
Чернение металла в домашних условиях электролизом
Гальваническое воронение железа на кухне
Инж. Л. Ямпольский. Воронение. Практическое руководство по химическому окрашиванию железного металла. 64 рецепта. Изд. Ленинград, 1929 г.
IX. Гальваническое воронение
 Гальваническое воронение — это воронение при посредстве электролиза. Оно представляет вид анодной обработки металла (воронимый железный или стальной предмет включается в гальваническую ванну как анод) в отличие от катодной обработки, при которой изделие приключается к отрицательному полюсу питающего ванну источника постоянного тока.
Гальваническое воронение — это воронение при посредстве электролиза. Оно представляет вид анодной обработки металла (воронимый железный или стальной предмет включается в гальваническую ванну как анод) в отличие от катодной обработки, при которой изделие приключается к отрицательному полюсу питающего ванну источника постоянного тока.
В отношении гальванического окрашивания металлов можно повторить те же общие правила практической работы (в смысле предварительной подготовки предметов, выбора посуды, устройства гальванических установок, контроля тока ванн и так далее), которые приведены в брошюре «Гальваническое никелирование». Мы здесь их повторять не станем, отсылая желающих практически заняться гальваническим воронением к названной книжке. Заметим только, что идеальная предварительная очистка изделий при гальванической обработке столь же необходима, как и при остальных способах воронения. Чем лучше отполирован воронимый (вообще окрашиваемый) гальванизацией предмет, тем живее получаемые окраски. Выглаженная стальным полировальником поверхность получает более красивый вид, чем только отполированная при помощи крокуса.
Обезжиривание. Для обезжиривания обрабатываемых изделий лучше всего пригоден раствор едкого кали в спирте . Еще раз следует напомнить, что после закончившейся подготовки изделия нельзя трогать ни пальцами, ни тряпками.
Практические способы гальванического воронения используют сплошь процессы, при которых происходит осаждение на металле окрашенного химического соединения, образованного в электролите. Главным образом — это процессы окисления, и образуемые вещества суть окислы металла, содержащегося в электролите.
Способ 1
Электролит. Особо употребителен свинцовый электролит, дающий на аноде ванны осадок перекиси свинца, имеющий, как известно, буро-черный цвет.
(I) Свинцовую ванну (электролит) можно приготовить из раствора свинцового сахара в воде (55).
(II) При неимении же этой соли можно работать с раствором свинцового глета в едком кали (56), приготовляемым 3-часовым кипячением 100 г. глета в растворе 100 г. едкого кали в 500 г воды, с последующим разбавлением еще 500 г. воды и декантацией отстоявшейся жидкости (см. «Работы в лаборатории химика-любителя»).
Подготовка оборудования. Свинцовый раствор помещают в просторный стакан из белой пористой (необожженной) глины (каолина), вставленный в более емкий стеклянный сосуд, наполненный подкисленной азотной кислотой водой. Воронимый предмет погружают в свинцовый раствор на свинцовой проволоке, 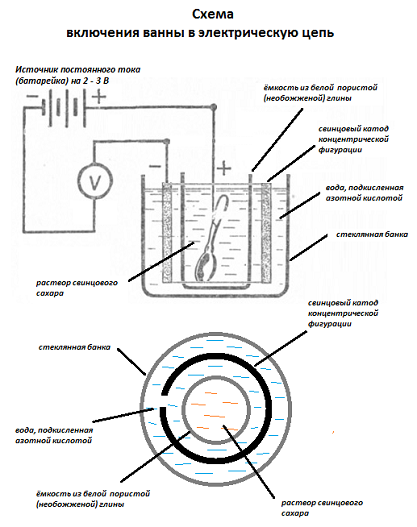
присоединяемой к положительному проводу источника постоянного тока (например — батарейка, хорошо держащая 2-3 вольта); в качестве же катода ванны (погружаемого в подкисленную воду) берут свинцовую пластинку, присоединяемую к отрицательному проводу установки. Для однородности тона необходимо, чтобы осаждение совершалось равномерно, для чего катод ( свинцовую пластинку ) свертывают в цилиндр, концентрический с диафрагмой (глиняным цилиндром» ванны.
Процесс воронения. При прохождении тока через ванну в анодном отделении (фарфоровом сосуде) образуется у анода (предмета) перекись свинца, которая осаждается на воронимую вещь, сращиваясь с ее поверхностью и окрашивая ее в коричневый, темно-коричневый и черный цвета. Гальванизация дает тем более темное воронение, чем она длительней. Точный срок действия тока устанавливается из опыта.
Как только достигнут необходимый тон окраски (что удостоверяется извлечением и осмотром), вещь споласкивают и полируют нанесенным на замшу тонким крокусом.
Коррекция раствора. При продолжительном употреблении анодная (свинцовая) жидкость мутнеет из-за выделения постепенно образующегося на воздухе углекислого калия. Для прояснения раствора последний кипятят с небольшим количеством гашеной извести, дают охладиться и декантируют. Время от времени вываривают жидкость заново с глетом.
Наилучшие результаты получаются с предварительно вызолоченными (гальванические же) предметами.
(III) Некоторые авторы рекомендуют работать с азотнокислым свинцом (57):
азотнокислого свинца ……………160 г
углекислого марганца ………………20 »
раствора каустической соды 31° Б…1270 »
воды……………………………….….. 1000 »
Растворяют свинцовую соль в воде, размешивают с раствором каустической соды и перед самым началом гальванизации прибавляют марганцевой соли. В остальном поступают по предыдущему. Получаются весьма плотные, сильно блестящие черные окраски с красивым темно-синим отливом.
Способ 2
Другой способ, дающий менее изящные (коричнево-черные) тона и практически еще мало разработанный, состоит в гальваническом (анодном) покрытии (железа и стали) пленкой марганцевых окислов.
Электролит.
(I) Состав ванны (58):
сернокислого марганца … 30 г
конц. серной кислоты …….. 3 »
аммиака (20-проц.)………. 90 »
воды………………………… 1000 »
Подготовка раствора и оборудования.Растворяют марганцевую соль в воде, прибавляют серной кислоты и затем аммиак. Воронимое изделие включают анодом ванны. В качестве катода применяют железную пластинку.
Гальванизуют при 1,75—2 вольтах.
