Как ковать металл в домашних условиях?
Ковка металла в домашних условиях
Ковка своими руками довольно непростой технологический процесс, для этого нужно знать основные приемы работы с заготовкой, а также правила нагрева и закалки
Кузнечное ремесло — один из самых старых способов обработки металла. Однако, даже в наш век развития высоких технологий, оно не утратило своего значения и даже набирает большую популярность.
Ковка своими руками довольно непростой технологический процесс, для этого нужно знать хотя бы основные приемы работы с заготовкой, а также правила нагрева и закалки металла. Также нужно иметь понятие, как использовать оборудование. Какими навыками нужно обладать для изготовления изделий кузнечным способом и как ковать металл?
Этапы ковки и приемы
Горячая ковка включает в себя большое количество приемов, использующихся в обработке металла. Однако сама технология состоит из основных этапов.
- Нагрев заготовки.
- Ковка.
- Стабилизация металла.
- Закалка (по надобности).
Каждый отдельно взятый этап имеет большое значение. Неправильно выдержанная температура нагрева заготовки приведет в дальнейшем к порче изделия, то же касается и слишком быстрого остывания.
При ковке также нужно соблюдать технологический процесс, иначе попросту заготовка будет испорчена. На этом этапе используют множество приемов в зависимости от того, какое изделие изготавливают.
Стабилизация металла подразумевает постепенное остывание готового изделия. Этот технологический этап способствует нормальной кристаллизации сильно разогретого материала. Главная задача — не допустить нарушение внутренней структуры, появления раковин и трещин.

Закалка используется для придания готовому изделию твердости за счет изменения кристаллической решетки во время высокотемпературного нагрева. Чаще всего в кузнечном деле этот этап проводят, изготавливая инструменты, которые во время использования будут испытывать большие нагрузки. Основное требование к закалке — не сделать металл слишком хрупким (перекалить) или, наоборот, очень мягким.
Итак, как происходит ковка металла своими руками и какие приемы применяют на каждом из этапов работ?
Нагревание заготовки перед ковкой
Лучше всего приступить к нагреванию заготовки сразу же после ее отливки, когда она остынет до темно-красного цвета. Также можно прогреть материал предварительно перед помещением в очаг. Предварительное нагревание проводят с концов до средины, чтобы избежать появления напряжений и трещин в структуре металла. При этом температура соблюдается в пределах не более 300 градусов. Проверяют этот показатель разливанием на поверхность болванки машинного масла: если оно горит, то заготовку перемещают в очаг.
Температуру в горне изначально задают невысокую, постепенно увеличивая со временем до нужного предела.
Ошибочно мнение о том, что чем больше нагреть сталь, тем лучше ее ковать. При сильном разогреве такой материал действительно становиться мягче, однако, не стоит забывать о таких процессах, как перегрев и пережег металла.
Перегрев изменяет кристаллическую структуру материала заготовки и при последующей ковке он может попросту развалиться на отдельные фрагменты.
Пережег изменяет химические свойства стали, когда из ее состава выжигается большее количество углерода.


Как по цвету определить температуру нагрева
Процесс ковки
Прежде чем планировать изготовление вещей, стоит рассчитывать на то, что при обжимке заготовка потеряет часть своего объема в виде окалины. Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Когда обжимка проведена, переходят к собственно поковке изделия. При этом используют различные приемы для получения нужной формы.
Чтобы на поверхности образовались утолщения, используют способ местной осадки. Также этот прием используют, если нужно уменьшить длину заготовки и сделать ее более толстой. Для этого мастер наносит удары сверху заготовки, расположенной в вертикальной плоскости. При этом металл будет деформироваться и утолщаться. Удобно делать полную обсадку, зажав разогретую заготовку в тисках, но нужно спешить, иначе металл будет очень быстро остывать от холодного приспособления для зажима.
После осадки опять нужно сделать обжимку, чтобы придать структуре однородность!
Одна из разновидностей осадки — высадка. Ее используют, когда нужно получить на поверхности изделия утолщения. Для этого нагрев заготовки делают только в месте высадки.
Если нужно, наоборот, удлинить заготовку, проводят так называемую протяжку. Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.

Иногда при ковке в домашних условиях нужно сделать в изделии сквозное или глухое отверстие. В таком случае используют прием прошивки. В качестве основного приспособления выступают пробойники различного сечения. При этом заготовку разогревают и укладывают на наковальню сверху круглого отверстия. Установив пробойник, по нему наносят удары. Прошивку можно делать как с одной стороны, так и с обеих.
Для разделения заготовки или изделия на части используют способ рубки. Нагревают металл до темно-красного цвета и, уложив его на наковальню, кузнечным зубилом рубят три четвертых его толщины. После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
Также довольно часто в кузнечном деле использую способ гибки заготовок. Простые формы получают, используя в качестве основного приспособления наковальню с отверстиями. Более сложные кованые элементы формируют, изгибая заготовки на различных шаблонах.

