
Какие инструменты используются для рубки металла?
Технология рубки металла: инструмент и способы рубки металла
Одним из старейших методов металлообработки является рубка металлических заготовок. Рубка металла не теряет своей актуальности даже сегодня. При определенных условиях рубка металла обладает большей эффективностью, чем использование ленточной пилы, болгарки или даже газового резака.
Старейшим методом рубки металла является использование гильотинных ножниц. Гильотина дает возможность делать длинный рез, в продольном или поперечном направлении, с получением максимально чистой, ровной и аккуратной кромки.

Рубка металла – разновидность холодной металлообработки, при которой заготовке придаются требуемые размеры. Рубка металла обычно применима к листовому прокату толщиной до 1,5-2 (мм). Но в некоторых случаях рубке подвергается листовой прокат толщиной 3 и даже 4 (мм).
Разумеется, рубка металла применима не только к листовому железу. Дополнительно рубка используется для порезки проводов, троса, уголка и даже швеллеров. В статье будет рассказано как вырубать металл.
Инструмент и оборудование для рубки металла
Наиболее широкое распространение получили следующая техника и приспособления для рубки металла:
- Гильотинные ножницы
- Зубила (крейцмейсели)
- Высечки
- Подсечки
Дополнительно существует инструмент для изготовления шпоночных канавок, всевозможных пазов и шлицевых поверхностей. Но подобные работы относятся уже к долбежным и фрезерным металлорежущим операциям. Для реализации такой металлообработки применяют различные фрезы, долбяки и протяжки.
При создании шпоночных пазов и шлицевых соединений повышенной точности нередко применяются импульсные электрические выжигатели. В этом случае паз формируется электродом, который выжигает лишний металл.
Теперь подробнее про инструменты для рубки металла.
Гильотинные ножницы для рубки металла
Ножницы гильотинного типа обладают одним весомым преимуществом. В таких ножницах одно из режущих лезвий расположено под углом к горизонтальной плоскости. Наклонное расположение верхнего лезвия позволяет правильно распределять усилие резания. В этом случае рез происходит не по всей длине заготовки одновременно, а лишь в одной точке, которая плавно смещается от одного края к другому.
Чем больше угол наклона подвижного лезвия, тем меньше усилий требуется для реза. Но вместе с тем будет ухудшаться качество режущей кромки.
Существует широчайшее видовое разнообразие гильотинных ножниц:
- Механические
- Пневматические
- Гидравлические
Механические модели могут быть как ручными, так и с электрическим приводом. Ручные ножницы используются в том случае, когда режется на полоски сравнительно тонкий листовой металл небольших размеров. Длина реза в ручных моделях обычно не превышает 300 (мм). Для ручной рубки оптимальной толщиной является металл до 2 (мм).

Ручные гильотинные ножницы применимы в случаях единичного производства. Ножницами этого типа нередко оснащаются ремонтные участки и слесарные мастерские.
Гильотинные ножницы с электрическим приводом уже можно использовать для более серьезного производства. Электромотор дает возможность гильотине развивать достаточно высокую силу реза. На таком оборудовании можно без труда осуществлять рубку металла толщиной до 3 (мм) и даже более того. Длина реза в гильотинных ножницах с электромотором может превышать 2000 (мм).
Гильотинные ножницы с электроприводом нередко используются в серийном и массовом производстве. Такой техникой удобно распускать на полоски и заготовки прямоугольной формы листовой металл, который смотан в рулоны.
Как вырубать металл пневматическими и гидравлическими ножжницами.

Пневматические и гидравлические гильотинные ножницы
Гильотина с пневматическим и гидравлическим приводом мало чем отличается от ножниц с электромотором. Если в гильотине с электроприводом сила резания создается за счет зубчатых зацеплений редуктора, то в пневматических моделях лезвия приводится в движение потоком сжатого воздуха. В гидравлических же гильотинах режущее лезвия приводится в движение напором рабочей жидкости.
На сегодняшний день гильотины с электроприводом считаются устаревшими. Дело в том, что в таких ножницах используется большое количество трущихся пар. Как известно, контактные поверхности склонны к механическому износу.
Куда более надежными и долговечными являются пневматические и гидравлические модели. В таких гильотинах сила резания создается воздухом или жидкостью, которые выступают рабочим телом (рабочей средой). К сжатому воздуху, как и жидкости, не применимо понятие механического износа.
Конечно, для работы пневматического/гидравлического режущего оборудования необходимо использовать вспомогательную техник:
- Пневматические установки требуют использования компрессорной станции. При этом компрессор должен быть весьма и весьма мощным, чтобы ножницам передавалась требуемая сила резания.
- Касательно гидравлических гильотинных ножниц, такая техника работает с применением маслонасосной станции. Это достаточно крупногабаритное и тяжелое оснащение, которое требует регулярного сервисного обслуживания.
При установке современной техники для рубки металла на производственной линии должно быть место и для размещения силовой установки. Да, механические ножницы хоть и являются устаревшими, но иной раз куда проще использовать классическую технику с электроприводом. Она занимает меньше места и не требует дополнительных затрат на обустройство линии силового агрегата.

