
Как правильно установить ножовочное полотно по металлу?
Ножовочное полотно по металлу
Ножовка по металлу считается довольно распространенным ручным инструментом, который предназначен для разделения заготовки на несколько отдельных частей определенного размера. Ее конструктивные особенности характеризуются тем, что есть возможность проводить периодическую замену рабочего плотна. При обработке металла весьма велика вероятность быстрого износа режущей кромки. Поэтому была предусмотрена функция замены ленты, для чего требуется небольшое количество времени. Существует просто огромное количество различных полотен, рассмотрим особенности выбора и многие другие моменты подробнее.

Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
При выборе уделяется внимание и показателю ширины, которая для одинарного варианта исполнения составляет 0,63 мм, для двойного 0,8 мм. Высота зуба в первом случае составляет 12,5 мм, во втором 20 мм.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.


Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
Принципы выбора полотна
Важно правильно выбрать наиболее подходящий вариант исполнения изделия к конкретным эксплуатационным условием. Если поверхность не обладает требуемыми свойствами, то она не прослужит в течение длительного периода. Критериями выбора можно назвать нижеприведенные моменты:
- Наиболее важным критерием выбора можно назвать расстояние между двумя крепежными отверстиями. У некоторых инструментов этот показатель может меняться благодаря специальному устройству.
- Следующий критерий выбора заключается в прочности разрезаемого металла. Если работа предусматривает резание распространенных мягких сплавов, к примеру, меди или алюминия, то выбирается изделие с наименьшей твердостью поверхностного слоя. Сталь Х6ВФ весьма распространена, у полотен импортного происхождения применяется маркировка HCS. Также можно проводить обработку прочных металлов, для которых подходит полотно ножовочное из быстрорежущей стали, импортная маркировка HSS,
- Учитывается также и толщин разрезаемого металла и качество, которое нужно достигнуть после обработки. За рубежом определяющим критерием становится показатель PPI – число вершин зубьев, приходящихся на дюйм длины. Для обеспечения высокого качества требуется PPI более 24, если в приоритете производительность, то выбирается вариант исполнения с показателем менее 24.
- При выборе уделяется внимание качеству разведения режущей кромки. Этот параметр должен соответствовать нормам, которые устанавливаются в ранее приведенном ГОСТ. Выделяют три основных варианта исполнения: разведение по каждому, через один зуб или по двум смежным.
Многие ищут полотно ножовочное, которое сможет прослужить в течение длительного периода. Следует учитывать, что на эксплуатационный срок оказывает влияние качество нанесенного покрытия. Применение недорогих веществ становится причиной, по которой при нагреве на поверхности появляется большое количество трещин.

На качество оказывает влияние также равномерность разводки. У хорошего ножовочного полотна по металлу отклонение составляет не более 45% на длину 10 мм. Также визуальный осмотр позволяет определить то, насколько равные по высоте отдельные зубья. Точные результаты можно получить при применении микрометра или другого измерительного прибора с высокой точностью.
Как установить полотно на ножовку по металлу
Конструкция рассматриваемого инструмента позволяет проводить быструю замену ножовочного полотна. Стоит учитывать, что при допущении ошибки рассматриваемое изделие не прослужит в течение длительного периода. Как установить полотно в ножовку по металлу – весьма распространенный вопрос, так как этот инструмент встречается практически во всех домашних мастерских. Основными рекомендациями можно назвать следующее:
- Инструкция во многом зависит от применяемой системы крепежа в конкретном случае.
- Большое распространение получил резьбовой зажим, при котором ножовочное полотно устанавливается и натягивается. Резкая смена прилагаемой нагрузки становится причиной, по которой приходится периодически проверять степень натяжения.
- Встречаются инструменты с рычажным креплением. В этом случае установка существенно упрощается, так как достаточно отвести рычаг и установить ножовочное полотно по резке металла, после чего затянуть его в обратном направлении.
При рассмотрении того, как правильно вставить полотно в ножовку по металлу следует учитывать, что после соответствующего монтажа оно создает легкий звон при работе и может немного вибрировать. Однако, на момент пиления изделие не должно менять свое положение, так как это может стать причиной повреждения крепежных отверстий.

Правила выбора
При соблюдении определенных правил есть возможность выбрать подходящее полотно, которое может прослужить в течение длительного периода. Основными рекомендациями назовем следующее:
- На поверхности не должно быть трещин или других дефектов, а также следов коррозии. Это связано с тем, что даже незначительные повреждения станут причиной повышенного износа.
- На момент выбора следует убедиться в эластичности пилы. Для этого ее немного сгибают, после отпускают. Высококачественное изделие практически сразу восстанавливают свою форму, что свидетельствует о высокой гибкости.
- Как ранее было отмечено, допустимая скорость резания во многом зависит от количества зубьев, приходящихся на один дюйм.
- Определяющим фактором во многих случаях становится тип применяемого материала. Зачастую отдают предпочтение каленной стали или бимметаллическим изделиям. Вариант исполнения с напылением из карбида вольфрама служит в течение недлительного периода.
Не рекомендуется использовать показатель цены как основной критерий выбора. Однако, слишком дешевый вариант исполнения выходит из строя в течение короткого периода.
Как показывает практика, низкокачественный вариант исполнения приходится менять несколько раз, как более дорогое предложение прослужит в течение большего периода.

Рекомендации по применению
Только при правильном применении можно исключить вероятность повреждения ножовочного полотна по металлу. Основные рекомендации следующие:
- Нужно проводить обработку с одной скоростью и приложенным усилием. Даже незначительные изменения могут стать причиной появления дефекта.
- Время от времени нужно делать перерывы. Причины заключаются в том, что слишком высокая температура становится причиной повышения пластичности.
- На момент обработка по поверхности должно проходить все ножовочное полотно. За счет этого обеспечивается равномерный износ.
Часто можно встретить ситуацию, когда из-за сильного нагрева и приложенного усилия металлическая пластина лопается. Низкокачественные варианты исполнения изнашиваются быстро и становятся практически непригодными в применении.
