
Что такое индукционная печь для плавки металла?
Принцип индукционной печи для плавки различных металлов
 Индукционная печь используется для плавки цветных и черных металлов. Агрегаты такого принципа действия применяют в следующих сферах: от тончайшего ювелирного дела до промышленной плавки металлов в крупных размерах. В данной статье будут рассмотрены особенности различных индукционных печей.
Индукционная печь используется для плавки цветных и черных металлов. Агрегаты такого принципа действия применяют в следующих сферах: от тончайшего ювелирного дела до промышленной плавки металлов в крупных размерах. В данной статье будут рассмотрены особенности различных индукционных печей.
Индукционные печи для плавки металла
Принцип работы
Индукционный нагрев положен в основу действия печи. Другими словами, электрический ток образовывает электромагнитное поле и получается тепло, которое используется в промышленных масштабах. Этот закон физики изучается в последних классах общеобразовательной школы. Но понятие электрического агрегата и электромагнитных индукционных котлов нельзя путать. Хоть в основе работы и там и тут лежит электричество.
Как это происходит
Генератор подключается к источнику переменного тока, который поступает в него через индуктор, находящийся внутри. Конденсатор задействуется для создания контура колебания, в основе которого лежит постоянная рабочая частота, на которую настраивается система. При возрастании напряжения в генераторе до предела в 200 В индуктор создает магнитное поле переменного действия.
Замыкание цепи происходит, чаще всего, посредством сердечника из ферромагнитного сплава. Переменное магнитное поле начинает взаимодействие с материалом заготовки и создает мощный поток электронов. После вступления в индукционное действие электропроводящего элемента в системе происходит возникновение остаточного напряжения, которое в конденсаторе способствует возникновению вихревого тока. Энергия вихревого тока преобразовывается в тепловую энергию индуктора и происходит нагревание до высоких температур плавления искомого металла.
Тепло, производимое индуктором, применяют:
- для расплавления мягких и твердых металлов;
- для закаливания поверхности металлических деталей (например, инструмента);
- для обработки в термическом режиме уже произведенных деталей;
- бытовых потребностей (обогрев и кулинария).
Краткая характеристика различных печей
Разновидности приборов
 Тигельные индукционные печи используют для расплавки металлов, главным их принципом, отличным от работы других агрегатов, является отсутствие сердечника.
Тигельные индукционные печи используют для расплавки металлов, главным их принципом, отличным от работы других агрегатов, является отсутствие сердечника.- Канальные агрегаты индукционного действия представляют собой своеобразный трансформатор, которая имеет стальной наконечник – магнитный привод. Нагрузка подается через вторичную обмотку, выполненную одним витком.
- Индукционные приборы вакуумного действия, который процесс плавки выполняют в условиях полного вакуума, который буквально вытягивает из металла все примеси.
- Плавильные тигельные печи – индукторы на массу плавки от 5 до 200 кг с преобразователем по принципу транзистора.
 Тигельные индукционные печи используют для расплавки металлов, главным их принципом, отличным от работы других агрегатов, является отсутствие сердечника.
Тигельные индукционные печи используют для расплавки металлов, главным их принципом, отличным от работы других агрегатов, является отсутствие сердечника.Индукционные тигельные печи
Является наиболее распространенным типом печного индукционного нагрева. Отличительной чертой, отличной от других видов является то, что в ней переменное магнитное поле появляется при отсутствии стандартного сердечника. Тигель в форме цилиндра размещается внутри индукторной полости. Печь, или тигель изготавливается из материала, который прекрасно сопротивляется огню и подключается к переменному электрическому току.
Положительные аспекты
- энергия выделяется при загрузке металла, отсутствует необходимость в установке промежуточных элементов;
- металлические сплавы, состоящие из нескольких составляющих, после завершения плавки получают однородную консистенцию и одинаковый химический состав в любом выбранном объеме;
- при помощи регуляторов давления представляется возможным проводить восстановительный, окислительный или нейтральный процесс;
- средние частоты переменного тока показывают высокие значения удельной мощности, что ставит тигельные печи в ряд высокопроизводительных агрегатов;
- печь может работать с перерывами между загрузкой металла, на последующей плавке это не отразится, переход от одного вида металла к другому происходит без длительной перенастройки параметров;
- тигельные агрегаты легко поставить на автоматическое управление, они простые в эксплуатации и легко перестраиваются на любой из режимов;
- в результате процесса получаются качественные славы, состоящие из многих компонентов, температура имеет постоянное и одинаковое значение в пределах ванны, а остатки и отходы быстро расплавляются, отсутствуют перегревы.
 энергия выделяется при загрузке металла, отсутствует необходимость в установке промежуточных элементов;
энергия выделяется при загрузке металла, отсутствует необходимость в установке промежуточных элементов;Тигельные агрегаты относят к экологически чистым источникам тепла, окружающая среда не загрязняется от плавки металлов.
В работе тигельных печей присутствуют недостатки:
- при технологической обработке используются шлаки пониженной температуры;
- произведенная футеровка тигельных печей имеет низкую стойкость против разрушения, больше всего это заметно при резких скачках температур.
Имеющиеся недостатки не представляют особенных трудностей, достоинства тигельного индукционного агрегата для плавки металла очевидны и сделали такой тип приборов популярным и востребованным среди широкого круга потребителей.
Канальные печи индукционной плавки
 Такой тип нашел широкое применение в плавильном деле цветных металлов. Эффективно используется для меди и медных сплавов на основе латуни, мельхиора, бронзы. Активно плавят в канальных агрегатах алюминий, цинк и сплавы в составе этих металлов. Широкое использование печей этого типа ограничено из-за невозможности выполнить футеровку, стойкую к разрушениям, на внутренних стенках камеры.
Такой тип нашел широкое применение в плавильном деле цветных металлов. Эффективно используется для меди и медных сплавов на основе латуни, мельхиора, бронзы. Активно плавят в канальных агрегатах алюминий, цинк и сплавы в составе этих металлов. Широкое использование печей этого типа ограничено из-за невозможности выполнить футеровку, стойкую к разрушениям, на внутренних стенках камеры.
Расплавленный металл в канальных печах индукционного типа совершает тепловое и электродинамическое движение, что обеспечивает постоянную однородность смешивания компонентов сплава в печной ванне. Использование канальных печей индукционного принципа оправдано в случаях, если к расплавленному металлу и изготовленным слиткам предъявляются особые требования. Сплавы получаются качественными в плане коэффициента насыщения газами, присутствия в металле органических и синтетических примесей.
Индукционные канальные печи работают по типу миксера и предназначаются для выравнивания состава, поддержки постоянной температуры процесса, и выбора скорости разлива в кристаллизаторы или формы. Для каждого сплава и состава литья существуют параметры специальной шихты.
