
Зачем углекислота при сварке полуавтоматом?
Углекислотная сварка
Углекислотная сварка — популярный метод полуавтоматической сварки металлов с применением углекислого газа. И хотя эта технология известна меньше века, она все же смогла доказать свою необходимость при проведении современных сварочных работ.

В этой статье мы подробно расскажем, что такое углекислый газ, каковы достоинства применения углекислоты в сварке и какие особенности нужно учитывать в работе.
Общая информация
Углекислый газ (она же углекислота, СО2, двуокись углерода) — это газ без цвета и запаха, широко применяемый в полуавтоматической сварке. Углекислота поставляется в сжиженном виде в баллонах под давлением в 70 атм. Самый популярный баллон для сварки — 40 литровый, герметичный и защищенный от коррозии. Но бывают и баллоны меньших объемов, их удобно использовать в домашней сварке, когда компактность играет большую роль. Срок годности одного баллона составляет не более двух лет.
Углекислый газ (СО2) — самый недорогой и при этом эффективный газ для полуавтоматической сварки. Он защищает сварочную ванну от кислорода, а металл — от окисления. С ним просто работать и его можно приобрести в любом специализированном магазине. А в связке с аргоном углекислота позволяет варить соединения высокого качества.
Особенности
Полуавтоматическая сварка в среде углекислого газа получила очень широкое распространение как на крупных заводах, так и на маленьких предприятиях. Но в чем особенности сварки в углекислоте? Почему этот метод сварки так популярен?
Все просто. При углекислотной сварке детали практически не деформируются, что крайне важно на производстве, которое не хочет терять прибыль из-за бракованных изделий. К тому же, для сварки в углекислоте не обязательно проводить тщательную подготовку металла, шов получится качественным и надежным даже если просто удалить видимую грязь и масло. Вы даже можно подгонять детали на глаз, шов все равно получится приемлемым.
Суть такой сварки тоже проста. Возбуждается электрическая дуга и с ее помощью плавится металл. В сварочную зону подается углекислота, которая выполняет защитную роль. Струя газа в прямом смысле обтекает сварочную зону, и защищает ее от окисления и негативного влияния кислорода.
Но есть одна особенность: углекислота не на 100% нейтральна. Так что ее нельзя использовать без присадочной проволоки. В данном случае проволока не даст кислороду проникнуть в сварочную ванну и окислить металл. В работе следует применять проволоку с повышенным содержанием кремния и марганца. Ниже вы можете видеть таблицу с рекомендуемыми типами проволоки.

Если выбранная вами проволока будет содержать в составе медь, то это значит, что она обладает антикоррозийными свойствами, что очень хорошо. Такую проволоку можно долго хранить, и она обеспечивает стабильное горение дуги. К тому же, шов получается качественным и без пор. Говоря о диаметре сложно давать конкретные рекомендации. Скажем одно: на наш взгляд проволока диаметром 0,8 миллиметров наиболее оптимальна для сварки большинства металлов, и к тому же она не оказывает существенных нагрузок на сварочный аппарат.
Отдельно хотим обратить ваше внимание на распространенный миф. Якобы порошковая проволока способна в полной мере заменить защитный газ при сварке полуавтоматом. Это большое заблуждение. Наш опыт показал, что при сварке в среде углекислого газа шов гарантировано получается лучше, чем при сварке без него и с применением порошковой проволоки. Но применением порошковых присадочных материалов оправдано в случаях, когда невозможно транспортировать газовый баллон на место сварки или вероятность появления дефектов не играет большой роли.
Достоинства
Полуавтоматическая сварка с углекислотой отлично зарекомендовала себя при сварке углеродистой стали малых толщин. В таких случаях классическая ручная дуговая сварка или газовая сварка недостаточно эффективны, поскольку эти методы просто деформируют металл, не позволяя сформировать качественный шов.
Также полуавтоматическая сварка с углекислотой широко применяется при ремонте кузовов. В таком случае она имеет сразу несколько преимуществ. Во-первых, проволока подается автоматически с помощью подающего механизма, сварщику не нужно следить за этим. Во-вторых, такая сварка в разы эффективнее и быстрее газовой сварки, например. В-третьих, при работе с тонкой сталью скорость сварочных работ также увеличивается, поскольку проволока быстро плавится.
Не забывайте, что при таком методе сварки металл вокруг практически не нагревается, что благоприятно сказывается на детали. При этом сварочное соединение получается не только качественным, но еще и красивым. Также этим методом можно без проблем заменить газовую ацетиленовую сварку без потери качества, еще и уменьшив себестоимость работ за счет дешевизны углекислоты.
Если сравнивать полуавтоматическую сварку в углекислоте с ручной дуговой сваркой, то и здесь у нее много преимуществ. Прежде всего, сварочная зона хорошо защищена от кислорода, чего нельзя сказать про РДС, там требуется дополнительно использовать флюс. Также можно варить в любых пространственных положениях, что очень удобно при работе в труднодоступных местах. Еще сварочный процесс лучше виден и за ним удобнее наблюдать.

