
Как снять оцинковку с металла?
Сообщества › Кузовной Ремонт › Блог › Очистка ржавчины электрохимическим способом и гальваническая оцинковка металла. Часть 1.

Здравствуйте.
Кому лень читать много текста — в конце есть краткий ИТОГ.
ЧАСТЬ №1.
——————-
КРАТКО О СТАТЬЕ: попробовал очистить ржавчину с применением различных химикатов и электричества. После попробовал гальваническую оцинковку металла.
——————-
Заинтересовал метод электрохимической очистки ржавчины и гальваническое цинкование металла применительно к кузову автомобиля, когда нет возможности снять деталь и поместить её в гальваническую ванну. Перед тем как попробовать на практике, проштудировал интернет на эту тему и был разочарован. В сети на первый взгляд много статей, но при ближайшем рассмотрении оказалось, что публикуется одна и та же статья, немного изменённая на каждом сайте, чтобы скрыть плагиат. К тому же, в интернете есть противоречивая информация, например, на одних сайтах пишут:
[Нельзя применять уничтожители ржавчины, т.к. они образовывают плёнку из фосфатов, которая будет препятствовать последующему цинкованию. Вместо них нужно применять ортофосфорную кислоту.]
При этом в других источниках пишут:
[Ортофосфорную кислоту для очистки ржавчины тоже применять нельзя.]
На drive2 конечно есть полезные статьи на эту тему, тем не менее после долгих поисков и чтения различных форумов, так и не смог найти ответы на некоторые вопросы, поэтому решил сам попробовать различные варианты и материалы и выбрать для себя что-то одно, с чем и буду работать дальше.
И хоть результат моего эксперимента оказался не вполне завершённым, некоторые вопросы и сомнения всё же были разрешены. Итак.
Кратко, суть метода электрохимической очистки ржавчины и гальванического цинкования металла: уничтожаем ржавчину разъедающими химикатами и одновременно пропускаем по очищаемой поверхности ток для усиления эффекта очистки. Далее к очищенному металлу автомобиля прикладываем «кусок из металла-Цинка» и пропускаем ток от Цинка к металлу авто. Ток начинает отрывать ионы цинка, и они прикрепляются к поверхности металла авто, таким образом образуется защитное, тонкое покрытие из цинка, которое первым «берёт на себя удар» окисления и последующей ржавчины. При этом цинк ржавеет намного медленнее чем сталь, чем хорошо защищает стальной кузов авто от ржавчины.
ЭТАП I. Очистка от ржавчины.
Для очистки от ржавчины протестировал следующие материалы:
1. Кальцинированная сода. В виде порошка. Цена 0,8$ (40р.).
2. Средство для чистки труб «КРОТ». В виде порошка, состоит из едкого натра (гидроксид натрия) который является щёлочью. Цена 0,3$ (20р.).
3. Средство для чистки труб «КРОТ». В жидком виде, состав то же едкий натр + антикоррозионная добавка. Цена 1,1$ (80р.).
4. Ортофосфорная кислота. Цена 6,7$ (400р.) за 1 литр.
5. Серная кислота. В виде электролита для свинцово-кислотных АКБ. Цена 1,0$ (60р.).
Средства 1, 2 и 3 продаются в хозяйственных магазинах. Орт.фосф. кислоту купил в специальном магазине химических реагентов, но народ использует паяльную кислоту на основе ортофосфорной из магазинов радиодеталей. Электролит не проблема купить в автомагазине. Обычно его состав 35% серной кислоты, и 65% дистиллированной воды.
Сначала подготовил растворы, т.к. все эти 5 средств нужны в жидком виде. Средства 1 и 2 растворял в воде. По пропорциям не скажу, просто сыпал немного порошка в воду и хорошо перемешивал. Если все крупинки растворились – досыпал ещё. Когда порошок переставал растворяться – значит раствор уже насыщен по максимуму и готов к применению. Средства 3, 4 и 5 использовал прямо в исходном виде.
Далее изготовил электрод для очистки ржавчины, лучше чтобы он был из нержавейки.
Купил в строительном магазине шпатель из нержавейки. Проверил магнитом – нержавейка не магнитится. Вырезал из шпателя удобный кусок, загнул, просверлил дырку для надёжного крепления провода. Провод припаял и замотал. См.фото ниже.


