Чем сверлить большие отверстия в металле?
Технология сверления больших и маленьких отверстий
Обзор технологии сверления отверстий в металле. Как вставить и вытащить сверло из дрели, или шуруповерта. Варианты использования смазки. Выбор режима работы в зависимости от материала. Сверление глубоких и больших отверстий. Высверливание точечной сварки.

Сверление отверстия в металле – распространенная технологическая процедура, которую можно выполнять с помощью различного оборудования. Методы выполнения работ различаются в зависимости от заданной глубины, диаметра, типа поверхности, а также необходимой точности.
Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
Рассмотрим основные виды отверстий и методы их обработки:
- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
- Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.

- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
Вторая заготовка должна быть выполнена из того же материала. В противном случае инструмент будет смещаться относительно оси сверления в сторону более мягкого металла.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.
Приспособления для облегчения процесса

В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.
Как правильно просверлить отверстие
Для получения качественного отверстия мастер должен знать особенности эксплуатации сверлильного инструмента, а также тонкости подготовки поверхности перед работой.
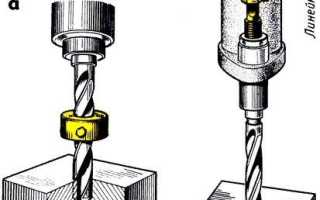
Как вставить или извлечь сверло из инструмента
Современные приспособления для сверления оснащены кулачковыми патронами. Они состоят из следующих элементов:
- металлического корпуса;
- зубчатого кольца, которое вращается вокруг внешней части патрона;
- кулачков, расположенных внутри узла;
- зажимного ключа.
Кольцо вращается вокруг оси приспособления. В процессе движения кулачки сближаются, зажимая хвостовую часть сверлильного инструмента. Так вставляют сверло в дрель. Такая конструкция отличается высокой надежностью благодаря простоте исполнения. Кроме того, она позволяет использовать сверла любого диаметра. Чтобы вытащить сверло из дрели, необходимо повернуть кольцо в обратную сторону. Кулачки разойдутся, что позволит достать инструмент.

Профессиональные дрели оснащают быстро- или самозажимными патронами. Их конструкция схожа с аналогичными узлами перфоратора. Вместо зубчатого кольца используется подвижная гильза, вращаемая вручную. Некоторые модели имеют ограничитель сжатия кулачков.
Разметка будущего отверстия
Для повышения точности работ используют технологию предварительного сверления. При смещении от центра с помощью зубила делают насечки, которые направляют сверло в нужную сторону.
Шаблон удобно использовать при обработке нескольких заготовок. Например, для одновременного сверления нескольких листов, соединенных струбциной.

Для получения точного отверстия, расположенного под определенным углом, используют специальные кондукторы. Они представляют собой планку небольшого размера с шаблонами для отверстий. Кондукторы применяются во многих отраслях промышленности. Сейчас существует множество видов, среди которых:
- накладные;
- поворотные;
- универсальные;
- скользящие;
- закрепляемые.
Выбор режима и скорости
Красивая и длинная стружка говорит о том, что параметры сверления выбраны правильно.
Можно ли использовать победитовое сверло
Победит представляет собой твердый сплав на основе карбида вольфрама и кобальта. Его твердость сопоставима с алмазом.
Победитовая напайка на сверлах используется для дробления прочных материалов: камня, кирпича или бетона. Учитывая тот факт, что сверление отверстий в металле основано на принципе резания, лучше использовать классические приспособления из инструментальной стали.
Использование победитового сверла для обработки металлических изделий приведет к быстрому износу напайки.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Как и чем сверлить глубокие отверстия
Необходимо следить за своевременным удалением побочных продуктов сверления. Они способны закупорить каналы и привести к поломке сверла. Небольшую заготовку можно просто перевернуть – стружка под действием силы тяжести выпадет из отверстия. Для массивных деталей существуют специальные приспособления с магнитными наконечниками.
Для домашних работ лучше приобрести направляющие для дрели. Это удобный опорный механизм, который неподвижно фиксирует инструмент, что позволяет сверлить отверстия с высокой точностью.
При отсутствии направляющей необходимо внимательно следить за перпендикулярностью расположения сверла. Малейшее отклонение способно сломать инструмент или повредить обрабатываемую деталь.
Особенности сверления отверстий большого диаметра
Просверлить отверстие большого диаметра – достаточно сложная задача даже для опытного токаря. Как было сказано выше, в качестве рабочего инструмента используется конусно-ступенчатое сверло или корончатая насадка.
Альтернативный способ сверления большого отверстия в металле заключается в использовании нескольких сверл с переходом от меньшего к большему.
Специалисты рекомендуют использовать коронки. Несмотря на высокую себестоимость процедуры, она позволяет получить более точные отверстия.
Способы высверливания точечной сварки
Сверла для высверливания точечной сварки – самый эффективный и аккуратный способ разъединения элементов. Работы выполняются на малых оборотах. В противном случае сверло быстро перегреется, что снизит остроту режущих кромок.
Диаметр инструмента не превышает 9 мм. От классической конструкции сверла отличаются специальными выступами, которые заточены под конус. Это позволяет выдержать угол 90º в процессе сверления детали. Таким образом, отсутствует необходимость в выполнении центровки.

Некоторые мастера предпочитают использовать режущие коронки. Они объясняют свой выбор тем, что острие сверла хуже прорезает закаленную часть точечной сварки.
Сверление отверстий в металле – достаточно сложная процедура, которая не терпит нарушений технологических требований. Режим выполнения работ зависит от диаметра и типа отверстия. Как вы считаете, можно качественно выполнить работу с помощью ручного инструмента без вспомогательных приспособлений? Напишите Ваше мнение в блоке комментариев.
Сверление больших отверстий в металле: способы и инструменты
Сверление отверстий, диаметр которых превышает 20 мм, при наличии традиционного инструмента и оборудования всегда проблемно. Для толстолистового металла в строительстве часто используют автогенные резаки, которые не позволяют получать качественные и точные отверстия. Используют (практически с тем же успехом) и установки для газопламенной резки. Между тем для получения отверстий большого диаметра можно использовать даже ручной электроинструмент, не говоря уже об альтернативных способах обработки.

Почему иногда не работают механические способы
В технологии машиностроения большими считаются отверстия, отношение диаметра которых к толщине материала составляет 1 и более. Практически в строительстве проблемно сделать отверстие и с меньшим соотношением размеров. Причинами этого являются:
- Затруднённый теплоотвод из зоны сверления, в результате чего инструмент сильно перегревается.
- Проблемы с удалением стружки.
- Существенные осевые нагрузки на механизм подачи (при сверлении на станке), либо на руки работающего – при ручном резании.
- Резкое увеличение подачи может привести к падению оборотов электродвигателя и к его быстрому выходу из строя.
Добавим, что и стойкость сверл (даже твердосплавных) при такой разновидности сверления металла также неудовлетворительна. Менее значительны сложности со сверлением отверстий большого диаметра в заготовках из древесины, но и здесь возникают трудности — с удалением стружки.
С другой стороны, сверление (особенно в условиях единичного производства) отличается минимальными затратами на необходимый инструмент и оснастку. Обычно применяются следующие технологии:
1. Кольцевое высверливание отверстий малого диаметра, которые располагаются соосно главного. Промежутки ликвидируются последующим спиливанием излишков металла. Способ крайне малопроизводительный, поэтому пригодится только при разовых работах подобного рода.
2. Использование конических сверл, имеющих несколько кольцевых зон определенного диаметра. Погружением сверла в металл производят постепенное сверление с последующим увеличением диаметра отверстия. Недостаток варианта в том, что такие сверла весьма дороги, а потому рентабельны при большом объеме соответствующих работ.

3. Обработка корончатыми сверлами, при помощи которых высверливается только кольцеобразный объем металла, а основная часть остается без механического воздействия. Способ не только высокопроизводителен, но и оставляет для повторного применения высверленный металл – отход можно использовать в качестве подкладок, опор, привариваемых оснований станин.
Все указанные варианты используются также при глубоком сверлении, когда работающего ожидают те же трудности – нагрев инструмента и проблемы с удалением стружки. Здесь необходимо обеспечить хороший отвод выделяющегося тепла от металлической заготовки, поэтому обязательно использование смазочно-охлаждающих жидкостей, а также сверл, оснащенных твердосплавными пластинами. Причина в том, что теплопроводность таких материалов ниже, а теплостойкость, наоборот, выше, чем для всех марок инструментальных сталей, применяемых для изготовления данного инструмента.
Технология и оснастка для сверления отверстий большого сечения
Представляют собой инструмент, выполненный в виде совокупности постепенно уменьшающихся к острию цилиндрических участков, соотношение диаметров между которыми принимается таким образом, чтобы снизить усилие при переходе от меньшего диаметра к большему. Сверла обычно изготавливаются двухзаходными, поскольку не предназначены для применения в толстолистовом металле: рекомендуемая толщина заготовки в месте сверления не превышает 2-5 мм, причём последнее касается пластиков.
Номенклатура конических сверл ограничивается диапазоном 6-30 мм, поскольку при снижении данного размера острие быстро тупится, а обработка более крупных отверстий приводит к резким увеличениям нагрузок на привод (для станка) или на руки работающего (если используется ручной электроинструмент).

Особенность конструкции конических сверл состоит в том, что они выпускаются с двумя исполнениями хвостовиков – круглым и шестигранным. Последний вариант более предпочтителен, поскольку при постоянно возрастающих усилиях инструмент с круглым хвостовиком может проскальзывать в патроне. Это увеличивает опасность поломки, и снижает производительность операции. Вместе с тем такие сверла имеют и ряд преимуществ:
- Сделать отверстие можно постепенно, без образования заусенцев и острых кромок.
- Наличие цилиндрических площадок позволяет получать несколько отверстий различного диаметра, используя только одно сверло: достаточно контролировать величину осевой подачи. Это затруднительнее сделать для ручного электроинструмента, поэтому, применяя данный способ, стоит запастись ограничителями перемещения инструментальной головки или патрона.
- При сверлении конической ступенчатой оснасткой сила резания растет постепенно, поэтому стойкость сильно не снижается. Иное дело – применение гладких конических сверл: они, хотя и проще конструктивно, но требуют (при ручной подаче) значительных усилий.
- Инструмент пригоден не только для того, чтобы просверлить большое отверстие в металле, но и для производства таких операций как рассверливание, растачивание или зенкование.
- Поскольку боковые поверхности конических сверл имеют пазы, их можно применять для получения сквозных пропилов в металлических заготовках.
Используя инструмент, необходимо применять пониженные скорости вращения шпинделя и предварительно проверить биение головки. Первое предупреждение связано с возрастанием усилия сверления, а второе – с появлением опасных для инструмента напряжений изгиба.
Относятся к оснастке универсального назначения, ибо для установки такого сверла подойдут обычная дрель или шуруповерт. Корончатое сверло состоит из следующих частей:
- Торцевой центровочной насадки, которая производит предварительное сверление отверстия. Опираясь на него, коронка начинает свое действие.
- Хвостовика.
- Собственно коронки.
- Крепежных болтов.
Из-за сборной конструкции корончатые сверла могут использоваться для получения отверстий разного диаметра: достаточно снять одну коронку, и установить другую. Важно, чтобы конечное значение вращающего момента и осевого усилия не превышало тех границ, на которые рассчитана оснастка и оборудование.
Корончатые сверла отличаются не только высокой производительностью, но и повышенной долговечностью. Они достаточно жесткие, концентраторы напряжений в них отсутствуют (нет спиральных канавок), а нагрузка распределяется только по кольцевой линии реза металла.
Последовательность получения отверстия с применением корончатого сверла заключается в том, что вначале необходимо сделать центровочное отверстие, а затем – основное. Поэтому рабочий ход шпинделя несколько увеличивается.
Описанный специальный инструмент отличается высокой ценой, причем наибольшим доверием пользователей пользуется оснастка, производимая торговой маркой Bosch. Гнаться за китайскими поделками, привлекающими своей более низкой стоимостью, крайне не рекомендуется.
Как сделать отверстие большой глубины
Подобные операции выполняются для получения отверстий, глубина которых в 10 и более раз превышает диаметр. Проблемы при глубоком сверлении заключаются в следующем:
- При увеличении длины режущей части соответственно растут напряжения изгиба, в то время, как жёсткость длинного сверла по металлу снижается.
- Затрудняется удаление стружки, которая может заклинить инструмент в глубоком отверстии.
- Биение сверла приводит к несоосности получаемого отверстия.
Поскольку обычное сверление глубоких отверстий сопряжено со значительными усилиями резания, то на практике используют метод кольцевого сверления, подобный тому, как действует корончатый инструмент. В результате операции по оси металлической заготовки образуется цилиндрический стержень, для удаления которого используется механическая или электрофизическая отрезка.
Наиболее рациональная технология глубокого просверливания:
- Вначале получают центровочное отверстие диаметром до 3-4 мм.
- Для эффективного глубокого воздействия основной инструмент периодически перемещают вверх, для того, чтобы облегчить удаление стружки и охладить оснастку.
- Для принудительного удаления стружки из полости можно использовать подачу смазочно-охлаждающей жидкости. Эффективно применение пневмосдувателей (если вблизи имеется источник сжатого воздуха).
- При необходимости проводить глубокую обработку сплошных полостей используют полые перьевые сверла, внутри которых имеется кольцевое отверстие. Их может быть несколько, если диаметр получаемого отверстия превышает 100 мм.
Пробивка отверстий прессом ПРГО-60А
Способ применяется для получения отверстий в листовых заготовках, толщина которых не превышает 3-4 мм. В качестве оснастки применяется компактный гидравлический инструмент, например, пресс ПРГО-60А Калужского электротехнического завода. Конструкция пресса адаптирована под получение отверстий определенных диаметров, которые чаще всего используются в электротехнических сборках. Однако подобное оборудование с успехом может использоваться также в строительстве и быту.
Пресс ПРГО-60А состоит из:
- Ручного плунжерного насоса.
- Накачивающей рукоятки.
- Рабочей головки.
- Центрирующей резьбовой шпильки.
- Сменного комплекта инструментальных головок, представляющих собой сопряженную пару «пуансон-матрица».
Все элементы размещаются в алюминиевом корпусе, который имеет три различных исполнения: прямое (основное), под углом, и с вращающейся шаровой головкой.
При использовании данного оборудования требуется предварительно сделать в металле отверстие диаметром 4 мм, в которое вставляется шпилька (основная часть пресса при этом располагается с противоположной стороны листа). В шпильке закрепляется головка, после чего при помощи рукоятки в полость насоса нагнетается рабочая жидкость. К пуансону прикладывается давление, достаточное для среза металла по линии контакта с матрицей. После отделения отхода выполняется еще 1-2 качания, чтобы удалить отход из матрицы. Головка снимается со шпильки, а пресс удаляется из пробитого отверстия.
Процесс пробивки отличается хорошим качеством кромок и производительностью, отсутствием теплопотерь, высокой стойкостью оснастки. Физических усилий от оператора также не требуется. Некоторым ограничением является то, что, в случае необходимости расширения номенклатуры получаемых отверстий, требуется заказ дополнительных пар пуансонов и матриц.
Технические характеристики пресса ПРГО-60А:
- Количество инструментальных головок – 8 (на 16,2; 18,6; 20,5; 22,5; 28,3; 37,0 и 47,0 мм);
- Наибольшая толщина стального листа – 3 мм (для алюминия допускается 4 мм);
- Наибольшее усилие пробивки – 100 кН;
- Масса пресса в комплекте — 2 кг.
Инструментальные головки совместимы с аналогичными приспособлениями (например, МНПО-MG, МНПО-PG, МПО).
отверстие большого диаметра в металле?
Доброе время суток!
подскажите плз, чем аккуратно проделать 30 отверстий диаметром 20 мм в конструкционной стали толщиной 4 мм. фрезеровать-нет возможности. точность — желательно в пределах 1 мм. раньше были приблуды типа перьевых сверел (как по дереву). по-моему, называлось цифенбор?
я ничего не путаю? или центробор? мож кто подскажет, где в Киеве можно найти подобную приспособу?
заранее спасибо! или будут какие предложения по альтернативной технологии?
2oleg555 У нас это называлось балеринкой. Купите лучше коронку
Дорогой коронкой. Что-нить от Боша. Режет офигенно. От перегрева смазывать слегка.
ПыСы: а что, сверла уже совсем отменили?
нет, к счастью, сверла все еще легитимны, вот тока в своих запасах не могу найти сверла толще 16 мм. а раз уж нуна шо-то новое искать, то шоб наверняка!
Ну тогда фиг иво. Но хорошее сверло(старых оборонных запасов) на рынке будет дешевле минимум вдвое бошевской коронки.
2*Pasha* К сверлу на 20 еще станок сверлильный надо
только мне не рассказывайте, ладно? Вполне нормальным шуром крутится на пониженной.
Т.е. подразумевается(я надеюсь), что будет не коловорот 
ага, иманно коловоротом и буит вертецца 8-))
а больше вариантов не буит?
2*Pasha* И много отверстий диметром 20 в стали толщиной 4мм вы насверлили «шуром на пониженной»? Только честно
Маленьких коронок с направляющим сверлом не видел,так что станок(стойка) полюбому.
Коронки китайские(биметал) недорого.
сухов написал :
Маленьких коронок с направляющим сверлом не видел,
да не проблема есть даже 16мм
» >
*Pasha* написал :
только мне не рассказывайте, ладно? Вполне нормальным шуром крутится на пониженной.
Т.е. подразумевается(я надеюсь), что будет не коловорот
)) это если у сверла на 20 хвостовик проточен под патрон шуруповерта или у вас на шуруповерте патрон 20мм?
кроме того — не задумывались отчего на ручных дрелях, перфораторах, даже высокомоментных шуруповертах пишут «steel: 13mm» ? ведь мощности то у всех разные, а тут такое ограничение )
все-таки — сверлом на 20 сверлить с рук — это крайний случай, не рекомендую.
тут блин и на 10-12мм ничего приятного нет.
2ломастер Так это пружинка чтоб доннышко выбивать,может и есть центровочное сверло но я не разглядел.
сухов написал :
Так это пружинка чтоб доннышко выбивать,может и есть центровочное сверло но я не разглядел.
там и пружинка и сверло есть и какава с молоком, это же BOSCH
коронка сама будет стоить 335 руб, сам держатель со сверлом -420 р.
2oleg555 Ступенячатое сверло возможно поможет. Вроде этого — » > Но дорого.
Сверлом на 20 с проточенным хвостовиком под патрон, на низких оборотах мощной дрелью или перфоратором в безударном режиме. Под сверло лить масло. Можно просверлить более тонким сверлом, а потом рассверлить 20.
Сверла можно найти на рынках с проточенной задней частью.
Начинать надо с тонких сверл, потом рассверливаем более толстыми. Пытаться СРАЗУ просверлить сверлом на 20 — ИМХО не нужно, кроме коронок.
всем откликнувшимся- огромное спасибо! кум подогнал сверлышко из старых запасов — на 20 с проточенным хвостовиком. проблема кажись решена. на выходных буду «вкалывать»
oleg555 написал :
на 20 с проточенным хвостовиком. проблема кажись решена. на выходных буду «вкалывать»
предлагаю сверлить перфом , там хоть муфта есть.
ломастер написал :
предлагаю сверлить перфом , там хоть муфта есть.
очень, очень полезная штуковина! (убедился на собственной шкуре)
главное что б муфта была жестковата, что б не срабатывала от самого сверления.
oleg555 написал :
подскажите плз, чем аккуратно проделать 30 отверстий диаметром 20 мм в конструкционной стали толщиной 4 мм.
сверлить подобное количество дырок данного диаметра с рук — жесть, если возможно найдите сверлильный станок — с максимально низкими оборотами ( спиральные сверла 20мм при большой скорости очень быстро теряют остроту кромок и скорость сверления падает в разы, придется перетачивать почти после каждой дырки)
в крайнем случае мощная низкооборотная дрель 1-2кВт с двумя диаметрально расположенными около шпинделя ручками + помошник (один давит второй держит).
johnlc написал :
в крайнем случае мощная низкооборотная дрель 1-2кВт с двумя диаметрально расположенными около шпинделя ручками + помошник (один давит второй держит).
Включать дрель должен тот который держит, что бы успеть выключить когда его начнёт наматывать.
Тот который давит, должени снижать давление на выходе, что бы не намотало того кто держит.
Чем и как сверлить глубокие и большие отверстия в металлических деталях
Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка. Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.

- Особенности создания
- Приспособления для дрелей
- Особенность глубоких отверстий
- Особенность отверстий большого диаметра
- Сверление без лишних хлопот
- Конусное сверло
- Коронка по металлу
- Пресс для отверстий
Особенности создания
Во время сверления необходимо учитывать, что корончатая или ступенчатая конусная насадка должна подбираться таким образом, чтобы она имела меньший диаметр, чем создаваемое отверстие.
При использовании различных инструментов также необходимо учитывать их особенности. Например, при рассверливании конусными изделиями получаются ровные кромки.
Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
- Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
- Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.
- Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ. Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Используя указанные изделия, можно значительно облегчить процесс высверливания металлических изделий.
Особенность глубоких отверстий
Чтобы просверлить в металле глубокое отверстие лучше всего использовать токарный станок. Во время данного процесса обязательно производить охлаждение. При этом стружка должна принудительно отводиться. Периодически инструмент извлекается из заготовки для удаления стружки.
При работе без специализированных приспособлений не стоит утапливать насадку более чем на 2/3 ее длины. Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.

Особенность отверстий большого диаметра
Данная процедура является более сложной, чем глубокое сверление. Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Также сверление может производиться стандартными изделиями в несколько этапов. Для этого сначала используется насадка небольшого диаметра. Затем осуществляется выбор более крупного инструмента.
Наиболее удобным способом является использование конусных сверл. Такие приспособления позволяют за один подход рассверлить отверстие большого размера. Для этого инструмент просто утапливается в материал.

Сверление без лишних хлопот
Во время работы можно использовать насадку небольшого сечения, а также использованный зачистной круг для болгарки. Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.
Перед проведением работ на заготовке размечается окружность для отверстия, а вторая окружность будет меньше первой на расстояние, равное диаметру используемого сверла. После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления. Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить. Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е. не расширять запланированный диаметр.
Конусное сверло
Изготавливаются описываемые типы сверл из инструментальной стали. Хвостовики таких изделий могут быть шестигранными и цилиндрическими. Режущая кромка снимает все заусенцы, поэтому кромка получается ровной. На конце сверлильной головки имеется заточенная вершина, которая позволяет производить предварительное сверление материала.
Используя такие изделия можно:
- производить создание пропилов диаметром до 30 мм;
- забыть о неровных краях;
- проводить растачивание различного диаметра, не меняя насадку.

Благодаря ступенчатым сверлам можно создавать пропилы различного диаметра в листовой стали толщиной до 4 мм. В отличие от простого конусного сверла при использовании таких изделий просверленный диаметр является фиксированным.
К недостаткам можно отнести:
- необходимость в применении инструмента с малыми оборотами и высоким крутящим моментом;
- чувствительность даже к небольшим перекосам.
Несмотря на указанные недостатки, данная насадка позволяет удобно работать с металлическими пластинами, быстро высверливая окружности нужного диаметра.
Коронка по металлу
Обработка металла является сложным процессом, поэтому подобные работы обычно производятся при использовании специализированного оборудования. Чтобы производить работу в бытовых условиях, можно использовать корончатые сверла.
Подобные изделия позволяют сделать края круглыми и отцентрированными. При этом для сверления используется стандартная дрель. Изделия состоят из нескольких частей:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты, которые необходимы для закрепления.

При использовании корончатого сверла скорость проведения работ увеличивается до 10 раз. Также к преимуществам можно отнести возможность точно сверлить в диапазоне от 1,2 до 15 см.
При этом во время сверления не нужно производить центровку. Также стоит отметить, что такие сверла по сравнению со спиральными имеют более высокую износоустойчивость.
Перед началом работы производится установка центровочного сверла в центр окружности, после чего и осуществляется сверление. После этого происходит втягивание сверла и работа осуществляется коронкой.
Пресс для отверстий
Одним из распространенных способов является пробивка при помощи специального пресса. Это происходит следующим образом:
- Сначала заготовка укладывается на стол пресса и захватывается несколькими зажимами.
- Затем металл перемещается под пробивной инструмент. На данном этапе происходит дополнительное закрепление материала при помощи прижимного кольца.
- На последнем этапе и происходит пробитие при помощи пуансона.
В револьвере может быть несколько насадок различного диаметра, что позволяет быстро создавать пробоины разного диаметра. Такое оборудование обычно не применяется для работы с металлом в бытовых условиях.
Если работы планируется производить в домашних условиях, следует выбрать универсальный инструмент. Это позволит легко обрабатывать металл, не заботясь о приобретении дополнительных деталей. Подробно с технологией процесса познакомит представленное видео.
Рекомендуем также к прочтению:
Что нужно знать о сверлении отверстий в металле
Закрепить металлический лист или деталь можно с помощью разнообразных крепёжных элементов. Однако для них нужно сделать дырки. Сверление отверстий в металле требует от человека использования специальных инструментов. Чтобы провести работу без затруднений, нужно уметь выбирать оборудование и работать с заготовками разного размера.
 Сверление отверстий в металле
Сверление отверстий в металле
Типы оборудования
Сверление начинается с подготовки инструментов для работы. Делать дырки можно с помощью шуруповёрта, дрели или специального сверлильного станка.
Чтобы сделать дырку, необходимо подобрать соответствующее оборудование. Для металлических заготовок нужно выбирать специализированную оснастку, которая подходит именно для этого материала. Связано это с тем, что оборудование для дерева, бетона или керамической плитки имеют разную заточку и форму. Оснастка для металлических изделий маркируется буквами HSS.
Рабочая часть инструмента покрывается нитрид-титановым покрытием, которое увеличивает их прочность и износоустойчивость. Для твердых сталей используется другая оснастка, которая обозначается P18. Прочность инструмента увеличивается при добавлении в его состав кобальта. Пример маркировки — Р6М5К5.
Чтобы сверлить легированную сталь, используются сверла, у которых наконечник изготовлен из твердого сплава. С их помощью можно сверлить любые металлические заготовки, однако из-за высокой цены это не рентабельно.
Когда отверстие сделано, можно подобрать сверло под резьбу. Его диаметр будет зависеть от используемой ранее оснастки. Чтобы делать дырки разного диаметра в металлических листах малой толщины, можно использовать конусные сверла.
Можно ли сверлить сверлом по бетону?
Часто возникают ситуации, когда на строительной площадке сложно найти инструмент для сверления металлических изделий, но есть оснастка для работы с бетоном. Делать отверстия большого диаметра или в толстых металлических листах сверлами по бетону нельзя. В противном случае можно сломать оснастку или повредить обрабатываемую поверхность.
Как сверлить ступенчатым сверлом?
В продаже можно встретить ступенчатые конструкции для создания отверстия в металле различных диаметров. На одной оси закрепляется несколько свёрл разного диаметра. Они предназначены для создания дырок разного размера в тонколистовом металле. При работе нельзя торопиться и сильно давить на рукоять дрели.
Можно ли сверлить победитовым сверлом?
