
Из чего делают сверла по металлу?
Выбор сверл по металлу
Сверла по металлу предназначаются для сверления отверстий в легированной и нелегированной стали, ее различных сплавах, чугуне, в других видах самых разных металлов, а также в особо твердых сортах пластмассы. Кроме того сверла используются для рассверливания уже готовых отверстий и засверливания или, другими словами, для создания несквозных углублений в металле. Чтобы понять, как выбрать сверло по металлу, неплохо будет иметь хотя бы элементарное представление об их классификации, материалах изготовления и конструктивных особенностях разных видов этого режущего инструмента.
Виды сверл по металлу
Сверла по металлу отличаются между собой сразу по нескольким параметрам: способу изготовления, форме хвостовика, сфере применения, ну и разумеется диаметру. Для начала посмотрим, какие бывают сверла по металлу по их конструктивным особенностям. Вот основные их виды:
- Спиральные или винтовые. Такие сверла по металлу отличаются тем, что имеют одинаковый диаметр по всей своей длине и служат для производства как сквозных, так и глухих отверстий. Сверло состоит из рабочей части цилиндрической формы с нанесенными на ней парой винтовых режущих кромок и канавками, по которым отходит стружка.
- Ступенчатые. В отличие от первого вида в нашем списке, эти сверла имеют не цилиндрическую, а коническую форму, благодаря чему с их помощью можно просверлить отверстия разного диаметра без замены режущего инструмента. Главное преимущество ступенчатых сверл заключается в их универсальности, однако, они предназначены для работы в основном лишь с листами металла, так как им не под силу просверлить отверстие в металлической заготовке толще 2 мм.
- Корончатые. Предназначаются для проделывания больших по диаметру отверстий или при сверления нескольких листов металла одновременно, так называемом многослойном проделывании отверстий. Такие сверла отличаются частотой режущих кромок и изготавливаются из быстрорежущей стали.
- Зенкер. Также выполняются в форме конуса. Это те сверла по металлу, какие предназначаются для выполнения зенкерования, то есть такого вида механической обработки резанием, при которой производится обработка, как цилиндрических, так и конических отверстий для увеличения их диаметра.
Следует заметить, что это лишь основные группы сверл, каждая из которых имеет свои подвиды. Так, перед тем как выбрать сверло по металлу, следует определиться какой хвостовик или другими словами, часть сверла, которая закрепляется в патроне подойдет вам лучше. По этому признаку сверла по металлу делятся на три вида: с цилиндрическим хвостовиком, шестигранным и коническим. Первый из них является самым популярным и распространенным, подходит практически ко всем сверлильным инструментам. Сверла с коническим хвостовиком закрепляются вообще без патрона на некоторых типах дрелей или сверлильных станках.
Кроме того по характерным особенностям их изготовления сверла по металлу бывают:
- Цельные. Как и понятно, из названия, такие сверла по металлу изготавливаются из одного материала. К этому виду относятся винтовые сверла.
- Сварные. Отличаются от предыдущего вида тем, что сделаны из двух разных сортов стали. Такой способ изготовления используется для сверл больших диаметров.
- Твердосплавные. Наконечник таких сверл по металлу изготавливается из твердосплавной пластины из специального сплава ВК8 и имеют особый односторонний угол заточки. Такие особенности позволяют сверлу справляться с самыми крепкими металлами. Твердосплавные корпусные сверла позволяют даже менять отработанные пластины, без замены самого сверла.
Как правило, вся необходимая информация о сверлах по металлу наносится на само сверло. Разбираясь в маркировке можно легко выбрать сверла по металлу, какие лучше всего подходят тому или иному виду работ. Кроме того, маркировка сверла подскажет, какой материал ему под силу.
Из какой стали делают сверла по металлу?
Подавляющее большинство режущего по металлу инструмента изготавливается из быстрорежущей стали, которая может иметь разные примеси, такие как: вольфрам, кобальт, хром, ванадий или молибден. О наличии того или иного дополнительного металла в составе быстрорежущей стали можно понять из маркировки сверла. Так, буква М указывает на наличие в сплаве молибдена, буква Ф говорит о том что в сплаве находится не менее 3% ванадия, а если в маркировке присутствует буква Р, то это знак того, что в сплаве есть вольфрам. Следует заметить, что хром и углерод не маркируются.
Что представляет собой быстрорежущая сталь? Это вид стали, который обладает сверхвысокой твердостью, сопротивляемостью к разрушению и выдающейся красностойкостью. Так, обычные углеродистые инструментальные стали не способны обеспечить высокую скорость сверления или резания, а быстрорежущие стали, благодаря легированию вышеуказанными примесями, успешно справляются с такими экстремальными условиями.
Кроме того, о материалах, из которых изготавливаются сверла, кое-что может сказать не только маркировка, но и их цвет. Так, яркий золотистый указывает на то, что сверло покрыто нитритом титана. Такие сверла отличаются долгим сроком службы, благодаря повышенной износостойкости. А черный цвет сверла, например, говорит об обработке его паром, что также улучшает качество режущего инструмента.
Заточка сверла по металлу
Покупать новые сверла каждый раз, когда они затупились, могут позволить себе далеко не все. Тем более, что качественное сверло по металлу, а не дешевая китайская подделка, стоит довольно дорого. Хорошая новость состоит в том, что обладая элементарными навыками и точильным станком, сверло вполне можно заточить и в домашних условиях, избежав таким образом нежелательных финансовых расходов. Даже если у вас дома нет точильного станка, для этой цели подойдет и обычная дрель и точильный круг. При заточке сверла нужно иметь в виду, что обрабатывать следует не только головку сверла, но и всю боковую режущую кромку.
Из чего делают сверла по металлу, и что означает маркировка производителя