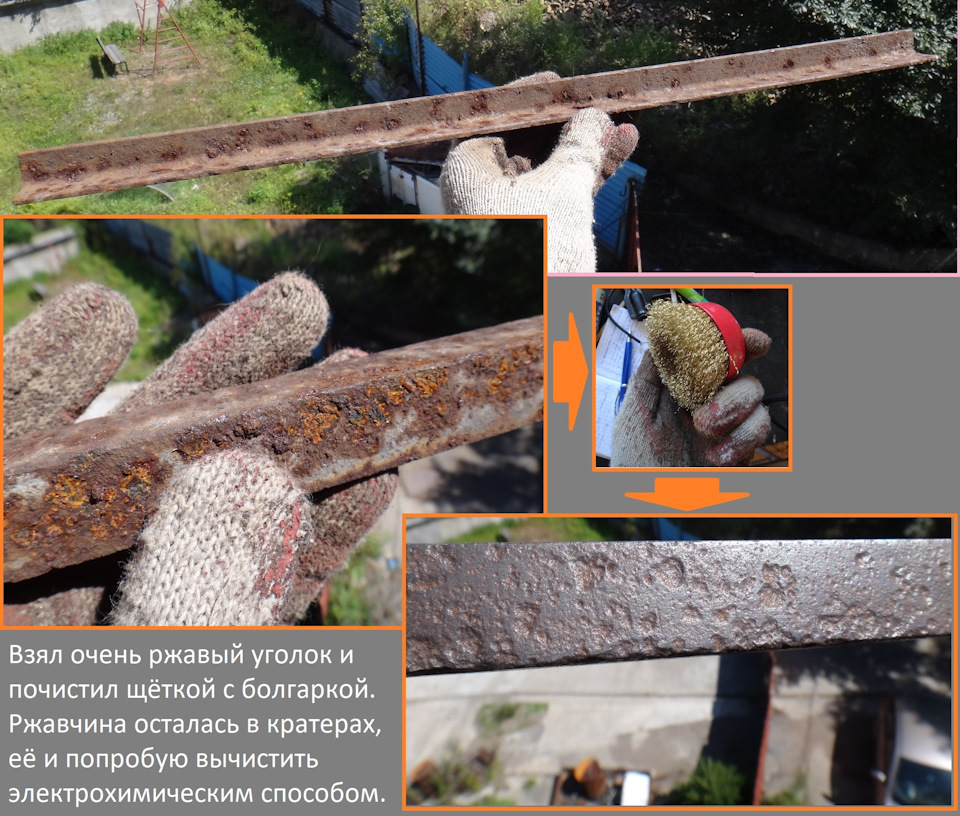
Далее взял ржавую стальную ленту, 1-1,5мм толщиной, её и буду очищать. Фото:
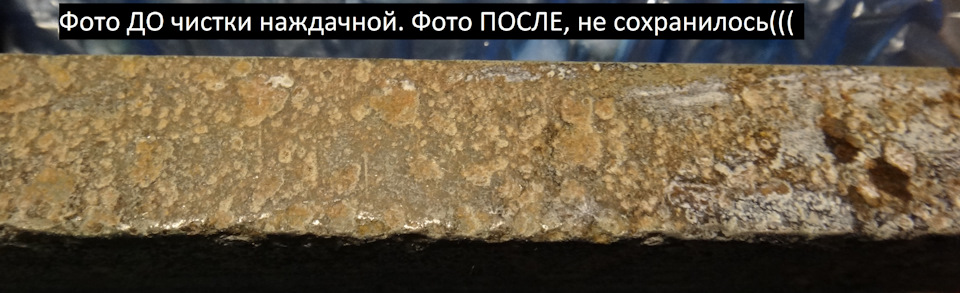
Сначала ленту почистил от ржи 400 наждачкой и обезжирил. Фото:


Как видно по фото, поверхность на первый взгляд чистая, но ржавчина осталась в мелких бороздках и кратерах. Если дальше продолжать счищать ржу механическими способами до чистого металла – самому металлу лучше не станет, в автомобиле он и так тонкий. А перед грунтовкой/покраской авто, необходимо ржу вычистить полностью, иначе какой бы не был слой шпаклёвки и грунта, если под ним осталась необработанная ржавчина – она полюбому будет распространяться дальше, даже под слоем ЛКП.
Теперь принципиальная схема очистки с помощью электрода:
Электрод нужно обмотать тканью. Во-первых это предотвратит короткое замыкание при соприкосновении нержавейки с мет.пластиной. Во-вторых, эта ткань должна пропитываться раствором средства. Я взял поролон, он был тонковат для дела, зато не оставляет ворсинок. В качестве источника питания использовал лабораторный БП. Он позволяет ограничить силу тока (А — амперы), и регулировать напряжение (V — вольты). Но можно использовать и обычный АКБ с подключённой последовательно лампочкой на 12V – для регулировки силы тока и исключения кор.замыкания в случае порвавшейся тканевой прокладки. Кстати, мой поролон быстро приходил в негодность, на каждое из 5 средств и на каждую сторону я использовал новый кусок поролона.
При работе я подключал крокодильчиком минус БП на мет.пластину. Плюс подключал к электроду. На источнике питания при чистке от ржавчины нужно ставить ограничение в 1,5 – 3А чтобы напряжение получилось 11-13V. Эти величины взаимозависимые, я ставил ограничение 2А которое дало напряжение в 8-9V.
Далее обмакивал электрод в раствор и прикладывал его к пластине,
[Прочитал в интернете: при гальванической оцинковке важно чтобы раствор не попадал на провод (мой-медный), который припаян к пластине-нержавейке.]
и я тупо следовал этому правилу не только при оцинковке, но и при очистке.
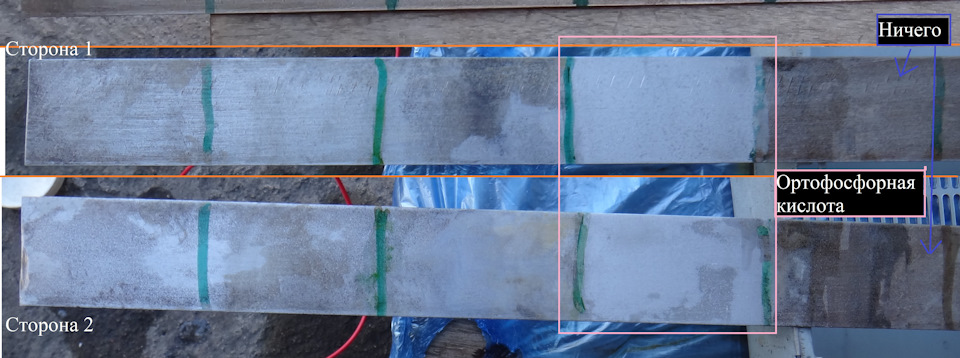
Итак, эксперимент начался. Для начала я решил проверить, а нужен ли вообще ток или растворы сами по себе могут очистить ржавчину? Для этого я взял другой кусок этой металлической пластины, который вообще ничем не чистил заранее. Обмакнул электрод в средство 3 (крот жидкий) и провёл 8 раз по металлу. См. фото. Далее я подключил ток (минус на пластину, а плюс на электрод), и тем же средством, опять прошёлся 8 раз, но в другом месте пластины. Результат очевиден, см. фото!
Далее я подумал, раз ток идёт от плюса к минусу, значит электроны отрываются от нержавеющего электрода и идут в направлении к пластине. А что если поменять полярность, чтобы электроны отрывались от пластины и вместе с собой «увлекали» ржавчину? Вроде логично, поменял полярность (плюс на пластину, а минус на электрод) и провёл 8 раз в другом месте. Эффект тоже очевиден (хуже очищает) на фото:

(Кстати, на фото видно, что после 24 проходов, поролон порвался. Это нормальное явление. Ещё на фото там (в центре и справа), где применял электричество кажется всё потемнело, но это просто влага от жидкого крота, а слева она уже высохла.).

Таким образом чистка с током намного эффективнее чем без.
Далее я разделил легко смываемым маркером очищенную пластину на части, при этом
[после применения каждого средства, его остатки смывал (нейтрализовывал кислоту) раствором обычной (не кальц.) соды, т.к. эти места потом буду оцинковывать. После сразу вытирал насухо тряпкой, т.к. очищенный голый метал (да ещё и влажный) сразу начинает ржаветь.]
Затем на каждой части, слева на право, протестировал средства 1-3 последовательно. Фото:
В итоге, кальцинированная сода справилась с задачей откровенно плохо. Кроты показали себя чуть лучше соды, но всё-таки, не достаточно хорошо. При этом крот, который шёл изначально в жидком виде показал себя чуть лучше своего порошкообразного собрата. Это либо из-за содержащейся антикоррозионной добавки (согласно состава), либо из-за того, что порошкообразный крот я развёл недостаточно хорошо.
По результатам теста ни к.сода, ни кроты ржавчину полностью не очистили(((
Я начал думать, что напряжения тока недостаточно, или нужно больше времени на очистку. Вот с такими грустными мыслями я обмакнул электрод в ортофосфорную кислоту, без надежды на успех и тут…
Ортофосфорная кислота не только очистила металл до блеска, но ещё полностью удалила ржавчину из бороздок и кратеров. Далее смыл остатки кислоты содовым раствором, как писал выше и протёр насухо. Следующий участок очистил серной кислотой:
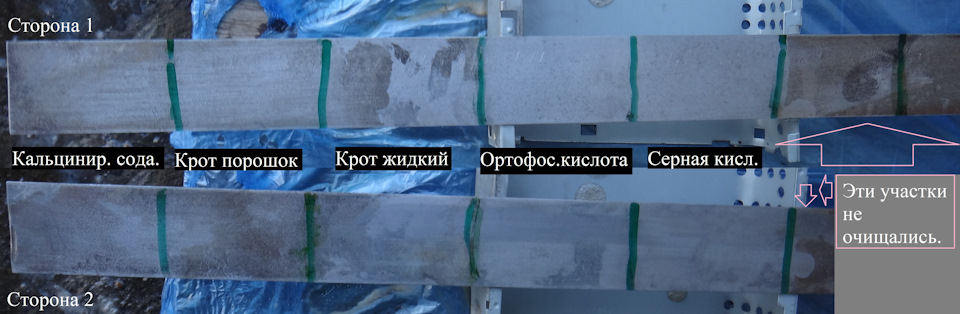
Серная кислота удалила ржавчину так же хорошо, как и орт.фосфорная.
На этом эксперимент можно было завершить, но меня не устраивало что подопытная металлическая пластина была недостаточно ржавая. В таком виде, ржавчину можно было и счистить наждачной бумагой, без заморочки с кислотами и током, поэтому:
… и приступил вычищать половину уголка серной, половину ОФ.кислотой. Начал с тока в 2A, напряжение при этом было 3-4V. Процесс шёл — кислота пузырилась, на поролоне оставалась ржавчина, но эффекта не было. Увеличил ток сначала до 3А, затем 4, 5, 6, менял поролон, увеличил время очиски. Напряжение уже подскочило до 15V но…

… серная и ОФ кислота вообще ничего не очистили. В кратерах ржавчины не убавилось, и даже сверху металл чище не стал.((( Я думаю это потому, что поверхность металла была слишком рельефная из-за больших и глубоких кратеров — контакт очищаемой поверхности с поролоном электрода был недостаточен.
Как вы думаете?
После такой неудачной чистки, сразу смыл кислоту раствором соды, протёр насухо тряпкой и окончательно высушил феном.
Стало интересно, а эту ржавчину возьмёт ли что нибудь, кроме пескоструйки?
Попробовал удалить уничтожителем ржавчины.
[Есть два типа уничтожителей ржавчины. Первый просто уничтожает для дальнейшего смыва этого уничтожителя и механического очищения, а второй преобразовывает ржавчину, в устойчивое соединение солей, которое служит защитой металла и его смывать не нужно.]
Я использовал первый тип:

Нанёс, подождал 15 минут, смыл. Металл покрылся белым налётом, наверное это та самая плёнка из фосфатов (см.начало статьи). Результат минимален — есть небольшие «пятна» чистого металла, но в целом ржавчину не удалось удалить. После уничтожителя попробовал почистить наждачкой — тоже нет ощутимого эффекта. Что с уничтожителем, что без — ржавчина мех.способом удаляется одинаково плохо. Фото после уничтожителя, до чистки наждачкой:
————
ИТОГ:
1. Ток однозначно помогает очищать ржавчину (ваш кэп);
2. Кальцинированная сода очищает ржавчину плохо, КРОТ очищает лучше, но недостаточно хорошо. Серная и ортофосфорная кислоты очищают одинаково хорошо;
3. Хорошо очищаются электрохимическим способо ровные поверхности металла, с небольшим «налётом» ржавчины (ваш кэп). Металл с сильно «въевшейся» ржой даже уничтожитель ржавчины не берёт.
————
Уважаемые драйвовчане! Буду рад советам, комментариям и указанием на мои ошибки! В будущем буду ещё экспериментировать, может у кого есть идеи на этот счёт?
Во втором этапе (ЧАСТЬ 2) очищенную пластину я оцинковал гальваническим способом и оставил на улице под дождём. Как будет время обязательно напишу об этом.
Всем спасибо за внимание!
upd.: Забыл сказать, хотел найти соляную кислоту для опытов, но оказалось она в чистом виде (в РФ) продаётся только юридическим лицам.((( Наверное чтобы народ в ней трупы не растворял и наркотики со взрывчаткой не делал.
Химия плюс батарейка. Гоняем «жуков» и делаем гальваническую оцинковку по гаражной методике
Наш генеральный конструктор проекта «Sierra за 200» вдохновлен очередной темой — электрохимической очисткой металла от коррозии и гальваническим цинкованием в гаражных условиях. Он уже потренировался на своем автомобиле и теперь готов взяться за наш. Рискнем?

Следует признать, что эту зиму кузов нашей Sierra пережил не самым лучшим образом: задние арки, имевшие всего пару «жуков» по осени, весной «расцвели» в полную силу, и с этим надо что-то делать. Например, испытать разные способы устранения коррозии и дальнейшей защиты от нее.

А Саша как раз это и предлагает — с помощью нехитрого набора средств, которые доступны любому автолюбителю. Как сделать гальваническую оцинковку в домашних/гаражных условиях, можно узнать из многочисленных статей и роликов в интернете. Причем заметим, что при общем смысле в деталях такие способы разнятся.
Вот и подсмотренный Сашей вариант — со своей «изюминкой»: электрохимическая очистка металла от коррозии и гальваническое цинкование объединены в один процесс! Как это работает — и сработает ли?

Сначала Саша собирает электроцепь. К штатному аккумулятору автомобиля при помощи провода для «прикуривания» он подключает еще одну батарею. Последовательное подключение (от «плюса» базовой батареи к «минусу» резервной) даст в сумме 24 вольта — якобы эффективность «установки» будет выше.

Провод от «плюса» дополнительной батареи идет на лампочку, которая выступит в качестве предохранителя и убережет от бед, если в процессе работ цепь все-таки замкнет.

Ну а последнее звено — «электрод», он же источник цинка. В его роли выступит корпус обычной дешевой солевой батарейки, выполненный из цинка (в отличие от более дорогих «стальных» батареек он не магнитится).



Чтобы превратить батарейку в электрод, ее не надо разрезать и разбирать. Достаточно всего лишь удалить целлофановую оболочку и обернуть корпус проводом, а поверх — тряпкой или ватой.

Перед началом операции обрабатываемое место зачищается при помощи железной щетки. По-хорошему при проведении полноценных ремонтных работ эту область следовало бы более тщательно промыть и очистить от загрязнений, но для нашего опыта достаточно и такой грубой обработки.

Далее на наш «электрод» и на кузов наносится «Цинкарь». Это средство на основе очищенной ортофосфорной кислоты с добавлением соединений цинка и марганца используется как раз для устранения ржавчины и создания защитной пленки. Заметим, что в разных источниках использование ортофосфорной кислоты либо рекомендуется, либо, наоборот, строго запрещается…


Подносим «электрод» к кузову — начинается активная реакция, видимая даже невооруженным глазом! Кислота пузырится и шипит, идет легкий дымок — и прямо на глазах ржа исчезает! По старому опыту знаем, что сам по себе «Цинкарь» без электрического «усилителя» работает намного медленнее (процесс занимает 15-20 минут) и так глубоко без механического воздействия до ржи не достает. Здесь же очистка поверхности от окислов происходит в разы быстрее и заметно глубже.

При этом чистый металл мы наблюдаем совсем недолго: постепенно становится заметен несколько иной сероватый оттенок. Похоже, это уже тонкий слой цинка! В процессе электролиза частицы цинка с положительного электрода (корпуса батарейки) перешли на отрицательно запитанную поверхность — кузов автомобиля.


А взгляните-ка на лампочку! Она то тухнет, то ярко загорается, а в какой-то момент перегорает, спасая нас от короткого замыкания. Что же, она для этого и использовалась.

А вот корпуса батарейки хватит еще надолго: визуально он особо не изменился, разве что перестал блестеть.