Количество зубьев
Определяющим фактором является то, сколько зубьев приходится на один дюйм. От него зависит следующее:
- От показателя зависит производительность. При увеличении количества режущих кромок существенно усложняется поставленная задача, стружка становится более мелкой.
- Большое количество позволяет получить качественный срез. Это достигается за счет уменьшения получаемой стружки.
Кроме этого, увеличение количества становится причиной повышения стоимости изделия.

Форма зуба полотен по металл
Уделяется внимание также тому, какая форма у зуба. От этого показателя зависит:
- Направление установки металлической пластины.
- Степень износа при работе.
- Производительность инструмента.
В большинстве случаев применяется классическая форма, так как она считается универсальным вариантом.
Шаг зуба
Также может отличаться и шаг зубьев. Этот показатель ножовочного полотна определяет:
- Производительность.
- Возможное качество получаемого среза.
- Область применения.
Мелкий шаг позволяет получить качественный срез при работе с различными сплавами.
Разводка зубьев
Удаление стружки с зоны резания проводится за счет определенной разводки режуще кромки. Как ранее было отмечено, по этому критерию выделяют несколько вариантов исполнения:
- Разводка по каждому.
- Разводка через один или два зуба.
При этом уделяется внимание и направлению зубьев. С учетом этого параметра проводится установка пластины.

Сегодня на производстве ножовочного полотна специализируются многие производители инструментов. При этом отечественная продукция обходится намного дешевле, зарубежная стоит дороже, но при этом обладает более высокими эксплуатационными характеристиками. Для длительной работы требуется несколько изделий, так как они могут изнашиваться с высокой скоростью.
Правильно устанавливать полотно металлу
Ножовка по металлу — это ручной инструмент который используют для резания профильного металла и труб. Простейшая ножовка по металлу состоит из станка и ножовочного полотна. Станок, в свою очередь, состоит из рамы, в которую с одной стороны вставляется ручка имеющая приспособление для фиксации полотна, а с другой стороны, устройство для фиксации и регулировки натяжения полотна. Натяжное устройство, с одной стороны имеет паз для вставки и фиксации полотна, а с другой стороны, винт с баранчиком которым и производится натяжение полотна.
Полотна для ножовки по металлу отличаются друг от друга шириной, длинной, толщиной, расстоянием между зубьями и их высотой. Использование того или иного полотна зависит от толщины, твердости и формы материала который нужно резать. Изготовители полотен позаботились о том, чтобы Вы могли подобрать себе полотно именно для того материала, который Вам нужно резать, будь то алюминий, медь, бронза и даже пластмас. Размеры полотна, а именно длину, ширину,размеры зубьев и марку стали, можно найти на покупаемом ножовочном полотне.
Как установить полотно в ножовке по металлу?
Как показано на первом рисунке статьи: зубьями вниз (если полотно односторонее) и зубья направлены вперёд, от ручки. Когда Вы пилите, Вы прикладываете давление вниз и вперёд – точно так же должны быть направлены зубья ножовки, вниз и вперёд. Чтобы установить, отпустите винт натяжения, снимите старое полотно со штифтов, оденьте новое и затяните настолько, чтобы полотно от щелчка ногтя пальца звенело как струна. Здесь главное не перестараться и не разорвать полотно. Опытным путём Вы найдёте оптимальное натяжение.

Натяжение производится с помощью баранчика на регулировочном устройстве, то есть закручивая баранчик Вы будете натягивать полотно. Так что при натяжении ножовочного полотна нужно найти золотую середину. Также, проследите чтобы полотно было установлено ровно, без перекосов, так как перекос повлечет неровный пропил во время резания.
Как пилить?
Раз уж Вам был интересен вопрос об установке полотна, значит не помешает совет и о способе использования ножовки по металлу. Возьмитесь одной рукой (правой, если Вы правша или левой, если левша) за рукоятку ножовки, другой – за противоположный рукоятке вертикальный край дуги ножовки. Поставьте полотно на линию отреза. Направьте полотно строго по направлению линии отреза. Угол наклона ножовки делайте небольшой. Полотно должно почти лежать на детали, обычно под углом 30-45 градусов. Так будет меньше вибрации, шума и ровнее линия отреза. Резать поперёк материала, с углом 90 градусов, стоит только в экстренных случаях, например, при повороте линии отреза. Чем ровнее вам нужна линия отреза, тем меньше угол наклона.
Первые движения нужно сделать с небольшим усилием, чтобы полотно врезалось в материал и не скользило в стороны от линии резки. Совершая плавные движения, строго поступательно, прижимайте ножовку к детали при движении вперёд и ослабляйте давление при возврате в исходное состояние. Когда полотно вцепится в материал — можно работать во всю силу.
Размах движения – максимальный, от края полотна до края, не ударяясь при этом дугой ножовки об деталь. Не нужно “топтаться на месте” – так Вы быстро сотрёте полотно на одном участке и придётся его выбросить, потому что пользоваться ущербным полотном невозможно. Держите дугу ножовки ровно, не позволяйте ей кланяться в разные стороны. Направление резания соответствует плоскости дуги ножовки, поэтому болтанка здесь противопоказана. Кроме того, полотно легко ломается при резких рывках ножовки в сторону. Свойства материала полотна таковы, что оно очень хорошо держит продольное усилие растяжения, но очень хрупкое на изгиб.
Отрез ножовкой по кривой линии
Ножовка для металла ценна также тем, что она позволяет выполнять отрез практически по любой кривой линии. Для того, чтобы резать по дуге, не прекращая поступательных движений ножовкой, выровняйте её перпендикулярно торцу материала детали (т.е. угол наклона 90 градусов) и постепенно плавно поворачивайте дугу ножовки, чтобы полотно следовало намеченной линии. Да, линию отреза всегда обязательно отметить чем угодно — карандашом, маркером, процарапать гвоздём. Главное, чтобы её было видно, когда будете работать. Поворот полотна нужно делать максимально нежно и плавно, иначе оно сломается; повороты — это экстрим для полотна ножовки по металлу.