Сверла по металлу, в зависимости от материала изготовления, могут быть:
- HSS (из быстрорежущей стали);
- Кобальтовые (из быстрорежущей стали, легированные кобальтом);
- Цельнотвердосплавные/монолитные (из быстрорежущей стали из твердого сплава).
Сверла HSS являются самыми распространенными и, как правило, именно данный вид сверл представлен на полках всех строительных магазинов. Поэтому остановимся на них подробнее. Качество и цена этих сверл может отличаться друг от друга у различных производителей, в зависимости от вида изготовления и марки быстрорежущей стали.
Данный тип сверл может быть изготовлен двумя различными способами — вальцеванием и шлифованием, от этого зависит класс точности сверла и скорость резания металла.
Шлифовальные сверла стоят дороже и имеют класс точности А1, т.е. предназначены для сверления более точных отверстий, за счет того, что они шлифованные — стружка в таких сверлах выходит быстрее, а, следовательно, увеличивается и скорость сверления.
Вальцованные сверла более дешевые, в них, как правило, для отвода стружки шлифуется только режущая кромка. Визуально, их можно отличить по более шероховатой поверхности внутри спирали сверла, в отличие от шлифовальных — у которых поверхность витков и режущей кромки идеально гладкая и блестящая.
Так же сверла с одинаковой маркировкой HSS могут отличаться по качеству в зависимости от марки быстрорежущей стали. Как правило, современные производители делают 3 основных вида сверл по металлу, в зависимости от состава:
- HSS 4241
- HSS 4341
- HSS 6542(M2)
Но производители, как правило, оставляют в маркировке только HSS, так что понять, какое сверло вы держите в руках можно только попробовав просверлить отверстие.
Единственным ориентиром может послужить цена — соответственно быстрорежущая сталь HSS 4241 — самый дешевый вид быстрорежущей стали, а HSS 6542 наиболее дорогой и по составу соответствует советскому сверлу с обозначением P6M5.
Цена и качество, как мы уже упоминали, зависит от марки быстрорежущей стали, а она, в свою очередь, отличается друг от друга, в зависимости от содержания в сплаве различных металлов. Основными из которых являются — вольфрам (W), молибден (Мо), хром (Cr), ванадий (V) и кобальт (Co). Соответственно, чем больше содержание в сверле того или иного металла, тем качественнее сверло и тем больше его твердость (HRC). Для гурманов:) (чтобы было совсем понятно) размещаем стандарты содержания металлов в типах сплавов для сверл:
| Тип материала | Марка (рос) | W, % | Mo, % | Cr, % | V, % | Co, % | HRC, % |
|---|---|---|---|---|---|---|---|
| HSS 4241 | Р2М3 | 1,5-2,5 | 0,6-1,2 | 3,8-4,4 | 0,5-0,7 | — | |
| HSS 4341, W4 | Р4М3 | 3,5-4,5 | 2,5-3,5 | 3,8-4,4 | 1,2-1,8 | 63-66 | |
| HSS 9341, W9 | Р5М3 | 8,5-9,5 | 2,7-3,3 | 3,8-4,4 | 1,3-1,7 | 63-66 | |
| HSS 6542, М2 | Р6М5 | 5,5-6,75 | 4,5-5,5 | 3,8-4,4 | 1,75-2,2 | 63-66 | |
| HSS М35 | Р6М5К5 | 6-6,7 | 4,7-5,2 | 3,8-4,5 | 1,7-2 | 4,5-5,5 | 65,5-67,5 |
| HSS М42 | Р6М5К8 | 1,15-1,85 | 9-10 | 3,5-4,25 | 0,95-1,35 | 7,75-8,75 | — |
Обозначение стали начинается с буквы Р, потом идет цифра, которая указывает на содержание вольфрама (берется среднее значение). Далее в маркировке следуют цифры и буквы указывающие на массовые доли элементов. Как правило, содержание хрома не маркируют, т.к данный элемент содержится стабильно в размере 4 %. Углерод также не указывают. Его содержание пропорционально содержанию ванадия. Если содержание ванадия зашкаливает за 3%, то ставится буква Ф и далее указывается цифра – Р6М5Ф3, М – доля молибдена.
Р6М5 – сталь быстрорежущая инструментальная. После отжига твердость составляет HB = 255 МПа. Применяется, как правило, для изготовления резьбонарезного инструмента, режущего инструмента, для изготовления сверл по металлу, ударного инструмента.
Р6М5К5 – сталь быстрорежущая инструментальная. После отжига твердость составляет HB = 269 МПа. Применяется, как правило, для изготовления металлорежущего инструмента, предназначенного для сверления высокопрочных нержавеющих и жаропрочных сталей.
К – доля кобальта.
Если сверло выпущено в Европе, то соответственно маркировка будет следующей:
Маркировке сверла Р6М5 – будет соответствовать сверло HSS.
Маркировке сверла Р6М5К5 – будет соответствовать сверло HSSCo.
Хотите купить качественное сверло по металлу?
Обращайтесь к нам, наша компания поставляет только качественный металлорежущий инструмент.
Какие сверла по металлу самые лучшие. Делаем правильный выбор
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.

Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Виды свёрл по металлу
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.
Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.

Какие лучше ступенчатые сверла выбрать? Зависит от типа обрабатываемого металла. Если плотность заготовки слишком высока, то лучше приобрести более дорогие, золотистой окраски изделия.
В быту этот вид свёрл применяется редко. Если необходимо часто производить сверление тонких металлических листов или обрабатывать мягкие материалы, то несмотря на относительно высокую стоимость, его следует приобрести для домашней мастерской.
Корончатые (кольцевые фрезы)
Режущий инструмент представляет собой цилиндр с режущим краем, которым и осуществляется разрезание металла.

Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.

Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Классификация свёрл по материалу изготовления
Какие сверла по металлу самые лучшие при сверлении особо прочных сплавов, ответить довольно просто:
- Для обработки такого материала следует выбирать изделия, у которых на режущей кромке располагается пластина повышенной твёрдости. Такие буравчики являются лучшими для обработки твёрдых сплавов.
- Цена таких изделий невысокая за счёт того, что основное тело режущего инструмента изготавливается из обычной инструментальной стали.
Хорошими характеристиками обладают свёрла изготовленные из металла легированного кобальтом.

Они отлично переносят повышенные механические нагрузки и чрезмерный нагрев рабочей поверхности во время работы. Стоимость изделий высокая, но если необходимо сделать отверстия в твёрдом сплаве, то кобальтовые аналоги являются лучшими для выполнения такой работы.
Титановые свёрла не уступают по прочности кобальтовым, а при сверлении легированных сталей и цветных сплавов показывают даже лучшие результаты.

При правильном использовании, титановые модели долгое время сохраняют заводскую заточку, что позволит выполнить значительно больший объём работ.
Недорогие свёрла по металлу изготавливаются из обычной быстрорежущей стали Р9 и Р18. Режущий инструмент отлично справляется со своей функцией, но рабочая поверхность быстро затупляется, особенно при превышении определённого температурного порога.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.

Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.


По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.

Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.
Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Цена чёрных свёрл по металлу не намного выше серых изделий, поэтому при наличии выбора, при покупке следует отдать предпочтения инструментам этого типа.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.

Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.

Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Таким образом, несложно по внешнему виду определить качество изделий и принять решение, какие сверла по металлу лучше покупать.
Классификация по размеру
Чтобы выбрать самое лучшее сверло и при этом не переплачивать, достаточно знать на какие размеры по длине принято разделять данные изделия. Если при сверлении металла не требуется изготовление глубоких отверстий, то приобретение слишком длинных моделей приведёт к перерасходу денежных средств.