Для сравнения: корпус точно такой же батарейки после куда более масштабных работ.

Оставлять на кузове кислоту нельзя, иначе со временем вреда от нее будет гораздо больше, чем пользы. Поэтому Саша делает из соды и воды раствор, который нейтрализует «Цинкарь», тщательно промывает им обработанную часть, после чего насухо ее протирает.


Было — стало, причем всего за несколько минут обработки (куда больше времени ушло на подготовку «инвентаря»). Действительно впечатляет! По-хорошему следовало бы тщательнее подготовить кузов к операции (предварительно промыть и более качественно очистить от грязи и поверхностной ржавчины), убедиться в том, что вся ржа на обработанном участке удалена, а затем покрыть грунтом и закрасить.

Возможно, в будущем мы проделаем эту операцию в комплексе, захватив все очаги коррозии, с последующей обработкой и покраской. А пока покатаемся так и посмотрим, как будет вести себя оголенный, но вроде как оцинкованный участок в том виде, как мы его оставили.
Иван КРИШКЕВИЧ
Фото автора
ABW.BY
Кузовные элементы уже ничем не спасти, даже самыми изощренными способами? Добро пожаловать в наш раздел объявлений о продаже запчастей!
Как избавиться от белого налета оцинкованной поверхности
Владельцы металлических изделий с защитным оцинкованным покрытием периодически сталкиваются с проблемой появления белого налета.
С ним нужно бороться, потому что есть угроза порчи защитного слоя. Если на отдельном участке цинк получит повреждения, появится риск развития коррозии.
В этой статье подготовили ответ на вопрос о том, как очистить оцинкованный лист от белого налета и не повредить его, не снизить срок эксплуатации.
Что такое белый налет на оцинковке
Иногда при использовании металлических изделий с оцинковкой, можно заметить появление белого налета на поверхности.
По консистенции, налет белый и рыхлый.
Так проявляется оксид цинка, единственная возможность, справиться с которым является механическое удаление.
Главная проблема заключается в том, что когда вы удаляете оксид стандартными средствами, покрытие сильно повреждается и не может больше выполнять своих защитных функций.
Постараемся ответить на вопрос о том, что делать, если оцинкованный лист покрылся белым и из-за чего это происходит.
Причины появления белого налета
Белый налет начинает появляться из-за того, что цинк вступает в реакцию с воздухом.
Будучи активным металлом, он может быстро покрыться таким слоем и это сильно пугает клиентов.
Стоит ли бояться такого явления? В большинстве случаев – нет. Причина заключается в том, что хотя сам по себе налет может портить внешний вид изделия, пленка из карбоната цинка не пропускает кислород дальше.
Степень поражения и уровень опасности зависит от того, какая именно реакция запускается и как быстро она протекает в нормальных условиях.
Так, если воздух сухой и уровень влажности не превышает 70%, реакция будет протекать очень медленно.
Намного быстрее она будет происходить при наличии увлажнения, а также при неправильном складировании.
Когда поверхность часто намокает или находится в увлажненном состоянии, начинает развиваться гидроксид цинка, постоянно увеличивающий опасность полного разрушения защитного покрытия.
Также сам тип цинкования и особенности изделия будут сильно отражаться на скорости протекания формирования белой ржавчины.
Как бороться с белым налетом?
Когда мы узнали, что это за белый налет на оцинковке, стоит сказать о том, как бороться с таким явлением. Наиболее эффективное средство – помещение в ванны с хроматным раствором.
Также активно применяются и бесхроматные методы. Они позволяют удалить с поверхности налет и не допустить постепенного прогрессирования ржавения.
Почему на профнастиле появляются ржавые пятна
Профнастил, как и любое металлическое изделие, подвергается воздействию влажности.
Она опасна тем, что происходит постепенное разрушение, потеря прочности. Со временем лист может прохудиться и прийти в полную негодность.
Большинство производителей заявляют о том, что их материалы защищены от ржавчины, но на деле к ее возникновению приводят сразу 4 фактора:
- Повреждение внешнего полимерного покрытия. Когда на нем возникают сколы и царапины, в таком месте металл начинает контактировать с воздухом. Окисление запускает коррозию, которая постепенно распространяется на весь лист.
- Некачественное окрашивание. На производстве часто может проявляться брак. Из-за него на поверхности остаются не прокрашенные участки. При намокании и механическом воздействии такие места становятся очагом распространения коррозии.
- Отсутствие полимерного покрытия. Стоит понимать, что прошедший только оцинковку профнастил оказывается в группе риска. Лучше всего окрашивать листы, чтобы они могли дольше использоваться в условиях российского климата.
- Контакт цинка с воздухом и влагой. Это ответ на вопрос о том, почему профнастил белеет. Его поверхность окисляется при постоянном намокании и высокой влажности. В ряде случаев эта проблема не представляет опасности, но есть риск, что белая ржавчина начнет распространяться и проникать все глубже и глубже.
Также в списке распространенных проблем – некачественный металл, нарушение требований по оцинковке, несоблюдение требований по эксплуатации и другие.
Как устранить белый налет
Если видите, что на поверхности появился слой белого цвета, беритесь за его устранение как можно скорее.
Алгоритм борьбы с таким явлением выглядит так:
- Поверхность тщательно просушивается. Создайте для работы условия с низким уровнем влажности. Поверхность должна равномерно просушиться, влажность повредит процессу.
- Выбор метода устранения. При подборе подходящей технологии стоит ориентироваться на область локализации налета и его количество. Если проблема пока проявилась не так сильно, охвачен небольшой участок, вынесите металлическое изделие на свежий воздух. В таком случае с налетом предстоит бороться с использованием кислорода. В помещении поместите деталь в сухое пространство, а потом уже почистите нейлоном или жесткой щеткой. Главное – работать осторожно.
- Удалить покрытие и нанести новое. Такой вариант подойдет только для того случая, когда большая область оказалась поражена налетом. В такой ситуации только повторная оцинковка продлит срок эксплуатации. Для стирания цинка используйте проволочную или нейлоновую щетку.
Самым опасным случаем считается ситуация, когда белый цвет переходит в черный. В таком случае зачистить пораженное место не получится, нужно как можно скорее выполнять повторное цинкование.
Как не допустить формирование налета
Проще всего не допустить появления белого налета на цинковом листе, если заняться профилактикой его появления. Для этого нужно регулярно осматривать поверхность металла, чистить мелкие участки, на которых уже есть поражение.
Так же стоит соблюдать требования по эксплуатации материала. Избегайте использование при влажности и сильном перепаде температур. Внимательно стоит отнестись к этому, если оцинкованный металл используется на открытом воздухе.
Заказывайте оцинковку в «Точинвест Цинк»
Компания «Точинвест Цинк» выполнит повторную оцинковку после удаления налета на поверхности.
В пользу обращения в компанию говорит сразу 3 довода:
- Используется техника немецко-австрийской фирмы KVK KOERNER и чешской фирмы EKOMOR. Это увеличивает уровень цинкования.
- Соблюдение технологии. Процесс соответствует требованиям ГОСТ 9.307-89.
- Скорость работы. Три линии цинкования позволяют работать даже с крупными партиями.
Чтобы получить ответы на интересующие вопросы и заказать услуги компании, оставьте заявку на сайте или звоните.
КАК ВАРИТЬ ОЦИНКОВКУ ПРАВИЛЬНО: ПРАВИЛА И СОВЕТЫ
Оцинкованная сталь пользуется неизменным спросом и обрела популярность во многих потребительских сферах. Такую популярность материал приобрел благодаря своей устойчивости к агрессивным воздействиям из вне. Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Для того, чтобы ответить на вопрос: как варить оцинковку, необходимо более подробно рассмотреть все аспекты, связанные с этим процессом.
СОДЕРЖАНИЕ СТАТЬИ
- Что нужно учитывать при сварке оцинковки
- Этапы работы с оцинковкой
- Какие есть виды проволоки для сварки
- Общие правила и рекомендации для сварки оцинковки
- Виды сварки оцинкованной стали
- Как варить оцинковку: вывод
- Как варить оцинковку: видео
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ ОЦИНКОВКИ
Основными нюансами, которые следует учитывать в процессе сварки оцинковки, являются температура плавления цинка и токсичность выделяемых им паров.
Сложность сварки оцинкованных изделий обуславливается тем, что температура плавления стали составляет 1100C, а цинковое покрытие плавится при 906C. Данное расхождение не позволяет использовать обычные методы сварки в связи с риском повреждения защитного слоя и утраты изделием устойчивости к окислению.
Неблагоприятные проявления в процессе сварки оцинкованного металла заключаются в том, что:
- При температуре 906 градусов, цинк плавится и переходит в газообразное состояние;
- Проникая в основу, выделяемые пары разрушают структуру металла;
- Происходит нарушение шва оцинковки;
- Токсичные пары поступают в окружающее пространство.