Если нужно сделать резкий поворот, скажем, на 90 градусов, Вам прийдётся практически «топтаться на месте», продолжая пилить и плавно поворачивать дугу ножовки, периодически отступая назад, чтобы не уйти далеко от места поворота, используя при этом для поворота полотна ту сторону материала, которая внешняя для детали.
Чтобы вырезать внутренний угол, сначала нужно высверлить прямую линию тонким сверлом длиной чуть больше ширины полотна, продеть полотно в этот паз и резать дальше ножовкой. В-общем, практика покажет, как это делается. Ничего сложного здесь нет.
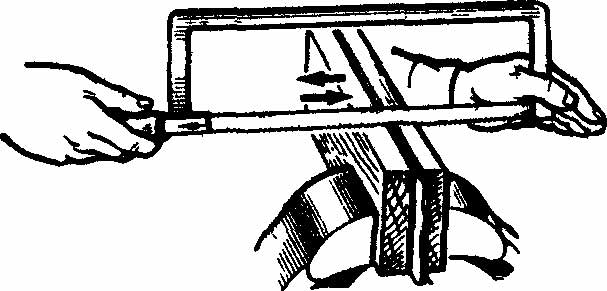
На рисунке ниже показан ещё один способ применения ножовки по металлу. Для этого метода нужно переустановить полотно, повернув его на 90 градусов.

Полотна ножовочные по металлу
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.

По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.

Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.

Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Как правильно установить ножовочное полотно в станке?
Правильно устанавливать полотно надо так, чтобы направление наклона зубьев было от себя. Это обусловлено тем, что максимальное давление на на ножовку приходится на момент, когда идёт движение вперёд (от себя) и вниз. А при движении на себя, когда прилагается меньше усилий, зубья не цепляются, и ножовка не стопорится.
Как правильно ставить полотно ножовки по металлу?
Устанавливать полотно в ножовку по металлу нужно правильно, зубцы должны быть направлены в противоположную сторону от работающего. Только в этом случае на работу с ножовкой потратится меньше сил и резка по металлу пойдет легче и быстрее.
Как правильно вставлять полотно ножовки?
Зубья полотна должны быть снизу и направлены вперёд от ручки ножовки к концу. Предварительно откручиваем барашек, снимаем старое полотно. Вставляем новое полотно и начинаем закручивать «барашек». Натяжение должно быть таким что бы полотно «звенело» если по нему щёлкнуть пальцем.
Каким образом устанавливают ножовочное полотно в прорези головки?
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки, а не к ручке. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижного штыря и закрепляют его штифтом.
Что такое полотно по металлу?
Ножовочное полотно по металлу – это основной режущий элемент ручной ножовки или оснастка ножовочного отрезного станка представляющее собой тонкую и узкую пластину с 2 двумя отверстиями и зубьями на одном или двух ребрах.
Как правильно пилить ножовкой по металлу?
Вот что надо знать:
- Полотно ножовки режет металл при движении от себя, потому в этот момент и надо прилагать усилие, и расслаблять при подаче назад, слегка поднимая полотно, чтобы не возюкать зубьями по металлу. …
- Ножовку нужно держать ровно и уверено, не допускать рывков, вихляний и наклонов на бок.
Как устроена ножовка по металлу?
Конструкция устройства достаточно простая. Ручная ножовка по металлу имеет вид дуги С-образной формы, между двумя краями которой закрепляется (натягивается) полотно. Состоит инструмент из сменного полотна и специальной удерживающей рамки. Ключевая часть ножовки и её основной рабочий элемент – это полотно с зубьями.
Как правильно установить полотно в лобзик?
Замена или установка полотна в ручном лобзике требуется довольно часто.
- Для того чтобы установить пилку в держатели лобзика, необходимо закрепить край пилки на одном из концов рукоятки. …
- Пилка вставляется одной рукой, другой одновременно нужно завинчивать барашек. …
- Менять пилку нужно в обратном порядке.
Как целесообразно производить разрезание полосового металла?
Разрезание полосового металла целесообразно производить по плоскости наименьшей толщины. В этом случае усилие резания распределяется на меньшей площади и операция производится быстрее. Во избежание поломки полотна необходимо, чтобы толщина полосы перекрывалась не менее чем 3 (тремя) зубьями.
Для чего и как делается разводка зубьев ножовочного полотна?
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу. В зависимости от величины шага S разводку делают по полотну и по зубу.
Каковы правила пользования ручной ножовкой?
Двигать ее нужно плавно, без рывков. Ножовке надо давать такой размах, чтобы работало почти все полотно, а не только его середина. Нормальная длина размаха должна быть не менее 2/3 длины ножовочного полотна. Нажимать на ножовку надо при движении ее вперед; при обратном ходе нажимать не следует.
Что входит в устройство слесарной ножовки?
Устройство слесарной ножовки. … Слесарная ножовка – состоит из двух основных частей: ножовочного станка (рамки) и ножовочного полотна (рис 1) Слесарная ножовка бывает с цельным ножовочным станком и раздвижным. В ножовке с цельным станком можно закреплять ножовочные полотна определенной длины.
Чем натягивается ножовочное полотно в слесарной ножовки?
На одной или двух кромках полотна нарезаны зубья, имеющие наклон в одну сторону. Ножовочное полотно крепиться к рамке штифтами штифтами 7 и натягивается натяжной гайкой 1. При этом зубья должны быть направлены в сторону, противоположную ручке.
Какие бывают полотна по металлу?
По материалу изготовления полотна по металлу для ножовки бывают таких видов:
- Полотна из углеродистой стали (экономичные и гибкие)
- Полотна с частичной термической обработкой
- Полностью закаленные полотна (применяются для точных, направленных разрезов)
Какие бывают полотна для ножовки по металлу?
Виды ножовочных полотен
- Полотно для ножовки по металлу
- Алмазная струна
- Нить из вольфрама
Какое количество зубьев на 25мм длины ножовочного полотна?
Ножовочные полотна изготовляют с разным количеством зубьев -от 14 до 32 на каждые 25 мм полотна.
Резка металла ножовкой
1 — Резка металла ножовкой
3 — Резка металла ножницами
Цель данной статьи — научиться пользоваться инструментами и приспособлениями для резки металла, резать ножовками, труборезом, ручными и рычажными ножницами, уметь пользоваться механизированными устройствами.