Осаждаемая пленка прирастает весьма прочно и хорошо защищает железный металл подложки от ржавчины.
(II) Можно работать и с железной ванной (59), применяя вместо соли закиси марганца, железный купорос — закисную железную соль; но в виду быстрого окисления закисных соединений железа на воздухе для каждой отдельной работы приходится делать свежую ванну, что практически весьма неудобно. Катодом может служить железная пластинка.
Цвет воронения — зелено-черный до коричневого.
Вольтаж ванны — 0,5-1 вольт. Осадок обладает теми же хорошими качествами, что и марганцевый.
Способ 3
Красивое глубоко черное воронение достигается на железном металле образованием на нем слоя черной закиси-окиси железа. Выше мы изложили способы чисто химического ее образования. Возможно однако получать такой же слой закиси-окиси гальваническим путем.
Можно ограничиться для выполнения гальванического воронения по этому способу простой водой (60). Хорошо подготовленный воронимый предмет включают анодом ванны, железную пластинку — катодом. Поддерживая температуру ванны при 80-90°, пропускают ток (примерно требуется напряжение в 10 вольт). Предмет коричневеет.
Для приближения к чисто черному цвету его несколько раз подряд извлекают, обсушивают, крацуют стальной щеткой и вновь гальванизуют.
Способ 4
По другому способу, варьируя температуру, концентрацию и вольтаж, можно получать осадки закиси-окиси разнообразнейшей расцветки, от васильково синего до коричнево — черного (61).
Электролит. Электролитом служит густой раствор едкого натра (60° Б).
Оборудование. Электролит помещается лучше всего в железный (сваренный) сосуд. В эту ванну погружают воронимые изделия, подвешенные на железных проволоках, верхние концы которых навиты на палочку меди, укладываемую на аборты сосуда. Другим электродом ванны служит железная пластинка.
Процесс воронения.
1 этап. Вначале при помощи включенного в цепь коммутатора подключают медную палочку к отрицательному полюсу питающей ванну проводки, а железную пластинку — к положительному ее полюсу, подвергая поверхность воронимой вещи катодной гальванизации. При этом железо анода отчасти растворяется в электролите, образуя в последнем феррит (натриевая соль железистой кислоты). На катоде (изделии) феррит разлагается (восстановляется) с образованием осаждающегося на катод металлического (электролитического) железа.
2 этап. Когда осадок последнего равномерно закроет весь грунт, ток при помощи того же коммутатора переключают, продолжая гальванизовать предмет уже как анод (железная пластинка становится катодом), при чем придерживают напряжение в 2 вольта. При этом свежеосажденный слой железа начисто окисляется в закись-окись.
Последующая обработка навороненной вещи состоит в ополаскивании водой, сушке, нагреве в масле до 180° и протирке щеткой.
Все вышеуказанные способы гальванического воронения основаны в конечном счете на анодной обработке металла.
Способ 5
Можно указать еще на способ электролитического окрашивания железного металла в темные тона с применением катодной обработки, т. е. гальванизацию предмета, включаемого в ванну как катод. Суть способа — осаждение на катоде черного (так называемого «молекулярного») никеля в смеси с цинком.
Самые лучшие результаты по указанному способу получаются, если воронимые изделия предварительно выникелировать (64).
Электролит. Ванна, применяемая для получения такого осадка, имеет следующий состав (62):
сернокислого никеля-аммония … 50,0 г
цинкового купороса ……………….. 6,0 »
роданистого аммония ……………. 12,5»
воды ………………………………. 1000,0 »
Подготовка раствора и оборудования. Сперва растворяют никелевую соль, затем прибавляют роданистый аммоний, и после растворения последнего — цинковый купорос. (Готовая ванна имеет 6° Б). Аноды — литого никеля, с возможно более развитой поверхностью (см. «Гальваническое никелирование»).
Температура ванны не ниже 15°. Лучше всего держать ее при 17°.
Вольтаж — от 1/2 до 1 вольта.
Процесс воронения. По мере образования осадка цвет подложки становится сперва желтым, затем синим и радужным. Под конец вся поверхность становится вполне черной .
Длительность гальванизации — 1 час.
При более сильном токе сразу получался черное окрашивание, но осадок в этом случае держится не так прочно.
Если после ополаскивания и сушки навороненные по предыдущему поверхности показывают серый или коричневый тона, то изделия окунают дополнительно (на 15—20 секунд) в ванну, содержащую на 1 литр воды 80 г полуторахлорного железа и 6 г чистой соляной кислоты 24° Б (63).
Коррекция раствора. Электролит при употреблении портится (беднеет никелем, обогащается кислотой) и спустя известное время начинает давать серые, пятнистые, полосатые покрытия. Чтобы избегнуть этого, поддерживают среднюю (нейтральную) реакцию ванны добавкой углекислого никеля, переходящего в раствор (с выделением пузырьков углекислого газа) по мере образования в электролите свободной кислоты (см. «Гальваническое никелирование»).
Способ электрохимического чернения стали

Владельцы патента RU 2559610:
Изобретение относится к области нанесения защитно-декоративных покрытий и может быть использовано для декорирования и защиты от коррозии стальных деталей и изделий, в частности покрытие может быть использовано для декоративной отделки художественных изделий полученных методами ковки, чеканки, литья. Способ позволяет осуществлять чернение как в стационарных ваннах, так и методом электронатирания. Для электроосаждения таких покрытий предлагается электролит, содержащий следующие компоненты, г/л: хлористый натрий 250-300, сахар 100-200, синтанол ДС-10 1-3. Электроосаждение черного покрытия осуществляют, используя переменный электрический ток. Плотность тока в стационарной гальванической ванне 0,6-1,0 А/см 2 , а при использовании метода электронатирания 3-6 А/см 2 . Для электронатирания используют электрод-инструмент из хромированной стали с кримпленовой тканью и с полостью для электролита. Технический результат: увеличение скорости обработки, повышение производительности оборудования, увеличение коррозионной стойкости стали, возможность обработки изделий и деталей различных размеров при использовании экологически чистых веществ. 2 н.п. ф-лы, 1 ил., 4 пр.
Изобретение относится к области нанесения защитно-декоративных покрытий и может быть использовано для декорирования и защиты от коррозии стальных деталей и изделий за счет окрашивания поверхности в черный цвет. Покрытие может быть использовано для декоративной отделки художественных изделий, полученных методами: ковки, чеканки, литья и другими. При этом чернение может осуществляться локально или по всей поверхности изделия.
Известен способ химического оксидирования стали, приводящий к окрашиванию поверхности стали в основном в черный цвет. Для достижения этой цели используются горячие растворы на основе едкого натрия (Ажогин Ф.Ф., Беленький М.А., Галль И.Е. и др. Гальванотехника. Справочник. М.: Металлургия, 1987, с. 485). Однако едкий натрий является токсичным веществом, а в предлагаемом способе используются только экологически чистые вещества. Кроме этого в известном способе используются растворы, содержащие едкий натрий, нитрат натрия и нитрит натрия при температуре от 125 до 155°С, а в предлагаемом способе раствор применяют при комнатной температуре. В предлагаемом способе сокращается время обработки по сравнению с известным способом. В известном способе время обработки составляет 15-90 минут, в предлагаемом способе — 0,5-1,5 минуты.
Известен способ электрохимического катодного окрашивания меди и медных сплавов в электролите, содержащем сульфат меди, сахар, едкий натрий (Ажогин Φ.Ф., Беленький Μ.Α., Галль И.Е. и др. Гальванотехника. Справочник. М.: Металлургия, 1987, с. 459). В данном способе, так же как и в предлагаемом способе, обработка выполняется в электролите, содержащем сахар. Однако этот известный способ позволяет выполнять окрашивание только меди и сплавов меди, но не может применяться для окрашивания стали. Кроме этого в известном способе используется едкий натрий, который является токсичным веществом, а в предлагаемом способе используются только экологически чистые вещества. Также следует отметить, что скорость обработки предлагаемым способом выше, чем известным способом. При этом если в известном способе обработка осуществляется только на одном электроде — на катоде, то в предлагаемом способе при использовании переменного тока чернение идет на обоих электродах, что повышает производительность используемого оборудования.
Известен способ электрохимического окрашивания под действием электрического тока переменной полярности в начале в серной или щавелевой кислоте, а затем в сульфосалициловой кислоте (см. RU №2467096, C25D 11/22, 20.11.2012). В данном способе, так же как и в предлагаемом способе, обработка выполняется с применением переменного тока. Однако в этом известном способе используется токсичное вещество — серная кислота, кроме этого известный способ менее технологичен, так как в нем используется обработка в двух электролитах. Известный способ позволяет выполнять окрашивание только алюминия, но не может применяться для окрашивания железа и сплавов на их основе.
Наиболее близким аналогом (прототипом) предлагаемого в изобретении электрохимического способа чернения является способ электрохимического оксидирования стали, приводящий к окрашиванию стали в основном в черный цвет (см. Дасоян М.А., Пальмская И.Я., Сахарова Е.В. Технология электрохимических покрытий. Л.: Машиностроение, 1989. 305 с.). Авторы предлагают использовать горячие растворы едкого натрия или хромовый ангидрид и борфтористоводородную кислоту. Однако едкий натрий, хромовый ангидрид и борфтористоводородная кислота — это токсичные вещества, а в предлагаемом способе используются только экологически чистые вещества. Предлагаемый способ позволяет сократить время обработки в 10-20 раз по сравнению с прототипом. Кроме этого в предлагаемом способе используется не постоянный ток, а получаемый на более дешевом оборудовании переменный ток. При этом если в известном способе обработка осуществляется только на одном электроде — на аноде, то в предлагаемом способе при использовании переменного тока чернение идет на обоих электродах, что почти в два раза повышает производительность используемого оборудования (гальванических ванн).
Задача изобретения — повысить производительность оборудования, увеличить скорость обработки, используя при этом экологически чистые вещества.
Также задачей изобретения является разработка способа, позволяющего обрабатывать изделия и детали различных размеров, в том числе и крупногабаритные, при этом не только окрасить их в черный цвет, но и повысить коррозионную стойкость обработанной стали.
Поставленная задача достигается тем, что в способе электрохимического чернения стали, включающем электрохимическую обработку в электролите, содержащем сахар, в состав этого электролита дополнительно вводят хлористый натрий и синтанол ДС-10 при следующем соотношении компонентов, г/л:
| Хлористый натрий | 250-300 |
| Сахар | 100-200 |
| Синтанол ДС-10 | 1-3 |
в стационарной ванне поддерживают плотность переменного тока 0,6-1,0 А/см 2 .
Предложен способ электрохимического чернения, позволяющий получать на поверхности стали темные, в основном черные защитно-декоративные покрытия электролизом, как в стационарных ваннах, так и методом электронатирания. Для электроосаждения таких покрытий предлагается электролит, содержащий следующие компоненты в г/л:
| Хлористый натрий | 250-300 |
| Сахар | 100-200 |
| Синтанол ДС-10 | 1-3 |
а электронатирание осуществляют электрод-инструментом, содержащим электрод из хромированной стали с кримпленовой тканью и с полостью для электролита, используя плотность переменного тока 3,0-6,0 А/см 2 .
В этом растворе хлористый натрий (марки хч ГОСТ 4233-77) является электропроводной добавкой, введение в электролит сахара (первой категории ГОСТ Р53396-2009) приводит к образованию черного покрытия, поверхностно-активное вещество синтанол ДС-10 (ТУ У 24.1-32257423-108-2004) способствует смачиванию электролитом обрабатываемых поверхностей.
Электроосаждение черного покрытия осуществляют, используя переменный электрический ток. Плотность тока в стационарной гальванической ванне 0,6-1,0 А/см 2 , а при использовании метода электронатирания поддерживают 3-6 А/см 2 . Для электронатирания используют электрод-инструмент. На фиг. 1 изображен электрод-инструмент для чернения методом электронатирания, где:
— токопроводящая часть электрода-инструмента, изготовленная из хромированной стали,
— диэлектрическая рукоятка электрода-инструмента, изготовленная из пластмассы,
— полость для электролита,
— нить для закрепления кримпленовой ткани.
Электрод-инструмент состоит из электропроводной части, изготовленной из хромированной стали, обмотанной кримпленовой тканью, и диэлектрической части, состоящей из пластмассы. Кримпленовая ткань изолирует электрод-инструмент от изделия, кроме этого впитывает и удерживает электролит, т.е. выполняет функцию ванны.
Предлагаемое изобретение позволяет получить следующий технический результат: увеличить скорость обработки, повысить производительность оборудования, увеличить коррозионную стойкость стали, дает возможность обрабатывать изделия и детали различных размеров, в том числе и крупногабаритных, при этом использовать экологически чистые вещества.
Пример 1 конкретного нанесения предлагаемого покрытия на образец из стали Ст3кп. Образец перед нанесением покрытия шлифовали, полировали, обезжиривали венской известью, декапировали в 10% растворе серной кислоты, промывали водопроводной и дистиллированной водой. Предлагаемое покрытие наносили в стационарной ванне, используя электролит с минимальной концентрацией компонентов следующего состава в г/л:
| Хлористый натрий | 250 |
| Сахар | 100 |
| Синтанол ДС-10 | 1 |
При этом использовали плотность переменного тока 0,6 А/см 2 . Время обработки 30 секунд. Покрытие получилось ровным, гладким, полублестящим. Цвет покрытия темно-серый. Время появления первых очагов коррозии в 12% водном растворе морской соли увеличилось в 3 раза по сравнению со стальными образцами из стали Ст3кп без покрытия. Если первые очаги коррозии на стальном образце без покрытия появились через 3 часа, то на стальных образцах с покрытием первые очаги коррозии появились почти через 9 часов.
Образец из стали Ст3кп готовили так же, как и в примере 1. Предлагаемое покрытие наносили в стационарной ванне, используя электролит с максимальной концентрацией компонентов следующего состава в г/л:
| Хлористый натрий | 300 |
| Сахар | 200 |
| Синтанол ДС-10 | 3 |
При этом использовали плотность переменного тока 1,0 А/см 2 . Время обработки 90 секунд. Покрытие ровное, матовое, насыщенного радикально-черного цвета. Время появления первых очагов коррозии в 12% водном растворе морской соли увеличилось в 8 раз по сравнению со стальными образцами из стали Ст3кп без покрытия.
Образец из стали Ст3кп готовили так же, как и в примере 1. Предлагаемое покрытие наносили методом электронатирания, используя электролит с минимальной концентрацией компонентов следующего состава в г/л:
| Хлористый натрий | 250 |
| Сахар | 100 |
| Синтанол ДС-10 | 1 |
Для чернения методом электронатирания использовали электрод-инструмент с площадью 1 см 2 , площадь детали 2,7 см 2 . Применяли плотность переменного тока 3 А/см 2 . Скорость движения электрода-инструмента поддерживали в диапазоне 7-9 м/мин. Наносили покрытие круговыми движениями, так как при этом происходит лучшее перемешивание электролита, кроме того, при поступательном движении на краях происходит секундная фиксация, что увеличивает возможность образования пригара. Общее время обработки 30 секунд. Покрытие получилось ровным, гладким, полублестящим. Цвет покрытия темно-серый. Время появления первых очагов коррозии в 12% водном растворе морской соли увеличилось в 2,7 раза по сравнению со стальными образцами из стали Ст3кп без покрытия.
Образец из стали Ст3кп готовили так же, как и в примере 1. Предлагаемое покрытие наносили методом электронатирания, используя электролит с максимальной концентрацией компонентов следующего состава в г/л:
| Хлористый натрий | 300 |
| Сахар | 200 |
| Синтанол ДС-10 | 3 |
Для чернения методом электронатирания использовали электрод-инструмент с площадью 1 см 2 , площадь детали 2,7 см 2 . Применяли плотность переменного тока 6 А/см 2 . Скорость движения электрода-инструмента поддерживали в диапазоне 7-9 м/мин. Наносили покрытие круговыми движениями, так как при этом происходит лучшее перемешивание электролита, кроме того, при поступательном движении на краях происходит секундная фиксация, что увеличивает возможность образования пригара. Общее время обработки 90 секунд. Покрытие получилось ровным, гладким, черным. Время появления первых очагов коррозии в 12% водном растворе морской соли увеличилось в 5,3 раза по сравнению со стальными образцами из стали Ст3кп без покрытия.
Таким образом, варьируя концентрацию компонентов электролита, время обработки и плотность тока в предлагаемых диапазонах, можно получать покрытия от темно-серых полублестящих до матовых, насыщенно радикально-черных. Покрытия можно полировать и при необходимости таким способом повысить степень их блеска.
1. Способ электрохимического чернения стального изделия, включающий нанесение покрытия электрохимической обработкой в ванне с электролитом, отличающийся тем, что покрытие наносят при плотности переменного тока 0,6-1,0 А/см 2 , а электролит содержит, г/л:
| хлористый натрий | 250-300 |
| сахар | 100-200 |
| синтанол ДС-10 | 1-3 |
2. Способ электрохимического чернения стального изделия, включающий нанесение покрытия электрохимической обработкой, отличающийся тем, что нанесение покрытия осуществляют электронатиранием электрод-инструментом, содержащим электрод из хромированной стали с кримпленовой тканью с полостью для электролита, содержащего, г/л:
Чернение стали в домашних условиях – выбираем способ
Для того, чтобы защитить железо от коррозии, сегодня активно используют воронение, как заводское, так и кустарное, которое делится на разные виды, в том числе чернение углеродистой и низколегированной стали в домашних условиях.
1 Что вам дает воронение металла?
Большинству марок стали свойственно ржаветь, очаги коррозии возникают при малейшем контакте с водой, если поверхность после этого не вытирается промасленной ветошью. Даже при повышенной влажности воздуха сталь может очень быстро покрыться ржавчиной. По большей части металл покрывают антикоррозийной краской, путем напыления или нанося кистью. Но это не подходит для резьбовых соединений, а также для подвижных деталей. Поэтому нередко для защиты от коррозии применяют воронение, которое также называют чернением либо синением стали и, если обратиться к техническим терминам, оксидированием.

Иными словами, создаются условия для того, чтобы на поверхности металла образовалась пленка окиси железа, толщина которой может варьироваться от 1 до 10 микрометров, в зависимости от способа обработки. Воронение по типу воздействия на металл делится на термическое, кислотное и щелочное, то есть в последних двух вариантах металл погружается в соответствующий раствор. При нагреве на поверхности стали сменяются так называемые цвета побежалости, приблизительно то же происходит и при гальванической обработке в кислотной либо щелочной ванне. Нужно просто выбрать нужный цвет окисления и на нем остановить воздействие на поверхность стали.