Именно поэтому, обработка оцинкованных изделий требует проведения дополнительных подготовительных мероприятий и тщательного подбора используемого оборудования.
ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
Удаление цинкового покрытия
Данная процедура необходима для того, чтобы расплавленный цинк, попав в область шва, не ухудшил его качество. Существует три основных способа зачистки:
Подбор электродов
Для того, чтобы выбрать, какими электродами варить оцинковку, необходимо учитывать ряд нюансов. Выбор электродов осуществляется с учетом типа свариваемой стали.
Можно выделить 2 основных вида электродов:
- С рутиловым покрытием (АНО-4, МР-3, ОЗС-4). Подходят для сваривания стали с низким углеродным содержанием. Наличие оксида титана значительно упрощает зажигание дуги, гарантирует прочность шва и его герметичность, а также минимизирует разбрызгивание;
- С сильноосновными флюсами (УОНИ13/45, УОНИ13/55, ДСК-50). Подходят для сталей низкого легирования.
Подбор присадочного материала
Основное требование к проволоке, используемой в качестве присадочного материала — низкая температура плавления, варьирующаяся от 900 до 1100 градусов. Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.

КАКИЕ ЕСТЬ ВИДЫ ПРОВОЛОКИ ДЛЯ СВАРКИ ОЦИНКОВКИ
- CuSi3. Проволока с 97% содержанием меди. Целевым назначением является сваривание медных изделий. Использование для сварки оцинковки является целесообразным и позволяет добиться легкообрабатываемого соединения. Минусом в данном случае будет являться то, что такое соединение не будет иметь очень высокого показателя прочности. Стоит учитывать, что входящий в состав сплава кремний обладает высокой текучестью, что требует повышенной осторожности при работе;
- Autrod 19.30. Целевым назначением является сваривание оцинкованных изделий. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
- CuSi2Mn. Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;
- CuAl8. Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.
ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
- Исполнять шов наплывным методом по средствам частого отрыва электрода;
- Продление варочной ванны производится постепенно для недопущения риска повреждения;
- В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
- Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
- Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
- Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
- Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
- Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
- Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
- Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
- Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
- Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.