Наличие пресса в гильотинных ножницах
Мощные производительные станки для раскройки листового металла обязательно оснащаются прижимным устройством, то есть прессом. Пресс нужен для фиксации заготовки. Если хорошо прижать заготовку, то металл в процессе резки не будет растягиваться.
Гильотинные пресс-ножницы позволяют добиться при рубке металла достаточно высокой точности. Даже при рубке металла толщиной 2-3 (мм) точность достигает 0,2-0,4 (мм) на каждый погонный метр реза!
Разумеется, наличие прижимного устройства заметно усложняет конструкцию гильотины. Пресс делает станок более массивным, а вместе с тем и более тяжелым. Работа пресса обычно сопровождается повышенным уровнем шума.
Какой еще существует инструмент для рубки металла.

Зубила, крейцмейсели и подсечки
При рубке листового металла не нужно забывать про существование широкого спектра ручного инструмента. В прошлом многие технологические операции даже в серийном производстве осуществлялись ручным инструментом для рубки металла.
При работе с металлическими заготовками используется в основном ударный инструмент:
- Зубила
- Крейцмейсели
- Подсечки
Касательно зубил и крейцмейселей, эти разновидности рубящих инструментов очень схожи между собой. Единственной разницей между зубилом и крейцмейселем является ширина режущей кромки. Крейцмейсели предназначены для тонкой работы, по этой причине эта разновидность рубящего инструмента имеет узкую режущую кромку.
Зубила более широкие. Зубилом обычно выполняют черновой проход. Крейцмейселем же ровняют неровные края и делают фигурную вырубку.
Отдельной категорией ручного рубящего инструмента представлены подсечки. Подсечка имеет широкое острие, которое жестко фиксируется к наковальне или ударной плите. На острую кромку подсечки кладется заготовка, после чего молотком или кувалдой, сверху, из заготовки вырубается требуемая часть.
Ручной рубящий инструмент в сегодняшнее время практически полностью вытеснили маленькие дисковые пилы, которыми удобно кроить тонкий листовой металл и прочие заготовки. Но несмотря на бурное развитие металлообрабатывающей техники в закромах у любого более-менее опытного мастера можно найти ручной ударный инструмент для рубки металла.
Ручной инструмент для рубки хорошо себя зарекомендовал при нечастом выполнении небольшого объема работы. Иной куда быстрее и проще срубить лишний металл зубилом, чем растягивать провода, подключать и настраивать какую-нибудь современную пильную технику.

Рубка металла высечкой
Еще одной разновидностью ручного рубящего инструмента являются высечки. Этот инструмент применяется для изготовления в листовом металле сквозных отверстий.
Высечка – закольцованная острая кромка, расположенная на торце удлиненной рукоятки. Высечка может иметь округлый или многоугольный профиль. Благодаря высечке в металле можно легко изготавливать отверстия требуемой формы и размера.
Острая кромка высечки ставится в месте, где требуется изготовить отверстие. Далее молотком наносится удар по тыльной стороне инструмента. В итоге сила удара передается на острую кромку, которая в свою очередь и вырубывает металл.
При помощи высечек получают не только отверстия в металле. В результате вырубки получается еще и ответная часть, из которой можно изготавливать различные шайбы, гайки, подложки, прокладки и много чего другого.
Слесарная рубка металла — инструменты, приемы, правила

