Какой инструмент применяется для плоскостной разметки металла?
§ 3. Инструменты для плоскостной разметки
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемой поверхности при помощи линейки, угольника или шаблона. Изготовляются чертилки из инструментальной стали У10 или У12. Для разметки на стальной хорошо обработанной поверхности применяют чертилки из латуни, а на алюминии риски наносят остро заточенным карандашом.
В практике находят применение в основном три вида чертилок:
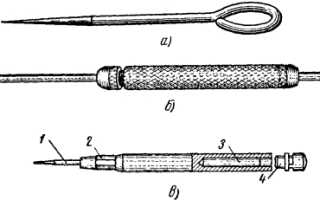
- Круглая чертилка представляет собой стальной стержень длиной 150 и 200 мм и диаметром 4—5 мм, один конец которого закален на длине 20—30 мм и заострен, а другой согнут в кольцо диаметром 25— 30 мм (рис. 79, а).
- Чертилка — стальной стержень, заостренный с двух сторон, один конец которого отогнут под углом 90° (рис. 79, б). Средняя часть чертилки утолщена, чтобы ее удобнее было держать в руке. Загнутым концом наносят риски в труднодоступных местах.
- Чертилка со вставной иглой (рис. 79, в) выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы патефонные иглы.

Рис. 79. Чертилки:
а — с концом, согнутым в кольцо, б — с загнутым концом, в — с вставной иглой: 1 — вставная игла, 2 — гайка, 3 — место для запасных иголок. 4 — пробка
Чертилки должны быть остро заточенными. Чем острее рабочая часть их, тем тоньше будет разметочная линия и тем, следовательно, выше точность разметки. Затачивают чертилки на заточных станках, их прижимают к образивному кругу и равномерно вращают.
Для нанесения прямых линий применяют линейки. Линейки со скошенными ребрами (кромками) обеспечивают более высокую точность разметки.
Разметочные циркули (рис. 80) бывают трех типов, обыкновенные, со сменными иглами и пружинные. Разметочные циркули применяются для разметки окружностей, дуг, деления углов и окружностей, перенесения размеров и других геометрических построений. Концы ножек разметочных циркулей на длине 20—30 мм закалены.

Рис. 80. Разметочные циркули:
а — простой, б — со сменными иглами, в — пружинный
Рейсмас служит для нанесения на заготовки рисок на определенном расстоянии от рабочей поверхности плиты.
На стальном (или чугунном) основании рейсмаса шарнирно закреплена вертикальная стойка, на которой перемещается муфта с установленной на ней чертилкой. Муфта может перемещаться по стойке и закрепляться на любой высоте винтом. Но такая конструкция рейсмаса не обеспечивает точной установки чертилки на размер, вследствие чего разметка бывает не совсем точной.
Для точной разметки, часто применяется штангенрейсмас, устройство которого описано в главе XI, и разметочный штангенциркуль (рис. 81).

Рис. 81. Приемы разметки разметочным штангенциркулем
Перенос размеров с одной плоскости на другую, проведение концентричных окружностей и радиусных кривых, разметку деталей с бобышками и т. п. трудно выполнять простыми инструментами. Для такой разметки применяется усовершенствованный разметочный штангенциркуль (рис. 82). Он имеет штангу 9 с утолщенным концом, в который устанавливается резец 2. По штанге перемещается рамка 6 с нониусом 3. В нижней части рамки находится центр 13, в отверстие которого вставляется сменная центрирующая коническая опора, закрепляемая зажимом 12.
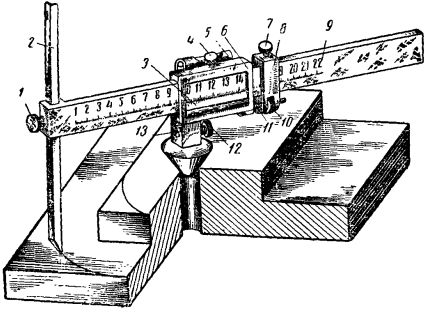
Рис. 82. Усовершенствованный разметочный циркуль
Рамка 6 при помощи микрометрического винта 11 соединяется с хомутиком 8. Перемещается рамка 6 по штанге вручную и закрепляется зажимом 4. Микрометрическая подача рамки осуществляется поворотом гайки 10 при закрепленном хомутике винтом 7.
При разметке вначале устанавливают центрирующую опору соответствующую базовому отверстию, затем на плоскость размечаемой детали ставят резец. После этого проверяют горизонтальное положение штангенциркуля по уровню 5, закрепляют резец стопорным зажимом 1 и производят разметку.
Кернер применяется для нанесения углублений (кернов) на предварительно размеченных линиях. Углубления делаются для того, чтобы линии были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали марок У7А, а также У7, У8 и У8А.
Острие кернера затачивается на шлифовальном круге под углом 60°. При более точной разметке пользуются малыми кернерами с острием, заточенным под углом 30—45°.
У кернеров для разметки центров отверстий, подлежащих сверлению, острие затачивается под углом 75°.
Кернер обыкновенный (рис. 83, а) представляет собой стальной стержень длиной 90; 100; 125 и 150 мм и диаметром 8; 10; 12 и 13 мм (ГОСТ 7212—54); боек кернера имеет сферическую поверхность, ударная часть кернера закаливается на длине 15—20 мм средняя часть имеет накатку для того, чтобы кернер удобно было держать.

Рис. 83. Кернеры:
а — простой, б — пружинный, в — электрический
Кернер указанной конструкции вследствие неодинаковой силы удара молотком наносит керны различной глубины. Кроме того, в момент удара он может быть сдвинут с риски и кернение будет неточным. Этих недостатков нет у пружинных и электрических кернеров.
Пружинный кернер (рис. 83, б) имеет корпус 5, в котором помещаются две пружины 3 и 7, стержень 2 с кернером 1, ударник 8 со смещающимся сухарем 10 и плоской пружиной 4. При нажатии на гайку 6 конец стержня 2 упирается в сухарь 10, в результате чего ударник 8 перемещается и сжимает пружину 7. Упершись в ребро заплечника 9, сухарь сдвигается в сторону и кромка его сходит со стержня 2. В этот момент ударник под действием силы сжатой пружины 7 наносит по концу стержня 2 удар, после этого пружина 3 возвращает ударник в исходное положение.
Электрический кернер (рис. 83, в) состоит из корпуса б, пружины 2 и 5, ударника 3, катушки 4, кернера 1. При нажатии, установленным на риске острием кернера электрическая цепь замыкается и ток, проходя через катушку, создает магнитное поле, ударник мгновенно втягивается в катушку и наносит удар по стержню кернера. Во время переноса кернера в другую точку пружина 5 размыкает цепь, а пружина 2 возвращает ударник в исходное положение.
Электрический кернер отличается высокой производительностью.
Урок по учебной практике » Плоскостная разметка»
Плоскостная разметка в слесарном деле

Ответственным подготовительным этапом, который применяется при обработке металла в слесарном деле, на предприятиях машино- и станкостроения, является разметка поверхностей.
Плоскостная разметка — это слесарная операция, состоящая в построении на ровных поверхностях заготовок внутренних и контурных линий изготавливаемых деталей.
Качество ее выполнения оказывает влияние на:
- свойства готовых изделий;
- расход металла;
- образование брака и отходов;
- последующие операции металлообработки.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
Кроме плоскостной разметки используется пространственная разметка. Она отличается тем, что все линии вычерчиваются на нескольких поверхностях, располагающихся в разных плоскостях друг относительно друга.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной».
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
- деревянные;
- металлические.
Основные требования к качеству и конструкции столов:
- Прочность и устойчивость. Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах.
- Достаточная площадь рабочей поверхности. Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала.
- Удобство. Столы оборудуются различными приспособлениями:
- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
| Инструмент | Функция | Требования к конструкции | Рекомендации по использованию |
| Чертилка | вычерчивание линий разметки на заготовках | · тонкий стержень из стали;· один конец затачивается под 45 градусов, второй – согнут в кольцо;· острый конец закаливают | · для получения тонких рисок острие должно быть твердое и острое;· чертилку при работе отклоняют от линейки в направлении ее перемещения, она должна постоянно острием прижиматься к линейке |
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь;· наличие в рабочей части графитового карандаша | перед нанесением разметочных рисок проверяется ровность и точность кромок, вдоль которых будет перемещаться инструмент |
| Рейсмус | · проверка расположения заготовок;· проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой;· высота фиксации отмеряется угольником | |
| Кернер | · построение центров окружностей или отверстий;· нанесение лунок на разметочные линии | · материал — твердая сталь;· размеры: диаметр 8-13 мм, длина 90-150 мм;· конец затачивается под 60 градусов;· бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется |
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» |
| Угольники | · построение и контроль углов;· восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов;· угольник с полкой используется для проверки корректности размещения деталей на плите |
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом |
| Циркуль | · построение окружностей, дуг;· перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку |
| Разметочная плита | · служит рабочей поверхностью;· используется для хранения оборудования | · располагается горизонтально;· должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах |
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке |
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Приемы плоскостной разметки
Обязательное условие правильного нанесения разметки на плоские поверхности – качественная их подготовка. Порядок подготовки:
- С помощью стальных щеток удалить с поверхности заготовки загрязнения, окалину, следы коррозии.
- Проверить заготовочный материал на наличие дефектов: раковин, трещин, вздутий.
- При выявлении дефектов следует их измерить и предпринять меры по их удалению.
- Если удалить дефекты не возможно, то следует составить план разметки так, чтобы они были удалены с поверхности в ходе обработки.
Перед выполнением плоскостной разметки, рекомендуется:
- Проанализировать чертеж детали, ее назначение, характеристики и размеры.
- Разработать план разметки.
- По справочникам определить припуски на обработку.
- Окрасить поверхность.
Pereosnastka.ru

Инструменты для плоскостной разметки
Инструмент для плоскостной разметки
Для выполнения плоскостной разметки используют чертилки, линейки, угольники, разметочные циркули, штангенциркуль ШЦ-П, кернеры, центроискатели, молотки, угломеры и транспортиры.
Чертилки (рис. 3.3) предназначены для нанесения разметочных линий на заготовку. Они представляют собой стальные

Рис. 3.3. Чертилки:
а — проволочная; б — точечная ; в — двусторонняя; г — плоская
заостренные стержни (угол заточки 15. 20 0 ) из углеродистой инструментальной стали марки У10 или У12. Чертилки бывают проволочные (круглые), двусторонние, точечные, плоские.
Проволочная чертилка (рис. 3.3, а) представляет собой стальной цилиндрический стержень диаметром 4. 5 мм и длиной 150. 200 мм. Один конец имеет закругление в виде кольца диаметром 25. 30 мм, а второй остро заточен и закален (рабочая часть).
Точечная чертилка (рис. 3.3, б) имеет одну рабочую часть, а вторая часть утолщенная с накаткой в виде рукоятки.
Двусторонняя чертилка (с отогнутом концом) (рис. 3.3, в) представляет собой также стальной стержень, заостренный с двух сторон, один конец которого отогнут под углом 90°. Средняя часть утолщенная с накаткой (для удобства пользования). Такие чертилки применяют для разметки в труднодоступных местах.
Плоская чертилка (рис. 3.3, г) имеет плоское сечение с заостренным концом.
В последнее время широко применяются чертилки со вставными иглами по типу часовых отверток (рис. 3.4, а) или карандаша с убирающимся острием (рис. 3.4, б).
Линейки служат для нанесения прямых линий. Это металлические линейки с миллиметровой шкалой (рис. 3.5).

Рис. 3.4. Чертилки:
а — со вставными иглами (1 — игла; 2 — корпус; 3 — запасные иглы; 4 — пробка); б — с убирающимся острием (карманная)

Рис. 3.5. Линейка: а — конструкция; б — измерение
Угольники (рис. 3.6) применяют для разметки перпендикулярных линий. При этом используют плоские слесарные угольники, угольники с широким основанием и Т-образные.

Рис. 3.6. Угольники:
а — плоский слесарный; б — с широким основанием; в — Т-образный
Разметочные циркули (рис. 3.7) используют для разметки окружностей и дуг, для деления отрезков, окружностей и геометрических построений. Циркулями пользуются и для переноса размеров с масштабных линеек на заготовку. Разметочные циркули бывают: простые — с дугой (рис. 3.7, а), пружинные (рис. 3.7, б); со вставными рабочими иглами (рис. 3.7, в); двумя оптическими линзами на ножках циркуля (циркуль Новикова). Циркуль Новикова (рис. 3.7, г) имеет микрометрический винт 2 для точной установки размера, две ножки 6, закаленные иглы 4 и две оптические линзы 7 с пятикратным увеличением.
Для повышения точности разметки широко используют штангенциркуль ШЦ-П (рис. 3.8), который, кроме того, позволяет вычерчивать окружности большого диаметра.

Рис. 3.7. Разметочные циркули:
а — простой; б — пружинный; в — со вставными иглами; г — с оптическими линзами; 1 — винт; 2 — микрометрический винт; 3 — установочное устройство; 4 — иглы; 5 — гайка; 6 — ножки; 7 — оптические линзы

Рис. 3.8. Штангенциркуль ШЦ-П:
1 — неподвижные измерительные губки; 2 — подвижные измерительные губки; 3 — рамка; 4 — зажим рамки; 5 — рамка микрометрической подачи; 6 — зажим рамки микрометрической подачи; 7 — штанга; 8 — гайка и винт микрометрической подачи; 9 — нониус
Кернер — инструмент для закрепления разметочных линий. Изготавливают кернеры из инструментальной углеродистой стали марок У7А, У8А, 7ХФ, 8ХФ. Кернер имеет рабочую, ударную и среднюю части. Рабочую часть закаливают до твердости Н11С 55. 5Э, а ударную часть — до твердости НИС 40. 45. Среднюю часть не закаливают, на нее наносят рифления (накатку) для удобства работы.
Кернеры бывают обыкновенные, специальные, механические, электрические.
Обыкновенный кернер (рис. 3.9) имеет длину 100, 125 и 160 мм и диаметр стержня 8, 10, 12 мм. Рабочую часть кернера затачивают на угол 60° для разметки средней точности, 30°. 45° для точной разметки и 75° под центры будущих отверстий. Заточка кернера показана на рис. 3.10. При заточке кернеру придают вращение вокруг его оси.

Рис. 3.9. Обыкновенный кернер

Рис. 3.10. Заточка кернера на заточном станке
Специальные кернеры (рис. 3.11) применяют в тех случаях, когда разметку сложно выполнять обыкновенным кернером. Это кернеры для разметки малых окружностей, шаговый кернер, кернер с оптической линзой. Применение специальных кернеров значительно повышает производительность и точность разметки.

Рис. 3.11. Специальные кернеры:
а — для малых окружностей; б — шаговый кернер (1,2 — кернеры; 3 — установочное устройство); в — с оптической линзой
Механический кернер (рис. 3.12, а) имеет корпус, свинченный из трех частей 3, 5, 6. В корпусе размещены две пружины 7,11, стержень 2 с кернером 1, ударник 8 со смещающимся сухарем 10 и плоская пружина 4. При нажатии на изделие острием кернера внутренний конец стержня 2 упирается в сухарь, в результате чего ударник перемещается вверх и сжимает

Рис. 3.12. Кернеры:
а — механический (1 — кернер; 2 — стержень; 3, 5,6 — детали корпуса; 4 — плоская пружина; 7,11 — пружины; 8 — ударник; 9 — запле- чик; 10 — сухарь); б — электрический (1 — кернер; 2,5 — пружины; 3 — ударник; 4 — катушка; 6 — корпус)
пружину 7. Упершись в ребро заплечика 9, сухарь сдвигается в сторону, и кромка его сходит со стержня 2. В этот момент ударник под действием силы сжатой пружины 7 наносит по концу стержня с кернером удар. Пружина 11 восстанавливает начальное положение кернера. Сила удара регулируется упорным колпачком 6.
Электрический кернер (рис. 3.12, б) состоит из корпуса 6, пружин 2 и 5, ударника 3, катушки 4, кернера 1. При нажатии установленным на риске острием кернера электрическая цепь замыкается, и ток, проходя через катушку, создает магнитное поле. Ударник втягивается в катушку и наносит удар по стержню кернера. Во время переноса кернера в другую точку пружина 5 размыкает цепь, а пружина 2 возвращает ударник в исходное положение.
Центроискатели применяются для нахождения центров на торце цилиндрических деталей или центров отверстий. Конструкции центроискателей показаны на рис. 3.13.

Рис. 3.13. Центроискатели:
а — угольник-центроискатель; б — кернер-центроискатель (1 — головка кернера; 2 — пружина; 3 — воронка; 4 — фланец; 5 — кернер)
Угольник-центроискатель (рис. 3.13, а) имеет жесткопри- крепленную линейку, являющуюся биссектрисой прямого угла.
Кернер-центроискатель (рис. 3.13, б) применяется для нанесения центров на цилиндрических деталях диаметром до 40 мм.
Слесарный молоток имеет круглый боек. Масса молотка 50, 100 или 200 г, он применяется для разметки.
Разметка углов и уклонов производится с помощью угло меров (рис. 3.14) и транспортиров (рис. 3.15).

Рис. 3.14. Угломер:
1 — линейка основания; 2 — основание с градусной шкалой; 3 — сектор со шкалой нониуса; 4 — ось; 5 — поворотная линейка; 6 — съемный угольник

Рис. 3.15. Транспортир (а) и его применение (б)
При разметке транспортир устанавливают на заданный угол, удерживая левой рукой его основание, а правой поворачивают широкий конец линейки до тех пор, пока второй ее конец в виде стрелки не совпадет с делением заданного градуса, нанесенным на основании. После этого линейку фиксируют стопором и чертилкой наносят линию.
Плоскостная разметка в слесарном деле
Ответственным подготовительным этапом, который применяется при обработке металла в слесарном деле, на предприятиях машино- и станкостроения, является разметка поверхностей.
Плоскостная разметка — это слесарная операция, состоящая в построении на ровных поверхностях заготовок внутренних и контурных линий изготавливаемых деталей.

Качество ее выполнения оказывает влияние на:
- свойства готовых изделий;
- расход металла;
- образование брака и отходов;
- последующие операции металлообработки.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
Кроме плоскостной разметки используется пространственная разметка. Она отличается тем, что все линии вычерчиваются на нескольких поверхностях, располагающихся в разных плоскостях друг относительно друга.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной».
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
- деревянные;
- металлические.
Основные требования к качеству и конструкции столов:
- Прочность и устойчивость.
Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах.
- Достаточная площадь рабочей поверхности.
Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала. - Удобство.
Столы оборудуются различными приспособлениями:

- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
· один конец затачивается под 45 градусов, второй – согнут в кольцо;
· размеры: диаметр 8-13 мм, длина 90-150 мм;
· конец затачивается под 60 градусов;
Приемы плоскостной разметки
Обязательное условие правильного нанесения разметки на плоские поверхности – качественная их подготовка. Порядок подготовки:
- С помощью стальных щеток удалить с поверхности заготовки загрязнения, окалину, следы коррозии.
- Проверить заготовочный материал на наличие дефектов: раковин, трещин, вздутий.
- При выявлении дефектов следует их измерить и предпринять меры по их удалению.
- Если удалить дефекты не возможно, то следует составить план разметки так, чтобы они были удалены с поверхности в ходе обработки.

Перед выполнением плоскостной разметки, рекомендуется:
- Проанализировать чертеж детали, ее назначение, характеристики и размеры.
- Разработать план разметки.
- По справочникам определить припуски на обработку.
- Окрасить поверхность.
Целью окрашивания является обеспечение отчетливости наносимых рисок. При окрашивании небольшой детали, ее держат под наклоном в левой руке. Малярной кистью тонко, перекрестными движениями, наносят краску. Большие заготовки окрашиваются с помощью валика или пульверизатора.
Рекомендации по окрашиванию приведены в таблице.
Применяемая техника нанесения плоскостной разметки зависит от ее назначения, материала, на который наносятся линии, формы размечаемых деталей.
Разметочные работы могут выполняться:
- по чертежу – все элементы детали переносятся с чертежа на материал;
- по шаблону – контуры детали очерчиваются на материале по контурам заранее изготовленного лекала, шаблона или трафарета;
- по образцу – применяется, когда отсутствует чертеж и шаблон, размеры снимаются с образца заменяемой детали;
- по месту – осуществляется при сборке или подгонке по размеру сборочных единиц габаритных деталей.
Если при работе используется чертеж, то порядок выполнения разметки следующий:
- Тщательно изучить чертеж, выяснить материал детали и процесс ее изготовления.
- Установить методы и порядок нанесения на материал линий и кернов.
- Размеры, приведенные на чертеже, следует откладывать с помощью специальных инструментов для разметки и измерительных приборов. Не рекомендуется с чертежа переносить размеры циркулем, даже если чертеж выполнен в масштабе 1:1. Это обусловлено тем, что размеры бумаги, на которую нанесен чертеж, при высыхании могут измениться.
- Установить базу, от которой будет вестись разметка. В качестве базы могут быть:
- кромки размечаемого материала;
- ранее нанесенные линии, например, осевые, центровые.
- Порядок вычерчивания линий:
- в горизонтальном направлении;
- в вертикальном направлении;
- дуги, скругления, окружности;
- наклонные линии.
- Накернить линии.
- Проверить наличие всех линий с чертежа на размечаемой поверхности.



Приемы качественного нанесения разметки:
- Отметки на заготовках из стали наносятся чертилкой. На листах из сплавов на основе алюминия все внутренние линии, для избежания повреждения покрытия, прочерчиваются карандашом, линии контура — чертилкой. Для чистоты линия проводится один раз. Если риска проведена плохо, то это место следует закрасить, дать высохнуть и прочертить линию снова.
- При работе с кернером, левой рукой его устанавливают заостренным концом точно в необходимое место, наклонив от себя и прижав к намечаемому месту. После кернер следует быстрым движением привести в вертикальную позицию и слегка ударить слесарным молотком.
Нанося кернение, следует учитывать нюансы:
- центры кернеров должны располагаться четко на линиях, так чтобы после операций обработки на заготовках осталась половина лунки;
- обязательно следует накернивать места пересечения рисок и скруглений;
- на коротких рисках лунки делают через каждые 5-10 мм, а на длинных – 20-100 мм;
- окружность накернивают в месте пересечения осей;
- на обработанной поверхности лунки проставляются на концах рисок;
- на чистообработанных поверхностях линии не накернивают, они продлеваются до боковых граней, где и ставятся лунки.
- установить заготовку на плите рядом с деталью, при этом необходимо учитывать равномерность распределения на заготовке припусков;
- постепенно перенести все размеры с детали на заготовку;
- синхронно меняя положения заготовки и детали, рейсмусом переносить все размеры;
- контролировать с помощью угольника по линиям, нанесенным в предыдущем положении, соответствие установки детали и заготовки;
- закончить разметку следует накерниванием рисок.
Брак при разметке
Дефекты при нанесении плоскостной разметки оказывают негативное влияние на дальнейшие операции обработки заготовки и качество получаемых деталей. Если ошибки выявлены на ранних стадиях, то их можно устранить. В противном случае вся заготовка отбраковывается и является отходом производства.
Часто встречающиеся виды брака и причины их возникновения приведены в таблице.
· несоблюдение последовательности операций;
· неправильное использование инструментов;

Таким образом, плоскостная разметка – важная стадия производства металлических изделий. От ее точности зависит качество получаемой продукции.
Какой инструмент применяется для плоскостной разметки металла?
Разметка плоских поверхностей.
Требования безопасности труда, приступая к обучению разметке плоских поверхностей, инструктор обязан внимательно осмотреть весь инструмент и приспособления. Запрещается работать неисправным и неправильно заточенным инструментом.
Инструменты, находящиеся в работе, должны соответствовать следующим требованиям. Молотки должны быть прочно насажены на рукоятки и расклеены в отверстии стальными клиньями. Рукоятка молотка должна иметь овальное сечение с равномерным утолщением к концу. Поверхность рукоятки должна быть чистой и гладкой, без сучков, трещин и отколов. Длина рукоятки для разметочных молотков массой 200 г должна быть 250—300 мм. Рабочие поверхности молотка должны иметь гладкую, ровную поверхность, без трещин и отколов.
Ударная часть кернеров не должна быть сбита или скошена от ударов. Поверхность ударной части должна быть гладкой и слегка выпуклой. Длина кернера должна быть не менее 70 мм, чтобы ударная часть взятого в руку инструмента находилась на 20 мм выше пальцев.
Рабочая часть кернера должна представлять собой заточенное на конус острие с углом при вершине 60°, а для наметки центров отверстий, подлежащих сверлению, с углом при вершине 45°. Нельзя применять притупленный кернер, так как при ударе по нему молотком острие соскальзывает с разметочной плоскости и может послужить причиной травмы рук. Удары следует наносить по ударной части вдоль оси кернера при его перпендикулярном расположении к плоскости заготовки.
Для предупреждения травм рук необходимо осторожно обращаться с заостренными концами циркуля, чертилки и кернера. Эти инструменты класть в карманы одежды запрещается.
Последовательность выполнения работ при разметке.
При выполнении разметочных работ необходимо придерживаться следующих основных правил:
1. Слой окрашивающего состава, наносимого на поверхность заготовки, должен быть тонким, равномерным по толщине и полностью покрывать размечаемую поверхность. К разметке следует приступать только после его полного высыхания;
2. При проведении риски точно совмещать линейку с исходными отметками на детали и плотно прижимать к заготовке;
3. Прежде чем провести риску, следует убедиться, что чертилка (циркуль) хорошо заточена. Тупую чертилку (циркуль) необходимо повторно заточить;
4. Риску проводить одним непрерывным движением чертилки вдоль линейки, не наносить риску дважды по одному и тому же месту, так как это приводит к ее раздвоению;
5. При кернении разметочных рисок:
— убедиться в правильности заточки кернера, при необходимости заточить повторно;
— кернение производить легкими ударами молотка по кернеру так, чтобы глубина кернового углубления составляла примерно 0,5 мм. При накернивании длинных рисок (более 150 мм) расстояние между углублениями должно быть 25 — 30 мм, при накернивании коротких рисок (менее 150 мм) расстояние между углублениями должно быть 10 — 15 мм, линии малых окружностей диаметром до 15 мм накернивают в четырех взаимно-перпендикулярных точках;
— линии больших окружностей диаметром более 15 мм накернивают равномерно в 6 — 8 местах, дуги в сопряжениях следует накернивать с меньшими промежутками между углублениями, чем на прямолинейных участках;
— точки сопряжения и пересечения рисок необходимо обязательно накернивать; центр отверстия или дуги накернивают глубже, чем риску, диаметр отверстия при этом должен быть равен приблизительно 1,0 мм;
6. При разметке отверстия или дуги точно устанавливать раствор циркуля на требуемый размер, прочно фиксировать раствор циркуля прижимным винтом дуги циркуля. При проведении дуги циркуль слегка наклонять в сторону движения;
7. Если при сопряжении прямолинейных и криволинейных рисок они не совпали, размечаемое место детали закрасить заново и разметку повторить;
8. При разметке по шаблону (образцу) плотно прижимать его к детали, следить, чтобы он не сместился в процессе разметки. При возможности закреплять шаблон на поверхности размечаемой заготовки (например, струбциной);
9. При разметке центра на торце цилиндрической детали кернером-центроискателем (колоколом) следить за установкой центроискателя строго по оси детали, точность разметки проверять раздвижным центроискателем;
10. При разметке центра на торце цилиндрической детали угольником-центроискателем следить за плотным прилеганием полок центроискателя к цилиндрической части детали;
11. При разметке центра отверстия детали с помощью раздвижного центроискателя следить за перпендикулярностью установки деревянного бруска с пластиной оси отверстия (центр отверстия при этом определяют «на глаз» внутри четырех дуг — засечек на пластине), проверять точность разметки по внутренней поверхности отверстия или контрольной риске на торце детали;
12. При разметке «от кромки» обработанной детали следует плотно прижимать полку угольника с широким основанием к кромке детали;
13. При разметке «от осевых линий» размеры отсчитывают от двух контрольных керновых углублений, расположенных на краях этих линий;
14. При разметке при помощи рейсмаса размеры отсчитывать или от нулевой отметки вертикальной линейки, или от базового центра отверстия на детали в зависимости от ее конфигурации. Риску на заготовке следует проводить, наклоняя чертилку рейсмаса в сторону движения на угол 60 — 70° и плотно прижимая его основание к разметочной плите. Следить за прочностью крепления иглы-чертилки на штангерейсмаса. При разметке партии одинаковых деталей пользоваться многоигольчатым рейсмасом.
Разметка по чертежу представляет собой перенесение точек, линий, контуров и размеров с рабочего чертежа на размечаемый материал.
Прежде чем приступить к выполнению разметки, тщательно изучают рабочий чертеж детали, определяют материал и выясняют последовательность технологического процесса изготовления детали. Затем составляют план разметки, т. е. устанавливают способ и порядок нанесения линий и кернов на размечаемом материале.
При разметке по чертежу размеры, указанные на чертеже, откладывают на размечаемом материале при помощи разметочных и измерительных инструментов. Нельзя брать размеры циркулем или каким-либо другим инструментом непосредственно с чертежа для перенесения их на размечаемый материал даже в тех случаях, когда деталь показана в натуральную величину, т. е. в масштабе 1:1. Это объясняется тем, что рабочие чертежи укорачиваются при высыхании и реальные размеры становятся уменьшенными, не соответствующими цифровым размерам.
Листы, полосы или ленты, предназначенные для разметки, предварительно осматривают и проверяют их размеры. Осмотр необходим для выявления возможных пороков: выпучин, раковин, трещин, царапин и др. Далее листы, полосы и ленты очищают от грязи и остатков масла, после чего выправляют. Убедившись, что лист, полоса или лента взяты той марки материала и толщины, какие указаны на чертеже, и не имеют пороков, подготовив необходимый инструмент и проверив его исправность, приступают к выполнению разметки.
Поверхности листов, полос и лент из стали и жести перед разметкой окрашивают разными способами. Окрашивание необходимо для того, чтобы разметочные линии были отчетливо видны при обработке. Поверхности размечаемых материалов, а также грубо обработанные поверхности окрашивают скоросохнущими светлыми красками. Часто применяют краску, изготовленную из порошка мела и столярного клея, например к 5 кг мела прибавляют 200 г столярного клея (для связи). Клей разводят отдельно, затем его смешивают с разведенным в воде до консистенции густого молока мелом и кипятят.
Для ускорения высыхания краски в нее добавляют немного скипидару. Когда краска высохнет, на размечаемой поверхности получаются отчетливые риски.
Для окрашивания чисто обработанных поверхностей применяют раствор медного купороса (25 — 30 г медного купороса на 200 г воды). При этом поверхность материала покрывается тонким и прочным медным слоем, на котором отчетливо видны разметочные линии. Окрашивание поверхностей размечаемых материалов выполняют на специальных стеллажах или на полу около разметочного стола. Краску наносят на поверхность размечаемого материала обычными малярными кистями или пульверизатором. Поверхности размечаемых листов, полос и лент из алюминиевых сплавов не окрашивают красками.
Перед нанесением на окрашенную поверхность разметочных линий определяют базу детали, от которой ведут разметку. При разметке по чертежу базой могут служить наружные кромки листов, полос и лент, а также различные линии, нанесенные на поверхность, например центровые, средние, горизонтальные, вертикальные или наклонные.
Если базой является наружная кромка (нижняя, верхняя или боковая), то ее предварительно выравнивают. Когда базой являются две взаимно перпендикулярные кромки листа, полосы или ленты, то до разметки их обрабатывают под прямой угол. Если базой являются центровые (осевые) линии, то от них наносят все остальные. Обычно сначала прочерчивают все горизонтальные линии, затем все вертикальные, а после них прочерчивают скругления и окружности, которые соединяют прямыми и наклонными линиями (рис. 1.5.2).