Достоинства
- подогревание сплава происходит в нижней части, к которой нет воздушного доступа, что уменьшает испарение с верхней поверхности, нагретой до минимальной температуры;
- канальные печи относят к экономичным индукционным печам, так как происходящее расплавление обеспечивается маленьким расходом электрической энергии;
- печь имеет высокий коэффициент полезного действия благодаря применению в работе замкнутого контура магнитного провода;
- постоянная циркуляция в печи расплавленного металла вызывает ускорение плавильного процесса и способствует однородности перемешивания компонентов сплава.
Недостатки
- стойкость каменной внутренней футеровки снижается при использовании высоких температур;
- футеровка разрушается при плавлении химически агрессивных сплавов из бронзы, олова и свинца.
- при плавлении загрязненной низкосортной шихты происходит засорение каналов;
- поверхностный шлак на ванне не нагревается до высокой температуры, что не позволяет проводить операции в промежутке между металлом и укрытием и расплавлять стружку и скрап;
- канальные агрегаты плохо переносят перерывы в работе, что заставляет постоянно хранить в жерле печи значительное количество жидкого сплава.
Полное удаление расплавленного металла из печи ведет к ее быстрому растрескиванию. По этой же причине невозможно выполнить быструю перестройку с одного сплава на другой, приходится делать несколько промежуточных плавок, получивших название балластных.
Вакуумные печи индукционного действия
 Этот вид имеет широкое применение для плавления сталей высокого качества и никелевых, кобальтовых и железных сплавов жаростойкого качества. Агрегат успешно справляется с плавкой цветных металлов. В вакуумных агрегатах варят стекло, обрабатывают высокой температурой детали, производят монокристаллы.
Этот вид имеет широкое применение для плавления сталей высокого качества и никелевых, кобальтовых и железных сплавов жаростойкого качества. Агрегат успешно справляется с плавкой цветных металлов. В вакуумных агрегатах варят стекло, обрабатывают высокой температурой детали, производят монокристаллы.
Печь относят к высокочастотному генератору, расположенному в изолированном от внешней среды индукторе, пропускающем ток высокой частоты. Для создания вакуума из него насосами откачивают воздушные массы. Все операции по введению добавок, загрузке шихты, выдаче металла производится автоматическими механизмами с электрическим или гидравлическим управлением. Из вакуумных печей получают сплавы с небольшими примесями кислорода, водорода, азота, органики. Результат намного превосходит открытые печи индукционного действия.
Жаропрочную сталь из вакуумных печей применяют в инструментальном и оружейном производстве. Некоторые сплавы из никеля, с содержанием никеля и титана являются химически активными, и получить их в других видах печей проблематично. Вакуумные печи выполняют розлив металла поворотом тигеля во внутреннем пространстве кожуха или вращением камеры с неподвижно закрепленной печью. Некоторые модели имеют в дне открывающееся отверстие для слива металла в установленную емкость.
Тигельные печи с транзисторным преобразователем
 Применяют для ограниченного веса цветных металлов. Они мобильные, имеют небольшой вес и с легкостью переставляются с места на место. В комплектацию печи входит высоковольтный транзисторный преобразователь универсального действия. Позволяет подобрать мощность, рекомендуемую для подключения в сети, а соответственно ей тип преобразователя, который необходим в этом случае с изменением параметров веса сплава.
Применяют для ограниченного веса цветных металлов. Они мобильные, имеют небольшой вес и с легкостью переставляются с места на место. В комплектацию печи входит высоковольтный транзисторный преобразователь универсального действия. Позволяет подобрать мощность, рекомендуемую для подключения в сети, а соответственно ей тип преобразователя, который необходим в этом случае с изменением параметров веса сплава.
Транзисторная индукционная печь широко применяется для металлургической обработки. С ее помощью нагревают детали в кузнечном деле, закаляют металлические предметы. Тигли в транзисторных печах выполняют из керамики или графита, первые предназначены плавить ферромагнитные металлы, такие как чугун или сталь. Графит устанавливается для плавления латуни, меди, серебра, бронзы и золота. На них плавят стекло и кремний. Алюминий хорошо плавится посредством чугунных или стальных тиглей.
Что такое футеровка печей индукционного действия
Ее предназначение состоит в защите печного кожуха от разрушающего действия высоких температур. Побочным действием является сохранение тепла, следовательно, повышается результативность процесса.
Тигель в конструкции индукционной печи выполняется одним из способов:
- способом выемки в маленьких по объему печах;
- набивным способом из огнеупорного материала в виде кладки;
- комбинированным, сочетающим керамику и прокладку буферного слоя в промежутке кладки и индикатора.
Футеровка выполняется из кварцита, корунда, графита, шамотного графита, магнезита. Во все эти материалы домешивают добавки, улучшающих характеристики футеровки, уменьшающих изменения объема, улучшающих спекание, увеличивающие стойкость слоя к агрессивным материалам.
Для выбора того или иного материала для футеровки учитывают ряд сопутствующих условий, а именно, вид металла, цену и огнеупорные свойства тигля, срок службы состава. Правильно подобранный состав футеровки должен обеспечить технические требования для проведения процесса:
- получение слитков высокого качества;
- наибольшее количество полноценной плавки без проведения ремонтных работ;
- безопасную работу специалистов;
- стабильность и непрерывность проведения плавильного процесса;
- получение качественного материала при использовании экономного количества ресурсов;
- применение для футеровки распространенных материалов по невысокой цене;
- минимальное влияние на окружающее пространство.
Применение индукционных печей позволяет получить сплавы и металлы отменного качества с минимальным содержанием различных примесей и кислорода, что повышает их применение в сложных областях производства.
Индукционная плавильная печь
Индукционная плавильная печь применяется для плавления металлов и сплавов уже на протяжении последних нескольких десятилетий. Устройство получило широкое распространение в металлургической и машиностроительной областях, а также в ювелирном деле. При желании простую версию этого оборудования можно изготовить своими руками. Рассмотрим принцип работы и особенности применения индукционной печи подробнее.

Принцип индукционного нагрева
Для того чтобы металл перешел из одного агрегатного состояния в другое требуется нагреть его до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других моментов. Индукционная плавильная печь проводит нагрев материала изнутри при создании вихревых токов, которые проходят через кристаллическую решетку. Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Принцип действия устройства имеет следующие особенности:
- Пространство, которое образуется внутри катушки, служит для размещения заготовки. Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.
- Устанавливаемая катушка может иметь различную форму, к примеру, восьмерки, но наибольшее распространение получила спираль. Стоит учитывать, что форма катушки выбирается в зависимости от особенностей заготовки, подвергаемой нагреву.

Для того чтобы создать переменное магнитное поле устройство подключается к бытовой сети электроснабжения. Для повышения качества получаемого сплава с высокой текучестью применяются высокочастотные генераторы.
Устройство и применение индукционной печи
При желании можно создать индукционную печь для плавки металла из подручных материалов. Классическая конструкция имеет три блока:
- Генератор, который создает ток высокой частоты переменного типа. Именно он создает электрический ток, преобразующийся в магнитное поле, проходящее через материал и ускоряя движение частиц. За счет этого происходит переход металла или сплавов из твердого состояния в жидкое.
- Индуктор отвечает за создание магнитного поля, которое и нагревает металл.
- Тигель предназначен для плавки материала. Он помещается в индуктор, а обмотка подключается к источникам тока.
Процесс преобразования электрического тока в магнитное поле сегодня применяется в самых различных отраслях промышленности.

Устройство индукционной плавильной печи
К основным достоинствам индуктора можно отнести нижеприведенные моменты:
- Современное устройство способно направлять магнитное поле, за счет чего повышается КПД. Другими словами, проходит нагрев шихты, а не устройства.
- За счет равномерного распространения магнитного поля заготовка нагревается равномерно. При этом с момента включения устройства до плавки шихты уходит небольшое количество времени.
- Однородность получаемого сплава, а также его высокое качество.
- При нагреве и плавлении металла не образуются испарения.
- Сама установка безопасна в применении, не становится причиной образования токсичных веществ.
Существует просто огромное количество различных вариантов исполнения самодельных индукционных печей, каждая имеет свои определенные особенности.
Виды индукционных печей
Рассматривая классификацию устройств, отметим, что нагрев заготовок может проходить как внутри, так и снаружи катушки. Именно поэтому выделяют два типа индукционных печей:
- Канальная. Подобного рода устройство имеет небольшие каналы, которые расположены вокруг индуктора. Для генерации переменного магнитного поля внутри расположен сердечник.
- Тигельная. Эта конструкция характеризуется наличием специальной емкости, которую называют тигель. Изготавливается она из тугоплавкого металла с высоким показателем температуры плавления.
Важно, что канальные индукционные печи обладают большими габаритными размерами и предназначаются для промышленного плавления металла. За счет непрерывного процесса плавки можно получать большой объем расплавленного металла. Канальные индукционные печи применяются для плавки алюминия и чугуна, а также других цветных сплавов.
Тигельные индукционные печи характеризуются относительно небольшими размерами. В большинстве случаев подобного рода устройство применяется в ювелирном деле, а также при плавке металла в домашних условиях.
Установки на транзисторах получили довольно большое распространение, так как их можно изготовить своими руками при минимальных временных и денежных затратах.
Изготовление своими руками
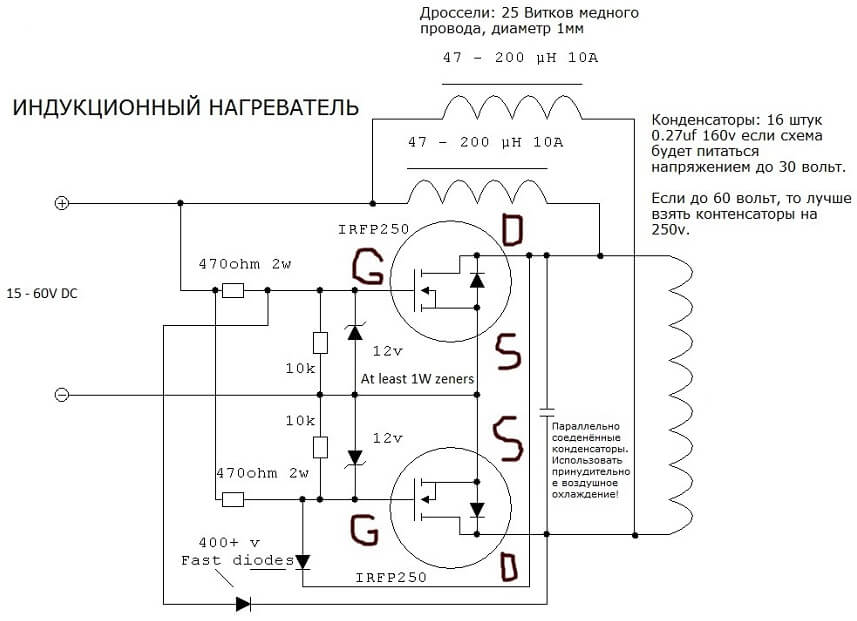
При желании рассматриваемое устройство можно собрать в домашних условиях. Простая схема состоит из нижеприведенных элементов:
- полевые транзисторы;
- резисторы на 470 Ом;
- два диода;
- конденсаторы пленочного типа;
- обмоточный провод из меди;
- два кольца от дросселя, которые снимаются с компьютерного блока питания.
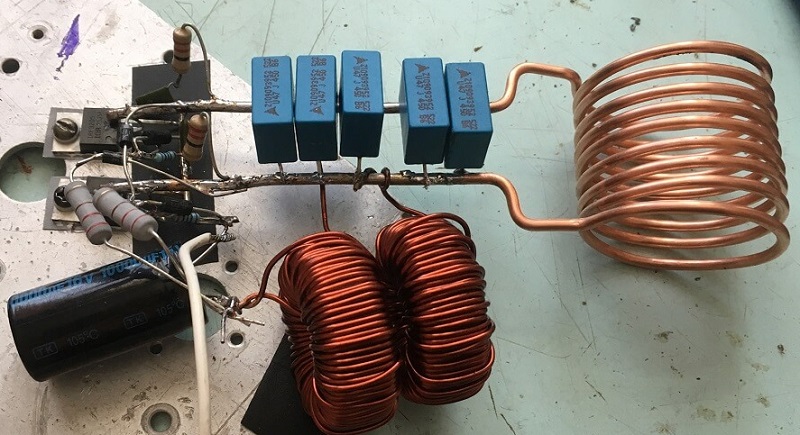
Приведенный выше список элементов определяет то, что создать индукционную печь можно при минимальных затратах. Процесс сборки устройства можно охарактеризовать следующим образом:
- Для начала проводится установка полевых транзисторов на радиаторы. Стоит учитывать, что подобная печь при работе сильно греется. Поэтому следует использовать радиаторы большого размера. Есть возможность провести установку транзисторов и на один радиатор, но придется выполнить их изоляцию.
- Далее потребуются два дросселя, которые также изготавливаются своими руками. Для этого проводится наматывание медной проволоки на кольца блока питания персонального компьютера. Почему именно эти кольца? Причина довольно проста – при их изготовлении применяется ферромагнитное железо. Следует намотать около 10 витков, а также выдерживать одинаковое расстояние между ними.
- Важным элементом конструкции можно назвать конденсаторную батарею. При соединении отдельных конденсаторов можно получить батарею емкостью 4,7 мкФ. Соединение отдельных элементов проводится параллельно.
- Для образования магнитного поля нужно создать обмотку, которая изготавливается из медной проволоки толщиной 2 миллиметра. Достаточно создать около 7-8 витков. Образующееся пространство внутри должно быть таким, чтобы поместилась заготовка, которая будет плавиться. Обмотка должна иметь два длинных конца, которые будут подключаться к источнику тока.
- В рассматриваемом случае источником питания может стать обычный аккумулятор на 12 В. Ток, который подается на катушку, имеет силу около 10А. Емкости подобного источника тока хватает примерно на 40 минут, после чего приходится проводить зарядку устройства.

Самодельная индукционная печь
Создавая печь своими руками можно провести регулировку мощности, для чего изменяется количество витков. Стоит учитывать, что при повышении мощности устройства требуется более емкая батарея, так как повышается показатель энергопотребления. Для того чтобы снизить температуру основных элементов конструкции устанавливается вентилятор. При длительной эксплуатации печи ее основные элементы могут существенно нагреваться, что стоит учитывать.
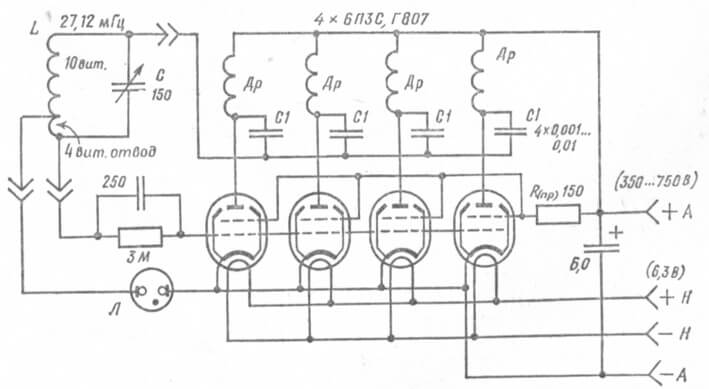
Еще большое распространение получили индукционные печи на лампах. Подобную конструкцию можно изготовить самостоятельно. Процесс сборки имеет следующие особенности:
- Медная трубка применяется для создания индуктора, для чего ее сгибают по спирали. Концы также должны быть большими, что требуется для подключения устройства к источнику тока.
- Индуктор следует поместить в корпусе. Изготавливается он из термостойкого материала, который может отражать тепло.
- Проводится соединение каскадов ламп по схеме с конденсаторами и дросселями.
- Выполняется подключение неоновой лампы-индикатора. Она включается в схему для обозначения того, что устройство готово к работе.
- В систему подключают подстроечный конденсатор переменной емкости.
Важным моментом является то, как можно провести охлаждение системы. При работе практически всех индукционных печей основные элементы конструкции могут нагреваться до высокой температуры. Промышленное оборудование имеет систему принудительного охлаждения, которое работает на воде или антифризе. Для того чтобы создать конструкцию водяного охлаждения своими руками требуется довольно много средств.
В домашних условиях устанавливается система воздушного охлаждения. Для этого устанавливаются вентиляторы. Следует располагать их так, чтобы обеспечивать беспрерывный поток холодного воздуха к основным элементам конструкции печи.
Принцип работы индукционных печей и изготовление своими руками
Такое практичное оборудование как индукционная печь, используется не только в промышленности, опытные мастера устанавливают приспособление в бытовых помещениях. Сделать подобную конструкцию можно собственными руками, именно поэтому агрегат пользуется большой популярностью.
Прежде чем приступать к реализации задуманного, стоит подробно разобраться в принципе работы, конструктивных особенностях и комплектации. Я затрону несколько типов аппаратов, на лампах, транзисторах, сварочном инверторе, подробно распишу схему охлаждения и приведу несколько полезных советов от экспертов в этом вопросе.
- 1 Что такое индукционный нагрев и его преимущества
- 2 Принцип работы индукционной печи
- 3 Виды печей и их устройство
- 3.1 Индукционная печь для плавки алюминия на транзисторах
- 3.2 Устройство для плавки металла на сварочном инверторе
- 3.3 Индукционная печь на лампах
- 4 Как организована схема охлаждения
- 5 Индукционная печь своими руками
- 5.1 Конструкция из транзисторов
- 5.2 С графитовыми щетками
- 5.3 Печь на лампах
- 6 Как безопасно эксплуатировать
Что такое индукционный нагрев и его преимущества
Метод бесконтактного разогрева металла с помощью тока, проходящего через электропроводящие материалы, называют индукционным нагревом.

В процессе используются высокие частоты и большие величины, но чтобы разобраться со всеми мелкими подробностями, необходимо рассматривать функциональность оборудования последовательно. Из преимуществ нужно выделить следующее:
- Качество конечного продукта.
- Возможность контроля за счет автоматизации.
- Процесс энергетически эффективен.
- КПД индукционного аппарата остается на высоком уровне.
Такой способ плавления стал известен человечеству еще 200 лет назад, дойдя до нашего времени, он усовершенствовался и был тщательно продуман экспертами. Поэтому закупая оборудование, или самостоятельно собирая печь, можно смело рассчитывать на хорошие показатели производительности.
Принцип работы индукционной печи
Нагревание происходит благодаря свойствам вихревых токов, материалы для плавления помещают в специально отведенное место. Создать ток, возможно с помощью индуктора, который достаточно просто устроен. В него входит катушка индуктивности, на которой расположено несколько витков провода, поперечное сечение которого должно в обязательном порядке быть большим.
Подключается агрегат к сети с переменным током, он создает магнитное поле со сменной частотой, благодаря этому фактору, внутреннее пространство индуктора пронизывается. Как только материал попадает в отведенное для процесса место, происходит нагревание тела с дальнейшим расплавлением, за процесс отвечают вихревые токи.
Жидкость, которая находится в системе охлаждения, способна закипать от повышения температур. Индукционные плавильные печи делятся на типы:
- С наличием магнитопровода.
- Без магнитопровода.
В первом варианте исполнения индуктор помещен в металл, благодаря чему создается особый эффект, плотность магнитного поля максимально повышается. Нагреть материал получится намного быстрей и качественней. Во втором типе конструкции индуктор располагают снаружи, что лишает возможности воспользоваться дополнительным эффектом.
Виды печей и их устройство
Каждый вариант исполнения имеет свои отличительные свойства, с особенностями работы также следует ознакомиться подробно. Есть виды аппаратов, предназначенных для производства, плавка больших объемов металла, побудила экспертов, внеси некоторые изменения в строение конструкции.
Бытовые агрегаты также обладают отличительными признаками, которые необходимо рассматривать. Я затрону самые распространенные и востребованные образцы, чтобы тщательно разобрать их принцип работы и устройство.
Индукционная печь для плавки алюминия на транзисторах
Полевые транзисторы в таком типе приспособления располагают на радиаторы, этот элемент должен быть соответствующих размеров, ведь в процессе работы схема способна нагреваться до больших температур. На некоторых образцах можно заметить, что транзисторы изолированы от металла, для этого зачастую используют прокладки из пластика или резины в виде шайб.

В состав мини индукционного изделия входит два дросселя, выглядят они достаточно просто, провод намотан на круглые детали из ферромагнитного железа порошкового типа, эти составляющие можно найти в корпусе старого системного блока.
А также в комплектацию входит обмотка индуктора, эта деталь цилиндрической формы, именно в ее внутреннем пространстве происходит нагрев металла. Корпус изготавливают из термостойких материалов, чтобы избежать возгорания и продлить срок службы приспособлению.
Устройство для плавки металла на сварочном инверторе
Безопасность такого приспособления находится на высоком уровне, а конструкция достаточно простая, обусловлено это защитами от перегрузок, которые встроены внутри сварочного инвертора. Из основного элемента выходит индуктор, его зачастую создают из тонкостенной медной трубки, диаметр которой составляет 8-10 мм.

Расстояние между витками выдерживается в 5-8 мм, их количество редко превышает 12 штук, эти показатели напрямую зависят от характеристик оборудования и размеров.
Конструируя агрегат своими руками из сварочного инвертора, необходимо предусмотреть общее сопротивление, при перегрузке могут возникать отключения, это обусловлено работой защитных приспособлений. При установке используют корпус из текстолита или графита, можно расположить индуктор на термостойкую поверхность.
Но не стоит забывать, что любые предметы, находящиеся в непосредственной близости, могут замыкать вихревые токи, а это приведет к снижению эффективности агрегата для дома. Корпус заземляют, чтобы обеспечить максимальную безопасность работ, а розетка и кабель рассчитываются с учетом потребляемой энергии.
Индукционная печь на лампах
Электронные составляющие делают этот вид прибора более мощным, плавка металла проходит намного быстрее и эффективнее. Для генерации тока высоких частот зачастую используют 4 лучевые лампы, соединяются такие элементы параллельно. Индуктор создается из медной трубки, ее диаметр не должен быть меньше 10 мм, чтобы регулировать мощность в комплектацию входит подстроечный конденсатор.

Каскады ламп собирают по определенной схеме, во внимание берут конденсаторы и дросселя. За сигнал о готовности схемы отвечает неоновая лампа, она расположена на корпусе оборудования, без такого индикатора работать с агрегатом будет неудобно.
Как организована схема охлаждения
Установки больших размеров оснащают принудительными системами для нормализации температурного режима, такие варианты исполнения достаточно часто встречаются на производствах. Для заправки используется вода или антифриз, в зависимости от интенсивности рабочего процесса.
Существуют агрегаты, которые снабжают воздушным охлаждением, но в такой ситуации вентилятор удаляют на достаточное расстояние, только при организации такого условия получится реализовать задуманное. Если неправильно продумать этот момент, то обмотка и составляющие вспомогательного приспособления вызовут замыкание вихревых токов, а эффективность оборудования упадет.
Индукционная печь своими руками
Благодаря пошаговому руководству можно самостоятельно создать достаточно хорошие и продуктивные агрегаты разных размеров. Для работы с мелкими и крупными деталями потребуется предварительно продумать все нюансы, касающиеся будущего корпуса установки и важных составляющих.
Подготовительные моменты также требуют особого внимания, прежде чем приступать к сборке, стоит закупить все составляющие в специализированных магазинах. Если точно придерживаться алгоритма действий, то печь для плавки металла, получится сконструировать своими руками за короткий промежуток времени.
Конструкция из транзисторов
Из инструмента понадобится паяльник и плоскогубцы, место для работы также нужно подготовить заранее, удобство и скорость создания агрегата напрямую зависит от этого фактора. Питание аппарата предполагает подключение к сети в 220 В, не будет лишним использовать выпрямители. Закупить нужно такие составляющие как:
- Диоды, в количестве 2 шт.(UF4007).
- Конденсаторы.
- Два полевых транзистора.
- Резистор(470 Ом).
- Дроссельные кольца(2 штуки).
- Провод с сечением в 2 мм.
Без специальной схемы не обойтись, на ней наглядно можно увидеть все интересующие нюансы, бумаги лучше держать перед собой и в случае необходимости сразу заглянуть туда.
Транзисторы необходимо расположить на радиаторы, параметры которого должны соответствовать возможным повышениям температур, ведь в момент работы агрегата схема будет греться. После чего переходят к изготовлению дросселя, для этого на кольца наматывают медную проволоку, не стоит делать больше 15 витков.
Конденсаторы следует объединить, чтобы получилась батарея, благодаря параллельному соединению элементов можно достичь показателей в 4,7 мкФ.
Индикатор также обматывается проволокой диаметром 2 мм, 8 витков будет достаточно, концы необходимо оставить длинные, благодаря этому дальнейшее подключение не вызовет проблем.
Нельзя забывать о том, что диаметр внутренней обмотки должен совпасть с размерами тигля, который используется для печи. При необходимости изготавливается корпус устройства, материал нужно подбирать с хорошими показателями термоустойчивости.
С графитовыми щетками

Подобная конструкция отлично подойдет для выплавки сплавов из любого металла, прежде чем приступать к работе потребуется приобрести следующий список составляющих:
- Щетки.
- Гранит порошкового типа.
- Трансформатор.
- Шамотрые кирпичи.
- Проволоку из стали.
- Алюминий тонкого образца.
За основу стоит взять бокс, он конструируется из кирпича, который следует положить на плитку огнеупорного типа. Поверх кладут асбестокартонный лист, чтобы придать элементу нужную форму, стоит только смочить поверхность водой. Размеры конструкции напрямую зависят от мощности, которую будет выдавать трансформатор. Если деталь берется из сварочного аппарата старого образца, то ее следует предварительно перемотать.
Чтобы не допустить перегрева, потребуется обмотать корпус тонким алюминием, который возьмет лишнюю температуру на себя. Глиняная подложка достаточно практична, ее укладывают, чтобы расплавленный металл не растекался по поверхности. На последнем этапе устанавливают графитовые щетки, этот элемент при необходимости можно заменить новым.
Печь на лампах
Я всегда советую перед началом конструирования любого устройства сделать подробную разработку будущей модели, составить схему и спроектировать работу. Без минимального опыта в физике и электричестве лучше не браться за изготовление, а изначально найти хорошую и полезную информацию как сделать индукционную печь.
Аппарат предполагает осторожность, ведь такой вид агрегата очень мощный. Лучевые составляющие в количестве 4 штук способны генерировать ток высоких частот, их соединяют параллельно.
Медную проволоку необходимо согнуть так, чтобы получилась спираль, витки не стоит делать слишком близко, 5 мм считается минимальным показателем. Диаметр готового элемента варьируется от 8 до 16 см. Индуктор следует подбирать так, чтобы тигель достаточно легко помещался.
Созданную схему обрамляют корпусом из графита или текстолита, материал в обязательном порядке не должен проводить ток. Для удобства большинство экземпляров оснащают лампой-индикатором, а благодаря подстроечному конденсатору получится регулировать мощность.
Как безопасно эксплуатировать
Ожог от конструкции и расплавленного металла получить достаточно легко, поэтому работать с самодельной установкой необходимо аккуратно. Схема лампового образца предполагает использование большого напряжения, без хорошего корпуса, при любом прикосновении можно получить удар током.
На одежде не должно быть металлических вставок, ведь электромагнитное поле будет воздействовать на них. Качественная индукционная печь, сконструированная своими руками, может достаточно эффективно нагревать элементы, это будет удобно при лужении или формовке. Эксперты не рекомендуют работать с оборудованием людям, у которых вживлены кардиостимуляторы.
Принцип работы индукционных печей. Принцип индукционного нагрева
ПРИНЦИП РАБОТЫ ИНДУКЦИОННЫХ ПЕЧЕЙ. ПРИНЦИП ИНДУКЦИОННОГО НАГРЕВА
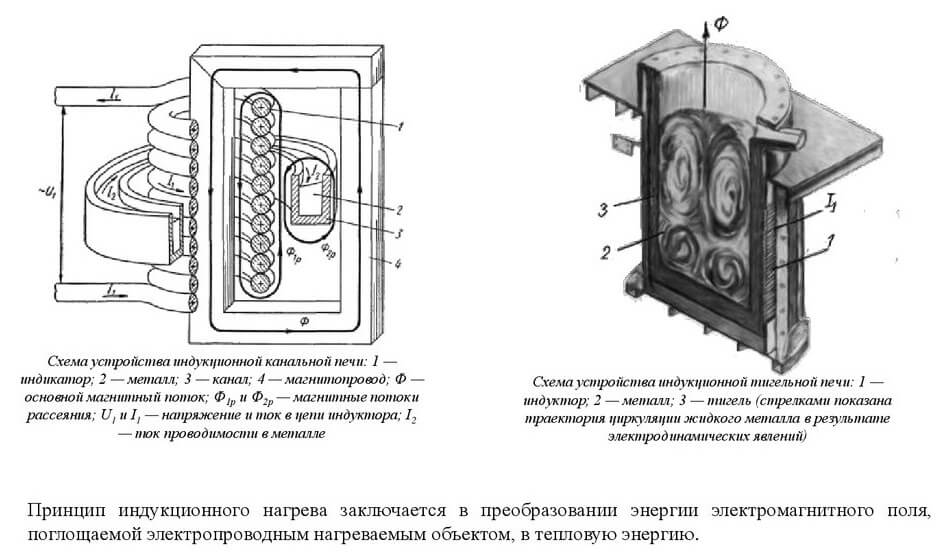
Принцип индукционного нагрева заключается в преобразовании энергии электромагнитного поля, поглощаемой электропроводным нагреваемым объектом, в тепловую энергию.
В установках индукционного нагрева электромагнитное поле создают индуктором, представляющим собой многовитковую цилиндрическую катушку (соленоид). Через индуктор пропускают переменный электрический ток, в результате чего вокруг индуктора возникает изменяющееся во времени переменное магнитное поле. Это — первое превращение энергии электромагнитного поля, описываемое первым уравнением Максвелла.
Нагреваемый объект помещают внутрь индуктора или рядом с ним. Изменяющийся (во времени) поток вектора магнитной индукции, созданной индуктором, пронизывает нагреваемый объект и индуктирует электрическое поле. Электрические линии этого поля расположены в плоскости, перпендикулярной направлению магнитного потока, и замкнуты, т. е. электрическое поле в нагреваемом объекте носит вихревой характер. Под действием электрического поля, согласно закону Ома, возникают токи проводимости (вихревые токи). Это — второе превращение энергии электромагнитного поля, описываемое вторым уравнением Максвелла.
В нагреваемом объекте энергия индуктированного переменного электрического поля необратимо переходит в тепловую. Такое тепловое рассеивание энергии, следствием чего является нагрев объекта, определяется существованием токов проводимости (вихревых токов). Это — третье превращение энергии электромагнитного поля, причем энергетическое соотношение этого превращения описывается законом Ленца—Джоуля.
Описанные превращения энергии электромагнитного поля дают возможность:
1) передать электрическую энергию индуктора в нагреваемый объект, не прибегая к контактам (в отличие от печей сопротивления)
2) выделить тепло непосредственно в нагреваемом объекте (так называемая «печь с внутренним источником нагрева» по терминологии проф. Н. В. Окорокова), в результате чего использование тепловой энергии оказывается наиболее совершенным и скорость нагрева значительно увеличивается (по сравнению с так называемыми «печами с внешним источником нагрева»).
На величину напряженности электрического поля в нагреваемом объекте оказывают влияние два фактора: величина магнитного потока, т. е. число магнитных силовых линий, пронизывающих объект (или сцепленных с нагреваемым объектом), и частота питающего тока, т. е. частота изменений (во времени) магнитного потока, сцепленного с нагреваемым объектом.
Это дает возможность выполнить два типа установок индукционного нагрева, которые различаются и по конструкции и по эксплуатационным свойствам: индукционные установки с сердечником и без сердечника.
По технологическому назначению установки индукционного нагрева подразделяют на плавильные печи для плавки металлов и нагревательные установки для термической обработки (закалки, отпуска), для сквозного нагрева заготовок перед пластической деформацией (ковкой, штамповкой), для сварки, пайки и наплавки, для химико-термической обработки изделий и т. д.