Назначение слесарной рубки
Рубка металла
Назначение слесарной рубки
Далее: Инструмент, применяемый при рубке металла
Рубка представляет собой операцию холодной обработки металлов резанием. Ударным инструментом при рубке служат слесарные и пневматические молотки, а режущим — зубила, крейцмейсели и канавочники. Точность обработки, достигаемая при рубке, составляет 0,4—0,7 мм.
В современном машиностроении к процессу рубки металла прибегают лишь в тех случаях, когда заготовки по тем или иным причинам не удается обработать на станках. Рубкой выполняются следующие операции: удаление излишних слоев металла с поверхности заготовок (обрубка литья, сварных швов, прорубание кромок встык под сварку и пр.); удаление твердой корки; обрубка кромок и заусенцев на кованых и литых заготовках; разрубка на части листового материала; вырубка отверстий в листовом материале, прорубка смазочных канавок и др.
Технолопия рубки металла зависит от рода работы. Производится рубка в тисках, на плите или на наковальне. Заготовки и отливки мелких размеров при рубке закрепляются в стуловых тисках. Обрубка дефектов сварных швов и приливов в крупных деталях осуществляется на месте.
Рубка металла ручным зубилом — очень трудоемкая и тяжелая операция. Поэтому необходимо стремиться максимально ее механизировать.
Средствами механизации рубки металла являются: замена рубки обработкой абразивным инструментом, а также замена ручного зубила пневматическим или электрическим рубильным молотком.
Рассмотрим вначале основные правила и приемы работ при ручной рубке. Приступая к рубке, слесарь должен подготовить свое рабочее место. Достав из верстачного ящика зубило и молоток, он располагает зубило на верстаке с левой стороны тисков режущей кромкой к себе, а молоток — с правой стороны тисков бойком, направленным к тискам.
Большое значение для рубки имеет правильное положение корпуса слесаря: при рубке надо стоять у тисков устойчиво, вполоборота к ним; корпус рабочего должен находиться левее оси тисков. Левую ногу выставлять на полшага вперед так, чтобы ось ступни располагалась под углом 70—75° по отношению к тискам. Правую ногу немного отставить назад, развернув ступню под углом 40—45° по отношению к оси тисков.
Молоток необходимо брать за рукоятку так, чтобы рука находилась на расстоянии 20—30 мм от конца рукоятки. Рукоятку обхватывают четырьмя пальцами и прижимают к ладони, при этом большой палец накладывают на указательный и все пальцы сжимают. Держать зубило надо левой рукой, не сжимая сильно пальцы, на расстоянии 20—30 мм от головки.
В процессе рубки зубило должно направляться под углом 30—35° по отношению к обрабатываемой поверхности. При меньшем угле наклона оно будет скользить, а не резать, а при большем — излишне углубляться в металл и давать большие неровности обработки.
Существенное значение для процесса ручной рубки в тисках имеет также правильная установка зубила по отношению к вертикальной плоскости неподвижной губки тисков. Нормальной установкой режущей кромки зубила следует считать.угол 40—45°. При меньшем угле площадь среза увеличивается, рубка становится тяжелее и процесс ее замедляется. При большем угле стружка, завиваясь, создает дополнительное сопротивление срезу, поверхность среза получается грубой и рваной; возможно смещение заготовки в тисках.
Производительность и качество рубки зависят от вида замаха и удара молотком. Различают удар кистевой, локтевой и плечевой. При кистевом замахе удаоы молотком производятся силой кисти руки. Таким ударом пользуются при легкой работе: для снятия тонких стружек или при удалении небольших неровностей. При локтевом ударе рука изгибается в локте, и удар получается более сильным. Локтевой удар применяют при обычной рубке, когда приходится снимать слой металла средней толщины, или при прорубании пазов и канавок. При плечевом ударе замах получается наибольшим, а удар — самым сильным. К плечевому удару прибегают при рубке толстого металла, при удалении больших слоев за один проход, разрубании металла и обработке больших плоскостей.
Рис. 1. Подготовка к процессу рубки металла: положение корпуса (а) и ступней ног работающего при рубке (б); приемы держания („хватка”) инструмента при рубке (в и г)
Рис. 2. Приемы рубки: а — по уровню губок тисков: б — по разметочным рискам; в — при малом угле наклона зубила; г — при большом угле наклона зубила
Рис. 3. Трудовые движения при установке зубила на рабочее положение (а, б, в) и при нанесении удара молотком: при кистевом ударе (г), при локтевом ударе (д) и при плечевом ударе (е)
Производительность труда слесаря при рубке зависит также от характера и места рубки, силы удара молотком и от темпа рубки. При рубке с применением кистевого удара делают в среднем 40—50 ударов в минуту; при более тяжелой работе и плечевом ударе темп рубки снижается до 30—35 ударов в минуту.
Удар молотка по зубилу должен быть метким. Метким считается такой удар, при котором центр бойка молотка попадает в центр головки зубила, а рукоятка молотка с зубилом образует прямой угол. Рубить можно только остро заточенным зубилом; тупое зубило соскальзывает с поверхности, рука от этого быстро устает и в результате теряется правильность удара.
Размеры снимаемой зубилом стружки зависят от физической силы работающего, размеров зубила, веса молотка и твердости обрабатываемого металла. Наиболее производительной считается рубка, при которой за один проход снимается слой металла толщиной 1,5—2 мм. При снятии слоя большей толщины слесарь быстро утомлйется, а поверхность рубки получается нечистой.
Рубку хрупких металлов (чугун, бронза) следует производить от края к середине заготовки, чтобы избежать откалывания края детали. Иногда для этой цели с края заготовки напильником снимают фаску и тогда рубку ведут в обычном направлении. При рубке вязких металлов (мягкая сталь, медь, латунь) режущую кромку зубила рекомендуется периодически смачивать машинным маслом или мыльной эмульсией.
Рубку в тисках можно выполнять по уровню губок тисков либо выше этого уровня — по размеченным рискам. По уровню губок тисков чаще всего рубят тонкий металл, а выше уровня — широкие поверхности заготовок.
При обрубании широких поверхностей для сокращения времени следует пользоваться крейцмейселем и зубилом. Сначала крейцмейселем прорубают канавки, а затем срубают зубилом образовавшиеся выступы.
Чтобы правильно выполнять рубку, нужно хорошо владеть зубилом и молотком, т. е. правильно держать зубило и молоток, правильно делать замахи и ударять без промахов по головке зубила.
Рубка металла
Рубкой называется операция по снятию с заготовки слоя материала, а также разрубание металла (листового, полосового, профильного) на части режущими инструментами (зубилом, крейц- мейселем или канавочником при помощи молотка). Точность обработки при рубке не превышает 0,7 мм. В современном машиностроении к процессу рубки металла прибегают лишь в тех случаях, когда заготовка по тем или иным причинам не может быть обработана на металлорежущих станках. Рубкой выполняют следующие работы: удаление лишних слоев материала с поверхностей заготовок (обрубка литья, сварных швов, прорубание кромок под сварку и пр.); обрубку кромок и заусенцев на кованых и литых заготовках; разрубание на части листового материала; вырубку отверстий в листовом материале; прорубание смазочных канавок и др.