Еще одно преимущество — высокая скорость сварки. Вы никогда не сможете с помощью РДС сварить огромное количество продукции, а вот с помощью углекислоты вполне. Не говоря уже о технологии. Сварка полуавтоматом несложная, а подача проволоки и вовсе автоматизирована. Это не сравнится по сложности со сваркой РДС, где сварщик все делает самостоятельно.
При сварке углекислотой дуга зажигается легко и горит стабильно, не нужно часто менять электроды и зачищать сварное соединение от шлаковой корки. Если сварщику не нужно двигаться на большие расстояния во время сварки, то данный метод просто незаменим, поскольку крайне продуктивен.
Также сварочный полуавтомат в связке с углекислотой будет незаменимым инструментом при сварке различных металлических конструкций, где необходимо сделать множество мелких швов. Например, если нужно сварить ворота, заборы, решетки и прочее. Поэтому в любой ремонтной мастерской вы встретите полуавтомат. При этом цена ремонта будет в два раза меньше, чем если бы вы варили с применением технологии РДС. Поэтому на многих промышленных предприятиях РДС сварка вытеснена полуавтоматической сваркой в среде защитных газов.
Вместо заключения
Сварочный углекислотный газ — отличная альтернатива аргону. Он стоит дешево, с ним легко работать. По этой причине углекислота часто встречается в гараже у домашних сварщиков, решивших освоить полуавтоматическую сварку. К тому же, сейчас производители предлагают огромный ассортимент полуавтоматов. Многие бюджетные модели стоят всего 100$ и позволяют выполнить большинство несложных задач. Так что рекомендуем подробно изучить тему сварки в углекислоте и применить полученные знания на практике. Желаем удачи!
Работа полуавтоматической сваркой с углекислым газом (диоксид углерода или СО2)

В настоящее время полуавтоматическая сварка с помощью углекислого газа используется как специалистами, так и сварщиками — новичками.
В этой статье Вы почерпнете для себя много полезного о работе с углекислотой, о её достоинствах, таких как защита сварного шва от негативного воздействия частиц в воздухе, повышения качества выполненной работы, и не только.
- Что такое сварка полуавтоматическим сварочным аппаратом в среде СО2?
- Достоинства сварки на углекислом газе
- Компоненты для углекислотного сваривания
- Выводы
Что такое сварка полуавтоматическим сварочным аппаратом в среде СО2?
Итак, давайте же узнаем, как же работает способ сваривания полуавтоматом с углекислотой. Воздействие высокой температуры в процессе сварки способствует частичному распаду углекислого газа на кислород и углерод.
Такой химический процесс благоприятно влияет на итоговый результат, защищая сварочное место (так называемая сварочная ванна) от различных вредных примесей в воздухе в вашей рабочей зоне.
Еще стоит отметить отличное взаимодействие этих трёх газов с железом, что еще больше увеличивает качество сварочного шва.
Основной недостаток углекислого газа – его свойство окислять свариваемый металл, тем самым ухудшая качество проделанной работы.
С этим недостатком достаточно просто и эффективно бороться добавляя в состав проволоки для сварки полуавтоматом большое количество кремния и марганца.
Здесь начинают действовать положительные химические свойства оксидов этих элементов, выделяющиеся в процессе сварки. Их взаимодействие с поверхностью металла способствует формированию надежного сварочного соединения, устойчивого к оксидированию.
Для сварки углекислотой используйте полуавтоматический сварочный аппарат, при этом выбирать его режим работы вы можете сами, опираясь на свой опыт, либо пользуясь рекомендуемыми параметрами из таблицы 1.
Из нее видно, что основной критерий выбора режима работы – толщина свариваемого металла.
Таблица 1 – Параметры настройки полуавтоматического сварочного аппарата с углекислотой:

Достоинства сварки на углекислом газе

Итак, мы уже узнали принцип сварки полуавтоматом с углекислотой, а также как справляются с его главным недостатком.
Теперь давайте посмотрим на основные достоинства этого метода по сравнению с его конкурентом – флюсовой сваркой:
- качество сварного соединения выше, даже у начинающих осваивать эту деятельность;
- скорость работы быстрее в 2-3 раза благодаря равномерному тепловому рассеиванию от сварочной дуги, а следовательно производительность труда намного выше;
- возможность варить даже тонкий металл, не боясь ухудшить качество шва;
- на месте сваривания полуавтоматом не остается остатков флюса и шлака, на случай многослойной сварки металла, это преимущество придется как нельзя кстати;
- отсутствие флюса, а значит ничего не мешает визуальному контролю сварочной дуги;
- качество наплавки с использованием углекислого газа выше, чем с флюсом;
- вы можете проводить паяльные работы в любом пространственном положении, любой сложности (в том числе работы на весу и под углом) без использования планок, подставок, подкладок и пр.;
- экономичность метода и огромная выгода с точки зрения капиталовложения;
- не надо приобретать оснащение для удаления и подачи флюса во время сварочного процесса;
- в два раза дешевле себестоимость металла, используемого под наплавку, в сравнении с другими методами;
- сама по себе углекислота имеет относительно низкую цену, что также уменьшает общую стоимость работ.
Полуавтоматическая сварка на углекислотном газе нашла свое место в судовом строении, машиностроении, при сварке систем отопления и водопровода, в производстве изделий из легированной стали или термостойких металлов, в случаях труднодоступности места сваривания и когда необходимо провести быстрый ремонт и наплавку.
Проще говоря, этот метод применяется в серийной промышленности и производствах, а не только в условиях гаражной самодеятельности.
Сваривание полуавтоматом в углекислоте заслуженно получила такую популярность благодаря совокупности своих преимуществ, но теперь давайте разберем в каких материалах она нуждается.
Компоненты для углекислотного сваривания