Классифицировать свёрла по длине принято следующим образом:
- Короткие, длиной 20-131 мм. Диаметры инструмента находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм, а диаметр — 0,3-20 мм.
- Длинная серия диаметром 1-20 мм и длиной 56-254 мм.
При выполнении сверлильных работ различной глубины следует подбирать инструмент максимально подходящий для выполнения конкретной задачи.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Среди новичков, также могут быть достойные производители. Но чтобы узнать, что в продаже находится товар надлежащего качества необходимо совершить покупку, которая часто представляет собой «лотерею».
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.

Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
Заключение
Какие свёрла по металлу лучше покупать зависит от многих обстоятельств:
- Если необходимо просверлить несколько отверстий в очень тонком и мягком металле, то достаточно приобрести дешёвый бурав, который справиться с работой.
- При профессиональном использовании, совершенно не выгодно приобретать дешёвые свёрла. Низкого качества продукция может привести к браку и к значительным временным затратам на частую замену некачественного режущего инструмента.
Производство сверл
Содержание
- Технология изготовления сверл
- Материалы для изготовления сверл по металлу
- Покрытия, улучшающие характеристики сверл
- Станки для изготовления сверл
- Станки для производства сверл
- Особенности изготовления сверл, дополнительные методы улучшения характеристик инструментов
- Термическая обработка
- Контактная стыковая сварка
- Дополнительные методы улучшения основных характеристик сверл
- Заводы по производству сверл
В этой статье мы расскажем все о производстве сверл. Вы узнаете:
по какой технологии изготавливают обычные спиральные сверла;
какие материалы идут на производство;
на каком оборудовании выполняют основные технологические операции по производству сверл по металлу;
какие особенности имеют термическая обработка и сварка.

Фотография №1: изготовление сверла по металлу
Технология изготовления сверл
Технологический процесс изготовления спиральных сверл по металлу с коническими хвостовиками состоит из такой последовательности операций.
Отрезка заготовки для хвостовой части.
Отрезка заготовки для рабочей части.
Зачистка торцов у хвостовой части.
Зачистка торцов у рабочей части.
Очистка заготовки на пескоструйном аппарате.
Обдирка наплыва у сварного шва.
Правка заготовки после сварки.
Подрезка торца со стороны хвостовика.
Сверление и зенкерование центрового отверстия со стороны хвостовика.
Обточка наружного центра со стороны рабочей части.
Обточка рабочей части по диаметру, предварительная и окончательная.
Обточка хвостовика на конус, предварительная и окончательная.
Обточка хвостовика под лапку и подрезка торца.
Фрезерование спиральных канавок.
Фрезерование спинки зуба.
Термообработка и очистка на пескоструйном аппарате.
Полирование спиральных канавок.
Шлифование хвостовика на конус.
Шлифование рабочей части по диаметру с обратным конусом.
Контроль и клеймение.
Материалы для изготовления сверл по металлу
В России для изготовления сверл по металлу используют такие материалы, как быстрорежущие стали и твердые сплавы. Перечислим распространенные марки первых.
Р9 и Р18. Похожие по характеристикам стали. Первая содержит 9 % вольфрама, а вторая — 18. Сверла из этих сталей хорошо сверлят, не перегреваются и служат долго.
Р6М5 (зарубежный аналог — сталь HSS). Сверла по металлу из этой быстрорежущей стали встречаются чаще всего. Она содержит 6 % вольфрама и 5 % молибдена. Инструментами из этого материала обрабатывают:
Р6М5К5 (зарубежный аналог — сталь HSS-Co). Этот сплав содержит не только молибден и вольфрам, но и 5 % кобальта. Сверла из стали Р6М5К5 прочнее аналогов из сплава без добавления кобальта.Такими инструментами обрабатывают:
Твердосплавные сверла отличаются от инструментов, изготовленных из быстрорежущей стали, более высокими прочностью и долговечностью. На производство идут 4 вида сплавов.
безвольфрамовые (на основе TiC, TiCN с никель-молибденовой связкой).
Покрытия, улучшающие характеристики сверл
При производстве сверл по металлу для улучшения их свойств на рабочие части и хвостовики наносят два вида покрытий.
Нитрид титана. Твердость поверхностных слоев таких сверл увеличивается на 2300 HV. Термостойкость повышается до 600°.
Нитрид титана, легированный алюминием. Твердость поверхностных слоев таких сверл увеличивается на 3000 HV. Термостойкость повышается до 900°.

