дрели можно воспользоваться стареньким коловоротом, а болгарку заменить на наждак.
Если же подходить к процессу по инструкции со всей ответственностью, то сверлить чугун не так уж сложно и долго.
Как правильно просверлить отверстие в чугуне?
Нередко возникают в быту ситуации, когда приходится работать в экстремальных условиях. Одна из самых сложных работ – сверлить чугун, т.к. он относится к абразивным материалам. Причин может быть много: от доработки ванны до личных технических идей.
Элементы спирального сверла для чугуна.
Подробная инструкция по сверлению чугуна
Необходимые для работ инструменты и материалы:
- линейка;
- маркер;
- брусок деревянный;
- болгарка;
- керосиновый раствор.
Шнековые сверла для сверления чугуна.
Перед тем как просверлить отверстие в чугуне, нужно заранее четко обозначить цели и задачи, т.к. нужно точно видеть итоговый результат. Во время сверления отверстий в ванне без предварительного опыта допускаются ошибки. Три самые распространенные – это соскальзывание отверстия, сколы эмали и даже сломы сверл.
Прежде чем начинать что-либо делать, нужно убедиться в том, что перед вами действительно находится чугун. Самый простой способ – это попробовать поднять изделие. Если оно не поднимается из-за огромной массы, то ошибки не возникло. В противном случае это обыкновенная сталь.
Наиболее важный аспект, который нельзя забывать в течение всей работы, это отсутствие спешки. Даже если очень надо и жмут сроки, сверлить чугун надо с крейсерской скоростью, т.к. материал не просто очень твердый, но еще и очень хрупкий, из-за чего можно ненароком распрощаться с чугунным изделием.
Теперь можно приступать к подготовительным работам. В самом начале подготовки надо установить все необходимые метки на поверхности при помощи черного либо красного толстого маркера. Точки ставятся небольшие, дабы при работе случайно не отвести сверло с выбранных позиций.
Сверло должно быть сделано из твердосплавной стали, а его заточка должна быть безукоризненна. Сверло должно быть по металлу с углом 116-118 градусов, дабы не царапать поверхность, а именно впиваться. Если этот момент не учесть, то с очень большой вероятностью эмаль не срежется осторожным кругом, а расколется, пустив вокруг себя трещины.
Если есть желание подстраховаться, то можно воспользоваться деревянным бруском. В нем делается отверстие, на 2 мм превышающее используемое сверло, чтобы в процессе профессиональной деятельности не возникало затруднений. Данный брусок должен быть по возможности 2-2,5 см в толщину, чтобы сверло не гуляло даже в том случае, если дрогнет рука. Брусок при работе будет прикладываться к поверхности таким образом, чтобы в центре виднелась отмеченная заранее точка. Его нужно будет прижимать 1 рукой, пока другой организуется весь рабочий процесс.
Нередко новички забывают или целенаправленно игнорируют охлаждение сверла, из-за чего рабочий процесс проходит гораздо медленнее, а само сверло быстрее изнашивается. Для того чтобы этого избежать, надо воспользоваться керосиновым раствором. Его расход достаточно небольшой, чтобы можно было оценить сверла дороже.
Есть еще один способ не навредить эмали и при этом сделать все предельно качественно – воспользоваться болгаркой. Вместо привычного режущего диска нужно нанизать шлифовальный, которым благополучно очищается пятачок от эмали, а уже потом проводятся описанные выше действия. Такой подход не просто сводит риски к минимуму, но и значительно ускоряет процесс. Обычно прихватывается дополнительно 2 мм к диаметру, т.к. в этом случае результат получится без изъяна.
Завершающий этап рабочего процесса
Инструменты и материалы:
- болгарка;
- спирт;
- герметик.
После того как удалось просверлить отверстие в ванне, нужно снова браться за болгарку, но на этот раз УШМ используется уже по правильному назначению, для шлифовки металлический поверхности. Если дырку не зашлифовать, то в разные стороны будут выдаваться острые концы, которые не просто не дадут закончить рабочий процесс, но и могут травмировать кожу.
Зашлифованная поверхность чугуна сразу же после окончания рабочего процесса обезжиривается при помощи спирта или любого другого аналогичного раствора, после чего нужно нанести герметик. Как и все металлы, чугун обладает повышенной реакцией на воздействие влажной среды, из-за чего защита ему жизненно необходима.
На то, чтобы сверлить чугун своими руками, не нужно много времени или какое-либо серьезное современное оборудование, т.к. вместо самой современной дрели можно воспользоваться стареньким коловоротом, а болгарку заменить на наждак.
