
Что нужно для плазменной резки металла?
Плазменная резка для начинающих.
Плазменная резка металлов для начинающих.
Уважаемые покупатели, в этой статье мы хотим вам рассказать что такое плазменная резка металлов, показать ее основные преимущества, рассказать об устройстве плазменных аппаратов и как их использовать, а теперь обо всем этом по порядку.
Иногда наши покупатели приобретая аппарат плазменной резки с удивлением узнают, что для его работы необходим компрессор. Компрессор необходим для того, чтобы выдувать металл который вы режете. Без компрессора резать плазмой невозможно. Компрессор подключается к аппарату, а к аппарату подключается плазматрон (плазменная горелка), так вот, когда возникает дежурная дуга между катодом и соплом, воздух эту дугу выдувает наружу, где дуга переходит в основную дугу при соприкосновении с металлом; далее происходит процесс плавления металла и выдувания его жидкой части из зоны расплава. При выборе компрессора стоит обратить особое внимание на его качество и на его параметры. Корректная работа аппарата плазменной резки возможно только в сочетании с хорошим компрессором. Мы рекомендуем использовать компрессоры способные выдавать 5-6 атмосфер.
Еще одна немаловажная деталь, на которую мы хотим обратить ваше внимание. В компрессоре должен стоять фильтр воздуха, он может быть встроен в компрессор изначально, а может подключаться отдельно. Воздух, который будет проходить через аппарат плазменной резки и выходить из плазматрона, должен быть чистым, в него не должны попадать никакие посторонние предметы и вещества. Недопустимо попадание паров и частиц масла, мельчайшей частицы металлической стружки, пыль и грязь. Особенно это важно, если вы планируете использовать плазму на пыльных производствах, в гаражах, цехах с бетонными полами и т.д. Чем чище воздух – тем лучше рез!
Если вы будете соблюдать эти условия, аппарат будет работать корректно и без сбоев.

Плазма или газорезка?
Мы не будем говорить о том, что газорезка хуже чем плазменная резка. У газорезки есть ряд преимуществ перед плазмой, например при резе металлолома в больших количествах вам не справиться с этой задачей если использовать плазменную резку. Плазменная резка экономически целесообразна при толщине металла до 50 мм, при большей толщине преимущество переходит к кислородной резке. Но качество и скорость раскроя всегда на стороне плазменной резки.
Для газорезки нужен газ, для плазмы нужно электричество. Выделим два основных преимущества плазмы: первое – вам не нужен газ (ацетилен) вы не связываетесь с взрывоопасными газами, второе — вы можете резать различные типы металлов (сталь, нержавейка, медь, алюминий и пр.)
Таким образом кому-то необходима газорезка, кому-то подойдет плазма, выбор за вами.
Как правильно выбрать аппарат плазменной резки?
Здесь все очень просто. Чем мощнее плазменный аппарат, тем толще металл он может резать. Если вы планируете резать разные толщины, вам лучше выбрать мощные аппарат, если вы будете резать тонкие металлы, вам нет необходимости покупать мощные аппарат, достаточно приобрести сорока амперный аппарат. Обратите внимание на такое понятие, как качество реза. Рез может быть «грязный» и «чистый». Грязный рез – это когда вам нужно просто отрезать кусок металла и для вас не имеет значение какой срез будет, аккуратный или нет. Чистый рез — это максимально ровно отрезанный металл. Как правило, производители указывают в параметрах грязный рез. Чтобы понять чистый рез, вам нужно отнять порядка 25% от указанной толщины. Так например если производитель указал 12 мм – значит чистый рез составит 8-9 мм. Не думайте, что производители вас обманывают, это всемирная практика указать в параметрах грязный рез, а не чистый. Этот параметр показывает максимальную возможность аппарата, а вы уже сами выбираете как вам резать металл, по “грязному” или по “чистому”.
Кроме того, перед покупкой желательно понять как часто вы будете включать аппарат плазменной резки. Обратите внимание на ПВ приобретаемого аппарата. Если ПВ аппарата 60% — значит в 10 минутном цикле вы можете резать 6 минут, а 4 минуты аппарат будет отдыхать, если ПВ 100% — значит можно не отрываться от работы, аппарат будет работать постоянно.

Расходные части.
Покупая аппарат плазменной резки, мы рекомендуем вам узнать у поставщика как обстоят дела с расходкой для плазменной горелки. Практически все производители вместе с аппаратом кладут расходные части, вы можете приступать к резке незамедлительно, но расходка горит, независимо от производителя. И когда встает вопрос о замене, выясняется, что там где аппарат покупался – “расходки” нет. Мы часто сталкиваемся с такими случаями, когда помогаем людям подобрать расходку, и стоит признать, что не всегда это получается. Расходка не всегда стыкуется. Так, например, расходка для аппаратов китайского происхождения не подходит к европейским товарам или американским. Кроме того, нет возможности поменять плазматрон (плазменную горелку) – разные разъемы. В нашем интернет-магазине продаются аппараты плазменной резки произведенные в Китае, все расходные части для горелок CUT всегда в наличии и как показывает практика, китайская расходка подходит практически на все аппараты сделанные в Китае.
Скорость с которой резать металл.
Этот вопрос нам часто задают покупатели. Определенного ответа на него нет, вы поймете, как быстро вам надо будет вести плазматрон по металлу только в процессе обучения, приноровиться очень просто. Все зависит от толщины металла и амперажности, которую вы выставите. Когда вы приступите к резу, вы сразу увидите — если вы ведете плазматрон очень быстро (в таком случае металл не будет прорезаться полностью) если очень медленно (в этом случае вы просто будете расходовать воздух и электроэнергию). Перед тем как резать нужные вам заготовки или отрезки, мы рекомендуем потренироваться на ненужных обрезках, чтобы выбрать оптимальный режим и скорость реза.
Еще один совет, когда вы включите аппарат – поставьте ток на максимум, а во время реза уменьшайте его, пока не поймете, что этого тока достаточно для реза вашей толщины металла. Начинайте с больших токов, затем идите на понижение.
И ещё, не старайтесь ставить максимальный ток, чтобы отрезать побыстрее, так как чем больше ток, тем быстрее выходит из строя расходка; не делайте слишком частые поджиги, поскольку именно в момент поджига происходит интенсивное «выветривание» тугоплавкой вставки на катоде и преждевременный выход его из строя, т.е. нажали на кнопку и режьте непрерывно. Если по условиям работы вам необходимо делать короткие резы, например резать сетку – приготовьтесь к частой замене расходки.