Фотография №2: сверло с покрытием из нитрида титана
Сверлами с такими покрытиями обрабатывают:
детали из твердых и улучшенных сплавов;
заготовки из ковкого и серого чугуна, в котором графитовые включения имеют шаровидную форму.
Если вам важны максимальные надежность и износостойкость, покупайте именно такие инструменты. Подробную информацию о выборе сверл по металлу вы найдете здесь.
Станки для изготовления сверл
Для производства обычных сверл используют следующие основные станки, аппараты и приспособления.
Электросварочные стыковые машины.
Станки для производства сверл
Перечислим технологические операции изготовления сверл и назовем станки, аппараты и приспособления, которые применяют для обработки, к примеру, заготовок для инструментов с диаметрами от 0,1 до 1 мм, имеющих утолщенные хвостовики.
Токарная обработка. Для нее применяют продольно-токарные автоматы 1103.
Термическая обработка. Производится в электродных соляных ваннах.
·Отпуск и промывка. Сверла при их выполнении помещают в специальные сетчатые корзины.
Шлифование хвостовиков. Применяется шлифовальный станок ЗМ-180 или МФ-63.
Доводка рабочих частей сверл. Для этой операции используют специальные доводочные станки типа Штейнель.
Шлифование рабочих частей. Выполняется на бесцентрово-шлифовальном станке МФ-63АП при ручной подаче.
Шлифование стружечных канавок. Для него предназначен специальный шлифовальный станок МФ-202.
Заточка. Проводится на станке 64А с применением бинокулярного микроскопа.
Для производства сверл с диаметрами до 12 мм используют иное оборудование.
Шлифование сверл по цилиндрическим поверхностям. Для обработки заготовок с диаметрами до 2 мм применяют станок ЗМ-180 или МФ-63. Более крупные заготовки шлифуют на станке ЗМ-182.
Вышлифовка стружечных канавок. Заготовки с диаметрами до 2 мм обрабатывают на станке М-202П или М3460. Для шлифования более крупных сверл применяют станки 3А650, 3А682, 3А683, 3657, 3А684 и 3А684К.
Заточка и подточка. Эти операции выполняют на станках 3А681, 3А650 и 3А682.
Консервация и упаковка. Для них предназначены специальные аппараты НО-2012, НО-2712 и НО-1894А.
Особенности изготовления сверл, дополнительные методы улучшения характеристик инструментов
Расскажем об особенностях выполнения самых важных операций, входящих в технологию изготовления сверл, и опишем методы, которые используют для улучшения основных характеристик инструментов.
Термическая обработка
Имеет очень важное значение. От правильности выполнения термической обработки напрямую зависят износостойкость инструмента и качество стали.
Закалку проводят в ваннах с расплавленными солями или в печах (электрических и газовых). В некоторых случаях для изготовления сверл применяют оборудование с вакуумом или восстановительной атмосферой.
Для отпуска используют масла, щелочи, соли и воду. Часто заготовки охлаждают на воздухе.
Обратите внимание! Режимы термообработки имеют особую важность. Поэтому все процессы контролируются автоматически.
Контактная стыковая сварка
Выполняется на специальных электросварочных машинах. Существуют три технологии.
Сварка непрерывным оплавлением без подогрева. Технология отличается высокой производительностью. Недостаток — большой расход металла на оплавление и осадку.
Сварка с подогревом прерывистым оплавлением. Протекает немного дольше. Расход металла значительно уменьшается.
Сварка с подогревом сопротивлением. Металл практически не расходуется, но операция требует высокой квалификации рабочих.
Чаще всего используют второй метод.