Проволока для сварки полуавтоматом. Применяется как электрод. Для каждого случая, в зависимости от того какой металл мы будем паять, проволоку необходимо выбирать индивидуально.
Отталкиваясь от толщины свариваемого металла, мощности полуавтомата и его прочих особенностей, диаметр проволоки может изменяться в диапазоне от 0.5 до 3 мм. На практике лучший результат показывает медная проволока, её мы и рекомендуем использовать.
Пускать в дело необходимо исключительно чистый материал, без следов ржавчины, коррозии, загрязнений, которая хранилась в надлежащих условиях.
В противном случае эту проволоку использовать нельзя, если вы не хотите в результате получить плохое качество соединения. Рекомендуется вымачивать проволоку в серной кислоте, а после несколько часов удерживать при высокой температуре.
Углекислый газ СО2. Собственно, наш главный гвоздь программы и самый важный компонент. Углекислота для сварки полуавтоматом безвредна для человека и бесцветна.
Перемещается и хранится СО2, как правило, под давлением в специальных черных емкостях и с одноименной маркировкой. Вот несколько практических и просто полезных советов по эксплуатации:
- для особо важных и сложных работ используйте емкость с 99%-ым содержанием диоксида углерода, в остальных случаях ёмкостей с 98%-ым содержанием будет предостаточно;
- учтите, что излишняя влага отрицательно скажется на общем качестве сваривания. Чтобы от неё избавиться, поставьте ёмкость в вертикальное положение на один час, за это время влага осядет на дно;
- перед началом сварки полуатоматом выпустите немного газа из ёмкости, чтобы избавится от, вредных для сварки, примесей азота, содержащиеся в ней.
Выводы
Итого, сварка полуавтоматическим сварочным аппаратом в среде СО2 – это набор сплошных преимуществ, например повышение производительности труда, расширение ваших профессиональных умений, а результатом работы вы будете всегда довольны.
У новичков на первых этапах освоения конечно могут наблюдаться проблемы с чрезмерным расходом газа, но и этот недостаток нивелируется его достаточно низкой ценой, а с приобретенным опытом, когда вы освоите принципы работы этого метода, такая проблема исчезнет вовсе.
Немного терпения, опыта в сварочном деле, наличие полуавтомата, углекислоты, всех необходимых материалов и Вы полностью готовы к покорению этого метода.
Профессиональный опыт приобретается на практике, поэтому экспериментируйте и тренируйтесь сами с разными режимами работы, набивая руку, а не уповайте на табличные данные, этот опыт очень важен, если вы хотите стать профессиональным сварщиком.
Спрашивайте советов у профессионалов — сварщиков и не забывайте соблюдать технику безопасности. Желаем успехов!
Все о сварке
Использование углекислоты для сварки полуавтоматом получило широкое распространение как среди начинающих сварщиков, так и среди профессионалов. Такой газ для сварки (имеет маркировку co2) защищает сварочный шов от негативного воздействия атмосферы, улучшает качество работ и увеличивает производительность труда. В этой статье мы расскажем все о сварке в среде углекислого газа.

- Суть сварки в углекислоте
- Преимущества дуговой сварки в углекислом газе
- Применяемые материалы при сварке в углекислоте
- Сварочная проволока
- Углекислый газ
- Вместо заключения
Суть сварки в углекислоте
Углекислотный газ частично распадается на углерод и кислород, находясь под воздействием большой температуры. Впоследствии формируется смесь из нескольких газов одновременно: кислорода, углерода и углекислого газа. В совокупности эти газы защищают сварочную зону от негативного влияния окружающей среды, ведь в сварочном цеху или в гараже практически невозможно установить идеальные условия для сварки. Кроме того, смесь трах газов взаимодействует c железом, что также улучшает качество готового шва.

Углекислый газ обладает свойством сильного окисления металла, что может привести к потере качества работы. Чтобы устранить окислительные процессы в сварочную проволоку в избыточном количестве вводят кремний и марганец, их оксиды высвобождаются во время сварки и благодаря своим свойствам подавляют окислительные процессы. Они вступают в реакцию друг с другом, а не растворяются в сварочной ванне, тем самым формируется надежное соединение, не подверженное окислению.
Для сварки в углекислоте используется сварочный полуавтомат. Режим работы полуавтомата выбирается исходя из толщины металла. Ниже вы можете видеть таблицу с рекомендуемыми параметрами для сварки тонких металлов.

Преимущества дуговой сварки в углекислом газе
Мы будем сравнивать дуговую сварку в углекислоте со сваркой под флюсом, поскольку два этих метода часто обсуждают в попытке выяснить, что лучше. Перечислим основные преимущества сварки в углекислом газе:
- Мастер может беспрепятственно наблюдать за процессом сварки и следить за дугой, поскольку нет флюса, закрывающего обзор.
- Нет необходимости использовать дополнительное оборудование для подачи и удаления флюса с поверхности металла, что выгодно экономически.
- Не нужно очищать металл от шлака и остатков флюса. Это преимущество особенно важно, если планируется многослойная сварка деталей.
- Производительность труда повышается в несколько раз за счет равномерной подачи тепла от сварочной дуги. Скорость работы до 3 раз быстрее, чем ручная сварка электродами или сварка под флюсом.
- Качество швов значительно выше, даже если вы начинающий сварщик.
- Можно проводить работы в любом положении. Сварщику доступна возможность выполнить и горизонтальный, и вертикальный шов, а также соединения под углом или на весу, не используя при этом стальную подкладку.
- Углекислый газ стоит дешево и его перерасход незначительно скажется на стоимости работ.
- Можно сваривать тонкий металл без страха ухудшить качество сварного шва.
- Наплавка при сварке полуавтоматом в углекислом газе лучше, чем при сварке под флюсом.
Но и это еще не все. Одним из главных преимуществ такого метода сварки является его экономичность. Она достигается как за счет низкой цены на газ, так и за счет увеличения скорости работы. Если измерять стоимость работ, руководствуясь количеством металла, необходимого для наплавки, то при сварке в углекислом газу килограмм металла обходится в два раза дешевле, чем при сварке под флюсом или при ручной сварке.
Сварочный процесс с углекислотой широко используется не только гаражными умельцами, но и в промышленных целях. Этот метод сварки незаменим в машино- и судостроении, при сварке магистральных отопительных и водопроводных систем, при выполнении сложного монтажа металлических конструкций в труднодоступном месте, при производстве изделий из легированной стали, и металлов, устойчивых к теплу, при оперативном ремонте и наплавке.
Как видите, этот метод сварки не зря настолько распространен. Он обладает множеством преимуществ и позволяет существенно улучшить качество сварочных работ. Теперь подробнее разберем материалы, необходимые для углекислой сварки.
Применяемые материалы при сварке в углекислоте
Сварочная проволока
В этом методе сварки в качестве электрода используют специальную сварочную проволоку, которая подбирается в соответствии с металлом, который необходимо сварить. Диаметр варьируется от о.5 до 3 мм, тем толще металл, тем соответственно больше диаметр проволоки. Также учитывайте мощность и количество дополнительных настроек у вашего полуавтомата. Мы рекомендуем использовать медную проволоку, поскольку она всегда дает отличный результат.
Соблюдайте правила хранения проволоки. После вскрытия упаковки она не должна иметь пятен или иных загрязнений, исключено наличие ржавчины или любой другой коррозии. Если ваша проволока не соответствует этим требованиям, то ее нельзя использовать в работе, поскольку увеличивается вероятность разбрызгивания металла при сварке и в целом ухудшается качество получаемого шва.
Опытные сварщики вымачивают проволоку в серной кислоте, а затем несколько часов прокаливают в печи. Эта процедура улучшает качество получаемого впоследствии сварного шва.
Углекислый газ
Самый главный компонент. Газ для сварки не имеет цвета и не наносит вреда здоровью. Углекислоту для сварки хранят и перемещают в специальных баллонах с заданным давлением. В большинстве случаев баллоны можно отличить по характерному черному цвету и подписи «Углекислота», но бывают и исключения. Качественный газ с углекислотой, применяемый для сварки полуавтоматом, должен на 98% состоять из диоксида углерода. Этого достаточно для выполнения большинства работ. Но если необходимо сварить особо важные металлические конструкции, то лучше приобретать баллон с содержанием 99%. Также важно, чтобы в баллоне не было излишней влаги. Если углекислота для сварки содержит влагу, то наплавка теряет пластичность, а шов приобретает пористую текстуру и его характеристики ухудшаются.

Если газ не сухой, то мы рекомендуем поставить баллон вертикально на 20-30 минут, чего будет достаточно для того, чтобы лишняя влага осела на дно. В баллоне могут также содержаться примеси азота, которые негативно влияют на качество работ. Выпустите немного газа из баллона, прежде чем приступать к работе, так лишние примеси уйдут в атмосферу и не будут препятствовать хорошему результату.
Вместо заключения
Сварка с использованием углекислого газа — это крайне полезный навык, расширяющий ваши профессиональные умения. С помощью такого вида сварки можно улучшить качество своей работы и повысить производительность труда. При этом себестоимость таких работ будет достаточно экономной за счет низкой цены на газ. Конечно, у начинающих сварщиком может быть перерасход газа, пока они не «набьют руку», но с опытом придет полное понимание сути сварки в углекислоте, а значит и осознание, как можно сократить расход комплектующих.
Для полноценной работы вам понадобится лишь полуавтомат, сварочная проволока и баллон углекислого газа, а также терпение и минимальные навыки сварки. Не полагайтесь в своей работе только на учебные таблицы, экспериментируйте и получайте свой опыт. Благодаря этому вы сможете интуитивно подбирать правильный режим работы аппарата в зависимости от ситуации, а этот навык очень важен, если вы хотите стать профессионалом. Обязательно испробуйте этот метод, соблюдая технику безопасности. Опытные мастера могут поделиться своим опытом в комментариях, чтобы помочь новичкам. Желаем удачи!
Все о полуавтоматической сварке в среде углекислого газа
Полуавтоматическая сварка в среде углекислого газа дает возможность соединить металлические детали. Сварочный шов при использовании такой сварки отличается высокой прочностью. Поэтому сваривание металлов с использованием углекислого газа широко востребовано как у новичков, так и у профессионалов.
Что такое сварка полуавтоматом в среде СО2?
Принцип действия полуавтоматического спаивания с использованием углекислого газа достаточно прост. Одновременно с электродом в сварочную ванну подается СО2. Газ заполняет ванну, тем самым защищая металл от негативного влияния воздуха.