По частоте изменения тока, питающего установку индукционного нагрева, различают:
1) установки промышленной частоты (50 Гц), питающиеся от сети непосредственно или через понижающие трансформаторы;
2) установки повышенной частоты (500-10000 Гц), получающие питание от электромашинных или полупроводниковых преобразователей частоты;
3) высокочастотные установки (66 000-440 000 Гц и выше), питающиеся от ламповых электронных генераторов.
Установки индукционного нагрева с сердечником
В плавильной печи (рис. 1) цилиндрический многовитковый индуктор, изготовленный из медной профилированной трубки, насаживают на замкнутый сердечник, набранный из листовой электротехнической стали (толщина листов 0,5 мм). Вокруг индуктора размещают огнеупорную керамическую футеровку с узким кольцевым каналом (горизонтальным или вертикальным), где находится жидкий металл. Необходимым условием работы является замкнутое электропроводное кольцо. Поэтому невозможно расплавить отдельные куски твердого металла в такой печи. Для пуска печи приходится в канал заливать порцию жидкого металла из другой печи или оставлять часть жидкого металла от предыдущей плавки (остаточная емкость печи).

Рис.1. Схема устройства индукционной канальной печи: 1 — индикатор; 2 — металл; 3 — канал; 4 — магнитопровод; Ф — основной магнитный поток; Ф1р и Ф2р — магнитные потоки рассеяния; U1 и I1 — напряжение и ток в цепи индуктора; I2 — ток проводимости в металле
В стальном магнитопроводе индукционной канальной печи замыкается большой рабочий магнитный поток и лишь небольшая часть полного магнитного потока, создаваемого индуктором, замыкается через воздух в виде потока рассеяния. Поэтому такие печи успешно работают на промышленной частоте (50 Гц).
В настоящее время существует большое число типов и конструкций таких печей, разработанных во ВНИИЭТО (однофазные и многофазные с одним и несколькими каналами, с вертикальным и горизонтальным закрытым каналом разной формы). Эти печи применяют для плавки цветных металлов и сплавов со сравнительно низкой температурой плавления, а также для получения высококачественного чугуна. При плавке чугуна печь используют либо в качестве копильника (миксера), либо в качестве плавильного агрегата. Конструкции и технические характеристики современных индукционных канальных печей приведены в специальной литературе.
Установки индукционного нагрева без сердечника
В плавильной печи (рис. 2) расплавляемый металл находится в керамическом тигле, помещенном внутрь цилиндрического многовиткового индуктора. Индуктор изготовляют из медной профилированной трубки, через которую пропускают охлаждающую воду. Узнать подробнее о конструкции индуктора можно здесь.
Отсутствие стального сердечника приводит к резкому увеличению магнитного потока рассеяния; число магнитных силовых линий, сцепляемых с металлом в тигле, будет крайне мало. Это обстоятельство требует соответствующего увеличения частоты изменения (во времени) электромагнитного поля. Поэтому для эффективной работы индукционных тигельных печей приходится питать их токами повышенной, а в отдельных случаях и высокой частоты от соответствующих преобразователей тока. Подобные печи имеют очень низкий естественный коэффициент мощности (cos φ=0,03-0,10). Поэтому необходимо применять конденсаторы для компенсации реактивной (индуктивной) мощности.
В настоящее время имеется несколько типов индукционных тигельных печей, разработанных во ВНИИЭТО в виде соответствующих размерных рядов (по емкости) высокой, повышенной и промышленной частоты, для плавки стали (тип ИСТ).

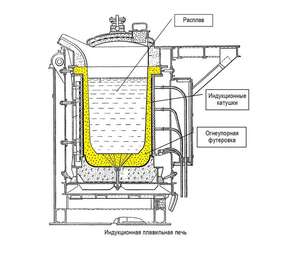
Рис. 2. Схема устройства индукционной тигельной печи: 1 — индуктор; 2 — металл; 3 — тигель (стрелками показана траектория циркуляции жидкого металла в результате электродинамических явлений)
Преимуществами тигельных печей являются следующие: выделяющееся непосредственно в металле тепло, высокая равномерность металла по химическому составу и температуре, отсутствие источников загрязнения металла (помимо футеровки тигля), удобство управления и регулирования процесса плавки, гигиеничность условий труда. Кроме этого, для индукционных тигельных печей характерны: более высокая производительность вследствие высоких удельных (на единицу емкости) мощностей нагрева; возможность плавить твердую шихту, не оставляя металл от предыдущей плавки (в отличие от канальных печей); малая масса футеровки по сравнению с массой металла, что уменьшает аккумуляцию тепловой энергии в футеровке тигля, снижает тепловую инерцию печи и делает плавильные печи этого типа исключительно удобными для периодической работы с перерывами между плавками, в частности для фасонно-литейных цехов машиностроительных заводов; компактность печи, что позволяет достаточно просто изолировать рабочее пространство от окружающей среды и осуществлять плавку в вакууме или в газовой среде заданного состава. Поэтому в металлургии широко применяют вакуумные индукционные тигельные печи (тип ИСВ).
Наряду с преимуществами у индукционных тигельных печей имеются следующие недостатки: наличие относительно холодных шлаков (температура шлака меньше температуры металла), затрудняющих проведение рафинировочных процессов при выплавке качественных сталей; сложное и дорогое электрооборудование; низкая стойкость футеровки при резких колебаниях температуры вследствие небольшой тепловой инерции футеровки тигля и размывающего действия жидкого металла при электродинамических явлениях. Поэтому такие печи применяют для переплава легированных отходов с целью снижения угара элементов.
Использованная литература:
1. Егоров А.В., Моржин А.Ф. Электрические печи (для производства сталей). М.: «Металлургия», 1975, 352 с.
Индукционная печь для плавки металла своими руками
 На протяжении многих лет люди проводят плавку металла. Каждый материал имеет свою температуру плавления, достигнуть которую можно только при применении специального оборудования. Первые печи для плавки металла были довольно большими и устанавливались исключительно в цехах крупных организаций. Сегодня современная индукционная печь может устанавливаться в небольших мастерских при налаживании производства ювелирных изделий. Она небольшая, проста в обращении и обладает высокой эффективностью.
На протяжении многих лет люди проводят плавку металла. Каждый материал имеет свою температуру плавления, достигнуть которую можно только при применении специального оборудования. Первые печи для плавки металла были довольно большими и устанавливались исключительно в цехах крупных организаций. Сегодня современная индукционная печь может устанавливаться в небольших мастерских при налаживании производства ювелирных изделий. Она небольшая, проста в обращении и обладает высокой эффективностью.
