Из чего состоит токарный станок по металлу?
Устройство токарного станка по металлу – конструкция, схема, основные узлы
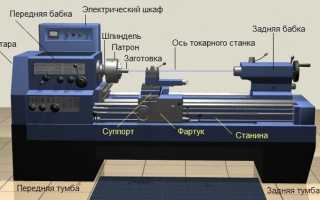
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.

Основные части токарного станка по металлу
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.

Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
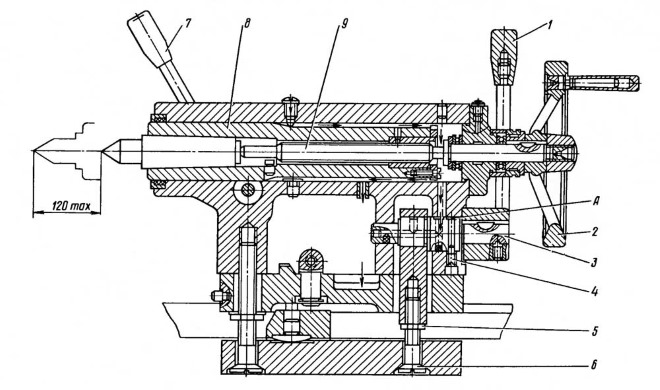
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.

Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
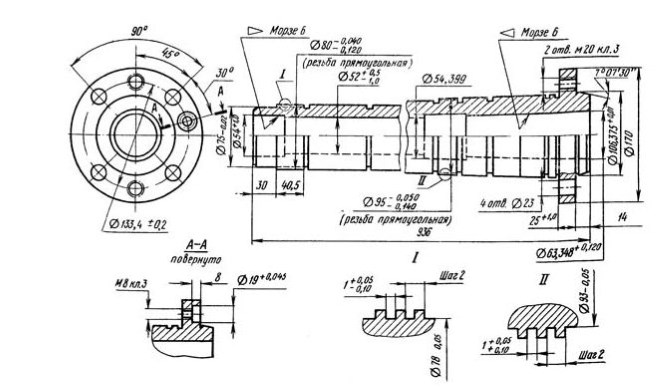
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.

Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
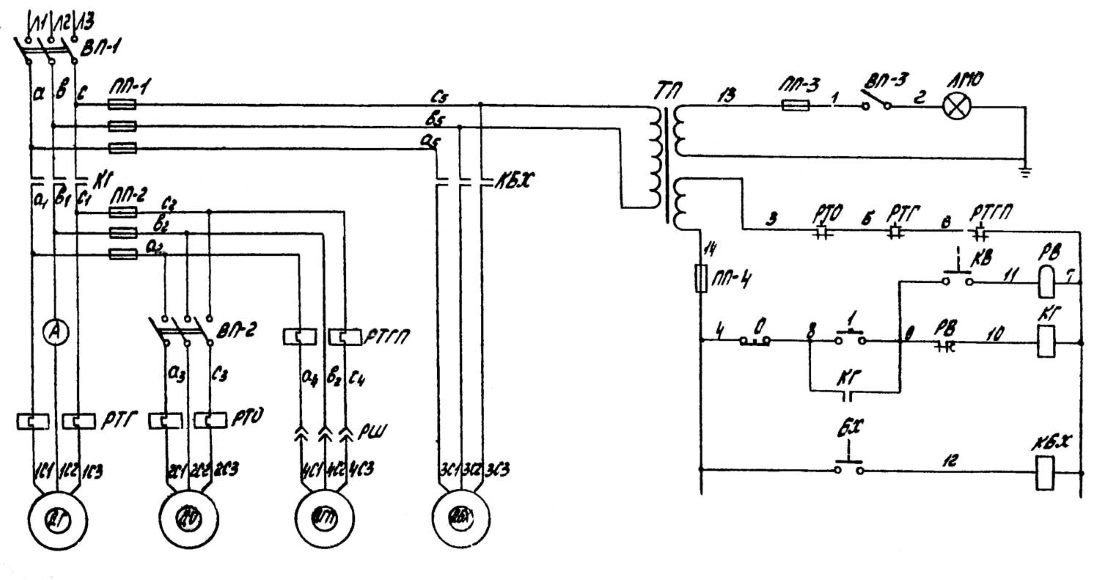
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.

Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Устройство токарного станка – за счет чего он работает?
Если посмотреть на чертеж любого агрегата, предназначенного для токарной обработки металлов, можно понять, что конструкция и устройство токарного станка являются почти полностью идентичными для разных моделей установок.
1 Станина и передняя бабка токарного агрегата
Можно выделить следующие основные узлы любого станка для выполнения токарных работ по металлу – станина, две бабки (передняя и задняя), фартук, суппорт, коробки подач и скоростей, шпиндель, электродвигатель. Все механизмы и части токарного агрегата устанавливаются тем или иным образом на станине. Именно этот узел представляет собой базовый центр станка.
Станина – это продольные стенки в количестве двух штук, которые между собой соединяются поперечными ребрами, увеличивающими общую жесткость установки. Интересующий нас узел, кроме того, располагает несколькими направляющими, часть из коих имеет призматический вид. Задняя бабка в токарных агрегатах всегда располагается на внутренних направляющих. По ним она передвигается на требуемое при работе расстояние.

На левом конце станины устанавливается передняя бабка, которая поддерживает заготовку при обработке и придает ей вращение.
На внешней стороне передняя бабка располагает рукоятками еще одной важной части станка – коробки скоростей. Эти рукоятки позволяют выбирать во время работы нужное число оборотов шпиндельного узла. На табличке, которую прикрепляют к бабке (имеется в виду передняя бабка), есть схематический чертеж с указанием того, каким именно образом нужно поворачивать рукоятку, чтобы выставить требуемые обороты. Шпиндель вращается в подшипниках качения либо скольжения в корпусе бабки. На окончание шпинделя с резьбой надевается патрон поводкового или кулачкового типа.

Данный узел необходим для передачи вращения детали, устанавливаемой на токарный агрегат для обработки. Крайние направляющие станины (они являются призматическими) строго выверяют на их взаимную параллельность и прямолинейность. По направляющим движется каретка – нижняя часть суппорта. Если направляющие станка не соответствуют требованиям, указанным выше, детали будут обрабатываться некачественно.
2 Задняя бабка токарной установки по металлу
Этот узел дает возможность надежно фиксировать протяженные детали в тех случаях, когда их помещают в обрабатывающий центр. Кроме того, задняя бабка служит для крепления разных рабочих приспособлений (например, метчиков, разверток, всевозможных видов сверл и т.д.). Если схема передней бабки всегда одинакова, то задняя бабка может быть нескольких разновидностей. Она может иметь: обычный центр; встроенный вращающийся центр.
Центр, указанный вторым, ставится на те станки, на которых планируется скоростная обработка детали (применяется специальная кинематическая схема). Задняя бабка в этом случае будет иметь следующую конструкцию: выточенное отверстие в пиноли с коническими роликами и подшипниками в нем. Подшипник шарикового типа нужен для установки втулки с отверстием в форме конуса. В это отверстие помещается центр.

Упорный шарикоподшипник берет на себя осевое усилие. Втулка не сможет вращаться в тех случаях, когда пиноль соединяется с втулкой специально смонтированным стопорящим приспособлением. Если реализовывается такая кинематическая схема (ее чертеж набросать совсем несложно), задняя бабка может служить в качестве держателя развертки, сверла, любого зенкера и прочего центрового инструмента.

Когда бабка имеет обычный центр, ее корпус находится на плите, установленной на направляющих. В корпусе вырезается отверстие, по которому передвигается (в продольном направлении) гайка с пинолью. Центр либо хвостовик какого-либо рабочего инструмента вставляют в коническое отверстие на переднем торце пиноли, которую перемещают маховичком. Кроме того, есть возможность смещать пиноль поперечно к плите при помощи винтов. При обработке детали с пологим конусом такая возможность незаменима.
3 Описание шпинделя токарного станка
Шпиндель – это пустотелый стальной вал с отверстием конической формы. Данный узел агрегата по металлу считается самым главным (многие другие основные узлы станка созданы для обеспечения работы шпинделя). В нем имеется отверстие (коническое), предназначенное для монтажа разнообразных инструментов, оправок и переднего центра (чертеж токарного оборудования указывает, какие именно приспособления можно крепить в указанном отверстии).
На шпинделе предусмотрена резьба. На нее можно закрепить планшайбу на токарный станок по металлу либо патрон, который центрируется посредством буртика на шейке. На некоторых агрегатах на шпинделе есть еще и специальная канавка. При быстрой остановке шпинделя она исключает опасность не контролированного свертывания патрона. Чтобы узнать, есть такая канавка на той или иной токарной установке, следует тщательно изучить чертеж станка, где указываются все его основные и дополнительные части.