Резка металла ножовкой
Нужно научиться правильной установке ножовочного полотна в станок, освоить держание ножовочного станка, резание пруткового, квадратного, полосового металла, труб и уголка по разметке и без поворота ножовочного станка. Нужны: тиски параллельные, плоские деревянные бруски, колодки, напильники трехгранные, мел, масло. Инструмент: ножовочный станок, полотна к нему.
Ножовочный станок, правильное и неправильная установка полотна
Подготовка ножовочного станка
Выбор ножовочного полотна:
а) для разрезания мягкого металла применять ножовочные полотна с крупным шагом s (16-18 зубьев на 1 дюйм); для разрезания тонкого полосового металла — ножовочные полотна с мелкими зубьями (22-23 зуба на 1 дюйм), а для разрезания самого тонкого листового металла — 24-32 зуба на 1 дюйм;
б) для слесарных работ пользуются преимущественно ножовочным полотном с шагом s=1,5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев;
в) при длинном пропиливании брать ножовочные полотна с крупным шагом, а при коротком — с мелким шагом;
г) ножовочные полотна выпускаются с углом заострения 43—60°. Для разрезания более твердого металла применять полотна, у которых угол заострения больше, а для разрезания мягких металлов — меньше. Полотна с большим углом заострения более износоустойчивы.
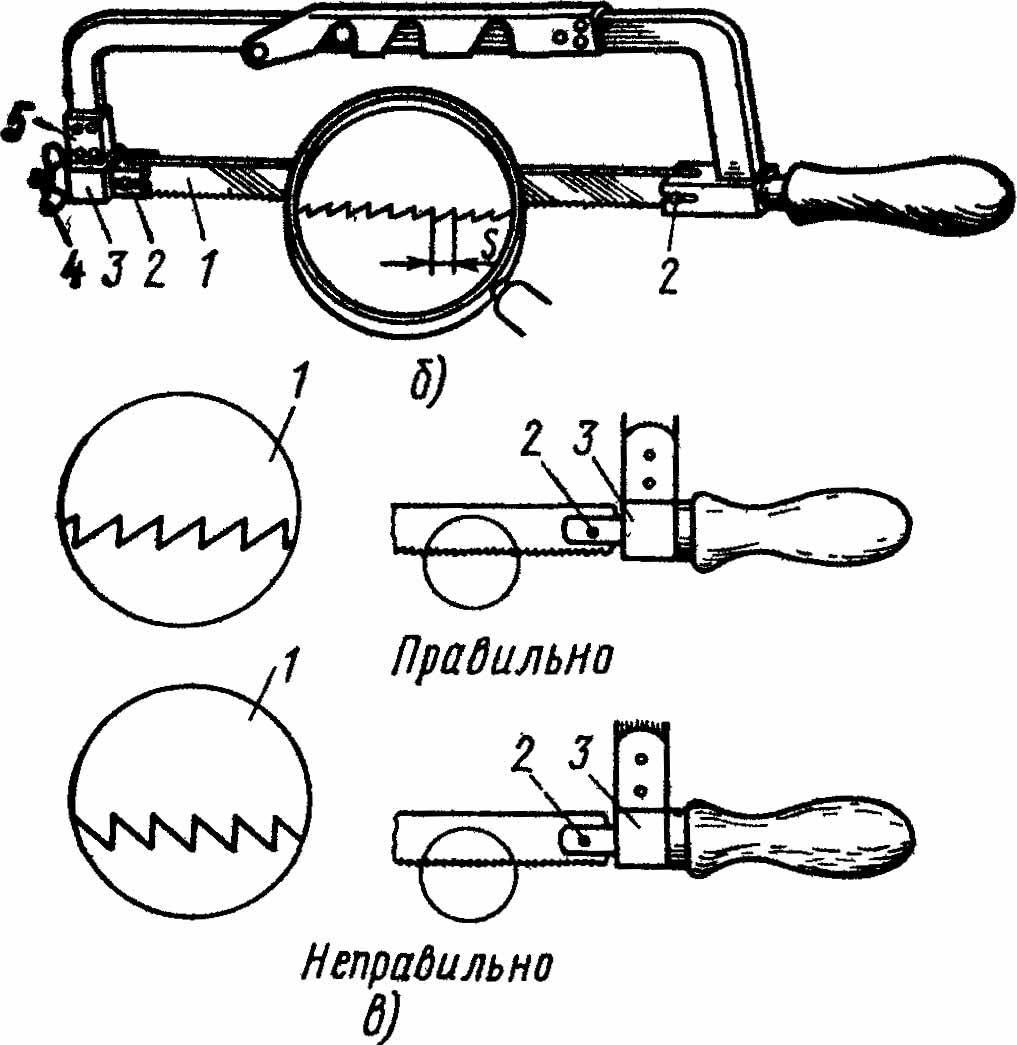
Установка ножовочного полотна в прорези головки:
а) вставить ножовочное полотно 1 в прорези головки станка так, чтобы зубья были направлены от ручки (рис. в), а не к ручке;
б) отверстия в ножовочном полотне установить точно против отверстий в головке ножовочного станка;
в) передний хвостовик 4 должен выходить из головки 3 на 10—12 мм для возможности натяжки полотна;
г) штифт 2 должен входить в прорезь головки 3 (рис. б);
д) в отверстие головки и полотна вставить штифты 2, диаметр которых должен соответствовать диаметру отверстий.