- Принцип действия
- Преимущества устройства
- Рекомендации по размещению печи
- Разновидности оборудования
- Использование сварочного инвертора
- Применение транзисторов
- Печь на лампах
- Охлаждение оборудования
- Техника безопасности
Принцип действия
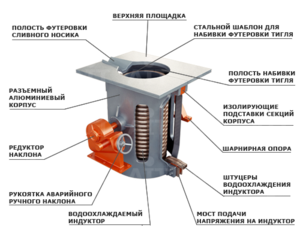
Плавильный узел индукционной печи применяется для нагрева самых различных металлов и сплавов. Классическая конструкция состоит из следующих элементов:
- Сливной насос.
- Индуктор, охлаждающийся водой.
- Каркас из нержавеющей стали или алюминия.
- Контактная площадка.
- Подина из жаропрочного бетона.
- Опора с гидравлическим цилиндром и подшипниковым узлом.
Принцип действия основан на создании вихревых индукционных токов Фуко. Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Преимущества устройства
Печь плавильная индукционная стала применяться относительно недавно. На производственных площадках устанавливаются знаменитые мартены, доменные печи и другие разновидности оборудования. Подобная печь для плавки металла обладает следующими преимуществами:
- Применение принципа индукции позволяет делать оборудование компактным. Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.
- Результаты проведенных исследований указывают на то, что КПД составляет практически 100%.
- Высокая скорость плавки. Высокий показатель КПД определяет то, что на разогрев металла уходит намного меньше времени, если сравнивать с другими печами.
- Некоторые печи при плавке могут привести к изменению химического состава металла. Индукционная занимает первое место по чистоте расплава. Создаваемые токи Фуко проводят нагрев заготовки изнутри, за счет чего исключается вероятность попадания в состав различных примесей.
 Применение принципа индукции позволяет делать оборудование компактным. Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.
Применение принципа индукции позволяет делать оборудование компактным. Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.Именно последнее преимущество определяет распространение индукционной печи в ювелирном деле, так как даже небольшая концентрация посторонней примеси может негативно сказаться на полученном результате.
Рекомендации по размещению печи
В зависимости от особенностей конструкции выделяют напольные и настольные индукционные печи. Независимо от того, какой именно вариант был выбран, выделяют несколько основных правил по установке:
- При работе оборудования на электросеть оказывается высокая нагрузка. Для того чтобы исключить вероятность возникновения короткого замыкания по причине износа изоляции, при установке должно быть проведено качественное заземление.
- Конструкция имеет водяной охлаждающий контур, который исключает вероятность перегрева основных элементов. Именно поэтому следует обеспечивать надежный подъем воды.
- Если проводится установка настольной печи, то следует уделить внимание устойчивости используемого основания.
- Печь для плавки металла представлена сложным электрическим прибором, при установке которого нужно соблюдать все рекомендации производителя. Особое внимание уделяется параметрам источника питания, который должен соответствовать модели аппарата.
- Не стоит забывать о том, что вокруг печи должно быть довольно много свободного пространства. Во время работы даже небольшой по объему и массе расплав может случайно выплеснуться из формы. При температуре более 1000 градусов Цельсия он нанесет непоправимый вред различным материалам, а также может стать причиной возгорания.
 При работе оборудования на электросеть оказывается высокая нагрузка. Для того чтобы исключить вероятность возникновения короткого замыкания по причине износа изоляции, при установке должно быть проведено качественное заземление.
При работе оборудования на электросеть оказывается высокая нагрузка. Для того чтобы исключить вероятность возникновения короткого замыкания по причине износа изоляции, при установке должно быть проведено качественное заземление.Во время работы устройство может серьезно нагреваться. Именно поэтому поблизости не должно быть никаких легковоспламеняющихся или взрывчатых веществ. Кроме этого, по технике пожарной безопасности вблизи должен быть установлен пожарный щит.
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
- В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
- Канальные отличаются тем, что позволяют проводить плавку металла непрерывно. Конструкция позволяет проводить погрузку новой порции металла и слив уже расплавленного во время работы. Недостатком можно назвать лишь то, что трудности возникают на момент слива, так как канал слива должен быть заполнен.
 В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто. Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
- При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
- Приобретенные конденсаторы собираются в одну схему для получения батареи.
- В качестве основы для индуктора применяются дроссельные кольца. На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков.
- На предмет цилиндрической формы наматывается вторая медная трубка, диаметр которой должен быть около 2 мм. Стоит учитывать, что концы этой трубки следует оставлять большими, так как они будут использоваться для подключения к источнику питания.
- В качестве источника питания можно использовать аккумулятор с мощностью 12 В.
 При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов, довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
- В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
- Применяемая проволока из меди должна соединяться по спирали. Создаваемые витки должны иметь диаметр от 8 до 16 см, расстояние между ними не менее 5 миллиметров. Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
- Создаваемая спираль помещается в корпус из материала, который не проводит электрический ток.
- Повысить эффективность схемы можно при дополнительном подключении подстроечного конденсатора.
 В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.Применяемые ламы должны быть защищены от механического воздействия.
Охлаждение оборудования
При создании индукционной печи своими руками больше всего проблем возникает с охлаждением. Это связано со следующими моментами:
- Во время работы нагревается не только расплавляемый металл, но и некоторые элементы оборудования. Именно поэтому для длительной работы требуется эффективное охлаждение.
- Метод, основанный на применении воздушного потока, характеризуется низкой эффективностью. Кроме этого, не рекомендуется проводить установку вентиляторов вблизи печи. Это связано с тем, что металлические элементы могут оказывать воздействие на генерируемые вихревые токи.
Как правило, охлаждение проводится при подаче воды. Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
Техника безопасности
При использовании индукционной печи нужно соблюдать определенную технику безопасности. Основные рекомендации:
- Нагреваемый металл может иметь очень высокую температуру. Попадание даже одной расплавленной капли на кожу может привести к серьезной травме. Именно поэтому при работе следует быть осторожным, использовать защитную одежду.
- Производители промышленного оборудования в паспорте указывают довольно много различных параметров, среди которых отметим радиус воздействия электромагнитного поля. Стоит учитывать, что электроника, которая попала в этот радиус, может работать неправильно, а при длительном нахождении и вовсе выйдет из строя.
- При выборе защитной одежды следует отдавать предпочтение варианту без металлических элементов.
 Нагреваемый металл может иметь очень высокую температуру. Попадание даже одной расплавленной капли на кожу может привести к серьезной травме. Именно поэтому при работе следует быть осторожным, использовать защитную одежду.
Нагреваемый металл может иметь очень высокую температуру. Попадание даже одной расплавленной капли на кожу может привести к серьезной травме. Именно поэтому при работе следует быть осторожным, использовать защитную одежду.При установке оборудования следует рассмотреть то, как будет проводиться погрузка шихты и извлечение расплавленного металла. Рекомендуется отводить отдельное подготовленное помещение для установки индукционной печи.