Исправность шпинделя и его правильное вращение являются ключевыми условиями для токарной обработки любой детали. Важно добиться того, чтобы этот узел не имел в радиальном и осевом направлении в подшипниках ни малейшего люфта, а также слабины. В тех случаях, когда возникают указанные негативные явления, резцедержатель и инструмент в нем начинают дрожать, что приводит к ухудшению качества обработки.

На большинстве известных агрегатов отечественного производства (например, на станке 1М63 или на станке 1Е61М) вращение шпинделя происходит в подшипниках скольжения. Хотя есть и оборудование с роликовыми и шариковыми подшипниками качения, которые считаются более жесткими и используются по этой причине на станках с большими скоростями обработки заготовок.
4 Суппорт токарного станка по металлу
Резцедержатель с установленным в него инструментом для обработки деталей перемещается благодаря суппорту в наклонном, поперечном и продольном по отношению к оси агрегата направлении. Движение рабочему инструменту сообщается на токарных станках как вручную, так и механически. Если посмотреть на чертеж суппорта стандартной токарной установки, можно понять, каким образом резцедержатель с резцом передвигается:
- в продольном направлении – по продольным салазкам (эти части станка также называют кареткой);
- в поперечном направлении – по поперечным салазкам (на них монтируется поворотная составляющая суппорта, которую несложно установить под требуемым по условиям обработки углом при помощи гаек).

Резцедержатели (резцовые головки) ставятся сверху суппорта. Конструктивно они могут быть одно- и многоместными. Обычный резцедержатель представляет собой корпус цилиндрической формы с прорезью. Рабочий инструмент (токарный резец) устанавливают в прорезь, а затем посредством болта закрепляют его. Снизу резцовая головка имеет форму буквы «Т», благодаря чему она без труда входит в паз суппорта (верхней его части). Существуют и другие варианты крепления резцедержателя.

5 Электрическая схема и электродвигатель токарного агрегата
Понятно, что никакая кинематическая схема функционирования станка для токарной обработки металлических изделий не может быть реализована, если на агрегате отсутствует электродвигатель. Двигатель может быть: асинхронным; постоянного тока. Электродвигатель асинхронного типа располагает литой чугунной либо алюминиевой станиной, ротором и статором. В зависимости от установленной на станок модели двигатель способен выдавать несколько скоростей вращения (либо одну).
Обычно электрическая схема токарного станочного оборудования работает за счет двигателя с короткозамкнутым ротором. Коробка передач (как следствие и коробка скоростей, и иные основные электрокомпоненты станка) в данном случае соединяется с «движком» либо посредством ременной передачи, либо напрямую с ротором.

На токарный агрегат может монтироваться и двигатель, позволяющий выполнять изменение скоростей вращения по бесступенчатому принципу. Он представляет собой устройство с независимым возбуждением, обеспечивающее регулировку частоты вращения в интервале 10 к 1. Такое оборудование применяется намного реже, так как короткозамкнутый двигатель характеризуется малыми размерами и высоким уровнем экономичности его применения.

Двигатель постоянного тока чаще используется для упомянутого выше бесступенчатого регулирования скоростей шпиндельного узла. Станину такого мотора делают из стали низкоуглеродистых марок (выбор материала неслучаен, он связан с тем, что станина является магнитопроводом), а сердечники его статора – из электротехнической стали. Добавим, что двигатель любого вида функционирует в комплексе с другим электрооборудованием, которое монтируется на токарный станок и обеспечивает его бесперебойную эксплуатацию по определенной электрической схеме.
Устройство токарно-винторезных станков
Токарно-винторезные станки — многофункциональное металлообрабатывающее оборудование, способное выполнять целый спектр технологических операций, среди которых обточка, расточка, обработка торцов, зенкерование, развертывание и подрезка.

В данной статье рассмотрено устройство, функциональное назначение, принцип работы и возможности станков токарной группы. Мы изучим рынок на предмет наиболее распространенных моделей и ознакомимся с их техническими характеристиками.
1 Назначение, особенности конструкции
Универсальный токарно-винторезный станок предназначен для обработки деталей из черных и цветных металлов. Помимо вышеуказанных операций на таких агрегатах можно выполнять нарезание резьбы (модульной, питчевой, метрической и дюймовой), а также точение конусообразных конструкций. Комплектация станков вспомогательными устройствами позволяет значительно расширить их функциональность, добавив возможность выполнения шлифовки, радиального сверления, фрезерования.
Данное оборудование имеет сравнительно большие размеры и вес, поэтому в частных мастерских оно встречается достаточно редко (за исключением станций СТО, где станки используются для обточки автомобильных деталей). Основными сферами эксплуатации таких механизмов является мелкосерийное и единичное производство, однако токарно-винторезный станок с ЧПУ нередко используется в условиях массового производства.

Основные узлы станка
Универсальный токарно-винторезный станок состоит из следующих основных узлов:
- станина;
- передняя и задняя бабка;
- шпиндель;
- суппорт;
- коробка подач.
Рассмотрим устройство токарно-винторезного станка более детально.
1.1 Станина
Станина является одним из базовых узлов, по которому перемещаются суппорт и задняя бабка, также станина выступает в качестве несущей опоры под обе бабки (заднюю и переднюю). Сама станина состоит из двух стальных балок, соединенных поперечными ребрами жесткости. На каждой из балок имеется по две направляющие, на правой обе направляющие призматические, на левой — внутренняя направляющая плоская.

Передняя бабка фиксируется на левом конце станины, на правом — задняя, положение которой можно регулировать перемещая ее вдоль станины. По наружным направляющим конструкции перемещается каретка. Параллельность направляющих непосредственно влияет на точность обработки деталей.
к меню ↑
1.2 Передняя и задняя бабка
Назначение передней бабки — фиксация обрабатываемой заготовки и передача на нее вращения от электродвигателя. Вращение заготовке сообщает шпиндель, расположенный внутри корпуса бабки. Снаружи ее корпуса смонтированы рукоятки для управления коробкой скоростей, позволяющие регулировать частоту оборотов шпинделя.
Задняя бабка поддерживает правую сторону детали. При использовании вспомогательного инструмента, в нее устанавливаются сверла, метчики, развертки и т.д. В зависимости от конструктивных особенностей бабки классифицируются на два вида — с обычным и вращающимся центром. Последним вариантом комплектуются современные станки для скоростного нарезания, тогда как агрегаты для тяжелых работ оснащаются стандартными бабками.

Схема задней бабки
Корпус бабок обеих типов располагается на опорной плите, смонтированной на станине. В переднем конце бабки находится пиноль с посадочным гнездом для установки центра либо рабочего инструмента. Корпус бабки можно регулировать в поперечной плоскости, что позволяет обрабатывать пологие конуса.
к меню ↑
1.3 Шпиндель
Наиболее важным рабочим узлом любого токарно-винторезного оборудование является шпиндель. Это полый стальной вал, на торце которого расположено коническое отверстие, которое монтируется передний центр станка. Полость шпинделя необходима для возможности установки прутка, посредством которого из посадочного гнезда выбивается центр.

Шпиндель в стандартных станках смонтирован на подшипники скольжения, однако в высокоскоростном оборудовании применяются более жесткие подшипники качения. Крайне важным условием правильной работы станка является отсутствие люфта при вращении шпинделя, поскольку при его наличии колебания будут передаваться на деталь, что снизить точность ее обработки. Именно от качества и надежности используемых подшипников зависит эксплуатационная выносливость данного узла.
к меню ↑
1.4 Коробка подач
Коробка подач, сообщающая вращение от шпинделя к суппорту, имеет следующие основные узлы:
- гитара;
- ходовой винт;
- ходовой вал;
- трензель;
- гитара.

Устройство коробки подач
Назначение трензеля — регулировка направления подачи, гитары — получение требуемой частоты хода. В фартуке располагаются механизмы, которые преобразуют вращение ходового вала в поступательное перемещение рабочего инструмента. Некоторые токарно-винторезные станки вместо полноценной коробки подач могут иметь упрощенный реверсный механизм, позволяющий изменять только направление движения ходового вала.
к меню ↑
1.5 Суппорт
Назначение суппорта — изменение положения резцедержателя, фиксирующего рабочий инструмент, в поперечной, продольной и наклонной плоскостях. Суппорт является одним из наиболее габаритных узлов станка, он состоит из нижней плиты, на которой установлены продольные салазки (каретка). Сверху салазок смонтированы поперечные направляющие, на них располагается поворотная часть суппорта.
Универсальный токарно-винторезный станок в процессе эксплуатации теряет точность регулировки суппорта, причиной этого является появления зазора на боковых поверхностях направляющих суппорта. Уменьшить данный зазор позволяет нехитрый ремонт — необходимо лишь подтянуть специальную клиновую планку.

Тип устанавливаемого на суппорт резцедержателя непосредственно зависит от класса токарного станка. В легком оборудовании используются одноместные конструкции в виде цилиндрического корпуса с внутренней полостью, стягивающейся с помощью винта. На крупногабаритном оборудовании промышленного класса используются резцедержатели четырехгранного типа с поворотными головками, обеспечивающие максимальную прочность фиксации резца.
к меню ↑
1.6 Обзор конструкции токарно-винторезных станков (видео)
к меню ↑
2 Распространенные модели Станков
Любой универсальный токарно-винторезный станок по металлу имеет два ключевых параметра, определяющих его функциональные возможности. Это высота центров (расстояние от оси вращения шпинделя до верхнего контура станины), от которого зависит максимальный диаметр обрабатываемых деталей, и расстояние между центрами, влияющее на наибольшую длину обработки.
Наиболее распространенным оборудованием отечественного производства является токарно-винторезный станок 16К40, имеющий класс точности обработки «Н», в соответствии с положениями ГОСТ №8-82Е. Данный агрегат выполняет такие операции как растачивание, точение, сверление и нарезание резьбы.

16К40 относится к оборудованию среднетяжелого типа, его вес составляет 7.1 тонну, а размеры — 578*185*162 см. Рассмотрим технические характеристики данной модели:
- наибольший диаметр обработки — 800 мм;
- длина деталей — 3000 мм;
- вес деталей — до 4 тонн;
- частота вращения шпинделя — 6-1250 об/мин;
- мощность основного электродвигателя — 18500 Вт.
На сегодняшний день на производстве эксплуатируется преимущественно оборудование советского производства 80-х годов. Рассмотрим вкратце параметры наиболее часто встречающихся моделей:

Широко востребованным является настольный токарно-винторезный станок для индивидуальной эксплуатации, такие модели представлены в ассортименте как отечественных, так и зарубежных производителей. Оптимальным по соотношению цена/функциональные возможности является агрегат BD-9G производства американской компании JET, купить который можно, пройдя по ссылке.
Данное оборудование способно обрабатывать детали диаметром до 200 мм и длиной до 400 мм. Устройство выполняет такие операции как растачивание, обточка, нарезка резьбы (метрическая и дюймовая), обработка торцов, развертывание. BD-9G оснащен движком асинхронного типа мощностью 750 Вт, частота вращения шпинделя составляет 100-2500 об/мин.
Токарный станок. Виды и устройство. Принцип работы и как выбрать
Токарный станок – станок, предназначенный для обработки заготовок из металла, дерева и прочих твердых материалов путем точения. За счет ряда регулировочных приспособлений обеспечивает высокую точность обработки.
Виды работ
С помощью токарного станка возможна обработка цилиндрических, фасонных и конических заготовок, что обусловлено спецификой его устройства.
С помощью станка выполняют:
- Нарезание резьбы.
- Зенкование.
- Сверление.
- Выравнивание торцов.
- Обрезку.
- Развертывание отверстий.
- Стачивание диаметра и т.п.
Функциональность станков сильно ограничена размерами заготовок. В металлообработке применяется гораздо больше вариаций действий, поэтому токарный станок используется в сочетании с другим оборудованием как в профессиональной металлообработке.
Принцип действия
Станок для токарных работ является очень точным дорогостоящим оборудованием, нуждающимся в правильной регулировке. Сложность его устройства может существенно отличаться. Поэтому на отдельных устройствах можно сделать гораздо больше операций и с более высоким качеством.
Рассматривая упрощенную схему устройства токарного станка можно отметить следующие узлы:
- Электропривод.
- Передняя бабка.
- Шпиндель с патроном.
- Резец.
- Суппорт.
- Салазки.
- Задняя бабка.
- Станина.

Помещаемая в токарный станок заготовка зажимается кулачками патрона размещенного на шпинделе. Тот в свою очередь приводится в движение электроприводом. На станине станка находятся поперечные салазки. По ним скользит суппорт, в механизме которого зажимается резец. При включении вращения шпинделя заготовка оборачивается с заданной скоростью. Регулируя суппорт можно приближать или удалять от заготовки резец. За счет вращения детали при примыкании к ней резца осуществляет снятие материала с высокой точностью.
При обработке крупных заготовок применяется задняя бабка. Она скользит на продольных салазках станины и используется в качестве дополнительного упора. Задняя бабка оснащается пинолем. Тот представляет собой свободно вращающийся конус. Он поджимается к детали, чем предотвращает ее биение при прикладывании резца.
При производстве токарных станков детали поддаются точной обработке и подгонке. За счет этого соблюдаются минимальные допуски, что позволяет на готовом оборудовании создавать изделия с погрешностью в доли миллиметров. Базовая конструкция станка может существенно усложняться. В частности в нем может предусматриваться электропривод для изменения положения суппорта на салазках. Нередко предусматривается регулировка скорости оборота электродвигателя.
Виды токарных станков
Помимо универсальных токарных станков, предназначенных для выполнения различных видов работ, существуют также специализированные конструкции, работающие по схожему принципу:
- Токарно-винторезный.
- Токарно-карусельный.
- Лобовой.
- Токарно-револьверный.
- Автомат продольного точения.
- Многошпиндельный.
- Токарно-фрезерный.
Помимо функциональных отличий, станки могут различаться между собой по максимальному размеру обрабатываемых заготовок. также они могут отличаться по удобству и точности регулировок, материалам обработки. По последнему критерию станки в основном разделяют на предназначенные для работы с металлом или деревом. Токарный станок для металла оснащается более мощным мотором и усиленными узлами. За счет этого они имеют высокую устойчивость к сопротивлению в результате трения при обработке заготовок. Станок по дереву более облегченный, так как точить дерево существенно легче, чем металл.
Токарно-винторезный
Может использоваться для единичного изготовления деталей. Скорость производства на нем недостаточная для серийного выпуска изделий. Обычно станки этого типа рассчитаны на обработку металлов, в том числе твердых черных и более мягких цветных.

Устройство этого станка отличается от базового наличием коробки скоростей, за счет чего осуществляется весьма точная регулировка обработки заготовок. За счет того что настройка выполняется за счет коробки, а не изменения скорости вращения самого электромотора, станок имеет высокую мощность даже при малой скорости работы.
Устройство имеет большое расстояние между центром патрона и пинолем на задней бабке. Это позволяет обрабатывать достаточно длинные заготовки. Станки винторезного типа разделяются на 5 классов. Каждому из них присваивается буква: Н, П, В, А, С.
Станки класса Н имеют нормальную точность. Они могут использоваться для выполнения большинства задач по ремонту или изготовлению новых деталей. Устройства класса П имеют повышенную точность, В – высокую точность, А – особо высокую точность. Станки класса С являются особо точными. Это мастер станки для выполнения самых точных деталей и их подгонки в притирку без зазоров.
Токарно-карусельные
Имеют вертикальное расположение оси вращения зажимаемой заготовки. Его можно использовать для точения, растачивания, обрезки, подравнивания торца и нарезания резьбы. Устройства этого типа не отличаются большим размером. За счет этого они зачастую не могут использоваться для обработки крупных заготовок. Часто такие станки используют в ремонтных мастерских, так как они не занимают много места, и работают с деталями не крупнее необходимых.

Используя специальные приспособления подобные станки также можно применять для точного фрезерования стальных заготовок и их шлифования. Отличительным качеством карусельного станка является наличие стола с план шайбой. Последняя выполняет функцию держателя заготовки. План шайба вращает заготовку. Подача резца вдоль детали выполняется перемещением суппорта. Для его приближения к обрабатываемой поверхности по поперечному направлению выполняется перемещение траверсы.
Лоботокарный
Лобовой токарный станок имеет короткую станину. За счет этого он может использоваться для обработки только тонких заготовок. Однако лоботокарные станки имеют широкий захват. За счет этого они зачастую могут зажать для обработки деталь, ширина которой превосходит длину.
Такое оборудование часто применяется на точном производстве. Им вполне можно обрабатывать детали, масса которых превосходит несколько тонн. Однако останавливающим фактором для использования подобных станков является большая сложность при установке столь тяжелых заготовок. Зачастую на это уходит не меньше времени, чем на саму обработку. В связи с этим такое оборудование часто меняется на более привычные карусельные станки.

Автомат продольного точения
Такой токарный станок в отличие от предыдущих разновидностей может использоваться в серийном производстве. Его конструктивные особенности позволяют добиться высокой производительности обработки однотипных деталей. Устройство рассчитано на работу с прутом или фасонным профилем.
Зачастую такие станки рассчитаны на работу с системой ЧПУ. За счет этого производство однотипных деталей может выполняться полностью автоматически. Устройство может оснащаться одним или несколькими шпинделями. За счет этого оно способно использоваться для одновременной обработки нескольких одинаковых деталей.
Многошпиндельный
Он разработан для серийного производства и предназначен для работы с калиброванными заготовками. Они должны иметь круглое или квадратное сечение. В противном случае обработка несоответствующей формы заготовки невозможна.
Станок способен использоваться для выполнения любой задачи из спектра универсального токарного оборудования. Данное оборудование оснащается мощным электроприводом и усиленной конструкцией. Это обеспечивает возможность обработки деталей из особо твердой стали.
Токарно-фрезерный
Предназначен исключительно для обработки центра заготовки. Им выполняется фрезеровка заготовок большого размера с более высокой точностью, чем это возможно сделать, используя просто фрезерный станок. На таком станке можно совмещать операции точения и фрезерования.
Как правильно выбрать токарный станок
При выборе станка одним из самых важных параметров является размер его станины, в частности максимальная ширина и длина заготовок, которые можно на нем обрабатывать. Расстояние между центрами станка от пиноля до патрона может существенно отличаться. Устройство может иметь размер между центрами вплоть до нескольких метров. Столь крупные устройства применяются в основном для работы с деревом. В частности с их помощью выполняется выравнивание оцилиндрованнгого бревна и т.д.
Стоит обратить внимание на тип станины. Она может быть прямой, что является универсальным решением за счет обеспечения более широкого захвата заготовок. Это в свою очередь дает высокий вынос патрона и пиноля. Устройство с наклоном является более жестким. Детали в нем держаться надежней, но такой тип станины существенно уменьшает ширину заготовок, которые возможно зажать, избежав их блокировки в случае легкого перекоса при обработке.
Устройство токарных станков разного типа
Оборудование для токарной обработки металлических заготовок используется на различных предприятиях. С его помощью изготавливаются детали конусовидной, цилиндрической и сложных форм. Нарезается внутренняя и наружная резьба. Чтобы работать с таким оборудованием, чинить его при поломках и ухаживать за подвижными механизмами, нужно знать устройство токарного станка.
 Устройство токарного станка
Устройство токарного станка
Предназначение и разновидности токарных станков
В производстве токарное оборудование считается наиболее популярным. По статистике с помощью таких станков изготавливается более 50% продукции поступающей в продажу или деталей использующихся в дальнейшем производстве.
Характеристики, на которые необходимо обращать внимание при выборе покупной модели токарного станка:
- Система управления — ручная или ЧПУ.
- Возможность установки одного или нескольких резцов.
- Габариты оборудования.
- Максимальный радиус обтачиваемой заготовки.
- Размер рабочего пространства.
При обработке детали она закрепляется в патроне вращающегося шпинделя. С помощью резцов, которые фиксируются в суппортах, происходит обработка заготовки. Оснастка снимает требуемый слой стали или нарезает резьбу.
Существует несколько разновидностей токарных станков. Они различаются по конструкции и функциональности:
- Винторезные — универсальные машины, используемые для создания конусов, цилиндров и разных видов нарезок.
- Револьверные — работают такие станки с калиброванным прутком. С помощью такого оборудования выполняют точение, сверление, развертку и зенкеровку.
- Карусельные — промышленные машины, с помощью которых обрабатывают крупные заготовки.
- Оборудование для продольного точения. С его помощью подвергаются точению, сверлению, зенкеровке и расточке заготовки из стали и меди.
- Универсальные станки для проведения токарных и фрезеровочных работ.
- Многошпиндельные — многофункциональное оборудование, которое позволяет выполнять несколько технологических операций одновременно.
В большинстве случаев универсальное оборудование считается менее точным в сравнении со специализированным. Из-за этого на больших предприятиях устанавливаются различные станки. Наиболее популярными считаются машины с системами ЧПУ. Связано это с их производительностью и точностью.
Устройство токарного станка
Устройство токарного станка включает несколько основных механизмов, которые связаны между собой соединительными элементами, проводами, приводами, шестернями, ремнями, направляющими. Зная конструкцию «токарника» можно правильно ухаживать за ним и разбираться в возникающих поломках.
Конструктивные элементы
Основные элементы токарного оборудования:
- Станина. Представляет собой массивное и литое основание, на котором закрепляются направляющие профиля для перемещения бабок. Станина должна удерживать остальные элементы оборудования и гасить вибрации, возникающие при работе электродвигателя.
- Передняя бабка. Она представляет собой шпиндель, подшипники, коробку скоростей и шкив. Ключевым элементом передней бабки считается вращающийся шпиндель. В нём закрепляется обрабатываемая заготовка. Это передний центр оборудования, от которого зависит вращение детали при обработке.
- Задняя бабка. Элемент, который перемещается по направляющим, закреплённым на станине. Закреплён под углом в 90 градусов. Предназначен для точения конусов обрабатывающей головкой.
- Суппорт. Подвижный элемент, который предназначен для закрепления режущей оснастки. Существуют продольные и поперечные суппорта. Они передвигаются по двум разным плоскостям. На них устанавливаются резцедержатели с резцами.
Другими элементами токарного оборудования являются коробка передач, гитара (набор сменных шестерней), фартук (приводит в движение механизмы и подвижные бабки).
 Станина токарного станка
Станина токарного станка
Электрическое оснащение
Токарное оборудование оснащается специальными приводами, которые приводят в движение подвижные механизмы. В плане управления станками, существуют ручные модели и машины с ЧПУ. Второй вариант представляет собой установку, которая требует предварительной настройки через компьютер. Когда программа задана, рабочий запускает подвижные приводы и станок работает самостоятельно.
Рекомендации по выбору
При выборе токарного станка нужно уделять внимание некоторым моментам:
- Габаритам оборудования.
- Массе станка.
- Скорости вращения шпинделя (в зависимости от обрабатываемого материала).
- Точности станка (модели с ЧПУ выполняют более качественные резы и снятие металлического слоя).
Чтобы управлять оборудованием с системой ЧПУ, человек должен уметь создавать алгоритмы и задавать их для подвижных механизмов конструкции.
Несколько советов по обслуживанию
Зная, как обслуживать станок, можно продлить срок его эксплуатации. Советы:
- После обработки заготовок требуется выполнять очистку оборудования от остатков материала.
- Работать только с цельными и острыми резцами.
- Проверять работоспособность отдельных элементов станка перед его запуском.
- Использовать охлаждающую жидкость при длительном процессе работы.
Нельзя забывать про использование защитных очков, которые помогут уберечь глаза от попадания металлической стружки.