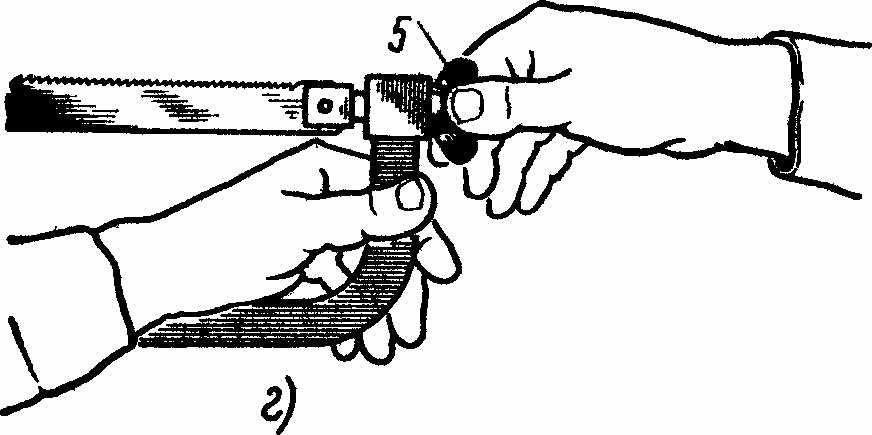
Натяжка ножовочного полотна:
а) натяжку ножовочного полотна производить вручную без больших усилий (запрещается применение плоскогубцев, ручных тисочков) легким вращением барашка 5;
б) степень натяжки проверить легким нажатием пальца на полотно сбоку: если полотно не прогибается, то натяжка достаточная (рис. г).
Примечание. Ни в коем случае не допускать очень сильной или очень слабой натяжки полотна, так как это приведет к его поломке, поэтому собранную ножовку обязательно нужно проверить.
При натяжке полотна из-за опасности разрыва полотна надо держать ножовку на некотором расстоянии от лица или использовать плексиглазовый щиток.
Рабочее положение при резке ножовкой
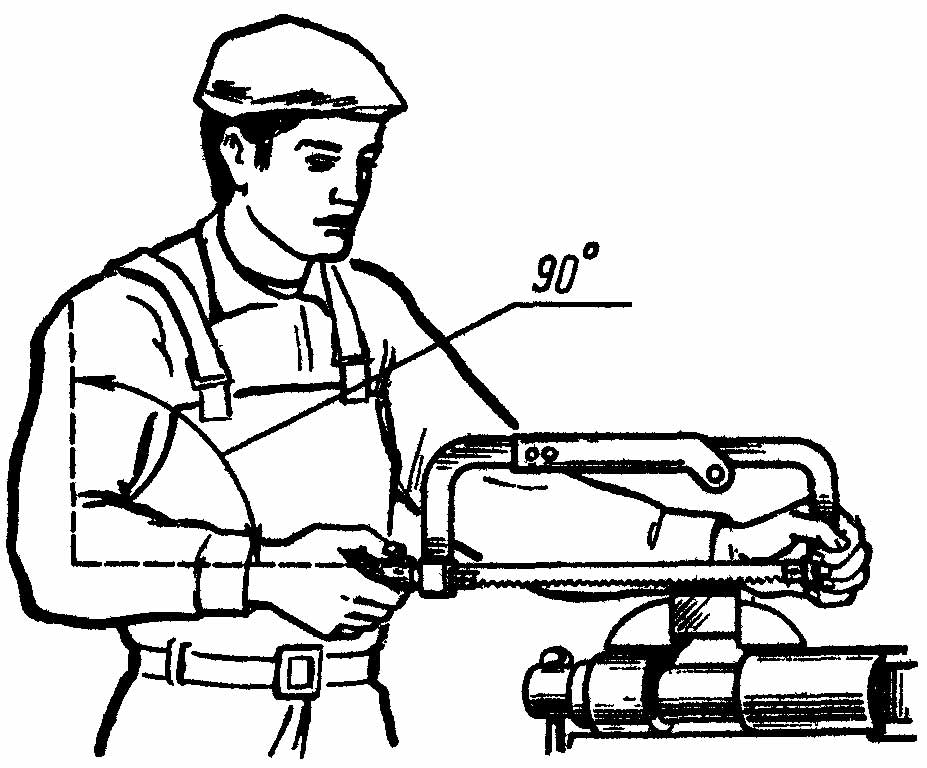
а) установить высоту тисков по росту — правая рука с ножовкой, должна иметь угол 90° в локтевом сгибе. Смотрите рисунок выше.
б) встать перед тисками свободно и устойчиво, вполоборота по отношению к губкам тисков или к оси разрезаемого предмета
в) корпус развернуть влево от тисков под углом 45°
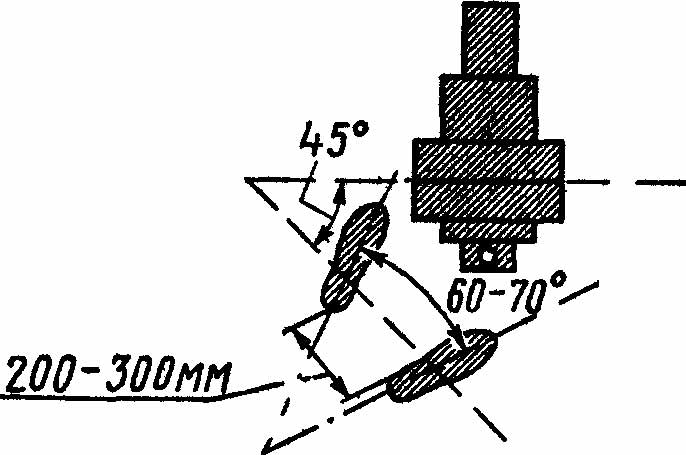
г) левую ногу несколько выставить вперед, примерно по линии разрезаемого предмета и на нее опирать корпус
д) правая нога должна быть повернута по отношению к левой на угол 60—70°, при этом расстояние между пятками должно быть 200-300 мм
Положение рук (хватка) работающего
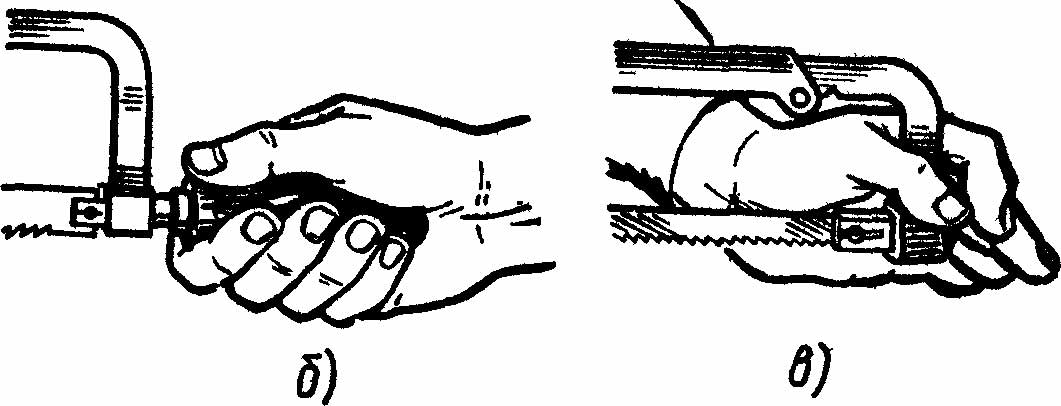
а) рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают сверху, остальные пальцы поддерживают рукоятку снизу), конец ручки упирают в ладонь (рис. б). Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать рукоятку, так как конец ее будет выходить из кисти, что может привести при работе к травме руки
б) левой рукой держать рамку ножовки, как показано на рис. — в. Четырьмя пальцами охватывать барашек и натяжной болт, а не одну только рамку; если делать иначе, будет тяжело устранить покачивание ножовки во время работы.
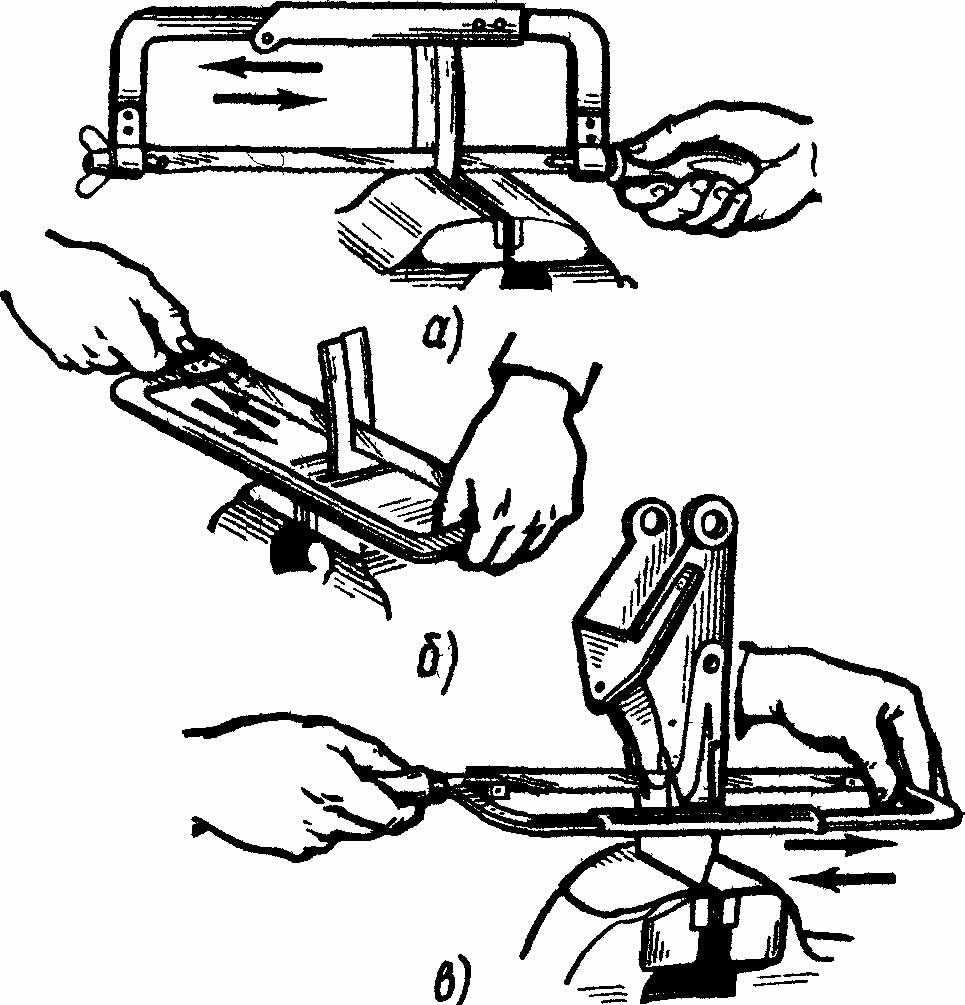
Резка круглого металла
Резка металла без поворота ножовочного полотна
а) нанести мелом разметочную риску места разреза;
б) закрепить деталь в тиски в горизонтальном положении так, чтобы отрезаемая часть находилась справа или слева от тисков. Линия резки должна находиться в 15—20 мм от губок тисков;
в) трехгранным напильником по разметочной риске сделать в месте разрезания небольшой (1,5—2 мм) пропил, чтобы ножовочное полотно в начале резания не скользило, а врезалось в деталь.
Для правильного начала резки на неразмеченной детали у места реза ставят ногтем большой палец левой руки и полотно ножовки прижимают вплотную к ногтю, ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль руки сбоку. Это обеспечивает устойчивое положение ножовки во время начала реза;
г) при резании соблюдать следующие правила: в работе должно участвовать не менее 3/4 ножовочного полотна; делать 40—50 рабочих движений в минуту; нажим на ножовку делать только при движении вперед; заканчивая разрезание, поддерживать отрезаемый кусок рукой.
Резка полосового и квадратного металла
1. Закрепить заготовку в тисках так, чтобы она выступала над губками тисков на 15—20 мм и линия реза была перпендикулярна губкам тисков.
2. Трехгранным напильником в месте реза сделать неглубокий пропил для лучшего направления ножовки.
3. В начале реза ножовку наклонить немного в сторону от себя (или на себя). По мере врезания наклрн постепенно уменьшать до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем осуществлять резку при горизонтальном положении ножовки.
4. Резать металл не по ширине, а по узкой стороне; это, однако, можно допустить только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна.
Примечание. Ножовкой можно резать полосовой материал только в том случае, если его толщина больше расстояния трех зубьев ножовочного полотна. Более тонкий материал зажимают в тиски между двумя деревянными брусками и разрезают.