Еще один прием, часто использующийся в художественной ковке — скручивание. Заготовку при этом разогревают и жестко фиксируют в тисках, другой конец проворачивают, используя как основное оборудование вороток.
Когда изделие готово нужно стабилизировать металл.
Стабилизация

Небольшие поковки можно оставить в очаге горна, где металл будет остывать вместе с печью. Более массивные кованые изделия можно засыпать горячими углями и присыпать золой.
Чем более массивное изделие, тем более плавным должно быть остывание.
Обучиться ковке для начинающих лучше у опытного мастера. Существует много различных приемов и способов такой обработки и изготовления вещей, которые может показать специалист. Тем более при отсутствии практики довольно тяжело соблюдать технологии нагревания и стабилизации металла, без которых изделие либо не получиться, либо будет некачественным.
Однако ручная ковка не так сложна и простейшие вещи можно довольно быстро научиться изготавливать самостоятельно.
А что Вы можете дополнить к материалу этой статьи? Если у Вас имеется опыт обучения ковки в домашних условиях, поделитесь им в блоке комментариев к этой статье.
Ковка металла в домашних условиях- часть 2. Нагрев металла для ковки и топливо для кузницы
Предыдущая статья: Ковка металла в домашних условиях- часть 1. Свойства металла
Ковка металла в домашних условиях настоящее искусство для домашнего мастера, сравнимое с искусством художника, упражняться и совершенствоваться в котором можно бесконечно. Прежде всего вам необходимо будет обзавестись необходимым инструментом для кузнечного дела и оборудовать специальное место под кузницу, или даже сделать кузницу стационарно. Однако даже если у вас имеется сама кузня и все необходимые приспособления для кузницы, кузнечное дело требует еще и дополнительных знаний касательно всего технологического процесса ковки.
Нагрев заготовок для ковки в домашних условиях
Нагрев заготовки – одна из самых важных и ответственных операций в технологическом процессе ковки. От того насколько правильно Вы подберете температуру для ковки, будет зависеть качество всего изделия. Ковать заготовку можно только после нагрева ее до «ковочной температуры» – оптимальной температуры для каждого металла, при которой у него снижается сопротивляемость деформации и повышается пластичность. «Ковочная температура» представляет собой определенный интервал температур, и для каждого металла, в зависимости от его структуры и химического состава, будет различаться.
Подбор температурного режима для ковки металла в домашних условиях.
Необходимо помнить, что в случае если мы нагреваем заготовку из углеродистой стали, углерод из верхнего слоя, под действием температуры будет выгорать. Глубина выгорания углерода в таком случае составляет примерно от 2 до 4 мм, что соответственно ведет к уменьшению показателей твердости будущего изделия, а так же к снижению прочности и закаливаемости стали.
Перед началом ковки, кузнец должен убедиться что вся заготовка прогрелась равномерно, и соответственно имеет одинаковые свойства по пластичности и устойчивости к деформации, по всей своей площади.
В зависимости от конкретной марки стали определяется свой температурный интервал для ковки изделия. Другими словами имеются достаточно четко определенные температуры, необходимые для начала процесса ковки (Тн) и для его окончания (Тк).
Ошибки при ковке метала в домашних условиях
Если металл нагреть немного выше температуры необходимой для начала ковки (Тн), его пластические свойства резко снизятся, а также произойдет изменения его структуры на более крупнозернистую. Если продолжать поднимать температуру заготовки, то это приведет к пережогу. Пережог уже невозможно будет выправить, и при обработке металл будет разрушаться.
Если же заготовку нагреть ниже температуры необходимой для начала процесса ковки (Тн), то при ее обработке очень велика вероятность образования трещин, в следствии недостаточной пластичности металла.
Знаменитая дедовская пословица «Куй железо пока горячо», как нельзя точно дает понять важность момента достижения заготовкой необходимой температуры. Другими словами, производить процесс ковки в домашних условиях, необходимо строго в определенном температурном интервале от Тн до Тк. (на диаграмме приведен в виде заштрихованной области для состояния железо-углерод). В случае если Вы не знаете марку стали с которой придется работать, ее легко можно определить проверив «на искру» и сверившись с табл. 1-3. При ковке в домашних условиях температуру заготовки можно определять по цвету каления и побежалости металла.
Топливо для ковки металла в домашних условиях.
Для домашнего умельца, выполняющего все работы своими руками, наилучшим вариантом топлива будет каменный уголь. Очень хорошо для нагрева заготовок в домашних условиях использовать уголь размером с грецкий орех, черного цвета и блестящий. Достаточно часто в качестве топлива используют кокс, имеющий достаточно высокую температуру горения. Дрова лиственных пород деревьев также можно использовать в качестве топлива для нагрева заготовки. Но все же наиболее доступным и применяемым топливом при ковке в домашних условиях остается древесный уголь.
Создание кузни своими руками дело более простое, чем может показаться вначале.
Как сделать горн, для ковки металла в домашних условиях.
Кухонная мебель, широкий выбор и ассортимент.
Холодная ковка своими руками-занятие для тех, кто желает создавать прекрасное.
САТ-1 не занимающий много места, уникальный для России, аппарат для сварки.
Нож своими руками
Хороший нож – вещь крутая, нужная и красивая. Хороший нож своими руками – уже не вещь, а символ человека, который его сделал. Это непросто, но если задаться целью, то добиться успеха в ковке ножей собственного дизайна реально.
Несмотря на то, что речь идет о технологии горячей ковки с использованием качественной легированной стали, подготовка работ и изготовление ножа – процессы вполне доступные для каждого человека. Главное – принять решение.
- Что такое хороший нож
- Сталь и только сталь
- Дизайн клинка, нож и закон
- Инструменты для ковки ножей
- Нож из сверла, этапы работы
- Ножи из напильника, рессоры, троса, подшипника
Что такое хороший нож
Для начала договоримся о функциональном назначении ножа, который вы собираетесь делать своими руками. Скорее всего, самым оптимальным выбором будет ориентация на изготовление качественного охотничьего ножа. С охотничьими ножами тоже нужна ясность: какой именно является самым универсальным?
Опытные охотники могут иметь солидные коллекции охотничьих ножей самого разного размера и качества, но на охоту они ходят только с одним.
 Ковка ножа из троса.
Ковка ножа из троса.
Он будет самым подходящим. После анализа и опросов в охотничьих источниках появилось описание усредненного ножа охотников, который может считаться самым универсальным.
Для российских условий охоты таким будет нож, средний по размерам со следующими габаритами:
- Клинок может быть длиной от 12 до 14 сантиметров, шириной – не более 3-х см.
- Толщина лезвия – примерно 3 – 4 мм.
- Общая длина ножа насчитывает от 23 до 27 сантиметров.
Сталь и только сталь
Выбор металла небогатый, если точнее – выбора у вас нет вообще. Только сталь для ковки ножей, без вариантов. Разберемся, что такое сталь в принципе: это сплав железа с углеродом. Обычный углеродный диапазон содержания в стали – от 0,1% до 2,5%. Чем выше уровень его содержания, тем сталь прочнее и устойчивее к внешним воздействиям, но она сразу же теряет пластичность и вязкость.
Свойства стали, которые оказывают самое прямое влияние на хорошее качество изделия:
- Высокая устойчивость к износу зависит от твердости стали, которая, в свою очередь, зависит от содержания в сплаве углерода.
- Высокая прочность – сохранение целостности изделия под действием внешних сил.
- Твердость – ее сопротивление деформации.
- Высокая пластичность – способность стального изделия гнуться под влиянием внешних сил, а затем восстанавливать форму.
- Красностойкость – это устойчивость металла к высоким температурам. Твердые марки стали – самые красностойкие.
Немаловажно то, что все пять показателей тесно взаимосвязаны. Чем, например, пластичнее марка стали, тем ниже ее твердость. Свойствами сплавов можно управлять с помощью добавок и легирующих элементов.
Теперь о легировании. Это целенаправленное добавление в металл добавок для изменения различных свойств в лучшую сторону. Чем только сталь не легируют: никелем, молибденом, кобальтом и др. Нас интересует легированная инструментальная сталь, обладающая вышеописанным свойствами. Марок высококачественных металлов много, их характеристики можно найти в многочисленных справочниках и руководствах.
Нам же достаточно понимать общие принципы, чтобы найти подходящую сталь для нашего ножа. Далеко за ней ходить не нужно, ковка ножа производится из подшипников, напильников, рессор, сверл и даже металлических тросов. В каждом случае есть технические нюансы, но общие правила ковки ножей дома одинаковые и строгие.
Дизайн клинка, нож и закон
Речь не о красоте, а о форме клинка, которую необходимо выбрать и сделать эскиз на старте подготовительных работ. Основных форм профилей клинков немного: кинжал, прямой обух, профили с повышенной или пониженной линей обуха, финка или «боуи, козья ножка, «танто».
Сразу заметим, что, например, «танто» или финка и «боуи» относятся к холодным видам оружия.
Внимание! Перед выбором формы клинка нужно внимательно прочитать о характеристиках холодного оружия, чтобы не попасть с выбранной формой под уголовную статью. Если ношение холодного оружия штрафуется небольшой денежной суммой, то за изготовление и сбыт холодного оружия можно получить два года лишения свободы.
Инструменты для ковки ножей
Какие инструменты потребуются для ковки:
- большой молот до 4 кг и маленький молоток до 1 кг;
- наковальня;
- аппарат для сварки и болгарка;
- точильный станок;
- печь;
- щипцы и разводной ключ.


Печку можно купить, а можно сделать самостоятельно. Главным требованием к такой печке является получение температуры от 900° до 1200° на довольно продолжительное время. Лучше всего подойдет толстый листовой металл. Обязательная трубка для поступления воздуха внутрь печки. Топить печку можно обычным древесным углем.
Нож из сверла, этапы работы
Как правильно сделать нож из сверла:
Кузнец создает заготовку ножа.
- Разбираемся со сверлами и сталью. Сверло – один из самых популярных источников стали для самодеятельных кузнецов. В самом деле, у легированной вольфрамом и молибденом стали Р6М5 великолепные характеристики для будущего классного ножа: она чрезвычайно прочная, обладает высокой устойчивостью к износу и к тому же легко затачивается, а это особенно важно для ножей. Аналогичная сталь на импортных, исключая китайские, сверлах обозначается как HHS – High Speed Steel, сталь для работы на больших скоростях. Самым лучшим вариантом будет сверло из стали, в которую кроме вольфрама и молибдена добавлен кобальт, она еще устойчивее и называется Р6М5К5. Ну а импортные сверла станут в этом случае HHS-Co. Итак, запоминаем: ищем отечественные сверла из Р5М5 с добавлением кобальта, или импортные, исключая китайские) HHS тоже с добавкой Co.
Если у вас в руках большое сверло, рассмотрите его внимательно. Обычно они состоят из двух частей: хвостовика из самой обычной стали и рабочей спирали из нужной нам стали Р6М5. Границу можно определить по искрам при проточке сверла вдоль его длины. Сноп искр на участке легированной стали будет красноватый и редким. На участке обычной стали искры выйдут желтыми, сноп будет большим. - Обжиг стали. Это простой и «спокойный» этап работы. Печь нужно разжечь и нагреть в ней заготовку примерно до 600° – 700°, выдержать такой режим около четырех часов, затем дать остыть печке вместе с заготовкой.
Внимание! Этот этап во многих источниках и руководствах не описан. Зачем это делать? Дело в том, что большинство кустарных мастеров делают ножи из уже готовых и закаленных инструментов. Их обжиг нужен именно в таких случаях, иначе при дальнейшей ковке в структуре металла может возникнуть ненужное напряжение. Для справки: температуру в 700° легко проверить с помощью соли – при этой температуре она начинает плавиться. - Разогрев сверла. Затапливаем печь с подачей воздуха, после разогрева углей размещаем сверло в печке с помощью клещей. Если ковка ножа выполняется вами впервые, вы можете сделать ошибку с определением температуры нагрева – или перегреть, или нагреть недостаточно. В любом случае температура нагрева должна быть выше 1000° с оранжевым цветом заготовки. Сразу же сверло вынимается из печки и хвостовиком зажимается в тисках. Самое первое и срочное дело – расправить спираль сверла, зажав верхушку разводным ключом. Если вы не успеете раскрутить спираль, сверло может сломаться. Если за один раз спираль не раскрутилась, можно нагреть сверло повторно. В итоге вам нужно получить ровную стальную полоску.
- Ковка и раскатка. Снова раскаливаем стальную полоску и начинаем выравнивать ее ударами тяжелого молота. В итоге полоска должна стать шире и тоньше: от 4-х до 5-ти мм. Ковка ножа – это постоянный контроль цвета стальной полоски. Если она начинает тускнеть и появляются вишневые оттенки, сразу же отправляем ее в печку снова нагреться.
- Внимание! Главное правило печки: лучше лишний раз нагреть и даже перегреть, чем сломать остывшее изделие ударами молота. В помощь кузнецам существует специальная шкала температур и окраски стали. Если при низких температурах уровня 500° – 600° сталь будет темно-коричневого цвета, то при 1000° сталь станет оранжевой. Ну а при самом высоком разогреве до 1300° она станет ослепительно белой.
- Ковка острия лезвия. Один из самых сложных этапов, это и есть та самая ковка ножа по сути. Лезвию нужно придать нужную форму, не изменяя при этом толщину – вы уже добились нужной толщины в 4 – 5 мм на предыдущих этапах. Здесь нужна кое-какая практика: острие нужно постепенно закруглять, а лезвие одновременно оттягивать в длину. Эта работа может не получиться с первого раза, будьте готовы к такой ситуации. Вы ведь обладаете личным качеством под названием «терпение»?
- Ковка режущей кромки. Тоже непростой и важный этап. Он выполняется малым молотком: аккуратными ударами режущая кромка делается как можно тоньше, начиная с середины лезвия. Лезвие при этом должно оставаться ровным. На этом этапе также чрезвычайно важен нагрев заготовки: следить за цветом и при необходимости подогревать его в печке.
- Проковка хвостовика. Здесь все намного проще. Раскаливаем хвостовик в печке и раскатываем его большим молотом. Форма будет зависеть от вашего выбора дизайна ручки, что в данном обзоре не рассматривается.
- Шлифовка. Благодарная и приятная работа: снять лишние слои и неровности, выровнять поверхность до блестящего состояния – одно удовольствие. Следует помнить, что при шлифовке толщина уменьшится, может потеряться до 2-х мм. В итоге нож станет легче и тоньше. Заточка также делается на этом этапе.
- Закалка ножа. Ни в коем случае не пренебрегать этим этапом, несмотря на то, что ваш нож великолепно выглядит и кажется полностью готовым к употреблению. От закалки будут зависеть главные рабочие свойства ножа. После шлифовки и полного остывания нож подогревают в печке до оранжевого или светло-красного цвета, температура примерно 500° – 700°. Затем его быстро опускают в подсоленную воду или масло. В воде сталь начинает «дрожать» – это и есть процесс закалки. Некоторые производят еще одну операцию «на дорожку»: отпускают клинок. Отпуск заключается в небольшом финишном нагреве до появления тонкой оранжевой пленки: тут же убираем нож из печки и даем ему самостоятельно остыть.
Ножи из напильника, рессоры, троса, подшипника
Особенности обработки заготовок:
Создание заготовки в кузнечной мастерской.
- Нюансы с подшипником. Очень популярный материал. Обычно используется внутренний обод подшипника. Работа практически такая же, как со сверлом. Разница лишь в неудобстве на первых этапах: заготовку из обода очень неудобно держать, поэтому ее лучше приварить к пруту арматуры. Стальную полоску выковывать легче, чем из сверла – здесь ее достаточно выровнять.
- Автомобильная рессора. Великолепный материал с высокой упругостью и стойкостью к износу. Заготовку отрезаем болгаркой, привариваем ее к пруту арматуры так же, как обод подшипника – в этом случае работать намного комфортнее.
- Напильник – второй по популярности вид подручного материала для высококлассных ножей. Особенности стали в напильниках – редкая долговечность и отличная режущая кромка. Нюансы работы с напильником заключаются в обязательной очистке поверхности напильника от насечек с помощью болгарки.
- Ножи из металлического троса. Вариант довольно редкий. Сталь в тросах отвечает далеко не всем требованиям для хорошего ножа. Чаще всего такие ножи делают из-за остающегося рисунка на клинке, который напоминает дамасскую сталь. Такого рода производством нередко занимаются жулики, чтобы продать дилетантам ножи невысокого качества, похожие на знаменитые дамасские. Ковка ножа из троса – сложный процесс, который вряд ли подойдет в качестве дебюта для новичков.
Ковка ножа своими руками – интереснейшее занятие, которое принесет вам серьезную практическую пользу, эстетическое удовольствие и повышение самооценки. Скорее всего, вы не остановитесь на одном ноже. Нигде нет пределов совершенству, а уж в кузнечном мастерстве тем более. Желаем хорошего металла, горячей печки и добрых друзей!
Ковка различного металла в домашних условиях
Кузнечное дело уже давно стало одним из самых популярных хобби у многих людей. В этом нет ничего странного, так как с помощью ковки можно создавать самые настоящие произведения искусства. Разумеется, такое хобби, как ковка металла в домашних условиях, имеет определенные требования.
 Пример металлоизделия с элементами художественной ковки.
Пример металлоизделия с элементами художественной ковки.
Первым делом нужно позаботиться о наличии мастерской, необходимых инструментах и разных приспособлений. А самое главное — понадобятся специальные знания об этом сложном процессе. Ковка металла потребует хорошего художественного вкуса и изрядного терпения, только тогда можно рассчитывать на желаемый результат.
Нельзя сказать, что ковать металл в домашних условиях просто, но нет ничего невозможного.
Для этого нужны будут такие инструменты:
- Кувалда.
- Молотки.
- Кузнечное зубило.
- Подбойки.
- Обжимки.
- Как правильно нагреть заготовки?
- Как правильно выбрать температуру для ковки?
- Самые распространенные ошибки при ковке
Как правильно нагреть заготовки?
Конечное качество металлического изделия во многом зависит от того, какой выбран температурный режим нагревания заготовки. Также от этого зависит внешний вид изделия и его долговечность. Следует учитывать то обстоятельство, что металл может подвергаться обработке только тогда, когда он доводится до необходимой для ковки температуры. Таким образом, у металла понижается сопротивляемость, его можно деформировать, очень высокой становится степень пластичности.
Необходимо принимать во внимание, что для каждого металла есть свой температурный режим для ковки. Такой температурный режим определяется структурой заготовки и ее химическим составом.
Как правильно выбрать температуру для ковки?
При ковке металла в домашних условиях нужно учитывать, что когда нагревается углеродистая сталь (что осуществляется под воздействием высокой температуры), то углерод верхнего слоя выгорает на глубину примерно в 2-4 мм. Благодаря этому твердость заготовки снижается, а значит, снижается и твердость будущего изделия. Сталь значительно потеряет прочность, как и способность к закаливанию.
 Температурные интервалы ковки.
Температурные интервалы ковки.
Перед тем как приступить к ковке, следует обязательно убедиться в том, что металл вглубь прогрелся равномерно. Для качества работы такое условие является очень важным. Нужно учитывать, что если металл прогрелся только на поверхности, то на высокое качество работы рассчитывать не следует. Необходимо учитывать, что заготовка приобретает единообразную пластичность, она должна быть устойчивой к деформации, таким образом, обрабатывать ее будет гораздо легче.
Надо принимать во внимание то обстоятельство, что каждая марка стали имеет свой температурный интервал, который лучше всего подходит для ковки. Во время работы заготовка должна периодически прогреваться, так как ее температура на открытом воздухе опускаться не должна.
Самые распространенные ошибки при ковке
Для того чтобы все получилось на высшем уровне, следует избегать наиболее распространенных ошибок, которые допускаются начинающими мастерами.
- Не стоит нагревать металл больше, чем это требуется для его оптимальной обработки. В противном случае пластичность материала резко снизится, а структура станет крупнозернистой, что отрицательно влияет на результат работы. Если температура при этом продолжает повышаться, то может возникнуть пережег заготовки.
- Если заготовку не нагреть должным образом, то не удастся достигнуть необходимой для качественной ковки пластичности. Это может привести к тому, что металл станет крошиться, после чего работать с ним будет уже невозможно. Нарушится целостность заготовки, станут появляться трещины.
Железо следует ковать, пока оно горячо, об этом говорили еще далекие предки, которые знали толк в кузнечном деле. В кузнечном деле очень важно придерживаться необходимой температуры. Если все сделать правильно, то получится красивое изделие высокого качества.
Хитрости выполнения холодной ковки в домашних условиях
Разглядывая дома, чаще всего загородные, нередко люди могут увидеть красивые калитки, интересные заборы и прочие металлические узоры. Если вспомнить что для создания изделий из металла требуется кузница, то возникает вопрос, как мастер выполнил этот интересный декор? Холодная ковка своими руками отлично помогает в создании таких вещей.
Итоговая цена на изделия художественной ковки невысока, ибо и расходы на производство, и расходы на оборудование низкие. При этом количество и качество изделий сохраняются на высоком уровне. Поэтому кузнец, который решил самостоятельно начать зарабатывать, быстро окупит начальные вложения. Особо увлеченные хозяева домов сами могут устроить аналог кузницы у себя в гараже. Ковка металла в домашних условиях холодным видом чрезвычайно проста, а какие-то мелкие кованые детали допускают изготовление даже дома.
При производстве не обойтись без станков. Чтобы развернуть полностью оборудованную холодную кузню, потребуется около семи станков различных видов. Причем пять из них допускают кустарное изготовление дома. Но, как и в любом серьезном деле, прежде чем начать творить – нужно ознакомиться с базовыми правилами. Еще существуют некоторые приемы, позволяющие изготавливать необходимые детали без станков. Их можно рассмотреть в первую очередь.
Ковка, гибка и штамповка
Чем отличается холодная ковка металла от, например, штампования? В штамповке материал не растекается совсем или делает это крайне слабо. Для примера следует осмотреть банку для пива – она выбита единственным ударом оголовья пресса для штампа.
Если это сложное изделие типа чайника, то пуансон будет раздвижной формы.
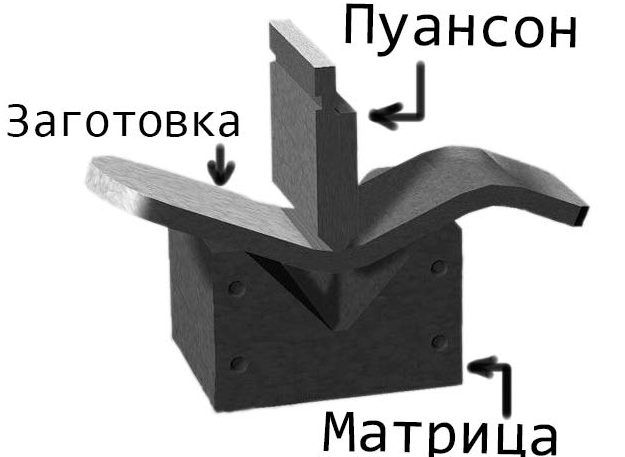
Естественно, что в домашних условиях очень тяжело орудовать этими прессами и ими тяжело делать кованные детали.
Если сравнивать холодную ковку с горячей – отличия видны сразу. При холодном варианте исходный материал не требуется нагревать. По сути, ковка такого вида – это наклепывание заготовки множеством ударов с применением необходимой силы. При этом изменяется структура материала: наружная часть становится более твердой, а внутренняя – способствует повышенной стойкости и вязкость детали.