Фотография №3: контактно-стыковая сварка
Дополнительные методы улучшения основных характеристик сверл
Перечислим технологии, которые применяют при изготовлении сверл для дополнительного улучшения их свойств.
Цианирование. Поверхности рабочих частей насыщают азотом и углеродом. Цианирование повышает прочность инструментов в 2–3 раза.
Сульфидирование. Поверхностные слои сверл насыщают серой. Сернистые соединения снижают трение и повышают износостойкость инструментов в 1,5–2 раза.
Обработка водяным паром. После нее инструменты помещают в масло. На поверхностях образуются черные пленки окислов. Прочность сверл, прошедших такую обработку, увеличивается вдвое.
Заводы по производству сверл
Производство качественных сверл по металлу налажено на огромном количестве заводов в России и за рубежом. Популярностью пользуется продукция под следующими торговыми марками.
Ruko. Компания специализируется на изготовлении сверл с крестовыми заточками. Типы напыления варьируются. Продукция сочетает в себе высокое качество и приемлемую стоимость.
Haisser. Твердосплавные сверла этого бренда — одни из самых лучших в мире. Изделия стоят дорого.
Bosh. Специализируется на изготовлении сверл с SDS-хвостовиками.
«Зубр». Один из лучших российский производителей.
SEKIRA. Это наша собственная торговая марка. Мы выпускаем сверла различных видов и габаритов. Характеристики всех изделий отвечают требованиям ГОСТов. Нашу продукцию вы можете приобрести по самой низкой цене.
Изучите каталог, выберите нужные вам сверла и оформите заказ. Мы доставим металлорежущие инструменты в установленный срок.
Что такое сверло и история создания сверла
Технология изготовления сверл
Технологический процесс изготовления спиральных сверл по металлу с коническими хвостовиками состоит из такой последовательности операций.
- Отрезка заготовки для хвостовой части.
- Отрезка заготовки для рабочей части.
- Зачистка торцов у хвостовой части.
- Зачистка торцов у рабочей части.
- Очистка заготовки на пескоструйном аппарате.
- Сварка.
- Отжиг.
- Обдирка наплыва у сварного шва.
- Правка заготовки после сварки.
- Подрезка торца со стороны хвостовика.
- Сверление и зенкерование центрового отверстия со стороны хвостовика.
- Обточка наружного центра со стороны рабочей части.
- Обточка рабочей части по диаметру, предварительная и окончательная.
- Обточка хвостовика на конус, предварительная и окончательная.
- Обточка хвостовика под лапку и подрезка торца.
- Фрезерование лапки.
- Фрезерование спиральных канавок.
- Фрезерование спинки зуба.
- Термообработка и очистка на пескоструйном аппарате.
- Полирование спиральных канавок.
- Шлифование центров.
- Шлифование хвостовика на конус.
- Шлифование рабочей части по диаметру с обратным конусом.
- Заточка сверла.
- Контроль и клеймение.
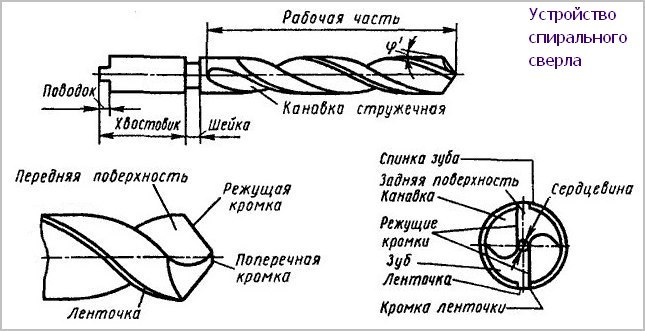
Элементы спирального сверла[ | ]
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя (реже четырьмя) винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов — ленточек.
- Рабочая частьРежущая часть
имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей. - Направляющая часть
имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью
ленточки
(узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
— для закрепления сверла на станке или в ручном инструменте.
- Поводок
для передачи крутящего момента сверлу или
лапка
для выбивания сверла из конусного гнезда.
, обеспечивающая выход круга при шлифовании рабочей части сверла.
Углы сверла[ | ]
Угол при вершине 2φ=118° и угол наклона винтовой канавки ω=27°.
- Угол при вершине 2φ
— угол между главными режущими кромками сверла. С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и, таким образом, к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твёрдых металлов 2φ=130…140°. - Угол наклона винтовой канавки ω
— угол между осью сверла и касательной к винтовой линии ленточки. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жёсткость сверла и прочность режущих кромок, так как на длине рабочей части сверла увеличивается объём канавки. Значение угла наклона зависит от обрабатываемого материала и диаметра сверла (чем меньше диаметр, тем меньше ω). - Передний угол γ
определяется в плоскости, перпендикулярной режущей кромке, причём его значение меняется. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки. - Задний угол α
определяется в плоскости, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. Только наибольшее значение он имеет у поперечной кромки, а наименьшее — у наружной поверхности сверла. - Угол наклона поперечной кромки ψ
расположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных свёрл ψ=50…55°.
Переменные значения углов γ и α создают неодинаковые условия резания в различных точках режущей кромки.
Углы сверла в процессе резания[ | ]
Спиральное сверло диаметром 80 мм c коническим хвостовиком Морзе № 6.
Углы сверла в процессе резания отличаются от углов в статике, так же, как и у резцов. Плоскость резания в кинематике получается повёрнутой относительно плоскости резания в статике на угол μ, и действительные углы в процессе резания будут следующими:

