Толщина проволоки для вязки арматуры
Проволока для вязки арматуры
Из всех используемых типов соединения арматуры вязка проволокой считается самым надежным вариантом. Для этих целей подходят термически закаленные виды, максимально устойчивые к растягиванию, воздействию влаги и агрессивных сред. Требуемый диаметр проволоки связан с размерами арматуры, оптимальным считается диапазон от 1,2 до 1,5 мм. На материале не рекомендуется экономить: от надежности закрепления каркаса зависит долговечность и прочность бетонируемой конструкции. Расчет необходимого количества проводится заранее с учетом схемы расположения и диаметра арматуры, расход продукции напрямую зависит от ее толщины.

Особенности и характеристики материала
Показатели регламентируются ГОСТ 3282-74, сырьем является низкоуглеродистая сталь. Проволока для вязки арматуры представляет собой длинномерный сортовой металлопрокат и изготавливается методом волочения. Нужная эластичность достигается термической обработкой, а именно – обжигом (соответствующая продукция имеет индекс «О» в маркировке), для улучшения коррозийной устойчивости некоторые сорта оцинковывают. Проволока, имеющая полимерное или многослойное покрытие, выбирается при эксплуатации при повышенной агрессивности среды.
В зависимости от назначения и способа обработки выделяют:
- Проволоку, прошедшую термический обжиг и промаркированную буквой «О» и необработанную («ТО», соответственно). При вязке арматурных каркасов несущих строительных конструкций предпочтение отдается первой разновидности, которая в свою очередь разделяется на черную (Ч) и светлую (С).
- Проволоку с цинковым покрытием первого класса 1Ц и второго 2Ц.
- Изделия с повышенной точностью изготовления, имеющие индекс «П» в маркировке и с нормальной.
- Группы «I» и «II», характеризующие временное сопротивление проволоки на разрыв.

Вышеуказанный ГОСТ определяет стандарты качества, в частности:
- Проволока без покрытия за исключением черной не должна иметь трещин, окалин и аналогичных дефектов. Стандарт допускает наличие пятен.
- Изделия, не прошедшие термообработку, используются для вязки арматуры, но лишь при условии выдержки четырехкратного перегиба без потери целостности.
- На поверхности проволоки с цинковым покрытием не должно быть трещин и расслаивания или черных пятен. Но для этой разновидности допустимы белые блески, светлые участки, небольшие цинковые наплывы и общая цветовая неоднородность.
- Продукция изготавливается и поставляется в мотках или катушках, намотка осуществляется равномерно, при соблюдении всех правил потребитель без проблем снимает или разматывает проволоку. Одним из важных требований стандарта является непрерывность отрезков. Метраж в мотках не регламентируется.
- Смазка проволоки не предусматривается, но при желании выполняется под заказ, концы в мотках или катушках оставляют доступными, последнее условие обязательно. Упаковка в ткань или промасленную бумагу по ГОСТ требуется только для тонких видов (верхний предел – 1 мм), в остальных случаях это оговаривается отдельно.
- Продукция тестируется в процессе изготовления и подготовки к транспортировке: визуально и путем отбора и проверки физических свойств у нескольких мотков из партии.

К наиболее востребованным видам для вязки арматуры относят проволоку с сечением 1,2 мм, она считается практически универсальной и подходит для любого типа строительных конструкций. Качество изделий легко проверить визуально (при условии надлежащего освещения) и наощупь. Хорошая проволока гнется многократно без потерь целостности, имеет гладкую поверхность и обладает высокой прочностью. Для металлопроката этого вида с диаметром от 1,2 до 2,5 мм сопротивление на разрыв варьируется в пределах 600-1270 Н/мм2.
Выбор подходящей толщины
Проволока вязальная имеет одну основную характеристику, а именно – ее диаметр. Сечение у изделий с покрытием варьируется в пределах от 0,2 до 6 мм, у обычной – от 0,16 до 10. Но для вязки в стандартных армокаркасах используют продукцию с диаметром от 1,2 мм, такая толщина считается наиболее удобной. Величина отклонений сечения (овальность) особой роли не играет, обращается внимание прежде всего на качество стали и тип покрытия.
При обвязке более толстых стержней арматуры возрастают требования к надежности, рекомендуемый диаметр составляет 1,6 мм (но не выше, иначе узел не затянется хорошо). Проволока вязальная с сечением в 0,8 мм подходит для соединения горизонтально ориентированных прутьев при вязке ограждающих конструкций и ненесущих стен.

Нет никакой необходимости в получении точного значения общей длины проволоки, этот материал проще и дешевле купить оптом. Но для исключения переплаты и вязки каркаса одной маркой расчет все равно проводят. Это делается после составления схемы армирования и подсчета узлов соединений. Учитываются все возможные стыки и участки, допускается пропускание и вязка в шахматном порядке (для сеток, причем скорее с целью экономии времени). При этом крайние два ряда соединяются проволокой на каждом узле без исключений.
Для определения расхода нужно знать минимальную длину отрезка для перевязки. В данном случае все зависит от опыта, обычно уходит от 30 до 50 см. Для исключения ошибки можно сделать пробную вязку или рассчитать расход исходя из размеров арматуры и толщины проволоки. Длину отрезка для обхвата одного прута находят по стандартной формуле F=2·π·R, то есть для стержней сечением в 12 мм требуется не менее 4 мм на одно кольцо. Чем тоньше материал обвязки, тем больше его уйдет, к примеру, тонкую разновидность (0,8 мм) складывают вдвое или увеличивают число витков.
Таким образом, общий расход вязальной проволоки определяется путем умножения числа узлов на длину отрезка для одного стыка. Рекомендуемый запас довольно большой – полученное значение советуют увеличить на 50-100%. Это исключит риск нехватки в случае покупки некачественной продукции и разрывания ее по неопытности.
Важный нюанс: результаты расчета выражены в метрах, в то время как проволока реализуется в кг, требуемое количество материала определяется умножением метража на удельный вес (у наиболее востребованной марки с черным покрытием и диаметром в 1,2 мм минимум составляет 0,02 кг/м, у оцинкованной – 0,25).
Стоимость вязальной проволоки
| Тип продукции | Диаметр, мм | Ориентировочный вес, кг/м | Цена за кг, рубли | Цена за 1 тонну, рубли |
| Проволока вязальная черная | 1,2-1,8 | 0,02 | 66 | 53000 |
| 2 | 0,025 | 65 | 52100 | |
| 3 | 0,06 | 63 | 50600 | |
| 4 | 0,1 | 62 | 50000 | |
| 6 | 0,23 | |||
| То же, оцинкованная | 1,2-1,8 | 0,025 | 93 | 75500 |
| 2 | 86 | 69400 | ||
| 3 | 0,06 | |||
| 4 | 0,1 |
Цена за метр проволоки указывается редко (только на розничных точках), она реализуется в стандартных бухтах по 5 кг (соответственно длиной около 120 м) или в катушках от 50 до 300 кг. В первом случае длина непрерывная, во втором – наматывается не более 3 отрезков. При повышенных требованиях к надежности материала можно купить продукцию, покрытую полимером. Но средняя стоимость за бухту проволоки с ПВХ оболочкой с диаметром в пределах 3 мм составляет 1300 рублей, ее применение для вязки арматуры экономически не целесообразно.
Как вязать арматуру — подробное описание схем и способов
Как вязать арматуру — подробное описание схем и способов
Как известно, строительный бетон хорошо выдерживает нагрузки на сжатие. При этом его разрывают растягивающие усилия, не превышающие даже десятой доли максимальных сжимающих сил.
Именно поэтому для повышения прочности бетона к растягивающим и изгибающим воздействиям применяют стальные сетки и армокаркасы — связанные двойные сетки, отстоящие друг от друга не менее, чем на 150 мм.
Возможно Вам нужно:

Проволока вязальная, рубленая 1,2х400мм (1300 вязок)

Проволока вязальная, рубленая 1,2х400мм (130 вязок)

Крюк вязальный
Армирующие элементы собирают из рифлёной стальной арматуры. Чаще всего для этого используют арматуру классов А II и AIII. Соединение её элементов в пространственный арматурный каркас производят двумя способами — электрической сваркой или вязальной проволокой.