Смена цветов побежалости связана с увеличением толщины слоя окислившегося металла. Самая тонкая пленка образуется на стадии возникновения желтого цвета, по мере того, как толщина ее будет расти, друг друга сменят бурый, вишневый, фиолетовый, а затем синий и серый цвета. Но последний вовсе не означает, что вы приблизились к тому, что называют чернением. Ведь воронение охватывает практически все цвета побежалости, начиная с бурого.
2 Синение стали – рецепты разной степени сложности
При длительном нагреве, после того, как накал металла минует белую стадию, а затем желтую, бурую и фиолетовую, поверхность стали окрасится в красивый светло-синий цвет, постепенно сменяющийся темным. Именно на термообработке основан самый простой метод синения, и именно с него мы начнем перечень существующих способов оксидирования. Для получения качественного воронения в домашних условиях вам понадобится горн, желательно с автоматическим поддувом, в крайнем случае можно использовать обычную металлическую бочку, заполненную наполовину рубленым хворостом.

Металлический ящик под размер детали наполняем мелким березовым углем и помещаем в хорошо разогретый горн или в бочку с горящими щепками. Когда уголь нагреется и начнет тлеть, укладываем в него обтертую уксусом и высушенную стальную деталь, после чего следим за этапами ее каления. В самом начале появления синевы вытаскиваем заготовку и слегка остужаем на воздухе, одновременно очищая мягким углем. Затем снова помещаем в ящик. Повторив эти манипуляции несколько раз, и в конце доведя каление до явственной синевы, вы получите прочную окисную пленку.
Другой способ – с применением специального раствора и без термообработки. Для него вам нужно раздобыть всего 2 реактива: по 2,5 грамма гексацианоферрата калия, в народе именуемого красной кровяной солью и являющийся мощным окислителем, а также полуторахлорное железо. Оба ингредиента прекрасно растворяются, поэтому смело заливаем каждый в отдельной емкости 0,5 литра воды, после чего объединяем получившиеся жидкости в единую смесь. Именно в нее и помещаем стальную деталь, которой нужно придать антикоррозийную устойчивость. Когда поверхность металла достигнет нужного окраса – извлекаем деталь из ванны и обсушиваем.
Существуют и более сложные методы синения, но мы обратимся к тем, что попроще. Оксидирование можно осуществлять не только растворами, но и расплавами различных веществ. В частности темно-синий цвет стальному изделию можно придать, погрузив его в расплавленную серу, в которую предварительно, после перехода в жидкое состояние, замешивается небольшое количество сажи. Второй вариант – расплав селитры, получаемый при ее нагреве до температуры свыше 320 градусов. Если выдержать в такой ванне стальное изделие, оно покроется равномерной темно-синей пленкой.
3 Воронение стали в буром спектре
В некоторых случаях вполне достаточно добиться образования на поверхности стальной детали окисной пленки коричневого цвета, оттенки которого могут быть различными, в зависимости от примененных веществ. Самый простой рецепт основан на все том же ингредиенте, который рассматривался нами ранее, а именно – нам нужно полуторахлорное железо в количестве 100 грамм, а также килограмм оливкового масла. Смешиваем данные компоненты и получаем пасту, которой следует равномерно покрыть стальное изделие. Затем, через несколько часов, поверхность шлифуется металлической щеткой-крацовкой. Цикл повторяется несколько раз.

Еще один вариант отчасти похож на предыдущий. Но для процесса оксидирования в домашних условиях, помимо оливкового масла в количестве 0,5 килограмма, вам понадобится столько же треххлористой сурьмы. Второй ингредиент, по сути, тоже относится к маслам, поэтому, смешав составляющие, вы получите своеобразную мазь. Покрываем ею стальное изделие и оставляем на сутки. По истечении указанного срока протираем поверхность металла шерстяным лоскутком и снова на сутки наносим мазь. Заключительным этапом снова станет протирка шерстью и полировка вощеной щеткой.
Можно еще больше упростить состав, с помощью которого на сталь наносится бурая антикоррозийная пленка. Для этого достаточно сделать раствор для погружения в него металлического изделия на определенное время. Вам необходимо запастись только полуторахлорным железом, которое добавляется в количестве 150 граммов в литр воды или же отмеряется 0,2 килограмма и смешивается с литром 90-процентного спирта. В такую ванну стальное изделие достаточно обмакнуть несколько раз, при погружении следя за изменением цвета поверхности.
4 Рецепты оксидирования стали в благородные серый и черный цвета
Сталь, которая приобретает различные оттенки серого в результате воронения, смотрится красиво, при этом получается достаточно прочная пленка окисленного металла, защищающая от возникновения ржавчины. Получить окрас в данном спектре можно простым способом, который, впрочем, доступен только для небольших изделий. Вам понадобится 70 грамм азотнокислой меди и 30 грамм денатурата, первый реактив относится к солям, второй является спиртом.

Раствор лучше делать с подогревом соли до ее расплавления с добавлением денатурата после снятия с огня емкости (желательно, чтобы это была химическая фарфоровая чашечка). Составом обмазываем стальное изделие и нагреваем над огнем, положив на лист жести. Следующий сложный рецепт подходит для оксидирования металла в серый цвет. Данный процесс, при значительной продолжительности, может перейти в холодное чернение обычной и нержавеющей стали, которое проще всего осуществлять в домашних условиях.
Компоненты нужны следующие: 24-процентная соляная кислота – 120 грамм, 90-процентный спирт и вода – по 100 грамм, сулемы – 40 грамм и в 2 раза меньше хлористого висмута с хлорной медью. Смешиваем кислоту и воду, добавляем спирт и делим получившуюся жидкость на 3 равные части. Последние 3 компонента, относящиеся к солям, высыпаем по отдельности в каждую часть раствора и потом смешиваем все в одной емкости. В получившуюся ванну погружают на полчаса стальное изделие, после чего извлекают и кипятят в чистой воде. При необходимости процесс повторить.

Внимание, для собственной безопасности вливайте кислоту в воду, но никак не наоборот, во избежание возникновения бурной реакции, сопровождающейся выплескиванием реагента.