Как все работает.
Установки плазменной резки имеют напряжение холостого хода 250-300 В.
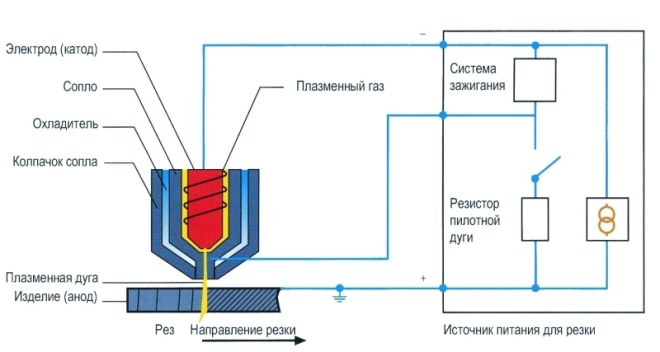
При нажатии на кнопку подаётся сжатый воздух и одновременно между катодом и соплом во внутренней камере плазмотрона прикладывается это напряжение холостого хода, но чтобы пробить этот промежуток и зажечь плазму, необходима поджигающая искра – эту функцию поджига выполняет осциллятор (напряжение поджига порядка 5-10 кВ). Как только дуга зажглась (и дуга в этот момент называется дежурной) воздух выдувает плазму наружу. Ток дежурной дуги как правило в мощных аппаратах ограничен внутри мощным сопротивлением для экономии расходки, для реза не предназначен; дежурная дуга горит 2-3 сек. Если в течение этого времени дуга не коснулась металла или металл по каким-то причинам не соединён с «+» установки (например, обрыв обратного кабеля), то дуга гаснет. Если же всё прошло нормально, то дежурная дуга переходит в основную дугу, блок осциллятора отключается. Далее происходит плавление металла дугой и одновременное выдувание расплавленного материала из расплава. Горение основной дуги происходит между тугоплавкой вставкой из гафния, впрессованной в торец катода и материалом изделия. Наибольшее разрушение этой вставки происходит именно в момент поджига, поэтому лучше стараться избегать слишком частых включений в целях экономии расходки.
Выбрать аппарат плазменной резки можно здесь.
Для наглядности, мы провели несколько тестов. Аппарат Сварог CUT 100 разрезал металл толщиной 10 мм. с увеличением до 35 мм. Ток резки был выставлен 90 Ампер.


Аппарат Сварог CUT 40 разрезал пластину толщиной 4 мм. Ток резки 20 Ампер.
Резка металла с помощью плазмореза

Содержание:
- 1. Что нужно знать о безопасности?
- 2. Как подготовить аппарат к работе?
- 3. Как правильно подобрать силу тока?
- 4. Как разжигать плазменную дугу?
- 5. Как поддерживать расстояние между горелкой и металлом?
Плазменная резка получила широкое распространение в различных отраслях производства, ведь с ее помощью можно разрезать практически любые токопроводящие металлы: от алюминия и нержавейки до углеродистой стали и титана. Этот метод используют как на крупных предприятиях, так и в небольших частных мастерских. Овладев основными приемами плазменной резки, Вы сможете легко выполнять прямые и фигурные резы, делать проемы и отверстия в металлических заготовках, выравнивать кромки листов и выполнять более сложные работы. Впервые работая с плазморезом, хочется, чтобы результат оправдал ожидания. Но, к сожалению, не у всех начинающих резчиков это получается. Для примера приведем наиболее распространенный случай из практики. Пользователь работает с купленным недавно плазморезом. Но почему-то возникают проблемы: то дуга нестабильная, то пламя гаснет, то аппарат вовсе отключается. Возникает подозрение – некачественный ток в центральной электросети. Пока время уходит на поиск и устранение неполадок, работа стоит. А на самом деле причина может быть в другом. Сколько раз случалось, когда пользователи во всем винили центральную проводку, а на деле оказывалось, что было неправильно выставлено давление воздуха или сила тока. Чтобы такого не случилось, при работе с плазморезом нужно учесть множество нюансов.
Освоить азы технологии плазменной резки не так сложно, главное – детально во всем разобраться. Мы расскажем обо всем по порядку. А начать нужно с вопроса безопасности проведения работ. Ведь от соблюдения правил зависит Ваше здоровье.
Что нужно знать о безопасности?

Сначала перечислим факторы, которые представляют опасность при работе с аппаратом плазменной резки: электрический ток, высокая температура, ультрафиолетовое излучение, раскаленный металл. Чтобы защитить себя, нужно работать в специальной экипировке. Глаза должны быть защищены очками или щитком сварщика (стекла 4 или 5 класса затемнения), руки – перчатками, ноги – штанами из плотной ткани и закрытой обувью. Стоит отметить, что при работе с резаком образуется газ с примесями озона, водорода и частиц металла. Наиболее опасными являются окислы марганца, соединения кремния и хрома, окись титана, которые представляют угрозу не только для легких, но и для других внутренних органов. Чтобы не вдыхать эти вредные пары, нужно обеспечить в помещении хорошую вентиляцию, а на лицо надевать защитную маску.
Что касается электробезопасности, то нужно соблюдать несколько обязательных требований:
- Плазменная резка должна подключаться в сеть с предохранителем или автоматическим выключателем.
- Параметры тока в электросети должны соответствовать характеристикам устройства.
- Обязательно убедитесь в том, что обеспечено хорошее заземление розеток, а также рабочей подставки аппарата и находящихся поблизости металлических предметов.
- Проверьте электрические и силовые кабели на предмет повреждений. Не используйте их, если изоляция повреждена.
Ответственный подход и соблюдение мер безопасности помогут Вам избежать травм, а также снизить риск получения профессиональных заболеваний.
Как подготовить аппарат к работе?
Подробный алгоритм подключения плазмореза к электросети и источнику сжатого воздуха Вы найдете в инструкции, поэтому мы не будем заострять внимание на этом этапе. Лучше обозначим наиболее важные аспекты, которые напрямую влияют на качество выполнения работ.
Аспект 1: Установите аппарат таким образом, чтобы к его корпусу был обеспечен доступ воздуха для охлаждения. Это позволит трудиться продолжительное время и избежать отключений оборудования в связи с перегревом. При этом на него не должны попадать капли расплавленного металла и какие-либо жидкости.
Аспект 2: Позаботьтесь о подаче качественного воздуха от пневмосети или компрессора. Установите влагомаслоотделитель, чтобы частицы масла и воды не попали в резак. В противном случае увеличится износ расходных материалов, а также может прийти в негодность сам плазмотрон. Убедитесь, что давление подаваемого воздуха соответствует параметрам аппарата плазменной резки. При недостаточном давлении дуга будет нестабильна (появятся наплывы и шлак в месте реза), а при избыточном могут прийти в негодность важные рабочие элементы.
Аспект 3: Тщательно подготовьте заготовку перед тем, как ее резать. Если на поверхности есть краска или ржавчина, нужно ее счистить, чтобы при нагреве металла не выделялись ядовитые пары. Кроме того, не рекомендуется резать без предварительной очистки резервуары и емкости, в которых были горючие вещества.
Помните, что правильно проведенные подготовительные работы являются гарантией эффективности использования плазменной резки. Теперь перейдем к рассмотрению самого процесса резки металла.
Как правильно подобрать силу тока?
Чтобы получить ровный и аккуратный рез, без окалины, наплывов и шлака, нужно грамотно выставить на аппарате силу тока, необходимую для разрезания конкретной заготовки. Для этого нужно знать, какая сила тока приходится на расплавление 1 мм материала. Для разных видов металла будет свое значение:
- При работе с чугуном и сталью – 4 А.
- При работе с цветными металлами и их сплавами – 6 А.

К примеру, для обработки стального листа толщиной 20 мм на аппарате нужно выставить силу тока не менее 80 А, а для работы с алюминиевым листом такой же толщины – 120 А. Но это еще не все, что нужно учесть при работе. Чтобы металл успел расплавиться в месте реза, но при этом не деформировался при тепловом воздействии плазмы, важно подобрать оптимальную скорость ведения резака. Она может быть от 0,2 до 2 м/мин., в зависимости от выставленной силы тока, толщины заготовки и вида металла, Конечно, первое время новичку будет сложно измерить скорость и подобрать наиболее подходящую, это придет с опытом. А на первое время запомните простое правило: ведите горелку так, чтобы искры были видны с обратной стороны разрезаемой заготовки. Если их не видно – металл разрезан не насквозь, скорость большая. Но слишком медленное ведение резака, особенно при высокой силе тока, может стать причиной образования окалины, угасания дуги и ухудшению качества реза.
Как разжигать плазменную дугу?
Прежде чем приступать к резке, нужно сделать продувку резака газом. Для этого нажмите и отпустите кнопку поджига на резаке, плазмотрон перейдет в режим продувки. Выждите не меньше 30 секунд, прежде чем зажигать дугу, за это время из резака должен удалиться конденсат и инородные частицы. После этого можно нажимать на кнопку розжига – появится дежурная или, как ее называют, пилотная дуга. Как правило, пилотная дуга горит не более 2 секунд. Поэтому за это время должна зажечься рабочая дуга. У разных моделей плазморезов это происходит по-разному, в зависимости от типа поджига. Различают:
- Контактный – для получения рабочей дуги необходимо короткое замыкание, которое возникает следующим образом: после того, как зажглась дежурная дуга, при нажатии на кнопку блокируется подача воздуха – контакт замыкается. После автоматического открытия воздушного клапана контакт размыкается, а поток воздуха выводит искру из сопла. Между электродом с отрицательной полярностью и металлом с положительной полярностью возникает плазменная дуга. Помните, что контактный поджиг не значит, что нужно прислонять сопло к металлу.
- Бесконтактный – такой тип розжига используется в аппаратах, сила тока которых превышает 50 А (его еще называют осциллятором или высокочастотным зажиганием). Дежурная дуга имеет высокую частоту тока и высокое напряжение, она возникает между электродом и соплом. При приближении сопла к поверхности разрезаемой заготовки образуется рабочая дуга.
После зажигания рабочей дуги, пилотная гаснет. Если Вам не удалось с первого раза получить рабочую дугу, то нужно отпустить кнопку на резаке и вновь нажать ее – это будет новый цикл. Дуга может не разжигаться из-за недостаточного давления воздуха в пневмосистеме, неправильной сборки плазмотрона или неполадок в работе электроэлементов. Выключите аппарат, проверьте правильность подключения и давление на входе. Еще раз попробуйте осуществить розжиг.
Также стоит помнить, что в процессе резки рабочая дуга может гаснуть. Это может случиться по причине износа электрода, но чаще всего проблемы возникают при несоблюдении расстояния между резаком и деталью. Естественно, это сказывается на скорости выполнения работ и на качестве реза.
Как поддерживать расстояние между горелкой и металлом?

Бывают аппараты плазменной резки, которые рассчитаны на разрезание металла с упором на сопло, то есть, вплотную к заготовке – соблюдать расстояние не нужно. Но большинство моделей оборудования для этого не предназначено – сопло будет быстро изнашиваться, резак будет отключаться. Для них оптимальным расстоянием между заготовкой и соплом будет 1,6-3 мм. Если превысить его, то дуга будет затухать, придется поджигать ее снова – аккуратного реза не получится. Особенно важно поддерживать одинаковое расстояние при выполнении кропотливых работ, например, фигурной резки. Чтобы удерживать зазор, многие пользователи устанавливают на резак специальную дистанционную направляющую, и опираются ею на заготовку, а не соплом.
Не забывайте, что держать резак нужно таким образом, чтобы сопло было перпендикулярно заготовке. Угол отклонения не должен превышать 10-50 градусов, иначе рез будет неаккуратным. Если Вы режете металлическую заготовку, толщина которой не превышает 25% от максимально допустимой производителем, держите горелку не перпендикулярно поверхности, а под небольшим углом. Так Вы сможете избежать сильной деформации тонкого металла. При этом следите, чтобы расплавленный металл не попадал на сопло резака.
Помните, что сопло и электрод являются оснасткой, которая подвержена наибольшему износу при выполнении работ. Своевременно заменяйте эти элементы, согласно требованиям инструкции. Тогда во время плазменной резки будет обеспечена стабильная дуга, не будет наплывов и шлака на обрабатываемой поверхности – рез будет аккуратным и ровным.
Надеемся, что наша статья была Вам полезна, и эту информацию Вы будете успешно применять на практике. Подробнее о том, как использовать плазменную резку, Вы узнаете из инструкции конкретной модели аппарата. Соблюдая все правила Вы быстро «набьете руку» и будете справляться как с простыми работами, например, нарезкой профиля или металлических листов, так и с более сложными – вырезанием отверстий и различных фигур.
Что такое плазморез и как работает плазменный резак по металлу?
Плазменная резка – одна из наиболее современных эффективных технологий, позволяющая работать с металлом, а также с некоторыми материалами, не проводящими ток, в том числе древесиной, пластиком и камнем.
Неудивительно, что метод пользуется спросом и активно применяется в различных сферах деятельности, в ЖКХ, в строительстве, промышленности. Главным устройством во всем процессе является плазморез, продуцирующий дугу, сформированную плазмой огромной температуры.
Дуга позволяет вести работу с высокой точностью, проводить раскрой не только по прямым линиям, но и формировать сложные фигуры.

Чтобы разобраться в тонкостях всего процесса, рассмотрим подробнее конструкцию устройства, а также основные принципы, на которых построено его функционирование.
Конструкция
Плазморезка сформирована следующими элементами:
1. Элемент питания, который отвечает за подачу тока той или иной силы. В качестве элемента применяют либо трансформаторы, либо инверторы.

Первый вариант характеризуется значительной массой, зато почти неуязвим для колебаний напряжения, а также дает возможность осуществлять рез металлических заготовок огромной толщины.
Инвертор – хороший выбор в том случае, если манипуляции ведутся с не слишком толстыми заготовками. Они экономичны в отношении потребления энергии, характеризуются высоким КПД и рекомендуются для использования в частном хозяйстве.
2. Плазмотрон. Основной элемент, посредством которого и ведется рез.
Корпус детали скрывает электрод, отвечающий за формирование мощной дуги. Сделан электрод из тугоплавкого металла, благодаря чему исключены его деформации и разрушения вследствие высокотемпературных нагрузок. Как правило, используется гафний, как наиболее прочный и безопасный материал.
На конце находится сопло, формирующее струю плазмы, с легкостью разрезающую заготовку.
Производительность и мощность устройства, во многом, определяется именно диаметром сопла. Чем шире сопло, тем больше воздуха оно пропускает за единицу времени, а увеличение объемов воздуха непосредственно увеличивает производительность. Наиболее распространенный диаметр – 3 миллиметра.
Точность работы зависит от конфигурации сопла, для проведения наиболее тонкой работы следует подбирать удлиненный элемент.
3. Компрессор. Его главная задача – нагнетание воздуха, без которого плазменный резак по металлу просто не может функционировать. Процесс построен на использовании газа для формирования плазменной струи и защиты.
Если сила тока устройства ограничена 200А, то необходим просто сжатый воздух, его достаточно и для отвода лишнего тепла, и для формирования струи. Такая модель – оптимальное решение в случаях, когда режутся заготовки не толще 5 сантиметров.

Установки промышленного типа используют не обычный сжатый воздух, а концентрированные газовые смеси на основе гелия, водорода, азота.
4. Комплекс кабелей и шлангов соединяет все модули между собой. Шланги транспортируют сжатый воздух, кабеля передают электрический ток.
Смотрите полезное видео, устройство и как работает плазменная резка:
Рабочий принцип
Теперь изучим непосредственно принцип работы устройства.
Когда оператор нажимает на клавишу розжига, элемент питания подает ток на плазмотрон. Это приводит к формированию первичной дуги огромной температуры, которая составляет от 6 до 8 тысяч градусов.
Формирование дуги между наконечником электрода и сопла происходит из-за того, что крайне трудно добиться такого результата непосредственно между заготовкой и электродом. Более того, если работа ведется с материалом, характеризующимся изолирующими свойствами, это просто невозможно.
Когда сформирована первичная дуга, к ней подается воздушная смесь. Данный воздух контактирует с ней, его температура растет, а объем – увеличивается, причем увеличение может быть даже стократным. Вдобавок к этому, воздух теряет свои диэлектрические свойства, ионизируется.
За счет того, что сопло имеет сужение к своему окончанию, воздушный поток разгоняется до 2-3 метров в секунду и вырывается наружу, имея температуру почти в 30 тысяч градусов. Из-за высокой степени ионизации и огромной температуры воздух называется плазмой, показатель электрической проводимости которой равняется этому параметру у обрабатываемого металла.
В момент соприкосновения с обрабатываемой поверхностью первичная дуга угасает, а дальнейшая работа ведется уже за счет вновь образованной режущей дуги. Именно она плавит или прожигает материал. Рез получается ровным, так как мощный воздушный поток сдувает с поверхности все появляющиеся частички.
Такое описание того, как работает система, является наиболее простым и распространенным.
Области применения
Теперь рассмотрим, что им можно делать:
- Оперативный рез больших объемов материалов.
- Изготовление листовых деталей, характеризующихся сложностью геометрии, вплоть до ювелирной и приборостроительной отрасли, где требуется максимальное соответствие исходным чертежам.
Штамповка в такой ситуации не применяется, так как данная технология, хоть и дешево, не обеспечивает достаточной точности. Плазморез же, несмотря на огромную температуру струи, нагревает обрабатываемый элемент точечно, что полностью исключает вероятность температурной деформации.

- Монтаж металлических конструкций. Плазморез исключает нужду в применении баллонов со сжатым кислородом и ацетиленом, что повышает степень безопасности и удобства, в особенности, если дело касается осуществления операций на высоте.
- Рез сталей высокой степени легирования. Механические способы в данном случае не подходят, так как прочность сталей огромна, инструмент, способный эффективно резать листы на их основе, будет стоить очень дорого, а изнашиваться – очень быстро.
Получается, что сферы использования разнообразны. Выполнение в металлических листах отверстий любой конфигурации, резка труб, уголков и заготовок другого сечения, обработка кромок кованых изделий с целью “спаивания” металла и закрытия его структуры – для всего этого плазморез подходит оптимально.
Основные инструкции
Несколько правил, позволяющие понять, как резать плазморезом эффективно и безопасно:
- Необходимо контролировать расположение катодного пятна, оно должно соответствовать центру электрода. Достигается такая точность вихревой подачей воздуха. Отклонения в подаче приводят к тому, что происходит смещение плазменной дуги, она теряет стабильность горения. В некоторых случаях формируется вторая дуга, а в самой сложной ситуации устройство просто ломается.
- Контроль над воздушным расходом дает возможность корректировать скорость потока плазмы, варьировать производительность.
- Скорость реза напрямую влияет на толщину. Чем выше скорость, тем тоньше рез, ее уменьшение увеличивает ширину. Аналогичных результатов, большей ширины, можно достичь и увеличением силы тока.
Смотрите видео-урок работы плазморезом:
Заключение
Итак, мы разобрались, что такое плазморез.
Можно сделать вывод, что в ситуации, когда вам регулярно приходится работать с металлическими элементами, резать арматуру, трубы или другие детали, его помощь окажется полезной. Так что расходы на его покупку будут полностью компенсированы удобством и эффективностью дальнейшей работы.
Плазменная резка металла: принцип работы, технология, системы
Вся статья написана на бытовом языке, без сложных технических терминов, и поэтому она доступна для понимания любому заинтересованному посетителю, в том числе, не связанному с металлообработкой.
 Содержание:
Содержание:
1. Технология плазменной резки
1.1 Принцип работы плазменной резки
Начнем мы с краткой расшифровки такого слова «плазма». Итак…
Много непонятных слов? Не страшно! Это определение нужно только для понимания сути – нагреваем газ примерно до 10000 о С, создаем давление и ионизацию – получаем плазму. Далее переходим к определению плазменной резки.
Итак, сейчас, я думаю, у Вас должно уже появиться представление, относительно того, что есть плазменная резка. Если нет, то предлагаю Вам посмотреть материал, в котором подробно все рассказывается.
1.2 Газы, используемые в плазменной резке
Теперь давайте остановимся поподробнее на газах, используемых в плазменной резке.
Воздушно-плазменная резка
В данном случае, в качестве плазмообразующего газа используется воздух. Это, пожалуй, самый дешевый вариант плазменного раскроя. Воздух подходит для резки почти всех видов металлов: чёрная сталь, нержавейка, медь, латунь и др. Воздух дает средние показатели относительно качества и скорости раскроя и подходит для большинства пользователей плазменной резки. Подробнее об этой резки можно почитать здесь.
Кислородная плазменная резка
Кислород используется в более профессиональных системах плазменной резки, где необходимо получить наилучшее качество и наибольшую скорость раскроя. Говоря о качестве, мы имеем ввиду перпендикулярность реза и минимальное количество шлака (облоя) с нижней стороны вырезаемой детали.
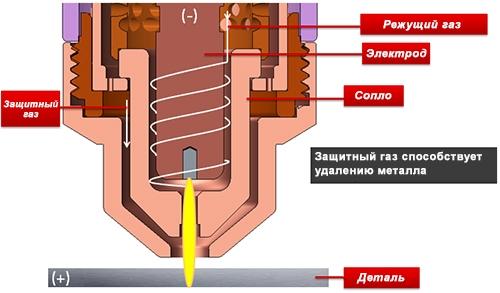
Плазменная резка с использованием защитных газов
Данная технология используется в передовых профессиональных системах плазменного раскроя. Комплексы такого оборудования стоят от 5 до 12 млн. рублей. В качестве режущего газа могут быть использованы: Кислород (О2), Азот (N2), Аргон (Ar) и воздух. Эти же газы могут использоваться как защитные, в определенных пропорциях. Использование защитных газов позволяет приблизить плазменную резку толстых заготовок (до 50 мм) к качеству лазерной.
Наиболее часто используемые показатели плазменной резки:
| Толщина разрезаемого металла | 0,5-70 мм | Зависит от тока резки |
| Толщина плазменной струи | 0,5-2 мм | Зависит от толщины металла |
| Скорость плазменной резки | 250-10000 мм/мин | Зависит от тока резки и толщины металла |
| Давление газа | 5-12 Атм | Зависит от мощности источника плазмы |
| Ток плазменной резки | 20-800 A | Зависит от толщины металла |
1.3 Раскрой разных видов металлов
Плазменная резка подходит для раскроя почти всех металлов, но в отдельности для каждого вида металла существуют свои особенности. Рассмотрим наиболее востребованные металлы.
Плазменная резка стали
Существует много видов стали, мы не будем углубляться в марки и состав. Основное значение для плазменного раскроя имеет содержание в стали углерода – именно этот параметр определяет качество, которого получится добиться при плазменной резке.
Низкоуглеродистая сталь наиболее подходит для плазменного раскроя. Именно на неё ориентируются все производители источников плазмы создавая карты резки и табличные значения тока и скорости раскроя для разных толщин стали.
Высокоуглеродистая сталь (в том числе оцинкованная сталь) так же поддается плазменной резке, но тут для получения качественного реза нужна будет тонкая настройка оборудования и эксперименты с режимами раскроя.
Легированные стали так же можно резать плазмой (наиболее известная — нержавеющая сталь). Поскольку легированные стали используются в промышленности гораздо реже, табличных показателей для их раскроя производители аппаратов плазмы не предоставляют. Но по опыту, можем сказать, что показатели отличаются от раскроя низкоуглеродистой стали, в ту или иную сторону, в пределах 20%. Высоколегированную толстостенную сталь рекомендуют резать не воздухом, а смесью газов: азота, аргона и в некоторых случаях водорода, дабы не повредить её структуру вокруг реза.
Плазменная резка цветных металлов

При раскрое цветных металлов, таких как: алюминий, медь, титан, для получения качественного реза используют так же смесь газов: азота, аргона и водорода. Это связано с высокой стоимостью цветных металлов – не стабильный раскрой может привести к существенным денежным потерям в виде испорченных заготовок. Воздухом резать данные материалы тоже возможно, но как правило, в небольших объемах и со средним качеством кромки.
2. Ручная плазменно-дуговая резка металлов
 Ручная плазменная резка производится при помощи портативных (мобильных) аппаратов плазменной резки, состоящих из:
Ручная плазменная резка производится при помощи портативных (мобильных) аппаратов плазменной резки, состоящих из:
- Основного аппарата, содержащего трансформатор и выпрямительную подстанцию.
- Силового кабеля питания.
- Шлангопакета, идущего от аппарата до плазменного пистолета. Шлангопакет содержит воздушный шланг и силовой кабель.
- Плазматрона (плазменного пистолета) – в нём происходит формирование плазмы.
Существует два основных способа ручного плазменного раскроя:
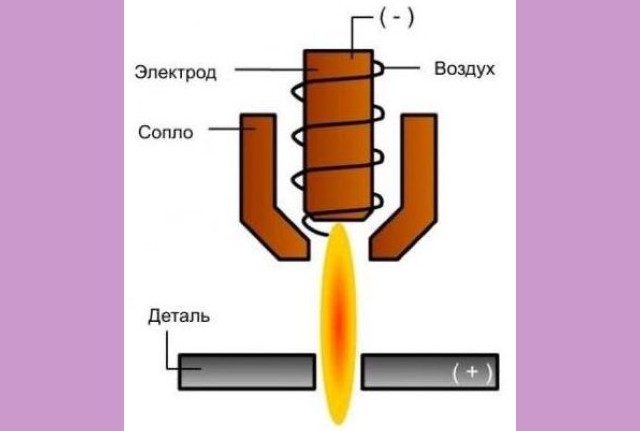
- Косвенная резка плазменной струей. Данный метод используют в основном для резки не
металлических материалов. Электрическая дуга, формирующая плазму, в этом случае загорается между электродом и соплом плазматрона. Разрезаемый материал в формировании плазмы не учувствует, а резка осуществляется вырывающейся из резака плазменной струей. - Прямая плазменно-дуговая резка. Это как раз наш случай, так как данный метод используется для резки металлов. Он используется как в ручной, так и в механизированной плазменной резке. Электрическая дуга загорается между электродом и разрезаемым металлом и совмещаясь со скоростным потоком воздуха образует плазму. Получаемая плазменная струя обладает такой мощностью, что буквально испаряет металл в процессе резки.
Ручная плазменно-дуговая резка на столько хорошо себя зарекомендовала, что применяется сейчас почти на всех предприятиях, имеющих цех металлообработки. Большое количество частников предлагают выездные услуги плазменной резки, т.к. ручные аппараты очень мобильны, их можно переносить в руках или на плечевом ремне.
Основные преимущества ручных плазменных аппаратов:

- Мобильность, портативность (ручные аппараты малой и средней мощности весят от 10 до 25 кг).
- Доступность использования (работают от 220 V, сила тока зависит от мощности аппарата).
- Универсальность (возможность резки всех видов металлов).
- Доступная цена (ручные аппараты плазменной резки российского производства стоят от 15000 до 70000 руб.
3. Автоматическая плазменная резка
С появлением ручной плазменной резки данную технологию начали использовать совместно со станками с ЧПУ (числовое программное управление). Использование станков ЧПУ совместно с плазменным резаком позволяет производить раскрой листового металла, круглых и профильных труб с высокой точностью (±0,25-0,35 мм) и скоростью (до 7 м/мин).
Наиболее распространена автоматическая плазменная резка листового металла. Плазменные аппараты средней мощности режут листовой металл до 30 мм на пробой. Более профессиональные и мощные аппараты могут разрезать листы до 70 мм с высоким качеством.
Один и тот же аппарат плазменной резки может использоваться как для ручной резки, так и для автоматического раскроя, за исключением плазмотронов, которые разделяются на ручные и механизированные.
Для раскроя с ЧПУ как правило используются более мощные плазменные аппараты, чем для ручной резки. Наиболее востребованы аппараты мощностью от 65 до 125 А, питание у которых происходит от 380 V.
Плазменная резка на станке с ЧПУ позволяет резать металл толщиной до 60 мм с высоким качеством.
4. Применение плазменной резки
В силу своей универсальности и доступности плазменная резка сегодня применяется почти на всех средних и крупных предприятиях, занимающихся металлообработкой.
С применением плазменной резки изготавливаются металлоконструкции и изделия: двери, ворота, калитки, заборы, художественные орнаменты, узоры и флюгера, вешалки, отводы вентиляции, сваи и другие металлоизделия.
Многие предприниматели строят бизнес на плазменной резке, имея у себя оборудование и принимая заказы на раскрой металла.
5. Преимущества и недостатки плазменной резки
Чтобы говорить о преимуществах плазменной резки и ее недостатках, нужно определиться с чем мы будем сравнивать. У плазменного раскроя есть три основных конкурента – газо-кислородная резка, лазерная резка и гидроабразивная резка. Каждый из четырех видов раскроя имеет свою специфику применения. Подробное сравнение мы привели в предыдущей статье, рекомендуем Вам с ней ознакомиться.
Здесь же мы распишем основные преимущества и недостатки плазменной резки с практической точки зрения предприятий, которые ее используют. Итак…
Преимущества плазменной резки
- Раскрой металла от 0,5 до 50 мм;
- Раскрой всех видов металлов (алюминий, медь, титан, нержавейка, сталь и т.д.);
- Точность плазменной резки 0,25-0,35 мм;
- Скорость раскроя тонких металлов до 7 м/мин, быстрый пробой металла;
- Мобильность ручных плазменных аппаратов;
- Высокая степень готовности деталей (минимальная очистка от шлака).
Недостатки плазменной резки
- Относительно высокая стоимость качественных плазменных аппаратов;
- Высокая стоимость расходных материалов (сопло, электрод, защитный экран);
- Наличие минимальной конусности реза;
Вот, в общем-то, все основные моменты, которые нужно знать, если Вы планируете использовать плазменную резку металлов в своих задачах.
По всем вопросам мы с радостью проконсультируем Вас по телефону 8 (800) 500-33-04!
Остались вопросы? Задайте их нашим специалистам!
Отправьте заявку и наш менеджер свяжется с вами в течение 3 минут!

- Компания
- О компании
- География продаж станков
- Отзывы
- Сертификаты
- События
- Продукция
- Плазменные станки
- Газовые станки
- Лазерные станки
- Галтовочные станки
- Сервис
- Доставка
- Монтаж и пуско-наладка станков плазменной резки
- Обучение сотрудников
- Гарантия на станки
- Информация
- Фото
- Видео станков
- Выбор источника плазмы
- Подготовка воздуха
- Расходные материалы
- Статьи по плазменной резке
© 2008-2021 ООО «ТеплоВентМаш» — производство станков плазменной, газовой и лазерной резки. Права защищены.
Ваша заявка принята
Наш менеджер свяжется с вами в ближайшее время!
Если вы авторизованы в WhatsApp через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Viber через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Telegram через компьютер, можете воспользоваться кнопкой ниже
Плазменная резка – все нюансы технологии резки металла плазмой
В последнее время использование плазменного потока для раскроя материалов набирает все большую популярность. Еще более расширяет сферу использования данной технологии появление на рынке ручных аппаратов, с помощью которых выполняется плазменная резка металла.

Плазменная резка металла значительной толщины
Суть плазменной резки
Плазменная резка предполагает локальный нагрев металла в зоне разделения и его дальнейшее плавление. Такой значительный нагрев обеспечивается за счет использования струи плазмы, формируют которую при помощи специального оборудования. Технология получения высокотемпературной плазменной струи выглядит следующим образом.
- Изначально формируется электрическая дуга, которая зажигается между электродом аппарата и его соплом либо между электродом и разрезаемым металлом. Температура такой дуги составляет 5000 градусов.
- После этого в сопло оборудования подается газ, который повышает температуру дуги уже до 20000 градусов.
- При взаимодействии с электрической дугой газ ионизируется, что и приводит к его преобразованию в струю плазмы, температура которой составляет уже 30000 градусов.
Полученная плазменная струя характеризуется ярким свечением, высокой электропроводностью и скоростью выхода из сопла оборудования (500–1500 м/с). Такая струя локально разогревает и расплавляет металл в зоне обработки, затем осуществляется его резка, что хорошо видно даже на видео такого процесса.
В специальных установках для получения плазменной струи могут использоваться различные газы. В их число входят:
- обычный воздух;
- технический кислород;
- азот;
- водород;
- аргон;
- пар, полученный при кипении воды.
Технология резки металла с использованием плазмы предполагает охлаждение сопла оборудования и удаление частичек расплавленного материала из зоны обработки. Обеспечивается выполнение этих требований за счет потока газа или жидкости, подаваемых в зону, где осуществляется резка. Характеристики плазменной струи, формируемой на специальном оборудовании, позволяют произвести с ее помощью резку деталей из металла, толщина которых доходит до 200 мм.
Устройство и принцип действия плазменной резки
Аппараты плазменной резки успешно используются на предприятиях различных отраслей промышленности. С их помощью успешно выполняется резка не только деталей из металла, но и изделий из пластика и натурального камня. Благодаря таким уникальным возможностям и своей универсальности, данное оборудование находит широкое применение на машиностроительных и судостроительных заводах, в рекламных и ремонтных предприятиях, в коммунальной сфере. Огромным преимуществом использования таких установок является еще и то, что они позволяют получать очень ровный, тонкий и точный рез, что является важным требованием во многих ситуациях.
Оборудование для плазменной резки
На современном рынке предлагаются аппараты, с помощью которых выполняется резка металла с использованием плазмы, двух основных типов:
- аппараты косвенного действия — резка выполняется бесконтактным способом;
- аппараты прямого действия — резка контактным способом.
Оборудование первого типа, в котором дуга зажигается между электродом и соплом резака, используется для обработки неметаллических изделий. Такие установки преимущественно применяются на различных предприятиях, вы не встретите их в мастерской домашнего умельца или в гараже ремонтника.