- Возможность работы без создания защитной атмосферы;
- Хорошие показатели ровности шва;
- Простота в соблюдении параметров тока.
- Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
- Необходимы крупногабаритные газовые баллоны;
- Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
- Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
- Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
- Техника движения. Необходимо соблюдать плавность перемещения дуги;
- Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
- Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.

Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
- Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
- Сварка. Производится в следующие этапы: — детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
- Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.

КАК ВАРИТЬ ОЦИНКОВКУ: ВЫВОД
Вне зависимости от типа используемой сварки и вида оборудования, необходимо строжайшее соблюдение всех мер безопасности и технологических правил. Цинк является токсичным материалом, вдыхание его паров способно привести к серьезной интоксикации организма. Поэтому при ответе на вопрос: «как варить оцинковку«, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции.
КАК ВАРИТЬ ОЦИНКОВКУ: ВИДЕО
Белая ржавчина на цинковых покрытиях: причины, воздействие и способы борьбы
Цинк относится к материалам, широко используемым для защиты стали от коррозии. В промышленности его наносят на стальные детали различными способами.
К ним относятся: нанесение цинковых покрытий гальваническим способом, непрерывное горячее цинкование листового материала, проволоки и цинкование стальных изделий погружением.
Когда сталь покрывают цинком в первый раз, покрытие не успевает образовать защитную оксидную плёнку и цинк, скорее всего, окислится при контакте с пресной водой.
В то время, как многие из этих технологий покрытия используют сплавы цинка (например, с алюминием), большинство изделий покрываются практически только цинком. Общая проблема для всех этих изделий – это явление «белой ржавчины», для которой в качестве эвфемизма используют также название «белые пятна».
Хотя действие данного механизма вполне понятно, его распространение представляет серьёзную трудность, как для производителей гальванических изделий, так и для тех, кто пользуется этими изделиями. Проблема возникает из-за того, что часто бывает очень трудно распределить ответственность за ущерб, наносимый гальваническим изделиям белой ржавчиной, так как покрытие сразу после нанесения может быть в идеальном состоянии.
Особую трудность представляет экспорт или импорт в контейнерах, хранение в течение длительного периода и транзит из умеренных в тропические климатические зоны. После доставки покупатель может отказаться от покрытия из-за ржавчины, появившийся в ходе транспортировки. И кто же ответственен за это?
МЕХАНИЗМ ФОРМИРОВАНИЯ БЕЛОЙ РЖАВЧИНЫ
Цинк – сравнительно реактивный металл и он активно реагирует и с кислотами, и со щёлочами. Лучше всего он проявляет свои антикоррозионные свойства в pH-нейтральной среде и потому является хорошим защитным покрытием практически при любом климате за исключением морского.
Как бы то ни было, долговечность цинковых покрытий, как и алюминиевых, зависит от формирования оксидной плёнки. После формирования данной оксидной плёнки уровень коррозии цинковых покрытий становится очень низким – обычно толщиной два микрона или меньше за год в нормальной среде.
Если покрытие на сталь было только что нанесено, цинк пока что не образует плёнки на поверхности. Химические реакции, требуемые для формирования этой плёнки, занимают некоторое время.
1. Фаза окисления 2Zn + O2 = 2ZnO
2. Фаза гидратации 2Zn = 2H2O + O2 = 2Zn(OH)2
3. Карбонизации 5Zn(OH)2 = 2CO2 + 2ZnCO3.3Zn(OH)2 + 2H2O
Именно формирование очень легко растворимой в воде оксидной плёнки обеспечивает нижний слой цинка хорошими антикоррозионными свойствами.
Другие реакции могут происходить при наличии хлоридов, сульфатов и других разъедающих веществ, которые могут сильно ускорить разрушение цинкового покрытия. Именно воздействие воды на поверхности со «свежими» цинковыми покрытиями является основным механизмом возникновения белой ржавчины.
Чистая вода (H2O) не содержит растворённых солей или минералов, и цинк довольно быстро реагирует с чистой водой, формируя гидроксид цинка – белый по цвету, относительно нестабильный оксид цинка. Если только что гальванизированная сталь будет подвергаться воздействию чистой воды (дождь, роса или конденсат) в среде, где не хватает кислорода, вода будет продолжать реагировать с цинком и постепенно разъедать покрытие. Наиболее часто распространённые условия, в которых появляется белая ржавчина – гальванические изделия хранятся плотно прижатыми друг к другу либо вода проникает между изделиями и остаётся на длительный срок.
В благоприятных (для белой ржавчины) условиях разъедание цинка может происходить при уровнях коррозии в 20-50 раз больших, чем обычно предполагается.
Большой слой белый ржавчины, вызванной водой, просочившейся между набором деталей
Гальванические изделия, прежде всего, пассивировались раствором дигидрата дихромата натрия, благодаря которому они приобрели лёгкий желтоватый оттенок и лучшую сопротивляемость ржавчине.
КАК ИЗБЕЖАТЬ ПОВЯЛЕНИЯ БЕЛОЙ ПЛЁНКИ
Существует некоторое количество простых советов, которые могут помочь вам сильно уменьшить или прекратить формирование белой ржавчины. Это:
Держите изготовленные изделия в сухости.
Упаковывайте изделия, чтобы между поверхностями циркулировал воздух.
Ставьте упакованные изделия под углом друг к другу, чтобы вода могла вытекать.
Обрабатывайте поверхность подходящим водоотталкивающим средством либо создавайте барьерные покрытия для предотвращения контакта влаги с гальванической поверхностью.
Обеспечьте необходимую вентиляцию при транспортировке гальванических изделий на длительные периоды.
ОБРАБОТКА ГАВЛЬВАНИЧЕСКОЙ ПОВЕРХНОСТИ, ПОВРЕЖДЁННОЙ БЕЛОЙ РЖАВЧИНОЙ
Как только гальваническая поверхность начнёт реагировать, и сформируются соединения гидроксида цинка, желательно удалить соединения оксида с поверхности, так как:
- Их присутствие мешает формированию стабильных оксидов
- Их не видно
- Их воздействие на гальванизированную поверхность может варьироваться от очень слабого до особо сильного. Доступны различные способы решения проблем ржавчины на уровнях, где они обычно случаются.
Следующие технологии рекомендуются для решения проблемы белой ржавчины на гальванических продуктах.
1. Лёгкое поражение белой ржавчиной
Оно характеризуется формированием лёгкой плёнки из белого порошкового остатка и часто возникает на только что оцинкованных поверхностях во время сильных дождей. Это особенно явно видно на участках, которые были отполированы или отшлифованы. В ходе данного процесса пассивированная поверхность удаляется с оцинкованной, и цинк оказывается подвержен воздействию дождевой воды. При хорошей вентиляции и хорошей дренажной системе белая ржавчина вряд ли продвинется дальше этой поверхностной стадии. Её можно счистить при необходимости, но обычно она уходит сама с нормальным выветриванием и стоком. На этом уровне не требуется никаких специальных мер.
2. Умеренное поражение белой ржавчиной
Оно характеризуется явным потемнением и травлением гальванического покрытия под поражённым участком, слой ржавчины получается довольно большим. Толщину гальванического покрытия надо измерить для определения уровня поражённости покрытия. В большинстве случаев менее 5% гальванического покрытия будет удалено и потому никаких специальных мер не требуется, если внешний вид поражённого участка не очень важен для нормального использования изделия; остатки гидроксида цинка удаляются с помощью очистки проволочными щётками. Если такой внешний вид неприемлем, поражённую белой ржавчиной область можно обработать следующим образом:
Используйте проволочную щётку или абразивную тряпочку для удаления последствий коррозии.
Используйте тряпочку, пропитанную алюминиевой краской, протрите поверхность тряпочкой, чтобы нанести тонкий слой алюминиевой краски на поражённую область и связать её с находящимися рядом непоражёнными гальваническими поверхностями.
3. Серьёзное поражение белой ржавчиной
Оно характеризуется отложениями оксидов в больших количествах. Детали могут приклеиваться друг к другу. Области под оксидированными участками могут быть чёрными или демонстрировать проявления рыжей ржавчины. Проверка толщины покрытия определяет степень повреждения гальванического покрытия.
Для восстановления покрытия следует предпринять следующие действия:
Протрите поражённую область проволочной щёткой или отполируйте её для удаления всех продуктов оксидации и ржавчины.
Нанесите один или два слоя эпоксидной, богатой цинком краски, чтобы достичь требуемой толщины плёнки равной 100 микронам минимум
ХИМИЧЕСКОЕ УДАЛЕНИЕ БЕЛОЙ РЖАВЧИНЫ
Pasminco (теперь Zinifex) провёл исследование эффективности химического удаления белой ржавчины и доложил о результатах в Отчёте о техническом проекте No. D713C (6 июля1995).
В этом отчёте оценивалась эффективность нескольких химических технологий, основанных на дигидрате дихромата натрия, триоксиде хрома, гидроксиде натрия и хромовой кислоте соответственно.
В этом исследовании делается вывод об эффективности двух систем в области удаления белой ржавчины и ре-пассивации очищенной цинковой поверхности.
Это следующие комбинации:
- 420 г/л триоксида хрома + 0.5% азотной кислоты
- 200 г/лхромовойкислоты
- Раствор хромовой кислоты оказался наиболее эффективным для удаления остатков белой ржавчины с минимальным воздействием на подложку, в то время как комбинация триоксида хрома/хромовой кислоты лучше всего восстанавливала свойства цинковой поверхности, связанные с пассивацией.
Удаление белой ржавчины каждым из этих способов следует производить с соответствующей тщательностью и вниманием к проблемам окружающей среды и гигиены и охраны труда, связанным с обращением с химикатами данного типа. Эти технологии также подходят для местной обработки участков, поражённых белой ржавчиной.
Если белой ржавчиной поражены большие площади изделия, наиболее экономичным выходом может быть повторная гальванизация.
На краю этих перил появилась белая ржавчина в большом количестве. На тёмном участке исчезло практически всё цинковое покрытие в течение менее, чем 12 недель во время хранения во влажных условиях.
ЗАКЛЮЧЕНИЕ
Белая ржавчина – это явление, возникающее после нанесения покрытия. Ответственность за её появление лежит на том, как гальваническое изделие упаковывается, как с ним обращаются и как его хранят до установки и использования. Присутствие белой ржавчины не отражает эксплуатационные свойства гальванического покрытия, оно, скорее, демонстрирует то, что все вовлечённые в цепочку снабжения должны убедиться, что видят возможные причины появления ржавчины, и риск её возникновения на только что покрытой стали минимален.