Резка тонкого листового металла
1. Подготовить деревянные бруски (плоские).
2. Зажать между плоскими деревянными брусками по одной или несколько штук заготовок.
3. Установить бруски вместе с заготовками в слесарных тисках.
4. Резать заготовки вместе с брусками.
Резка труб ножовкой
1. Отметить линию разрезания мелом.
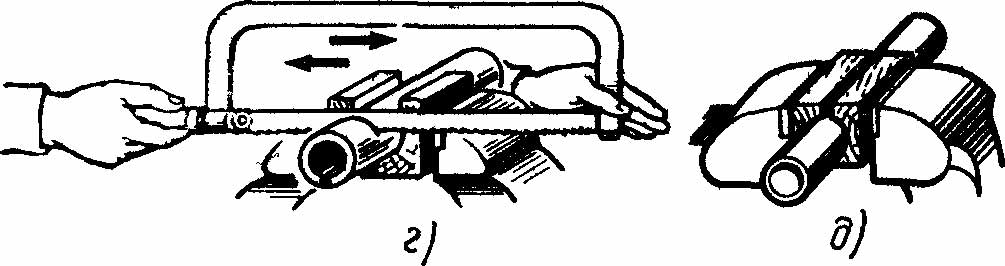
2. Зажать трубу в тисках в деревянной колодке (рис. г) или в специальных зажимах (рис. д) так, чтобы не смять трубу.
3. Резку осуществлять ножовочным полотном с мелким зубом.
4. В начале резки ножовку держать горизонтально. После того как зубья полотна войдут в металл, ножовку следует наклонить на себя и, время от времени повертывая заготовку на угол 45—90° от себя, продолжать резку.
5. Число двойных ходов должно составлять 35—45 в минуту.
Резка металла с поворотом ножовочного полотна
а — без поворота полотна,
б — с повернутым на 90° полотном,
в — работа в замкнутом контуре
Ножовкой с полотном, повернутым на угол 90°, производят резку в том случае, когда глубина прореза превышает расстояние от полотна до рамки ножовочного станка (рис. а), т. е. при глубоких прорезах.
1. Сборка ножовочного станка с поворотом полотна на 90°:
а) отпустить барашек и вынуть полотно из станка;
б) вставить полотно в прорези хвостовика так, чтобы в рабочем положении рамка ножовочного полотна располагалась горизонтально (рис. б, в)
в) вставить штифты и натянуть полотно барашком.
Резание металла:
а) место прореза располагать сбоку или сверху от губок тисков в зависимости от конфигурации детали;
б) соблюдать все правила резания, указанные выше.
Вы не зарегистрированы?
Нажмите здесь для регистрации.
Забыли пароль?
Запросите новый здесь.
Как правильно установить ножовочное полотно по металлу?




§ 32. Резка ножовкой
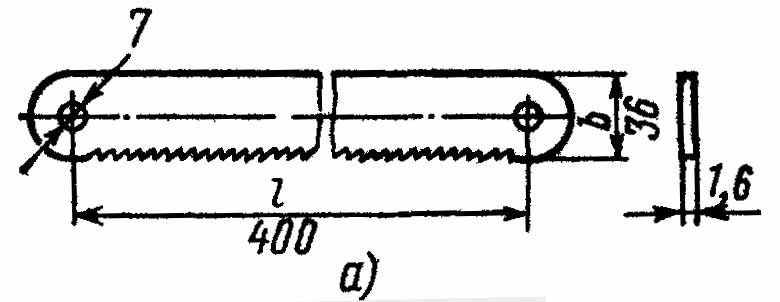
Ручная ножовка — инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок по контуру и других работ. Ручная ножовка (рис. 117, а) состоит из станка (рамки) 2 и ножовочного полотна 4. На одном конце рамки имеется неподвижная головка 5 с хвостовиком и ручкой 6, а на другом конце — подвижная головка 3 с натяжным винтом и гайкой (барашек) 7 для натяжения полотна. В головках 5 и 3 имеются прорези ?, в которые вставляют ножовочное полотно и крепят штифтами 7.
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко), либо с раздвижными (рис. 117,6), допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем (рис. 117,я) состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями или штифтами и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61-64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты (рис. 117, г). Наиболее часто применяют ножовочные полотна для ручных ножовок длиной I — 250 — 300 мм, высотой b — 12 и 16 мм, толщиной h — 0,65 и 0,8 мм.
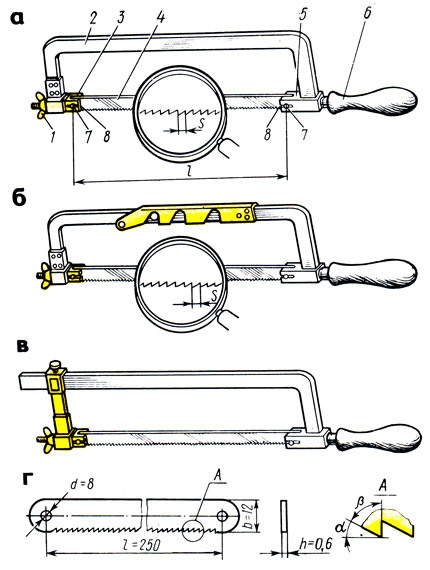
Рис. 117. Ручная ножовка (станок): а — цельная, б — раздвижная, в — с передвижным держателем, г — ножовочное полотно; 1 — гайка-барашек, 2 — рамка (станок), 3 — подвижная головка, 4 — ножовочное полотно, 5 — неподвижная головка, 6 — хвостовик с ручкой, 7 — штифты, 8 — прорези
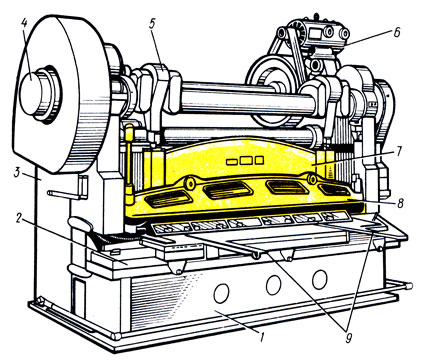
Рис. 118. Элементы зуба ножовочного полотна: а — зубья ножовочного полотна; передний угол зубьев: б — положительный, в — равный нулю, г — отрицательный; S — шаг
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол а, угол заострения Р, передний угол у и угол резания 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила (рис. 118, а). Величина стружечного пространства зависит от величины заднего угла α, переднего угла γ и шага S зуба (рис. 118, в).