Аппарат для плазменной резки Ресанта ИПР-25
В аппаратах второго типа электрическая дуга зажигается между электродом и непосредственно деталью, которая, естественно, может быть только из металла. Благодаря тому, что рабочий газ в таких устройствах нагревается и ионизируется на всем промежутке (между электродом и деталью), струя плазмы в них отличается более высокой мощностью. Именно такое оборудование может использоваться для выполнения ручной плазменной резки.
Любой аппарат плазменной резки, работающий по контактному принципу, состоит из стандартного набора комплектующих:
- источника питания;
- плазмотрона;
- кабелей и шлангов, с помощью которых выполняется соединение плазмотрона с источником питания и источником подачи рабочего газа;
- газового баллона или компрессора для получения струи воздуха требуемой скорости и давления.
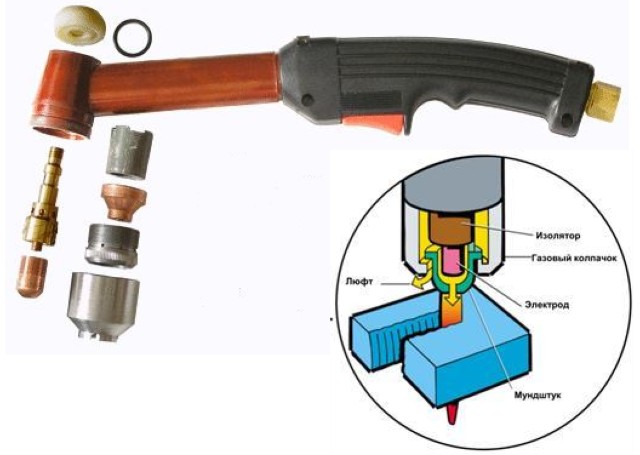
Главным элементом всех подобных устройств является плазмотрон, именно он отличает такое оборудование от обычного сварочного. Плазмотроны или плазменные резаки состоят из следующих элементов:
- рабочего сопла;
- электрода;
- изолирующего элемента, который отличается высокой термостойкостью.

Резак для ручной плазменной резки
Основное назначение плазмотрона состоит в том, чтобы преобразовать энергию электрической дуги в тепловую энергию плазмы. Газ или воздушно-газовая смесь, выходящие из сопла плазмотрона через отверстие небольшого диаметра, проходят через цилиндрическую камеру, в которой зафиксирован электрод. Именно сопло плазменного резака обеспечивает требуемую скорость движения и форму потока рабочего газа, и, соответственно, самой плазмы. Все манипуляции с таким резаком выполняются вручную: оператором оборудования.
Учитывая тот факт, что держать плазменный резак оператору приходится на весу, бывает очень сложно обеспечить высокое качество раскроя металла. Нередко детали, для получения которых была использована ручная плазменная резка, имеют края с неровностями, следами наплыва и рывков. Для того чтобы избежать подобных недостатков, применяют различные приспособления: подставки и упоры, позволяющие обеспечить ровное движение плазмотрона по линии раскроя, а также постоянство зазора между соплом и поверхностью разрезаемой детали.
В качестве рабочего и охлаждающего газа при использовании ручного оборудования может использоваться воздух или азот. Такая воздушно-газовая струя, кроме того, применяется и для выдува расплавленного металла из зоны реза. При использовании воздуха он подается от компрессора, а азот поступает из газового баллона.
Необходимые источники питания
Несмотря на то что все источники питания для плазменных резаков работают от сети переменного тока, часть из них может преобразовывать его в постоянный, а другие — усиливать его. Но более высоким КПД обладают те аппараты, которые работают на постоянном токе. Установки, работающие на переменном токе, применяются для резки металлов с относительно невысокой температурой плавления, к примеру, алюминия и сплавов на его основе.
В тех случаях, когда не требуется слишком высокая мощность плазменной струи, в качестве источников питания могут использоваться обычные инверторы. Именно такие устройства, отличающиеся высоким КПД и обеспечивающие высокую стабильность горения электрической дуги, используются для оснащения небольших производств и домашних мастерских. Конечно, разрезать деталь из металла значительной толщины с помощью плазмотрона, питаемого от инвертора, не получится, но для решения многих задач он подходит оптимально. Большим преимуществом инверторов является и их компактные габариты, благодаря чему их можно легко переносить с собой и использовать для выполнения работ в труднодоступных местах.
Более высокой мощностью обладают источники питания трансформаторного типа, с использованием которых может осуществляться как ручная, так и механизированная резка металла с использованием струи плазмы. Такое оборудование отличается не только высокой мощностью, но и более высокой надежностью. Им не страшны скачки напряжения, от которых другие устройства могут выйти из строя.

Резка по шаблону
У любого источника питания есть такая важная характеристика, как продолжительность включения (ПВ). У трансформаторных источников питания ПВ составляет 100%, это означает, что их можно использовать целый рабочий день, без перерыва на остывание и отдых. Но, конечно, есть у таких источников питания и недостатки, наиболее значимым из которых является их высокое энергопотребление.
Как выполняется ручная плазменная резка?
Первое, что необходимо сделать для того чтобы начать использование аппарата для плазменной резки металла, — это собрать воедино все его составные элементы. После этого инвертор или трансформатор подсоединяют к заготовке из металла и к сети переменного тока.
Далее технология резки предусматривает приближение сопла устройства к заготовке на расстояние порядка 40 мм и зажигание так называемой дежурной дуги, за счет которой будет осуществляться ионизация рабочего газа. После того как дуга загорелась, в сопло подается воздушно-газовый поток, который и должен сформировать плазменную струю.
Когда из рабочего газа сформируется плазменная струя, обладающая высокой электропроводностью, между электродом и деталью создается уже рабочая дуга, а дежурная автоматически отключается. Задача такой дуги состоит в том, чтобы поддерживать требуемый уровень ионизации плазменной струи. Случается, что рабочая дуга гаснет, в таком случае следует перекрыть подачу газа в сопло и повторить все описанные действия заново. Лучше всего, если нет опыта выполнения такого процесса, посмотреть обучающее видео, где подробно показана ручная резка металла.