Любой мастер отделочных работ скажет, что сверление металла оснасткой из победита недопустимо. Победитовые сверла предназначены для твердых и, одновременно с этим, хрупких материалов. К ним относится натуральный камень, кирпич, бетон. При попадании в металл, сверло будет биться о поверхность и повреждать её, однако дырки не будет.
 Победитовые сверла
Победитовые сверла
Чем сверлить отверстия большого диаметра?
Сверление больших отверстий в металле требует использования соответствующей оснастки. Провести работу можно несколькими способами:
- Коронка для металлических поверхностей. Представляет собой окружность требуемого диаметра с заточенными краями. По центру располагается сверло, которое пробивает металл. Далее на малых оборотах электродвигателя коронка делает отверстие выбранного диаметра. Во время проведения работ нужно использовать принудительное охлаждение острых краёв коронки и обрабатываемой поверхности.
- Многоэтапная операция. Подразумевает под собой использование нескольких свёрл по металлу разного диаметра. Начинается работа с оснастки самого малого диаметра и увеличивается по мере сверления.
- Конусообразная оснастка (ступенчатая). Предназначена для работы с тонколистовым металлом.
Строители рекомендуют использовать коронки. Однако при работе с ними требуется не повышать оборотов и следить за тем, чтобы все зубья, идущие по окружности, были целыми.
Как не затупить инструмент?
Инструмент тупится, поскольку перегреваются во время работы. Чтобы сохранить заточку, сверление следует проводить на низких оборотах. Не нужно зажимать кнопку включения инструмента до конца. При сверлении толстых заготовок нужно использовать охлаждающие жидкости или пасты.
Если охлаждающей смазки нет, вместо неё можно использовать машинное масло. Охлаждающая жидкость сохраняет инструмент от перегрева, уменьшает трение.
Как правильно сверлить металл?
При включении инструмента сверло может соскальзывать в сторону, что мешает сделать дырку в выбранном месте. Справиться с этой проблемой можно с помощью керна. Это металлический цилиндр, один конец которого имеет острую часть. Необходимо приложить острое окончание к разметке и ударить по тыльной стороне керна молотком. На металле останется насечка, по которой сверлится дырка.
Сверление толстых заготовок
Не многие начинающие мастера знают, как просверлить отверстие в металле большой толщины. Глубокое сверление сложнее обычного. На производстве оно проводится с помощью токарных станков. В них заготовка закрепляется в подвижном шпинделе, который её вращает.
Если возможности использовать промышленное оборудование нет, можно просверлить глубокое отверстие с помощью дрели. Для этого нужно приобрести специальные направляющие для электроинструмента. Дополнительно требуется использовать машинное масло для охлаждения. В процессе работы нужно периодически останавливаться, чтобы вычистить стружку и дать ему остынуть.
Как сверлить дрелью?
Сверление металла дрелью предполагает соблюдение некоторых рекомендаций:
- Для изготовления отверстия понадобится электродрель, керн, молоток, машинное масло и защитные очки.
- Изначально сделать разметку.
- Надеть защитные очки.
- При малом давлении на дрель нужно выбрать положение малых оборотов и начать работу.
- Нельзя забывать поливать обрабатываемое место с оснасткой охлаждающей жидкостью.
При соблюдении технологии и использовании качественных инструментов можно делать отверстия разного диаметра и глубины. Чтобы сверлить ровные отверстия или точно выбирать глубину, можно использовать устройство, которое называется «ограничитель глубины». Оно закрепляется на электродрель и настраивается под нужную глубину.
 Сверление металла дрелью
Сверление металла дрелью
Как сверлить шуруповертом?
Сверлить металлические заготовки можно не только с помощью промышленного оборудования или электродрели, но и используя аккумуляторный шуруповерт. Этот электроинструмент обладает малой мощностью. Из-за этого он подойдёт для сверления дыр небольшого диаметра и глубины.
Сверление выполняется с помощью промышленного оборудования и электроинструментов. Важно правильно выбирать оснастку, и учитывать глубину, диаметр отверстия. Чтобы оснастка служила дольше, следует использовать охлаждающую жидкость. Сверлить нужно перпендикулярно, чтобы избежать порчи заготовки, инструмента.