Наклепывание производится с помощью механического молота. Его можно смастерить и самому, в чем-то это даже проще, чем изготовление некоторых станков для художественной ковки.
Холодная художественная техника – это гнутье или гибка металлической заготовки. Сама структура детали серьезно не изменяется, а переработанные физические и механические параметры не оказывают серьезного влияния.
Необходимые инструменты для художественной ковки
Основу основ холодной ковки составляют некоторые виды станков с использованием ручного привода.

Они бывают следующих видов:
- Твистеры – используются для закручивания деталей. Образуемые завитки обладают суженной сердцевинной частью.
- Крутильные станки – называются торсионными. Закручивают заготовку в объемную спираль, например, луковицы или корзинки.
- Инерционно-штамповочные – концы металлических прутьев в них расплескиваются по выбранному фасону, могут изготавливаться хомуты, соединяющие части узора. На длинных деталях этот станок способен выдавить небольшие волнения и рельеф.
- Станки для изгиба материала. Существуют в нескольких вариациях: нажимные – производят зигзаги и волны; протяжные – выдавливают завитки и кольца с толстой и широкой сердцевиной (ядром); комбинированные – могут все вышеперечисленное.
Гнутик
Станок для изгиба деталей называется у технарей просто гнутик. Но в металлообработке уровня любителей или частников гнутиками называют все станки и приспособления, которые выдают зигзаги или волны. В зависимости от находящегося ролика или клина, поддается изменению угол зигзага, высота и шаг волны.
Станок для изгиба металла люди могут изготовить и дома, но для него требуются специальные детали, которые нуждаются в очень точной обработке. Поэтому гнутик лучше покупать, потому что его функциональность не ограничивается лишь волнами и зигзагами – часто он помогает в производстве некоторых деталей для сварных металлоконструкций.
Узоры из металла
Станки для завивки – твистеры
Художественная ковка требует особых станков под каждый вид загибов. Для завивания изделий с помощью холодной ковки раньше использовали лекало – рычажно-рожковый захват.
Имеются свои плюсы: скорость значительно выше других способов и само изготовление не отличается сложностью. И свои минусы: такой способ предполагает присутствие большой физической силы и не отличается высокой скоростью труда.
Ручная ковка таким станком требует стальную полоску. Упорная часть рычага такого типа удерживает заготовку в необходимом положении, а обводной рог специалисты могут сделать скользящим и с дополнительной фиксацией – время на изготовление увеличится вместе с точностью завивания.
Второй вид приспособления для холодной ковки с загибом тоже не отличается сложностью. Это особо прочная доска с опорными болтами от М8 до М24. В значительно меньшей мере зависит от физической силы, но она все равно требуется.
Гнется заготовка длительное время и по самостоятельно созданным чертежам или без оных.
Это позволяет творить все, что душе угодно, например, былинных богатырей для поклонников славянских сказок или Будду, если человек увлекается восточными искусствами.
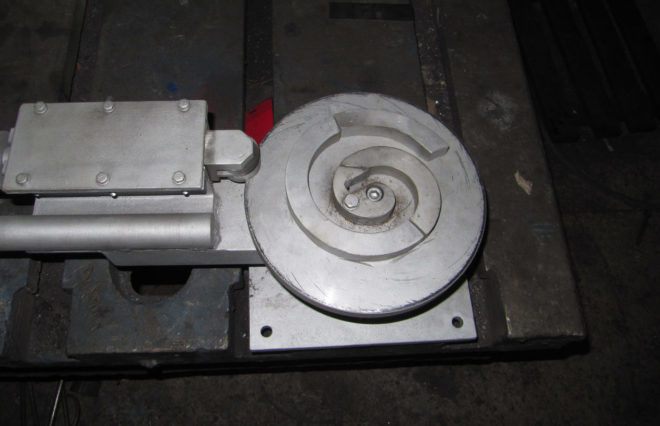
Улитка
Улитка для холодной ковки – это дальнейшее развитие твистеров.
Стали самым распространенным видом из-за простого устройства и обширных возможностей. Очень легко изготовить самостоятельно. Отличаются высоким уровнем комфорта при работе. По сути, это те же станки для холодной ковки, ставшие несколько более механизированными и улучшенными. Эти изменения позволили работать с этими станками даже новичкам в кузнечном деле.
Улитка с лемехом
Ковка металла своими руками с использованием лемеха:
- сначала проворачивается сама улитка;
- затем деталь крепится на станке с использованием фиксатора;
- валик пружиной прижимается к заготовке;
- вращение улитки происходит по часовой стрелке, а управляется рычагами;
- как только скручивание завершается необходимо убрать фиксатор, поднять улитку и забрать конечное изделие.