И, наконец, рецепт непосредственно для чернения. По сути, отличного результата можно добиться, лишь обмазав стальное изделие льняным маслом, воском либо животным жиром и хорошо прокалив в огне. В результате обжига на поверхности металла образуется устойчивая черная пленка. Однако, гораздо эффективнее использовать предварительное погружение стали в ванну со следующим раствором: на литр воды кладется 100 грамм медного купороса и добавляется 10 грамм нашатыря. Обмазав очищенный и обезжиренный металл данным составом, и прокалив в огне, вы получите сначала черно-бурую пленку, а после повторного окунания и каления – черную.
Какие существуют средства и способы для самостоятельного воронения металла?
Чтобы изделие без окрашивания могло служить в течение длительного времени, для защиты от коррозии используют воронение металла в домашних условиях. Подобный способ обработки создает на поверхности деталей тонкую оксидную пленку. Она не пропускает влагу (Н₂О) и газы (СО и О₂) к открытому металлу (в реальных условиях происходит химическая реакция по снижению содержания углерода с понижением твердости).
Оксидирование идет так, что железо проявляет двухвалентные свойства. На поверхности образуются окислы или формируется слой из нерастворимых солей. Только при наличии сильных кислот образовавшаяся пленка может быть растворена.
- Причины коррозии металла на открытом воздухе
- Что дает воронение стали?
- Как проводить оксидирование металлов в домашних условиях?
- Выбор технологии для воронения деталей
- Подготовка к воронению в домашних условиях
- Щелочное воронение стали
- Кислотное воронение стальных заготовок
- Рецепт № 1
- Рецепт № 2
- Использование «Ржавого лака»
- Термическое воронение деталей
Причины коррозии металла на открытом воздухе
Совместное действие воды и кислорода происходит по схеме, где оба агрессивных вещества действуют на чистое железо: 4Fe + 6H₂O + 4O₂ = 4Fe(OH)₃.
В результате образуется гидроксид железа Fe(OH)₃, он имеет рыжий (оранжевый) цвет и обладает рыхлой структурой.

Углеродистая сталь при периодическом нагревании в окружающей среде теряет углерод, имеющееся в ней железо больше подвержено коррозии. Обезуглероживание стальных изделий идет по следующим химическим реакциям:
- Fe₃C + CO₂ = 3Fe + 2CO;
- Fe₃C + H₂O = 3Fe + H₂ + CO;
- Fe₃C + 2H₂ = 3Fe + CH₄,
где Fe₃C – цементит, одна из важных составляющих стали. Именно это соединение определяет прочность и твердость стальных изделий.
Для предотвращения коррозии и обезуглероживания изделия покрывают красками или грунтовками. Химическое воздействие сокращается в сотни раз. Но не всегда можно использовать жидкие или порошковые краски. Целая группа стальных деталей эксплуатируется без окрашивания:
- Холодное и огнестрельное оружие.
- Изделия, полученные в результате холодной ковки.
- Претензионные пары, работающие с газами и жидкостями.
Для них нужно использовать иной способ защиты.
Что дает воронение стали?
Некоторые неискушенные мастера часто не знают, что такое воронение металла. Подобным способом обработки пользуются довольно редко, полагая, что – это довольно сложная процедура. На самом деле любой изготовитель может добиться положительных результатов своими руками при минимальных затратах материалов и труда.
При химическом или термическом воронении на поверхности стали образуется окисная пленка толщиной от 1…3 до 10…15 мк. Толщина образовавшегося слоя во многом зависит от применяемой технологии. При выполнении данной операции достигаются основные цели:
- у стального изделия возрастает коррозионная стойкость;
- детали, прошедшие обработку, способны сохранять стойкость к агрессивному воздействию окружающей среды.
Если имеется действие щелочей, кислот и специальной термической обработки, то поверхность покрывается окисью,

Как проводить оксидирование металлов в домашних условиях?
На практике воронение выполняется по различным схемам:
- Термическая обработка деталей с последующим покрытием маслом.
- Нагревание до температур кипения в химических растворах.
- Окрашивание специальными составами, проникающими в поверхностный слой. Происходит диффузия покровного слоя с основой.
В домашних условиях можно реализовать любой из способов, только следует ознакомиться с особенностями технологии, а также подготовить нужное оборудование.
Выбор технологии для воронения деталей
Чтобы подобрать нужный способ воронения, желательно определиться по ряду определенных параметров и рекомендаций:
- В случае восстановления поврежденного покрытия следует определить величину имеющихся повреждений. Если нужно реанимировать ограниченные участки, где имеются царапины или небольшие потертости, выбор останавливают на щелочном способе получения оксидной пленки на поверхности металла.
- При значительном повреждении поверхности детали и наличии на ней коррозии придется полностью снимать имеющееся покрытие.
- У каждого изделия имеется определенная ценность. Исходя из этого, стоит прикинуть, как долго предполагается последующая эксплуатация. Если предмет будет большую часть времени проводить на стене в качестве экспоната, возможны простейшие химические способы обработки.
- Для изделий эксплуатируемых активно в походах, на открытом воздухе (ножи, предметы утвари или огнестрельное оружие) применяют термические способы с использованием масла.
- При выполнении работы под заказ многое зависит от цены, которую может оплатить заказчик. Дешевые заказы выполняются простыми способами, дорогие предусматривают использование более дорогих приемов воронения. При выполнении работы для сторонних заказчиков вопрос: «Сколько стоит?» – будет весьма актуальным.
- На стадии обучения придется за все платить самому. Любое профессиональное обучение затратно, но у самостоятельного познания основ профессии есть преимущество: знания приобретаются без дополнительной оплаты наставнику.
Подготовка к воронению в домашних условиях
При проведении работ по воронению с использованием химических препаратов придется использовать инструменты для очистки поверхности от загрязнений и разных видов жира. Можно производить работы вручную или использовать электроинструмент. Работу нужно выполнять на рабочем столе (верстаке или покрывать стол в квартире съемной столешницей). В самом помещении нужно иметь оснащение и определенные предметы защиты:
- Нужна рабочая емкость для воронения. Она должна обеспечивать полное погружение детали в раствор.
- Создать хорошую вытяжную вентиляцию и приток свежего воздуха. Над местом, где выполняются процессы желательно устанавливать зонд, тогда вредные пары не окажут влияния на человека.