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым (рис. 118, в), положительным (рис. 118, б) или отрицательным (рис. 118, г).
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для резания металлов различной твердости углы заострения зубьев ножовочного полотна делаются: передний γ = 0 — 12°, задний α = 35 — 40°, заострения β = 43 — 60°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1,3-1,6 мм, при котором на длине 25 мм насчитывается 17 -20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы — 16 зубьев; средней твердости закаленная сталь — 19 зубьев; чугун, инструментальная сталь — 22 зуба; твердая, полосовая и угловая сталь — 22 зуба.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее 2 — 3 зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.
В зависимости от величины шага S разводку делают по полотну и по зубу.
Ножовочные полотна с шагом зубьев 0,8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой) (рис. 119, а), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 — 0,6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0,8 мм разводят по зубу (рис. 119, б) (гофрированный развод). При этом разводе при малом шаге зубьев 2 — 3 зуба отводят вправо и 2 — 3 влево. При среднем шаге отводят один зуб влево, второй — вправо, третий не отводят. При крупном шаге отводят один зуб влево, а второй вправо. Разводка по зубу применяется для полотен с шагом 1,25 и 1,6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких — с мелким шагом зубьев.
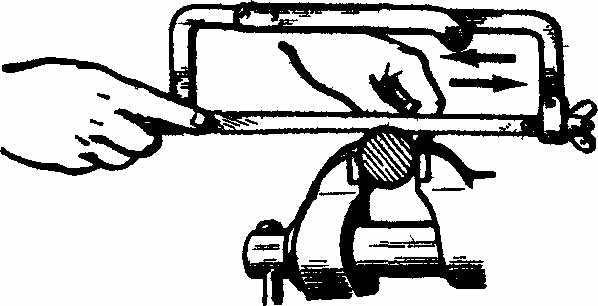
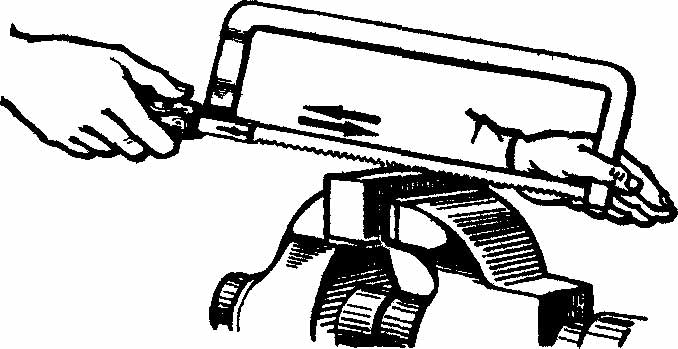
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки (рис. 120 а), а не к ручке (рис. 120, б). При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижнрго штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом.
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета (рис. 121). Левую ногу (рис. 121, г) несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Правая нога должна быть повернута по отношению к левой на угол 60 — 70°.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 121, а).
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 121,6). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки (рис. 121, в).
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
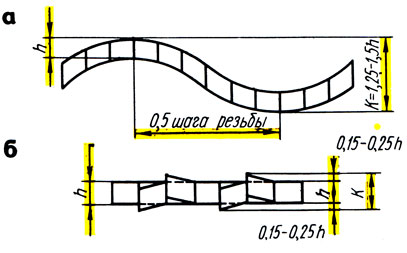
Рис. 119. Схема разводки полотна: а — по полотну, б — по зубу; h — толщина полотна, К — ширина реза
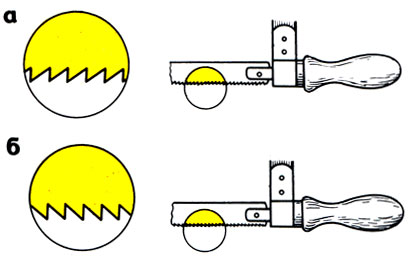
Рис. 120. Установка ножовочного полотна: а — правильно, б — неправильно
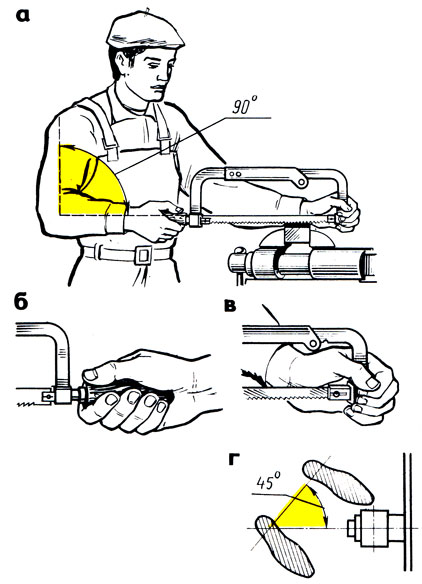
Рис. 121. Положение при работе: а — oкорпуса и ножовки, б — правой руки, в — левой руки, г — ног
Процесс резки состоит из двух ходов: рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила:
короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
в работе должно участвовать все ножовочное полотно;
работают ножовкой не спеша, плавно, без рывков, делая не более 30 — 60 двойных ходов в минуту (твердая сталь — 30 — 40, средней твердости сталь — 40 — 50, мягкая сталь — 50 — 60).
При более быстрых темпах скорее наступает утомляемость, и, кроме того, полотно нагревается и быстрее тупится;
перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму;
при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки в пропиле детали периодически смазывают полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
латунь и бронзу разрезают только новыми полотнами, так как даже мало изношенные зубья не режут, а скользят;
в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекращают, удаляют из при пила остатки сломанного зуба, полотно заменяют новым или стачивают на станке 2 — 3 соседних зуба и после этого продолжают работу.