Несмотря на то, что сварка позволяет сварить каркас быстрее, чем это можно сделать вязкой, чаще применяют второй метод. Причин этому много:
- Электросварка нарушает кристаллическую решётку металла, в этих местах он менее прочен, и возникающие напряжения при становлении бетона разрывают часть сварных соединений. Итог — железобетон ослабляется.
- Сварная конструкция является более жёсткой в сравнении с вязаной, подвижки арматуры при виброуплотнении и застывании бетона (приспосабливаемость под изменяющиеся нагрузки) здесь невозможны. Поэтому часть порывов происходит и по причине жёсткости армокаркаса.
- Трудоёмкость сварки меньше, но более высокая оплата труда квалифицированного сварщика, аренда сварочной техники и значительный расход электроэнергии делают затраты на сварку более высокими по сравнению с вязкой.
- Для сварки арматуры можно использовать только специальную, имеющую в маркировке букву «С». Поиск её добавляет забот организаторам строительства.
- При наличии в бетонной конструкции влаги корродируют в первую очередь места сварки. Образующаяся ржавчина своим объёмом разрывает бетон, ещё больше обнажая арматуру для усиления коррозии. Примером могут быть старые бетонные столбы, полностью разрушенные ржавчиной сварных каркасов внутри них.
- Сваркой можно соединять арматуру толщиной не более 20 мм.
Чем вяжут арматуру?
Описанные недостатки электросварного армокаркаса не позволяют применять эту технологию в ответственных сооружениях. Основной технологией изготовления армирующего каркаса в таких объектах является вязка арматуры. Её осуществляют специально изготавливаемой проволокой из низкоуглеродных сталей Ст0, Ст1, Ст2, Ст3. Содержание углерода в ней — не более 0,25 %.
Основные требования, предъявляемыми к вязальной проволоке, — прочность и пластичность. Первая обеспечивается составом стали, применяемой для её изготовления. Параметром является временное сопротивление разрыву. Для термически обработанной проволоки (для вязки применяется только такая) его величина должна составлять 30-50 кгс/мм².
Пластичность вязальной проволоке придаёт термообработка. Она состоит в нагреве материала до 400-500 ºС (разные технологии), выдержки и охлаждения на воздухе. При этом происходят процессы гомогенизации, рекристаллизации, отдыха металла. Результат:
- снижение твёрдости;
- снятие внутренних напряжений;
- улучшение структуры и однородности;
- существенное повышение пластичности.
Проволоку, подготовленную таким образом, можно многократно изгибать, скручивать, натягивать. Она становится мягкой, хорошо и без образования петельных пустот обхватывает стягиваемые детали.
Вязальная проволока выпускается как без покрытия, так и с цинковым покрытием. Если она отжигается в шахтной печи в воздушной атмосфере, то получается чёрной, поскольку покрыта образовавшимися окислами. Отжиг в колпаковой печи в атмосферах азота, аргона и других инертных газов даёт светлый цвет.
Проволока с покрытием цинком используется в бетонах с высокой вероятностью проникновения влаги в структуру, например, в фундаментах.
Какая вязальная проволока нужна для арматуры?
Вязальная проволока выпускается по ГОСТ 3282-74. Диаметры вязальной проволоки без покрытия — от 0,16 до 10,0 мм. Диапазон толщин проволоки с покрытием меньше — от 0,2 до 6,0 мм. Для вязки наиболее часто применяемой арматуры используется ещё меньше типоразмеров проволоки:
- для арматуры толщиной до 12 мм — проволока диаметром 1,2 мм;
- при толщине арматуры 12-16 мм — 1,3-1,4 мм;
- арматуру 16-18 мм вяжут проволокой 1,6 мм;
- арматуру толще 18 мм — проволокой 2,0 мм.
Эти толщины носят рекомендательный характер, они могут быть изменены. Диаметр проволоки выбирают так, чтобы она не рвалась при использовании выбранного метода скручивания и была удобна в работе.
Как выбрать вязальную проволоку?
Проволока вязальная любого типоразмера обладает конструктивными и физическими параметрами. Правильно выбрать по ним нужный вариант — задача технического руководителя работ. Материал должен быть прочным настолько, чтобы обеспечивать надёжное крепление выбранным способом вязки и не рваться.
Сначала стоит определиться с толщиной проволоки по диаметрам используемой для каркаса арматуры, а затем с её количеством, необходимым для выполнения всей работы. В зависимости от того, что является более важным (коррозионная стойкость, чистота рук или цена), выбирают проволоку оцинкованную, светлую или чёрную.
Выбирать проволоку по маркировке нужно следующим образом. В обозначении «Проволока 1,2–О–Ч ГОСТ 3282—74» буква О — обработанная термически (как раз для вязки), буква Ч — чёрная, 1,2 — диаметр в мм. Проволока светлая, обработанная термически, повышенной прочности будет маркироваться так: «Проволока 1,4–П–О–С ГОСТ 3282—74». Цинковое покрытие обозначается в маркировке дополнительной буквой «Ц».
Как рассчитать вязальную проволоку?
Проволока вязальная продаётся на вес. Как рассчитать, сколько её купить в килограммах? Для этого нужно использовать таблицу соответствия веса длине. В одном кг указанного ниже диаметра в мм содержится проволоки в метрах:
- 1,0 — 162;
- 1,2 — 113;
- 1,4 — 83;
- 1,6 — 65;
- 1,8 — 50;
- 2,0 — 41.
Теперь рассчитать расход проволоки можно по плану изготовления армокаркаса, в котором указано число вязок. Его нужно умножить на длину материала в одной нарезке на соединение, которую определяем опытным путём. По общей длине определяем массу проволоки и её цену.
Как правильно вязать арматуру крючком?
Методик, способов и ответов на вопрос, как вязать арматуру вязальной проволокой, довольно много. Применяются и автоматические устройства, и электроинструменты, и механизированная оснастка, и ручной инструмент, и домашние самоделки.
Одним из наиболее распространённых способов соединения арматуры является вязка крючком. Выполняется он недорогим инструментом — вязальным крючком, который можно сделать и самому, но лучше пользоваться промышленным.
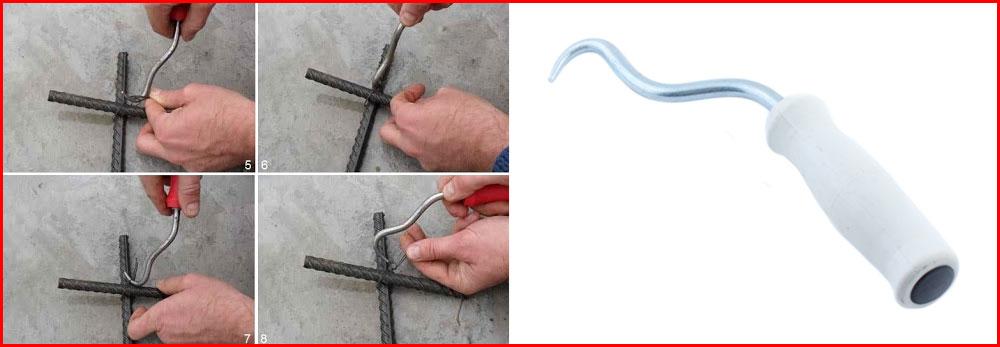
Инструмент состоит из полиамидной цилиндрической ручки, через ось которой пропущено тело самого стального крюка, он свободно вращается в ручке. Конец крючка отогнут по отношению к оси ручки примерно на 80 º, а сама ось вращения зева смещена от оси ручки на 4-10 см (конструкции разнятся). Научиться пользоваться инструментом правильно можно за несколько проведенных вязок, навыки приобретаются уже к концу первого рабочего дня.
- Для выполнения вязки проволочную заготовку длиной от 25 до 50 см.
- Её складывают вдвое, петлевой конец продевают под соединяемыми стержнями, выводят наверх и надевают на крючок.
- Другой двойной конец укладывают в зев крючка.
- Затем ручкой производят несколько круговых движений, при этом петлевой и концевой выводы скручиваются и стягивают оба стержня.
Чтобы не разорвать соединение, нужно вовремя остановиться. Критерий один — соединение должно быть плотным без разрыва проволоки. Конусная заточка крюка нужна для облегчения демонтажа инструмента из уже затянутой петли.
Получил распространение и автоматический метод вязки крючком. Он состоит из стержня с винтовой насечкой, на одном конце которого находится крючок. Стержень двигается внутри винтовой пластиковой обоймы с вращением. Если крючком зацепить, как описано выше, проволоку и потянуть на себя обойму, то стержень с крючком будут вращаться, выполняя вязку. Обойма реверсивная — если её отпустить, то она возвращается в исходное положение. Автоматическим крючком вязать арматуру можно быстрее, чем вязальным крючком, но стоит он дороже.
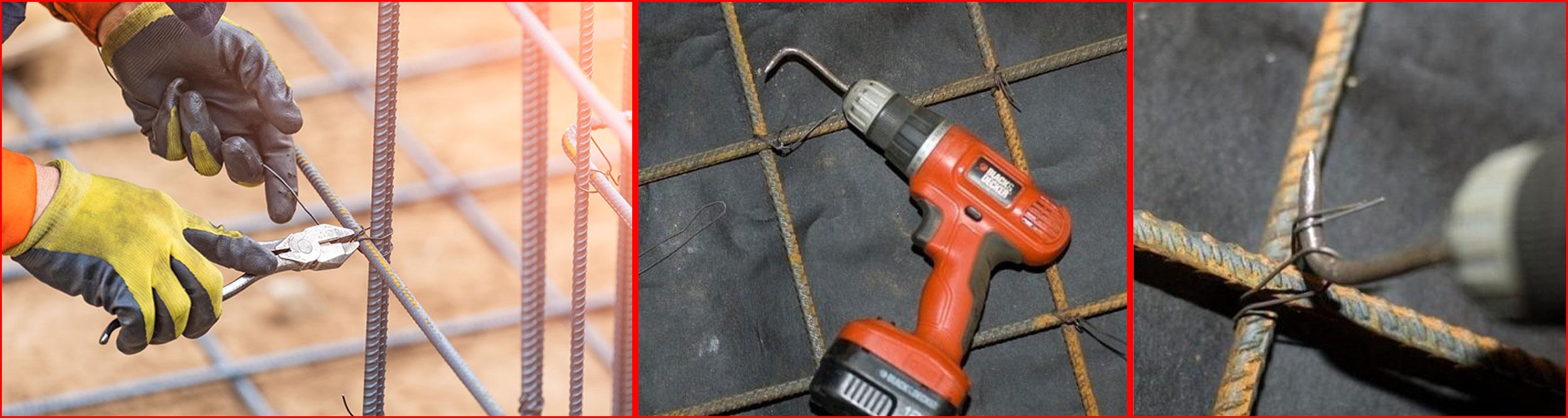
Помощь шуруповерта или клещей
Вязальный крючок без ручки можно использовать с шуруповёртом. Ось крючка зажимают в губках головки, зацепляют проволоку и медленным разгоном вращают его. Чтобы вязка не рвалась, нужно отрегулировать уровень отсечки вращения, которым снабжён шуруповёрт.
Большое распространение в сфере строителей-арматурщиков получил метод вязки арматуры с помощью клещей. Некоторые добиваются поразительных успехов, опережая по темпам работ опытных «крючковиков».
Соединение клещами претендует на самый экономный расход проволоки. Заготовки здесь обычно не делают — не тратят на это время. Проволоку берут прямо из небольшой бухты. Технология похожа на «крючковую»: на конце проволоки загибают петлю, заводят её под арматурное соединение, оба конца зажимают губками клещей, вращают их на 2-3 оборота и откусывают проволоку. Клещи заточены так, что ими можно и надёжно удерживать проволоку при её вращении, и обрезать конец по завершении операции.
Пользуются спросом и так называемые «суперклещи». Это тоже клещи, имеющие на одной ручке винтовую насечку и обойму, передвигающуюся по ней. Вращать их вручную не требуется. Достаточно потянуть обойму на себя, чтобы суперклещи начали вращаться вокруг ручки с обоймой, как в автоматическом крючке. После окончания затяжки проволоку отрезают как обычными клещами.
Существуют и другие инструменты и технологии вязки арматуры вязальной проволокой. Так, на больших строительных площадках применяют вязальный пистолет. Он не требует никакой квалификации работника, при поднесении его жала к месту соединения аппарат за 1-2 секунды выполняет вязку. Недостатками этого устройства является высокая цена (примерно 30 тысяч рублей) и не вполне устраивающая специалистов сила сжатия соединяемых стержней. Эта причина заставляет организаторов стройки использовать аппарат только для обеспечения начальной устойчивости каркаса, а последующие соединения выполнять вязкой крючками или клещами.
При малых объёмах работ вязку производят вообще подручным инструментом. В качестве такого используют в лучшем случае переточенную и загнутую отвертку, в худшем — самодельный крючок, изготовленный из гвоздя или стержня сварочного электрода с отбитой обмазкой.
Плюсы и минусы соединения методом вязки
- Процесс вязки является менее затратным, чем сварка арматуры.
- Не требует квалифицированного сварщика, аппаратуры, значительного расхода электроэнергии, особенно, когда на участке её ещё нет.
- На подготовку опытного вязальщика арматуры требуется всего один день.
- Технология вязки оставляет каркасу некоторую свободу подвижек при заливке бетона и обработке его вибраторами. При этом арматурные стержни занимают такие положения, при которых значительные механические напряжения, грозящие порывами, отсутствуют.
- Некачественная обвязка, за выполнением которой не проследил технический руководитель работ, может дать слишком большую свободу стержням. При этом геометрические параметры каркаса могут при заливке искажаться вплоть до выхода арматуры на поверхность, что недопустимо.
Заключение
Вязка арматуры проволокой — ответственная работа. От её качества зависит надёжность дорогостоящих бетонных сооружений. При подготовке нужно внимательно изучать тему, приобретать вязальную проволоку только у проверенных поставщиков, тщательно контролировать выполнение всех операций.
Проволока для вязки арматуры: классификация, применение, нюансы выбора и расхода
Ни один объект промышленного или гражданского строительства не возводится без использования железобетонных изделий и конструкций. Для усиления прочности и надежности бетон армируют, в его «тело» помещают каркас из арматуры. Вязальная проволока самый популярный материал для соединения металлических прутов между собой, для создания каркаса, именно о ней пойдет речь в данной статье.

Применение и технология производства
Самой большой популярность проволока для вязки арматуры пользуется в монолитном строительстве. С помощью бетона и арматуры, создаются постройки самых необычных форм, благодаря своей технологии, целостности конструкции от фундамента до крыши. Именно в этой сфере без использования проволоки не обходится не один объект.

Проволоку применяют для армирования, таких железобетонных конструкций как:
- Фундаментов (ленточных, плитных, свайных).
- Стен, колонн, балок и перемычек.
- Лестниц.
- Монолитных перекрытий.
- Стяжки пола.
Самые важные параметры проволоки для вязки арматуры – это гибкость и прочность. Она должна обеспечивать надежное соединение пересекающихся элементов арматуры, одновременно быть мягкой и податливой для быстрого проведения работ.
Данные характеристики обеспечиваются свойствами материала, технологией производства и последующей термической обработкой.
Материалом для изготовления является низкоуглеродистая сталь. Проволока – продукт процесса волочения заготовки через фильеры с заданным диаметром. Под воздействием давления и в процессе пластического деформирования заготовки структура стали измельчается и улучшается, на поверхности образуется упрочненный наклепанный слой.
Однако после такой процедуры в металле сохраняются значительные внутренние напряжения, которые не позволяют изгибать полученный продукт, он будет жестким и хрупким. Поэтому, для возможности применения проволоки для вязки, она подвергается термической обработке – отжигу. В процессе отжига происходит релаксация и снятие напряжений. Таким образом, в результате получается прочное, удобное в работе изделие.
Маркировка и классификация
Вся выпускаемая вязальная проволока изготавливается в соответствии с ГОСТом – 3282-74 «Проволока стальная низкоуглеродистая общего назначения». Документ регламентирует все технические характеристики – тип, размеры, точность изготовления, механические свойства материала.

В ГОСТе указана классификация проволоки по следующим признакам:
- По виду обработки – термообработанная или нет.
- По виду покрытия – с оцинкованным покрытием или без него.
- По точности изготовления – с повышенной или нормальной точностью.
- По временному сопротивлению разрыву (только для не отожженной)– I и II группы.
В зависимости от условий, при которых производилась термическая обработка, проволочка бывает светлой или черной. Черная получается в процессе отжига в воздушной среде, под воздействием кислорода на поверхности металла образуются оксиды и окалины. Светлая проходит термообработку в среде инертных газов, её поверхность чистая, но по технологическим параметрам она ничем не отличается от черной.
Проволока может выпускаться диаметром от 0,16 до 10 мм без покрытия, и 0,2 – 6 мм с покрытием.

Маркировка проволоки включает в себя:
- диаметр – указывается в миллиметрах;
- вид обработки – буква О, в случае проведения термообработки;
- точность изготовления – буква П при повышенной точности;
- вид поверхности – С (светлая), Ч (Черная)
- наличие цинкового покрытия – 1Ц или 2Ц (цифра обозначает класс).
Вся выпускаемая проволока наматывается на бухты или катушки, проходит обязательный контроль, маркируется и подтверждается сертификатом качества. По маркировке выбирается необходимая для использования продукция. Каждый вид вязальной «нити» имеет свое назначение исходя из условий её применения.
Какой проволокой лучше вязать арматуру
Основные критерии выбора это, диаметр арматуры и применяемый инструмент. Для вязки проволокой используют цанги, так же ручные, полуавтоматические и автоматические крючки.

Главная задача проволоки, это надежная фиксация арматуры, чем она толще, тем толще должен быть и связующий элемент. Минимальный применяемый для вязальных работ диаметр – 0,8 мм, используют для связки арматуры, диаметр которой не превышает 10 мм. Размер от 1 мм до 1,2 мм применяется чаще всего в частном малоэтажном строительстве. А при возведении зданий со значительной нагрузкой рекомендуют применять проволоку 1,4-1,6 мм. Для выполнения вязальных работ достаточно использование материала нормальной точности.
Совет от мастера! Я занимаюсь монолитным строительством уже более 10 лет и хочу сказать, что самая удобная проволока для вязки арматуры крючком имеет диаметр 1,2 мм. Подходит для связывания прутов всех диаметров, просто для арматуры диаметром 16 мм и выше, берется две проволочки.
Преимущество проволоки перед сваркой
При сравнении технологии сварки с вязкой, отметим следующие плюсы соединения проволокой:
- простота работы с материалом – процесс вязки арматуры посилен каждому;
- выполнение армирования непосредственно в опалубке;
- удобная регулировка положения прутьев – при необходимости можно исправить геометрию каркаса, отвязав несколько элементов конструкции;
- отсутствие сварных соединений – при нагреве у металла уменьшаются начальные характеристики, он становится слабее, сварной шов более подвержен коррозии;
- доступная цена.
К минусам можно отнести лишь шаткость связанного каркаса, но если, дополнить армирующую конструкцию раскосами, она станет жёстче.
Расход материала: нюансы и пример подсчета
Проволока реализуется в килограммах. Поэтому, при определении необходимого для работы объема материала, вычисляется сначала требуемый метраж, а затем рассчитывается общая масса.

Метраж зависит от схемы армирования и количества узлов перехлеста прутков. Количество узлов умножается на 0,3-0,4. Таким образом, получается общая длина необходимой проволоки в метрах. На практике установлен процент возможного брака, что необходимый запас – не менее 30% от расчетного объема.
Зная необходимый метраж соединительного материала, умножаем его на вес одного метра, и получаем требуемый вес проволоки для проведения арматурных работ.
Таблица веса 1 погонного метра вязальной проволоки в кг.
| Диаметр, мм | Вес погонного метра, кг |
|---|---|
| 0,8 | 0,004 |
| 1 | 0,006 |
| 1,2 | 0,009 |
| 1,4 | 0,012 |
| 1,6 | 0,016 |
| 1,8 | 0,022 |
| 2 | 0,028 |
| 2,2 | 0,04 |
Для того чтобы высчитать расход вязальной проволоки на 1 тонну арматуры и 1 м 3 бетона, нужно знать диаметр используемых прутов, шаг соединения, и конструкционные особенности будущего железобетонного изделия.
- Объем железобетонной плиты 1 м 3 , это 5 м 2 перекрытия, а это в свою очередь два слоя сетки с шагом ячейки 200 на 200 мм, общей площадью 10 м 2 .
- Соединяется арматура в шахматном порядке, для связки 1 м 2 такой сетки необходимо сделать 13 узлов + 8 узлов при дополнительном усилении, получаем 21 узел.
- Теперь 21*0,3= 6,3 метра, берем 30 % на брак – 2,1 метра, в итоге получаем 6,3+2,1=8,4 метра материала на 1 м 2 , рассчитываем необходимый метраж на всю площадь 10*8,4=84 м.
- Вес одного метра проволоки толщиной 1,2 мм равен 0,009 кг, считаем 84*0,009=0,756 кг, получаем, что для армирования 1 м 3 бетонного перекрытия необходимо около 0,756 кг, вязальной проволоки.
- На 1 м 3 такой плиты перекрытия надо около 113 метров арматуры А500С диаметром 12 мм. Вес 1 метра арматуры 0,888 кг, значит 113*0,888=100 кг материала на 1 м 3 .
- Следовательно, на 1 тонну арматуры диаметром 12 мм необходимо 10*0,756=7,56 кг проволоки.
Как видите, все расчеты строго индивидуальны, так как у каждого железобетонного изделия свои размеры и конструкционные особенности.
Вязка арматуры – на первый взгляд простой, но на самом деле очень важный процесс, от которого зависит прочность и долговечность железобетонной строительной конструкции. Немаловажную роль в качестве соединения арматуры играет качество вязальной проволоки. При правильном использовании материала, диаметре изделия и соблюдении технологии вязания добиться необходимого результата достаточно просто. Также не стоит забывать о проверке наличия сертификатов на приобретаемый материал, которые гарантируют заявленные производителем характеристики.
Применение проволоки для вязки арматуры

Технология сооружения железобетонных конструкций предусматривает наличие внутреннего каркаса из стальной арматуры. Для его устройства используется вязальная проволока. Гибкое и прочное металлоизделие широко применяется не только в строительстве, но и в быту. С помощью стальной проволоки производят упаковку грузов, связывают различные конструктивные детали. Как выбрать подходящий диаметр и рассчитать правильный расход материала? В этом поможет изучение его особенностей и краткий обзор текущих цен.