Если же подходить к процессу по инструкции со всей ответственностью, то сверлить чугун не так уж сложно и долго.
А можно ли просверлить чугуниевую раковину?
Вопрос в теме собственно.
Есть задумка — подарить на НГ родителям фильтр, который для питьевой воды. Такая многоступенчатая система, где внизу сам фильтр, а наверх выводится краник отдельный. Они в общем-то это давно хотят. Но вот незадача — на кухне примитивная советского типа раковина, большая чугуниевая эмалированная. И в ближайшее время ремонт у них крайне маловероятен.
В общем, можно ли, не рпибегая к фантастическим технологиям, как-то эту раковину продырявить? Чтобы не расколоть, в меру аккуратно. Надо, чтобы рпилично выглядело и простояло пару лет хотя бы. И чтобы потом можно было поменять раковину на нормальную, но в общем-то краник это расходный материал, можно и намертво его приделать.
Вот сорри за сумбурный вопрос.
Актуально пару дней.
большая чугуниевая эмалированная.
Именно чугуниевая, толстая и тяжелая оченно.
Для меня не экзотика, много с таким сталкивалась. Но вот приспилило просверлить — впервые.
Или может есть какие-то краники, которые можно на стенку вывести отдельно? Плиточный фартук ломать не хотелось бы, сильно. Фильтр установить предполагается под раковину.
сверлил подобную. сначала просверлил сверлом малого диаметра (боялся эмаль раскрошится). потом расширил аккуратно шарошкой на дремеле. сверлится нормально. но желательно хорошее ссср-вское сверло из Р6. естественно хорошо заточенное.
потом расширил аккуратно шарошкой на дремеле.
можно если осторожно. можно повредить эмаль. вначале эмаль лучше пройти алмазным сверлом а потом — обычным по металлу, всё — на низких оборотах чтоб не перегреть чугун и почаще затачивая сверло в процессе. чугун — такой же металл, тока хрупкий и твердый. если много эмали отколется — заделать герметиком (будет со временем некрасиво). в любом случае просверленное отверстие до установки крана фильтра надо чем-нить отработать а то быстро ржаветь будет и на раковине появятся разводы.
а то быстро ржаветь будет и на раковине появятся разводы.
Можно, наверное, просто алмазной коронкой с водичкой просверлить. Вроде тех, которыми плитку сверлят.
Если раковина не висит в воздухе то может проще просверлить рядом с раковиной.
Анна, сверлите на малых оборотах (300-400 об/мин). Сверло должно быть, как сказали выше, — качественное и с правильной заточкой для сверления твердых сталей, чугуна, керамики. Можно использовать т.н. «быстрорез» или твердосплавные сверла. Диаметр отверстия под кран составляет 10 или 12 мм. Поэтому желательно сначала на 2/3 или 3/4 толщины чугуна просверлить отверстие диаметром 2,0-2,5 мм. Тогда отверстие диаметром 10-12 мм сверлится на много легче.
В процессе сверления режущую кромку сверла желательно охлаждать. Для этого из пластилина сделайте кольцевой валик вокруг будущего отверстия. Диаметр кольца валика — 35-45 мм, высота — 8-10 мм. Внутрь налейте холодную воду и подливайте её по мере необходимости, чтобы не перегревалась режущая кромка сверла.
сверлить раковину не надо.
благо её крайне сложно просвелить. я не знаю из какого чугуния делают раковины, но похоже из броневого ина танки ставят такойже..
сверло тупо не берёт.
вощем не над тиранить посудину, рядом в столешнице прокручиваем аккуратненько дырочку и ставим туда крантик. таких систем навалом.
но если хочется именно в раковину, то алмазное сверло поможет.
вокруг нужного мета сваять из платеслина ванночку и налить водички для охлаждения. сверлить на малых оборотах.
Nikofar
Анна, сверлите на малых оборотах
дааааа .. но вообще-то, атракцион из серии «пилите, шура, пилите..»
😊
Serjant
не знаю из какого чугуния делают раковины, но похоже из броневого ина танки ставят такойже..
сверло тупо не берёт.
who
дааааа .. но вообще-то, атракцион из серии «пилите, шура, пилите..»
😊
Результат технологической разработки
На кафедре Материаловедения и литейного производства Рыбинской государственной авиационной технологической академии разработаны номограммы для определения технологических режимов сверления серого и высокопрочного чугуна различных марок. В отличие от имеющихся справочных данных, предлагаемые номограммы позволяют определить режимы сверления не только в зависимости от марки и твердости чугуна, но и с учетом толщины стенки обрабатываемого участка и типа структуры чугуна.