- При работе нужна емкость из материала, который нейтрален к щелочам и кислотам. В ней должна находиться вода или раствор, способный быстро нейтрализовать применяемые препараты. Емкость изготавливается из пластика, стекла, фарфора или фаянса.
- Работу нужно выполнять в перчатках. Здесь понадобятся резиновые и другие типы перчаток, предотвращающие попадание растворов на руки. Они должны защитить и от возможного термического воздействия.
- Защита органов дыхания достигается использованием респираторов. При использовании крепких кислот понадобятся фильтры из активированного угля.
- Защита зрения достигается использованием защитных очков. Имеются специальные очки для работы с химическими реактивами, их продают в магазинах рабочей одежды.
- Фартуки и куртки из брезента защитят тело от попадания капель растворов.
Щелочное воронение стали
Самым простым способом нанесения оксидной пленки на изделия является щелочное воронение. Принцип действия основан на использовании каустической соды и натриевой селитры (используется в качестве удобрения). Оба компонента имеют выраженную щелочную реакцию.

Для обработки детали массой около 900…1000 г нужно иметь:
- 100 г каустической соды (NaOH);
- 30 г натриевой селитры (азотнокислый натрий NaNO₃).
- Растворяют компоненты в 100 мл воды. Если этого количества рабочего раствора недостаточно, то увеличивают количество жидкости, а также пропорционально – каустика и селитры.
- Раствор нагревают до 135…145 ⁰С (растворы солей кипят при температуре выше, чем кипит чистая вода).
- Деталь отмывают с мылом или слабой щелочью от возможных жирных пятен.
- Помещают на 30…35 минут в рабочий раствор, поддерживают высокую температуру. В горячем состоянии скорость образования пленки на поверхности стального предмета будет высокой.
- После завершения процедуры необходимо смыть остатки рабочего раствора.
- Протереть изделие растительным или техническим маслом.
- Потом тщательно протереть предмет ветошью, останется только тонкий слой масляной пленки, которая будет дополнительно защищать готовое изделие.
В результате поверхность металла получит черное с синеватым оттенком покрытие. Оно достаточно прочное, выдерживает небольшие механические воздействия.
Иная щелочная обработка возможна в растворах NaOH и КОН. Готовят раствор, в котором растворяется по 300…400 г каждого компонента. Минимальная концентрация щелочей 700 г на 1 л раствора.
Процедура обработку происходит по технологии, описанной выше. В этом случае получается пленка, у которой синевы несколько больше.
Кислотное воронение стальных заготовок
Перед началом кислотного покрытия очищают и отмывают заготовку. Можно обойтись чистым спиртом или раствором крепостью 40 % (обычной водкой). Некоторые используют уайт-спирит. Тампоном очищают поверхность от жирных пятен.
Рецепт № 1
Рабочий раствор для воронения:
- 2 г лимонной кислоты;
- 2 г щавелевой кислоты;
- 1 л воды.
- Раствор нагревают до температуры 120…125 ⁰С.
- Помещают в него изделие на 20 минут.
- После завершения деталь вынимают и промывают слабощелочным раствором. Можно использовать губку, смоченную в шампуни.
- Завершается обработка протиркой машинным маслом.
Изделие приобретает черный цвет с некоторым оттенком коричневого оттенка.
Рецепт № 2
Используются растительные дубильные вещества (танины). Их получают из ветвей дуба или ивы.
- ветви ивы или дуба (примерно 3 кг) варят в емкости объемом 10 л;
- через 3 часа после варки образуется раствор черного цвета;
- ветви вынимают из раствора;
- выпаривают раствор до 3 л. Получается концентрированная дубильная кислота. Для воронения применяется только часть раствора. Остатки концентрата заливаются в стеклянную емкость и закрывают плотной крышкой (может храниться до 3…4 лет).
- Используется 20…30 г дубильного концентрата на 1 л рабочего раствора.
- Для активации процесса проводят воронение лимонной кислотой, ее добавляют в состав рабочего раствора (2…3 г на 1 л воды).
- В готовый раствор кладут деталь, которую требуется воронить.
- Длительность процесса составляет 24..30 часов.
- Деталь после обработки вынимается и промывается.
- Машинным маслом протирается готовая деталь.
- С детали убираются остатки масла с помощью ветоши.
Использование «Ржавого лака»

В продаже реализуется «Ржавый лак». Его используют для поверхностного покрытия деталей:
- деталь протирается от остатков жира;
- покрывается лаком;
- растворителем на основе ацетона, например, № 646 смываются излишки лака с поверхности;
- это один из самых быстрых способов воронения с использованием готовых растворов.
Видео: воронение в домашних условиях.
Термическое воронение деталей
В промышленных условиях предпочитают выполнять воронение термическим способом. Обычно эту операцию совмещают с низким отпуском, который снимает внутренние напряжения внутри стальных изделий:
- Деталь в муфельной печи в течение 20…30 минут нагревают до температуры 180…220 ⁰С.
- Вынутую деталь протирают машинным маслом с помощью тампона. Желательно провести обработку всех поверхностей.
- При необходимости обработки повторяют.
- Обычно достаточно двукратной термической обработки для получения качественной вороненой поверхности.

Информация: на оружейных заводах, производящих огнестрельное и холодное оружие, используют термическое воронение. Покрытие на многих изделиях сохраняется более 100 лет. Пример, винтовки Мосина 1891 г. выпуска и револьверы Наган, выпущенные в конце 1888 г.
Воронение металла, стали в домашних условиях
 Воронение (чернение) металла, стали представляет собой покрытие поверхности специальным слоем. Оно придает изделию определенную окраску: черную, синюю или другую. При такой обработке появляется красивая тонировка. Однако метод широко используется благодаря своей практической пользе: покрытые особой пленкой предметы хорошо защищены от коррозии. Процесс давно получил распространение в промышленности. Некоторые применяют воронение в домашних условиях.
Воронение (чернение) металла, стали представляет собой покрытие поверхности специальным слоем. Оно придает изделию определенную окраску: черную, синюю или другую. При такой обработке появляется красивая тонировка. Однако метод широко используется благодаря своей практической пользе: покрытые особой пленкой предметы хорошо защищены от коррозии. Процесс давно получил распространение в промышленности. Некоторые применяют воронение в домашних условиях.