Рисунок 1.5.2 Разметочные риски.
Разметочные риски на поверхность стальных деталей наносят чертилкой, которую держат в руке, как карандаш, плотно прижимая к линейке и немного наклоняя ее в направлении движения.
При разметке деталей из алюминиевых сплавов разметочные риски наносят мягким графитовым карандашом и только контурные линии, по которым материал будет разрезаться на части, наносят чертилкой. Это необходимо во избежание нарушения антикоррозийного покрытия.
Разметочную риску как чертилкой, так и карандашом проводят по одному месту только один раз, тогда она получается чистой и правильной. Разметка считается законченной, если изображение на поверхности размечаемого материала полностью соответствует изображению на чертеже. Нанесенные на поверхность материала разметочные линии при дальнейшей обработке детали могут стереться. Поэтому после нанесения разметочных линий на них кернером набивают углубления.
Центры кернов (углублений) должны располагаться точно на разметочных линиях, чтобы после опиливания по разметочной линии на обработанной детали осталась половина керна. Керны не должны быть глубокими, так как их трудно будет вывести при дальнейшей обработке.
При набивке на разметочных линиях углублений кернер держат тремя пальцами. Острие кернера устанавливают точно по разметочным линиям или в точке их пересечения, немного наклоняя кернер от себя, а затем, не сдвигая его с разметочной линии, ставят вертикально и легко ударяют молотком. При выполнении медницких и жестяницких работ углубления наносят вдоль разметочных линий на расстоянии от 10 до 25 мм одно от другого на прямых участках и на расстоянии от 5 до 10 мм одно от другого в местах закруглений в углах.
Разметка по чертежу требует особого внимания, так как незначительная ошибка может вызвать брак при изготовлении детали. Причинами брака при разметке по чертежу являются неточность разметочного инструмента вследствие его износа, ошибки размеров чертежа, неправильное чтение чертежа, ошибки при откладывании размеров и др.
Кроме рассмотренной разметки по чертежу, применяют разметку по шаблону.
Шаблоном называется приспособление, по которому изготавливают детали или проверяют их после обработки. Разметка по шаблону используется при изготовлении больших партий одинаковых деталей. Она целесообразна потому, что трудоемкая и требующая много времени разметка по чертежу выполняется только один раз при изготовлении шаблона. Все последующие операции разметки заготовок заключаются в копировании очертаний шаблона. Кроме того, изготовленные шаблоны могут использоваться для контроля детали после обработки заготовки.
Шаблоны изготовляются из листового материала толщиной 1,5 — 3 мм. При разметке шаблон накладывают на размечаемую поверхность заготовки и по его контуру проводят чертилкой риски. Затем по рискам наносят керны. С помощью шаблона могут быть размечены и центры будущих отверстий. Применение шаблонов значительно ускоряет и упрощает разметку заготовок.
Разметка по образцу. Применяется в случаях износа или поломки детали и при отсутствии чертежа для изготовления новой. В таких случаях образцом является поломанная деталь. Если деталь плоская, то после тщательной очистки она накладывается на заготовку и по ней обводятся разметочные линии.
В тех случаях, когда наложить образец на заготовку нельзя, его устанавливают рядом и переносят все размеры с него на заготовку рейсмусом. При снятии размеров с образца следует учитывать износ старой детали, а также проверить, не повреждена ли она, не покоробилась ли, не отломаны ли выступы и т. п.