Следует выделить такие особенности улитки с лемехом:
- не нуждается в специально оборудованном помещении – вертикальная рабочая нагрузка незначительна, а горизонтальная частично влияет на опору;
- из-за этого не требуются сложные опоры – достаточно простой опоры из стальных профилей, сваренных вместе;
- допускает одиночную работу – ворот под силу поворачивать одной рукой, а второй нужно прижимать заготовку к лекалу. По мере изготовления части автоматически ставятся на свои места;
- допускает витье спиралей холодным способом до пяти витков.
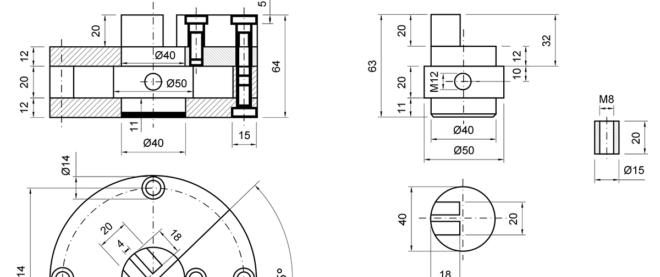
Чертежи станков для холодной ковки легко найти на просторах интернета, вместе с необходимой спецификацией и документацией. Сам лемех требует качественного материала, ибо испытывает высокие нагрузки. Помимо необходимого металла, у лемеха существуют проблемы с сочленениями, которые должны иметь следующие характеристики:
- детали станка обязаны быть точны, для соблюдения заданной формы;
- рабочие детали обязаны становиться в мертвую точку, создавая устойчивую форму, сразу после внешнего нажима;
- как только нагрузка завершается, детали должны самостоятельно расклиниваться.
- материал и конструкция обязаны создавать длительное повторение производственного процесса.
Соблюдение всех технических норм – очень трудоемкий процесс даже в промышленных масштабах. Еще одним местом, нуждающимся в особом присмотре, является зажим детали.
Новички на деле могут не справиться с производством такого кузнечного станка ввиду недостатка опыта, поэтому лучше использовать рычажные улитки.
Рычажная улитка
С помощью такой улитки для холодной ковки своими руками похожа по структуре с трубогибом. Самодельный станок серьезно отстает по скорости работы от улитки с лемехом. Из-за того, что нагрузка смещена на опору, та требует специальных прочных материалов, которые, в свою очередь, надежно закреплены на поверхности. Поэтому станку необходима оборудованная мастерская или площадь для производства.
Работа не отличается скоростью: заклинив рычаг, необходимо двигать прижимной ролик. Допускает завивку до четырех витков.
Обладает чувствительными плюсами для кустарных кузнецов:
- только ролик требует особых материалов. Остальные элементы допускают использование обыкновенной стали;
- для прижимного ролика рекомендовано использовать роликовый подшипник;
- более тысячи циклов работы обеспечивают почти стопроцентный КПД использования деталей;
- допускает гнутье по проставкам и по лекалам.
Хитрости мастеров
Использование проставок допускает мгновенное изменение формы итоговой конструкции или делать изгибы в обратную сторону, чего не допускает лемех по конструкционным причинам.
Не требует повышенной точности в изготовлении деталей.
Крепить заготовку проще простого – уложить в специальную выемку.
Допускает использование приема, которым пользуются в промышленности – небольшой загиб в обратную сторону в сердцевине завитка.

Такие изделия холодной ковки лучше выглядят и стоят дороже.
Дополнительно обладает хорошим и удобным достоинством – возможность изготовления плоских загибов с тонкой сердцевиной из заготовки, лежащей плашмя.
Рычажный станок допускает установку ролика для прижима на высоту толщины полосы и закраиной шире железнодорожного колеса. Такой способ требует кропотливости: рычаг необходимо двигать понемногу, в противном случае получится испорченный внутренний край. К сожалению, это единственный метод изготовления таких завитков в производстве своими руками.
Станок с рычагом часто создают без использования редких или дорогих материалов и не обладая точными схемами.
Торсионные станки
Мастера рекомендуют закручивать пруты для художественной ковки, не пользуясь станками вовсе. Для предотвращения загиба детали у зажатого в тисках конца под дальний конец следует использовать подставку с небольшим вырезом сверху, куда следует закрепить прут.

Вращательные станки могут ускорить работу, повысить качество изготовляемых элементов. Так как нагрузка сильно влияет на опору, подставка должна быть повышенной прочности, например, сваренные вместе швеллеры от ста миллиметров.
Исходный материал удерживается оправой квадратного сечения. Из-за сокращения длины прута, следует тщательно проверять надежность крепления оправы. Для этого заднюю бабку делают скользящего вида. Подразумевает холодная ковка станков высокое качество, иначе изделие будет непрочным.
Любой инструмент для холодной ковки требует бережного ухода за собой, своевременного ремонта и наладки. А ручная художественная ковка и вовсе требует сноровки и дисциплины от мастера. Все схемы, кузнечные станки и даже самодельные станки требуют порядка и чистоты.