Что представляет собой?
Длинномерный сортовой металлопрокат производится из стальной заготовки методом волочения. В процессе протягивания раскаленного сплава через сужающееся отверстие прокатного станка получают тонкий длинный шнур. Эластичность формируется в результате отжига – специальной термической обработки. Материал сначала нагревают в печи до заданной температуры, выдерживают в этом режиме определенное время и затем постепенно охлаждают.
Полученные изделия являются неотъемлемой частью устройства фундаментов. Способ создания каркаса посредством сварки является доступным и несложным, но малораспространенным из-за множественных недостатков. Соединение элементов арматуры в единую конструкцию при помощи проволоки имеет немало преимуществ перед другими видами временной фиксации:
- надежная прочность узлов;
- экономное расходование материала;
- высокая скорость обвязки;
- удобство применения.
От жесткости крепления арматуры зависит прочность и целостность каркаса при заливке строительного раствора в опалубку. Этот фактор также способствует большей надежности железобетонной конструкции в период эксплуатации.
Проволока для вязки арматуры имеет распространение практически во всех сферах человеческой деятельности. Самые популярные направления: строительство, машиностроение, промышленность. Готовые каркасы из связанных металлических стержней получаются гибкими и эластичными. Это способствует предотвращению возможных деформаций фундамента при вспучивании грунта и удлиняет срок службы армированного объекта.
Изделие с оцинкованным покрытием обладает хорошей устойчивостью к коррозионным процессам различного происхождения. Длительное время сохраняет технические и эксплуатационные качества при любых погодных условиях.

Нормативные требования
В результате отжига изделие становится более прочным и гибким, приобретая способность легко связывать арматуру. Согласно ГОСТ 3282-74 термически обработанный металлопрокат маркируют литерой «О». Классификация прокатной продукции производится по сорту стали, типу обжига, методу наружной обработки, механическим характеристикам.
1. По виду поверхности:
- без покрытия (Æ 0,16-10,0 мм) – необработанный металлопрокат светлый (С) или черный (Ч) ограниченного срока службы;
- с покрытием (Æ 0,2-6,0 мм) – изделия, защищенные от коррозии цинковым или полимерным слоем.
2. По степени обработки различают проволоку 1-го и 2-го класса – 1Ц и 2Ц соответственно.
3. По внешнему виду металлопрокат бывает с круглым (В) и периодическим (ВР) профилем. Встречаются различные формы сечения: круглая, овальная, квадратная, шестиугольная. Нормативами ГОСТа предусматривается также разделение на метизы нормальной и повышенной точности.

Выбор подходящего диаметра
1. Самый популярный размер сечения для частного домостроения – 1,2 мм. По отзывам специалистов это самый удобный и прочный вариант материала. Термоотжиг значительно увеличивает его сопротивляемость на разрыв.
2. Тонкие метизы (0,3-0,8) слишком слабы для вязания арматуры. Их рекомендуется использовать только для крепления горизонтально ориентированных прутков малого диаметра.
3. Проволоку 1,8-2 выбирают при сооружении вертикальных армирующих конструкций. Большая толщина прокатного изделия требует повышенных физических затрат при монтаже. Для удобства и облегчения работ используют ручной крюк специального назначения или автоматический скручивающий пистолет.
4. Разновидность с диаметром 3-4 мм эксплуатируют в условиях повышенной влажности и усиленного воздействия агрессивной среды. Такие метизы обязательно подвергают многослойному покрытию оцинковкой.

Расход вязальной проволоки
Перед началом монтажных работ по созданию металлического каркаса необходимо купить в достаточном количестве стальные стержни и соединительные метизы. Средний расход на тонну арматуры составляет 11-15 кг вязального материала. Расчет объема имеет примерные показатели и зависит от нескольких факторов:
- тип фундамента;
- способ крепления арматуры;
- количество соединительных узлов;
- диаметр проволоки.

Для более точных данных расхода за основу принимают размеры ячеек армируемой решетки и число стыковочных точек. Так, на создание ста узлов арматуры потребуется 0,12 кг проволоки вязальной диаметром 0,8 мм. Расход прутков сечением 1,2 мм составляет 0,27 кг, 1,5 – 0,5 кг, 4 – 1,3 кг. В целях экономии допускается вязать каркасную сетку в шахматном порядке. Но для большей надежности конструкции два крайних ряда с каждой стороны фиксируют без пропусков.
Важно! Чем меньше сечение проволоки для вязания, тем больше ее итоговый расход.
При расчете в метрах следует учитывать, что каждое соединение производится с нахлестом, длина которого должна быть не менее 30 диаметров арматуры. Например, для сечения 12 мм протяженность нахлестов составляет 360 мм. Если умножить это число на количество узлов арматуры, то получится искомый метраж. Нужно помнить, что в процессе вязки проволока может лопнуть, переломиться. Недобросовестные продавцы также могут дать неточную информацию по длине и весу товара. Чтобы избежать неприятностей, желательно купить металлоизделий в 1,5-2 раза больше расчетного числа.
Принимая во внимание небольшую стоимость вязальной проволоки, нет необходимости производить точные математические расчеты нужного объема закупки. Примерный расход материала помогут определить электронные строительные калькуляторы. Большинство изготовителей предоставляют эту услугу клиентам на страницах своих интернет ресурсов или непосредственно в местах продажи.
В торговую сеть металлоизделия поставляют в рулонах длиной до 120 м или на катушках массой 50-300 кг. Соответственно этому указывают цену за метр проволоки или стоимость за бухту по килограммам. В рулонах содержится одна длина, на катушках наматывают не более трех отрезков.
Толщина проволоки для вязки арматуры
- Каталог и цены
- Объекты
- Информация
- О нас
- Доставка
- Стань дилером
- Контакты
- Каталог и цены
- Объекты
- Информация
- О нас
- Доставка
- Стань дилером
- Контакты
- 8 (800) 770-03-55
- Стеклопластиковая арматура
- Стеклопластиковая сетка
- Стеклопластиковая кладочная сетка
- Гибкие связи композитные
- Фибра армирующая
- Опоры для растений
- Строительные материалы
- Рулонная кровля
- Профилированная мембрана
- Пленка полиэтиленовая
- Кабельные стяжки
- Штукатурка
- Наливной пол
- Калькуляторы
- ⚡ Полезные статьи ⚡
- Вопрос-ответ
- Сферы применения
- Нормативно-техническая документация
- О заводе
- Сертификаты
- ⚡ Акции ⚡
- Отзывы
Достоинства применения вязальной проволоки:
- Простота выполнения работ. С вязкой арматуры справится любой рабочий.
- Вязку проволоки можно делать сразу в опалубке.
- Если используется металлическая арматура, то сварные соединения являются местами с высокой подверженностью коррозии. При эксплуатации сварные швы контактируют с влагой и арматура в этих местах ржавеет, теряя свои первоначальные характеристики (этой проблемы можно избежать используя стеклопластиковую арматуру, которая не подвержена коррозии, да и сваривать её не нужно).
- С проволокой легко устранять недочёты. Не всегда получается сделать каркас идеально ровным и зафиксировать стержни арматуры в нужном положении. При использовании проволоки можно легко изменить положение прутков, если потребуется.
- Низкая цена. Проволока для арматуры стоит значительно дешевле, чем сварочное оборудование (опять же, если говорить о стальной арматуре).
Среди недостатков обвязочной проволоки отметим шаткость готового каркаса, но этот минус можно нивелировать, если вязать каркас прямо в опалубке.
Производство проволоки для вязки регламентируется ГОСТом 3282-74 «Проволока стальная низкоуглеродистая общего назначения. Технические условия». Стандарт регламентирует следующие моменты:
- Типы и основные размеры вязальной проволоки;
- Технические требования к ней;
- Правила приёмки и методы испытаний;
- Упаковку, маркировку, транспортировку и хранение.
Согласно ГОСТу, проволока бывает:
- по виду обработки: термически обработанная и термически необработанная;
- по виду поверхности: без покрытия и с покрытием. Проволока с покрытием, в свою очередь, подразделяется на оцинкованную 1-го класса и оцинкованную 2-го класса;
- по точности изготовления: повышенной точности и нормальной точности;
- по временному сопротивлению разрыву: I группы и II группы;
- диаметром: без покрытия — от 0,16 до 10 мм, с покрытием — от 0,2 до 6 мм.
Проволока диаметром 1 мм термически обработанная, повышенной точности, светлая:
Проволока 1,0-П-О-С ГОСТ 3282-74, где:
- 1,0 — диаметр;
- П — точность изготовления (в случае повышенной точности указывается литера «П», в случае нормальной точности литера не указывается);
- О — вид обработки (для обработанной проволоки указывается литера «О», для необработанной литера не указывается);
- С — покрытие (С — светлое; Ч — чёрное, для проволоки с покрытием литера не указывается).
Или, например, проволока диаметром 0,8 мм термически необработанная, 2-го класса, повышенной точности, II группы:
Проволока 1,2-П-2Ц-II ГОСТ 3282-74.
Допустимые отклонения от диаметра указаны в таблице 1 указанного ГОСТа, механические свойства указаны в таблице 2.
Для определения соответствия ГОСТу проводят следующие испытания:
- на растяжение и разрыв с узлом;
- на перегиб;
- на навивку.
Проволока изготавливается из стали, содержащей углерод до 0,25%. Конечный продукт получают из проволоки-катанки с помощью холодного волочения. В процессе производства деформируется кристаллическая структура поверхности. Для восстановления структуры используют отжиг, способствующий снижению напряжений в металле. Изделия, которые не подвергались отжигу обычно хрупкие и плохо загибаются.
Различают два вида термической обработки:
- Светлая. Такая проволока обжигается в инертной газовой среде, благодаря чему поверхность чистая и светлая. Она не пачкает руки.
- Темная. Изготавливают в воздушной среде, из-за чего поверхность темная и пачкает руки. Работать с этой проволокой лучше в спецодежде и перчатках.
Технические свойства светлой и темной проволоки не отличаются.
Изделия с цинковым защитным покрытием маркируются классом «1Ц» или «2Ц». Второй класс отличается более толстым защитным слоем.
Есть несколько видов цинкования при изготовлении защитного покрытия:
- Гальваническое. Образует более тонкий поверхностный слой.
- Горячее. Образует толстый и долговечный защитный слой. Но существенный минус данного способа — плохая экологичность.
- Холодное. Производится с помощью специальных защитных составов с большим содержанием цинка — 96%.
В зависимости от наличия или отсутствия защитного покрытия, вязальную проволоку подразделяют на:
- Проволоку из низкоуглеродистой стали. Её преимущество — низкая цена, но при этом и долговечность меньше. Такая проволока подходит для одноразового применения.
- Оцинкованная проволока более устойчива к влаге и характеризуется большим сроком службы. Такая проволока подходит для использования на открытых пространствах.
С завода проволока обычно поставляется в мотках или катушках.