Производится рубка в тисках на плите или на наковальне. Заготовки больших размеров при рубке закрепляют в стуловых тисках. Обрубка литья, сварных швов и приливов в крупных деталях осуществляется на месте. Ручная рубка весьма тяжелая и трудоемкая операция, поэтому необходимо стремиться максимально ее механизировать.
Общие сведения
У любого режущего инструмента (зубило, резец, ножовочное полотно, напильник и т. п.) основной режущей частью является клин. Простейшие инструменты, у которых клин особенно резко выражен — это зубило и резец (строгальный, токарный). Клин как основа всякого режущего инструмента должен быть прочным и правильным по форме — иметь переднюю и заднюю грани, режущую кромку и угол заострения клина.
Передней и задней гранями клина называются две образующие плоскости, пересекающиеся между собой под определенным углом. Грань, которая при работе обращена наружу и по которой сходит стружка, называется передней. Грань обращенная к обрабатываемому предмету — задней.
Режущая кромка — это острое ребро инструмента, образуемое пересечением передней и задней граней. Поверхность, которая образуется на обрабатываемой детали непосредственно режущей кромкой инструмента, называется поверхностью резания.
Нормальные условия резания обеспечиваются благодаря наличию у режущего инструмента переднего и заднего углов. На рис. 4.2 показаны углы режущего инструмента.
Рис. 4.2. Схемы резания (а) и углы режущего инструмента (б)
Передний угол находится между передней гранью клина и плоскостью, перпендикулярной к поверхности резания, проведенной через режущую кромку клина. Обозначается это угол греческой буквой у (гамма).
Задний угол — угол, образуемый задней гранью клина и поверхностью резания. Обозначается греческой буквой ос (альфа).
Угол заострения — угол между передней и задней гранями клина. Обозначается греческой буквой (3 (бета).
Угол резания расположен между передней гранью клина и поверхностью резания. Обозначается греческой буквой 8 (дельта).
При работе режущего инструмента отделение слоя металла от остальной его массы с образованием стружки происходит следующим образом. Клинообразное стальное тело режущего инструмента под действием определенной силы давит на металл и, сминая его, сначала смещает, а затем скалывает частицы металла. Ранее отколовшиеся частицы вытесняются новыми и перемещаются вверх по передней грани клина, образуя стружку.
Скалывание частиц стружки происходит по так называемой плоскости скалывания MN, расположенной под углом к передней грани клина. Угол между плоскостью скалывания и направлением движения инструмента называется углом скалывания.
Рассмотрим действие клина при работе простого строгального резца, рис. 4.3. Предположим, что с заготовки Л требуется снять определенный слой металла резцом. Для этого устанавливают в станке резец так, чтобы он срезал металл до заданной глубины, и действием определенной силы Р сообщают ему непрерывное движение по направлению, показанному стрелкой.
Рис. 4.3. Резец с различными углами резани: А — изделие; Р — сила действующая при резании;
1 — резец; 2 — глубина снимаемого слоя;
Резец из прямоугольного бруска, лишенный углов клина (рис. 4.3а), не будет отделять стружку от металла. Он будет мять и давить снимаемый слой, рвать и портить обрабатываемую поверхность. Ясно, что работать таким инструментом нельзя. На рис. 4.35 показан резец из такого же прямоугольного бруска, но с рабочей частью, заточенной в форме клина. Такой резец легко отделяет стружку от остальной массы металла, причем стружка свободно сходит по резцу, оставляя гладкую обработанную поверхность.
§ 3. Инструмент и приспособления для рубки металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части. При современных способах обработки материала или заготовок рубка металла — подсобная операция.
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. При горизонтальной рубке, производимой в тисках, заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально, под углом не более 5°С. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
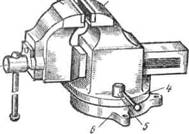
Рис. 3. Тиски параллельные:
1 — червячный винт, 2, 3 — подвижная и неподвижная губки, 4 — поворотный круг,
5 — винт поворотного круга, 6 — нижняя плита
Тиски бывают параллельные (рис. 3)—чугунные со стальными закаленными накладными губками 2, 3 и стуловые (рис. 4)—стальные. Материал перерубают преимущественно в стуловых тисках, так как они прочнее параллельных. На параллельных тисках разрешается перерубать только тонкую сталь.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных 2 полос и прутков — на плите или наковальне.
Слесарные молотки, используемые при рубке, бывают с круглыми или квадратными бойками (рис. 5, а, б).
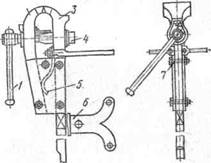
Рис. 4. Тиски стуловые:
1 — рычаг, 2,3— подвижная и неподвижная губки, 4 — втулка, 5—пружина, 6— лапа, 7 — распорная втулка
Молотки с круглыми бойками применяют, когда требуется большая сила и меткость удара, а с квадратными— для более легких работ. Молотки изготовляют из инструментальной стали У7. Рабочие части молотка закаливают и отпускают. Молоток должен быть в исправном состоянии, без трещин, плен, раковин и других дефектов.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из древесины твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400—600 г равна 350 мм, массой 800 г —380—450 мм.
Рабочую часть зубила и крейцмейселя (рис. 5, е, г) закаливают на длину не менее 30 мм, а головку — слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
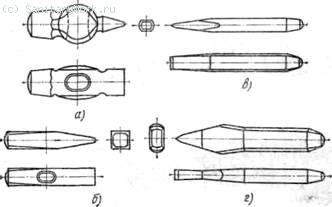
Рис. 5. Инструмент для рубки: а — Слесарный молоток с круглым бойком, б — слесарный молоток с квадратным бойком, в — слесарное зубило, г — крейцмейсель
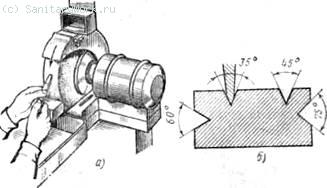
Рис. 6. Заточка зубила на заточном станке: а — Приемы держания зубила при заточке, б — шаблон для проверки правильности угла заточки
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют креицмеисели длиной 150—175 мм с лезвием шириной 5—10 мм. Головки зубила и креицмеиселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали —60°, для рубки латуни, меди и цинка —45°, для рубки очень мягких металлов (алюминия, свинца) — 35—45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На рис. 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла,
Слесарная рубка металла
Одним из методов подготовки детали к чистовой обработке является рубка металла. Она относится к слесарным операциям. Её применение позволяет решить следующие задачи:
- удалить оставшийся слой или части металла с поверхности заготовки;
- устранить образовавшиеся кромки на краях детали после ковки и литья;
- разделить металлический прокат на более мелкие части;
- вырубить отверстия в металлических изделиях;
- прорубить канавки различного назначения.

В справочной литературе описывающей слесарное дело подробно приводятся задачи, решаемые этой операцией и способы её проведения. Большое назначение слесарной рубки определяет её широкое применение в металлообработке и машиностроении. Она позволяет быстро и качественно разделить заготовки по заданным размерам.
Способы рубки металла
Технология слесарной рубки металла подразделяется на следующие виды:
- по характеру решаемых задач (вырубка деталей по заданной форме, отделение части металла необходимого размера, вырубание канавок);
- способу операции (ручную или механизированную);
- методу фиксации;
- направлению рубочного действия (вертикальное или горизонтальное).
Все виды рубки металла могут осуществляться как вручную, так и механически. Это определяется требуемым качеством получаемого изделия, количеством (производительностью), техническими возможностями (наличием ручного или механического инструмента).
При ручной рубке используются следующие способы: вертикальный или горизонтальный. Выбор способа зависит от возможности закрепления металла.
Она может зажиматься в тисках (если позволяют размеры и масса). Если это невозможно, заготовку располагают на наковальне или металлической плите. Горизонтальную операцию целесообразно производить с использованием слесарных тисков.
При ручной рубке выделяют три способа нанесения удара молотком. Это — кистевой, локтевой и плечевой удар. От силы удара зависит скорость проведения операции и качество получаемого края детали. На силу удара влияет масса ударной части молотка, длины ручки.

В оборудованных мастерских и на металлообрабатывающих предприятиях применяют различные виды механизированных способов рубки и резки металлических заготовок. К этим способам относятся:
- вырубка с помощью пресса или молота;
- рубка и резка с помощью гильотины;
- применения специальных станков.
В основу механизированных видов положены, механические, гидравлические или электрические принципы приведения в действие режущего инструмента.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
- режущего инструмента (зубила, крейцмейсель и так далее);
- слесарного молотка (его выбирают по весу и длине ручки);
- тисков;
- металлической подложки;
- инструмента для разметки.
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой. Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле. Все ударные инструменты изготавливаются из прочной инструментальной стали.
Основными параметрами этих инструментов являются геометрические размеры, углы заточки режущей части. Для нанесения удара по верхней (ударной) части зубила применяется слесарный молоток. Они отличаются формой бойка (круглая или квадратная), методом крепления ручки, общим весом.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам


На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Гидравлическая гильотина управляется электронным блоком. С его помощью задают параметры будущей операции. Устанавливают вид металла, угол среза, величину давления на нож, скорость резания. Кроме гильотины для решения этих задач применяют так называемые комбинированные агрегаты. К ним относятся режущие станки (пресс-ножницы) и узкоспециальные (угловысечные станки, прессы и штампы). Пресс-ножницы применяются для рубки листов и полос металла, фасонного и сортового проката. Они хорошо справляются с профильным металлом, например, швеллер, двутавровый прокат, квадрат. С их помощью получают ровные отверстия и различной формы пазы.
Угловысечные станки позволяют проводить угловую вырубку металлических изделий практически любой толщины. Высокой точности рубки добиваются благодаря наличию шкалы, позволяющей точно опускать инструмент в требуемое место и правильно заточенного набора зубил.

Прессы и штампы решают аналогичные задачи. В них применяют механические, гидравлические, пневматические и электрические приводы.
Ручной метод рубки металла
Приёмы слесарной рубки определяют последовательность действий :
- закрепление заготовки в тисках, если это невозможно её укладывают на наковальню;
- зубило устанавливают в начало линии разметки;
- сначала молотком наносят предварительные не сильные удары для выделения контура намеченной линии отсечения;
- затем вдоль этой линии перемещают режущий инструмент, по которому наносятся сильные удары;
- после завершения наполовину прорубленную заготовку переворачивают;
- с обратной стороны повторяют такие действия, до полного отсечения.
При работе с полосовым металлом используют горизонтальный способ. Правила работ заключаются в следующем:
- режущей кромке зубила при затачивании задают определённую кривизну;
- начинают проводить операцию с дальней кромки постепенно приближаясь к передней отметке;
- при вырубании заготовок по установленному шаблону, следует предусмотреть припуск.

Во время ручной операции высока вероятность порчи заготовки или появления различных дефектов. Чтобы избежать этого, необходимо:
- обеспечить прочную фиксацию заготовки;
- соблюдать угол наклона зубила (оно должно быть равно 30 градусов);
- аккуратно размечать линию отреза (выруба);
- рекомендуется перед началом работы снять фаски у заготовки;
- частота наносимых уларов должна быть равномерной с одинаковым усилием.
Эти рекомендации особенно необходимо соблюдать, когда производится рубка металлов профиля ПЗО.
Рубка металла гильотиной
На металлообрабатывающих, машиностроительных предприятиях, крупных мастерских применяется механизированная рубка металла. Наиболее распространённой является рубка с применением различных гильотин. Механизация рубки позволяет повысить качество рубленого края, осуществлять вырубку более толстого металла, увеличить скорость получения готовой заготовки.

Гильотины применяются для рубки листового металла различной толщины. Техника рубки достаточно проста. Гильотина имеет специальный нож, который под давлением опускается на лист металла, разрубая его по нанесённой разметке. Для создания требуемого усилия применяют механическую, гидравлическую или электромеханическую системы. В этом случае металлическая полоса стальная подвергается воздействию ножа, который реализует вертикальный способ рубки. В этом случае специальное устройство — рольганг — подаёт металлическую заготовку на заданную длину. Фиксирующее устройство осуществляет захват и удержание заготовки в требуемом положении. На место рубки под давлением опускается нож, который осуществляет эту операцию ровно по линии разметки.
Создание необходимого краткосрочного давления на лист металла позволяет произвести точную рубку по сделанной отметке и обеспечить высокое качество результата. Гильотинная резка обладает следующими преимуществами:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов на протяжении всей длины кромки;
- не бывает неравномерных скосов.
Кроме технических преимуществ, применение гильотины позволяет снизить себестоимость каждой детали и повысить производительность труда на этой операции.

Особенно важным является обстоятельство, что при такой резке удаётся повысить безопасность проведения операции.
Современные гильотины – это станки, оснащённые современными электронными блоками управления. Они способны задавать необходимые параметры перед проведением операции рубки.
Поэтому можно выбрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
Возможные дефекты
При проведении этой операции всегда проявляются определённые дефекты. К основным дефектам относятся:
- обрубленная кромка получается не прямолинейной;
- не сохраняется параллельность обеих кромок детали;
- край детали получается рваным с заусенцами и большой шероховатостью.
Каждый из проявившихся дефектов имеет свои индивидуальные причины. Первый дефект всегда проявляется при слабой фиксации обрабатываемой детали. Особенно этот дефект проявляется, если проводится процесс рубки на металлической станине без фиксации детали. Проявление этих дефектов вызвано следующими причинами:
- деталь не достаточно надёжно закреплена;
- произошло смещение нанесённой маркировки;
- процесс производился ударами, превышающими необходимую силу;
Для их устранения необходимо выполнять не сложные правила:
- Проверить прочность закрепления заготовки;
- Соблюдать точность расположения детали относительно нанесённой маркировки;
- Проверить параметры заточки инструмента.
При прорубании канавок, кроме перечисленных дефектов, могут появляться и другие. К ним относятся:
- рваные кромки канавки;
- глубина канавки разная по длине;
- сколы на конце канавки;
Чтобы предотвратить появление перечисленных дефектов необходимо соблюдать методики установленные инструкциями по применению конкретного оборудования и принятыми стандартами. Перед проведением операции осуществляется подготовка рубке самой заготовки, режущего инструмента и используемого станка.

При соблюдении правил подготовки и проведении операций рубки и вырубки получается ровный край, без дефектов и сколов.
Инструмент, применяемый при рубке металла
В качестве режущего инструмента при рубке металлов служат зубило, крейцмейсель и канавочники. Зубила для рубки горячего металла называются кузнечными, а для рубки холодного металла — слесарными.
Слесарное зубило состоит из трех частей: рабочей, средней и ударной.
В процессе обработки резанием требуемая форма детали достигается удалением излишка металла в виде стружки. При этом режущей части инструмента придается форма клина. Зубило представляет собой простейший режущий инструмент, в котором клип особенно четко выражен (рис. 11.27).

Рис. 11.27. Схема процесса резания при работе зубилом: а — распределение сил на клине; 6 — влияние угла заострения па процесс резания; в — процесс образования стружки при рубке и геометрия зубила
Действие клинообразного инструмента на обрабатываемый металл изменяется в зависимости от положения клина и от направления действия силы, приложенной к его основанию.
Различают два основных вида работы клина. Ось клина и направление действия силы, приложенной к его основанию, перпендикулярны к поверхности заготовки (рис. 11.27, а). В этом случае заготовка разрубается (раскалывается) (рис. 11.27, б). Ось клина и направление действия силы, приложенной к его основанию, образуют с поверхностью заготовки угол меньше 90°. В этом случаете с заготовки снимается стружка (рис. 11.27, в).
Форма режущей части (рис. 11.27, в) и углы ее заострения определяют геометрию зубила. Поверхности рабочей части зубила называются гранями. Грань, по которой сходит стружка металла в процессе резания, называется передней, а противоположная ей грань, обращенная к обрабатываемой поверхности заготовки, — задней. Пересечение передней и задней граней клина образуют режущую кромку. Ширина режущей кромки зубила обычно равна 15. 25 мм.
Угол, образованный сторонами клина, называют углом заострения и обозначают буквой (3. Угол между передней гранью и поверхностью резания именуется углом резания и обозначается буквой 8. Угол между передней гранью и плоскостью, проведенной через режущую кромку перпендикулярно поверхности резания, называется передним углом и обозначается буквой у. Задний угол — угол, образуемый задней гранью клина и поверхностью резания, обозначается буквой а.
Чем меньше угол заострения, тем меньшее усилие необходимо приложить для осуществления резания. Поэтому величину угла заострения выбирают в зависимости от твердости обрабатываемого металла и условий работы инструмента. Чем больше твердость и хрупкость металла, тем сильнее его сопротивление проникновению в него клина и тем большим должен быть угол заострения зубила. Для рубки чугуна и бронзы принимают (3 = 70°, для стали средней твердости (3 = 60°, для меди и латуни (3 = 45°, для алюминия и цинка |3 = 35°.
Назначение заднего угла а — уменьшить трение между инструментом и обрабатываемой поверхностью. Величина заднего угла обычно составляет 3. 8 0 .
Средняя часть зубила обычно имеет форму прямоугольного сечения с овальными гранями или форму многогранника, удобную для того, чтобы держать зубило в процессе рубки.
Головка зубила делается всегда в виде усеченного конуса с полукруглым верхним основанием. При такой форме головки сила удара молотком по зубилу используется с наибольшим эффектом, так как наносимый удар всегда приходится по центру ударной части зубила. Размеры слесарных зубил стандартизованы. Зубила длиной
- 100.. . 125 мм применяют при выполнении мелких работ, а длиной
- 150.. .200 мм — при грубой работе.
Качество зубила зависит от соблюдения установленного режима термической обработки (закалки и отпуска) и правильности заточки. Закалка рабочей части зубила производится нагревом его на длину
40.. .70 мм до температуры 800. 830 °С (светло-вишнево-красный цвет каления) и охлаждения в воде на длине 15. 30 мм с последующим отпуском до появления фиолетового цвета побежалости. Закалка головки зубила производится таким же способом на длине 15. 20 мм с отпуском до серого цвета побежалости.
Согласно ГОСТу твердость рабочей части зубила должна быть
52.. .57 HRC, ударной части — 32. 40 HRC. Материал — сталь У7А. Термическая обработка и геометрия заточки крейцмейселей и ка-
навочников ничем не отличается от термической обработки и геометрии заточки зубила.
Следует отметить, что операция вырубания канавок трудоемкая и ответственная; канавки после вырубания часто получаются неровными, с неодинаковой глубиной и т.п. Поэтому новаторы производства изыскивают возможности совершенствовать процессы вырубания канавок во вкладышах и втулках подшипников путем применения специальных приспособлений и механизированного инструмента.
Станки для заточки режущего инструмента можно подразделить на три основные группы:
- ? заточные станки для заточки вручную (точила);
- ? универсально-заточные станки для заточки инструментов различных видов;
- ? специальные станки (обычно полуавтоматы) для заточки одного определенного вида инструмента.
При заточке зубила и крейцмейселя обычно пользуются простыми станками. Затачиваемый инструмент устанавливают при этом на подручник 3 простого заточного станка (рис. 11.28, й)ис легким нажимом медленно перемещают его по всей ширине шлифовального круга. Заточку следует вести с охлаждением в воде. В процессе заточки зубило (крейцмейсель) поворачивают то одной, то другой стороной, это обеспечивает равномерную заточку. Режущая кромка зубила после заточки должна иметь одинаковую ширину и наклон к оси зубила. Величина угла заострения зубила или крейцмейселя проверяется по шаблону, представляющему собой пластинку с угловыми вырезами в 70, 60, 45 и 35° (рис. 11.28, б). При заточке зубила или крейцмейселя необходимо закрывать защитный экран 1 и предохранительный кожух 2 (рис. 11.28, а).
К разновидностям ударного инструмента относятся молотки различных назначения и конструкции.
Слесарные молотки бывают двух типов: с квадратным и круглым бойками. Процесс изготовления молотков с квадратным бойком проще; молотки дешевле и поэтому в практике слесарной обра-

Рис. 11.28. Заточка зубила (крейцмейселя) на простом заточном станке (а) и шаблон для проверки правильности заточки (б)
ботки имеют широкое распространение. Преимущество молотков с круглым бойком заключается в том, что они обеспечивают большую силу удара и меткость, поскольку масса их ударной части по сравнению с тыловой больше.