- Способы воронения
- Горячий метод
- Холодный способ
- Применение окислителей
- Некоторые особенности
- Секреты воронения
- Холодное воронение
- Рецепт с окислителем
Способы воронения
Существует несколько способов подобной обработки. В промышленности воронение осуществляется с помощью изменения структурного состава поверхности. Нанесение — специальным способом. В домашних условиях применять подобные технологии очень дорого или попросту невозможно.
Однако есть способы, позволяющие чернить сталь дома. Для этого не требуется промышленного оборудования. Все необходимое можно найти в магазине. Эти методы представлены ниже.
Горячий метод
 Горячий способ предполагает воздействие высокой температуры. Сначала металл просмаливают, затем обжигают, например, паяльной лампой.
Горячий способ предполагает воздействие высокой температуры. Сначала металл просмаливают, затем обжигают, например, паяльной лампой.
Принцип максимально прост и использовался еще в древности. Для работы достаточно даже обычной кухонной плиты. Под воздействием температуры верхний слой взаимодействует с кислородом.
Нагревание нужно осуществлять медленно, постепенно доводя до 400 °C. Поверхность становится сначала коричневой, а потом — черной. Потребуется масло: оливковое или оружейное. Важно рассчитать его количество и не переусердствовать. В противном случае будут пятна.
Способ в домашних условиях применяется реже остальных из-за технологии. Хотя он имеет преимущества:
- защитный эффект держится дольше, чем при холодном способе;
- безвреден для здоровья;
- требует малых затрат.
Перед беспламенным обжигом желательно обработать изделие специальным составом, в который входят:
- сера;
- консистентная смазка.
Соотношение компонентов один к двадцати соответственно. Наносится как можно более тонким слоем. В итоге защитная поверхность получается очень ровной.
Проверить качество воронения можно простым способом. Окунуть кисточку в обычную воду и провести по обработанной поверхности. Должна получиться пленка, но не капля.
Холодный способ
 Другой способ обработки — холодное воронение. Часто используется, если изделия нельзя подвергать серьезным нагрузкам. Занимает немного времени и также не потребует много денег.
Другой способ обработки — холодное воронение. Часто используется, если изделия нельзя подвергать серьезным нагрузкам. Занимает немного времени и также не потребует много денег.
Суть заключается в покрытии поверхности особым раствором, например, парижским оксидом. Наносят, как правило, кисточкой. Для большего эффекта изделие погружают в раствор. После процедуры изделие:
- Моют.
- Протирают ветошью. Ее необходимо смочить спиртом.
Применение окислителей
Есть метод с использованием расплавленных окислителей:
- нитратов;
- нитритов.
Такое чернение металла в домашних условиях предполагает погружение в расплав. Изделие находится в нем, пока поверхность не приобретет характерный цвет. При работе стоит помнить, что перечисленные вещества опасны для здоровья. Их можно заменить следующими растворами:
- горячими солевыми;
- щелочными.
Некоторые особенности
Воронение стали в домашних условиях не представляет ничего сложного. Окислители применяются для обработки и других металлических изделий:
- чугунных;
- медных, которые приобретают интенсивный красный цвет.
Есть ряд особенностей, которые желательно запомнить:
- Если изделия термочувствительные или закаленные, то их лучше не трогать. Воронение ухудшит характеристики.
- Для завершения процесса нужно не забыть помыть изделие специальным средством. После сушки иногда требуется смазка маслом.
- В магазинах нетрудно найти необходимые вещества, например, селитру, лимонную кислоту.
- Снять чернение также возможно. Для этого понадобится специальный карандаш.
- Перед началом необходимо зачистить поверхность и отшлифовать ее.
- Обезжирить особым раствором.
- Нужно не забыть про резиновые перчатки для защиты рук. К обработанному изделию нельзя прикасаться.
- Создать вентиляцию, вытяжку.
- Подобрать сосуд с подходящими свойствами. Объем должен позволять утопить обрабатываемое изделие полностью. Подойдет материал, не боящийся применяемых веществ: стекло, фарфор, нержавейка, фаянс.
Что касается цвета, то для некоторых изделий он также может быть важен. Можно получить различную окраску: от желтой до черной, ее оттенки. Поэтому, строго говоря, чернение и воронение — не одно и то же.
Чтобы добиться нужного цвета, придется дополнительно уточнить компоненты растворов либо обратить внимание на режим термообработки. Например, один из способов заключается в следующем:
- Берется азотнокислая медь (70 г) и спиртовой денатурат (30 г).
- Соль нагревают, пока она не расплавится.
- Добавляют денатурат.
- Этой смесью покрывают изделие.
- Нагревают до тех пор, пока не получится необходимый оттенок. Цвет будет меняться.
Секреты воронения
 Рецептов воронения существует много. Каждый мастер предпочитает свой, у кого-то могут быть хитрости. В древности нередко рецепты вороненой стали держали в тайне. Сегодня можно найти различные рецепты на любой вкус.
Рецептов воронения существует много. Каждый мастер предпочитает свой, у кого-то могут быть хитрости. В древности нередко рецепты вороненой стали держали в тайне. Сегодня можно найти различные рецепты на любой вкус.
Холодное воронение
Можно привести следующий пример холодного воронения дома:
- Берется литр воды (дистиллированной), два вида кислоты: 30% соляная (4 г), 69% азотная (13,5 г). Добавляется также хлорид железа трехвалентный (170 г) и сульфат меди двухвалентный (4 г).
- Смесью обрабатывают поверхность и оставляют на какое-то время. Чем дольше — тем лучше.
- Ржавчину убирают с помощью водяного пара и щетки.
- Все повторяется до тех пор, пока результат не окажется желаемым. Некоторые делают это до 10−20 раз.
Рецепт с окислителем
Для примера можно привести следующий рецепт щелочного раствора:
- Понадобится каустическая сода (400 г), азотнокислый натрий (10 г), вода (600 мл).
- Воздействовать смесь должна 30 минут или дольше.
- Затем поверхность хорошо моется, сушится, немного смазывается маслом. Если щелочь не смыть до конца, будет налет.
Во время работы следует соблюдать осторожность. Горячие вещества и химикаты способны повредить здоровью или испортить имущество. Важно не забывать про правильный подбор емкости, подходящую одежду и элементарную технику безопасности.