Определение и выбор оптимальных режимов обработки резанием чугунных отливок является одной из наиболее часто встречающихся технических задач современного машиностроения, т.к. доля чугунных отливок в общем объеме литых заготовок для различных отраслей машиностроения в настоящее время составляет от 50 до 70%. Актуальность задачи определения режимов резания обусловлена также тем, что в настоящее время большинство промышленных предприятий работают в режиме мелкосерийного и единичного производства под различные заказы, при этом частая смена номенклатуры выпускаемых изделий требует оперативного и правильного определения оптимальных режимов резания для различных деталей-отливок.
В научно-технической и справочной литературе даны рекомендации по выбору режимов сверления в зависимости от марки чугуна, его твердости и соотношения структурных и фазовых составляющих (феррит, перлит, аустенит, мартенсит), Это в определенной степени затрудняет правильный и своевременный выбор режимов резания, т.к. предварительная оценка твердости микроструктуры чугуна для реальных отливок (деталей) в условиях мелкосерийного и единичного производства практически невозможна.
Известно, что для одной и той же марки чугуна его структура и свойства (твердость, прочность) могут существенно отличаться в зависимости от условий охлаждения, т.е. толщины стенки. Следовательно, вследствие высокой чувствительности структуры и свойств чугуна к условиям охлаждения, при выборе режимов сверления чугуна необходимо учитывать не только его марку, но и толщину стенки обрабатываемого участка. Это позволяет наиболее правильно определить оптимальные режимы сверления для различных обрабатываемых участков отливки (стенка, бобышка, фланец и т.п.) с учетом влияния твердости и структуры.
В результате обобщения анализа и обработки справочных данных (ГОСТ 1412-85, ГОСТ 7393-85) были построены графические зависимости для определения твердости НВ серого и высокопрочного чугуна различных марок от толщины стенки d, мм (квадрант I) затем, используя справочные данные (1) , были построены зависимости для определения технологических режимов скорости сверления V, м/мин чугуна различных марок в зависимости от твердости и типа структуры чугуна (квадрант II). Далее были построены зависимости величины подачи S, мм/об. от скорости резания V, м/мин для различных диаметров сверла Д, мм (квадрант III).
Путем соответствующего объединения полученных графических зависимостей были построены номограммы (рис. 1, 2) для определения режимов сверления — скорости резания V, м/мин и подачи S, мм/об. для различных марок серого (рис. 1) и высокопрочного (рис. 2) чугунов в зависимости от толщины стенки d, мм диаметра сверла Д, мм и структуры чугуна. Ключ пользования номограмм показан пунктирной линией.
Так, например, в соответствии с рис. 1 сверление отверстий диаметром Д=16 мм в стенке толщиной d = 35 мм на отливках из серого чугуна СЧ25, твердость которого (по номограмме) составляет НВ = 2170 Мпа, рекомендуется осуществлять при скорости резания V = 24 м/мин и подаче S = 0,30 об./мин. В соответствии с рис. 2 для сверления отверстий Д = 12 мм в стенке толщиной d = 35 мм на отливках из высококачественного чугуна ВЧ45 с твердостью (по номограмме) НВ = 2070 Мпа и феррито-перлитной структурой рекомендуется скорость резания V = 19 м/мин и подача S = 0,20 мм/об. Необходимо отметить, что номограммы применимы для сверл марок Т15, Т16, М7, М10, М41-М47, S9-S12.
———
Если любопытно, то полный текст и номограммы здесь: http://www.sibpatent.ru/default.asp?khid=24407&code=551903&sort=2
Ann
Такая многоступенчатая система, где внизу сам фильтр, а наверх выводится краник отдельный.
Спасиб, перед фильтром там надо ставить какие-то специальные клапаны, которые не дают давлению ни опуститься ниже определенного (а то весь этот обратный осмос оказывается пшиком), и не дающие превысить давление выше определенного (опять же для качества фильтрации). Про это желики-впариватели чаще всего умалчивают, думают что мы физику в школе не учили и принципов работы фильтров не понимаем.
Чугуний мож проще сварочным аппаратиком аккуратно прожечь, предварительно сняв эмаль? Или тада уж тем более еблопнет?
Чугуний мож проще сварочным аппаратиком аккуратно прожечь, предварительно сняв эмаль?