Режимы и особенности сварки в углекислоте
Основной особенностью сварки в среде СО2 является вытеснение воздуха при сваривании частей. Это позволяет добиться высокого качества шва. Необходимо учитывать, что железо и углерод, находящиеся в составе заготовок, вступая в химическую реакцию с СО2, окисляются. Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.
Еще одной особенностью полуавтоматической сварки в газовой среде является возможность применения как прямой, так и обратной полярности. Использование обратной полярности прямого тока отлично подходит для начинающих сварщиков. Такой метод дает возможность легко удерживать дугу. Прямая полярность применяется при необходимости наплавления металла.
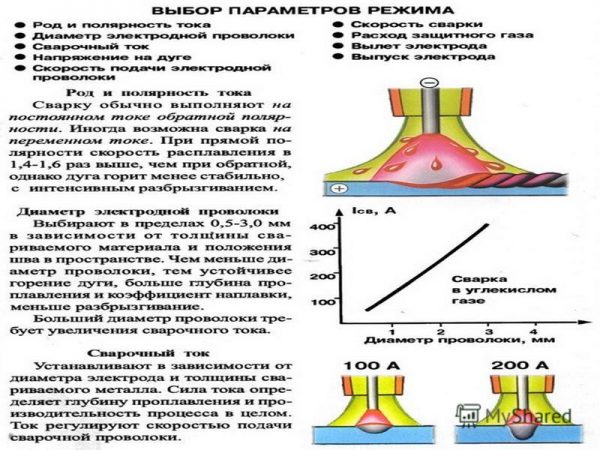
Сварка полуавтоматом возможна в различных режимах. Настройку аппарата необходимо производить исходя из толщины металла свариваемых деталей и диаметра проволоки. При повышении сварочного тока увеличивается глубина провара. Так, чем больше толщина металлических частей, тем большую силу тока необходимо установить в настройках.
Характеристики сварки в углекислом газе
Газ, применяемый для сваривания полуавтоматом, имеет более высокую плотность, чем воздух. Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
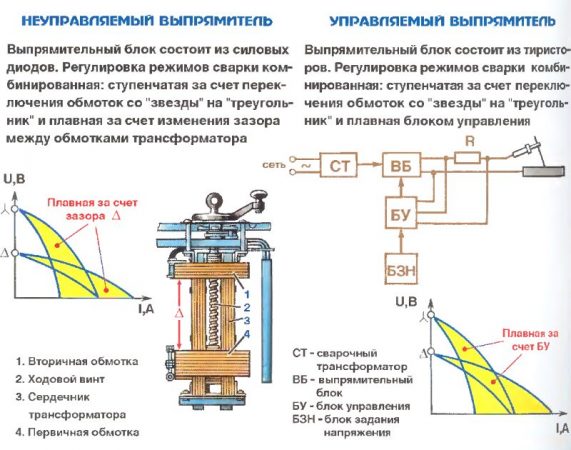
Спаивание в среде СО2 можно выполнять на двух видах оборудования:
- Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
- Инвертор. Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.
Электродом при выполнении полуавтоматической сварки в среде углекислого газа является специализированная проволока. В зависимости от толщины деталей, диаметр и состав проволоки может отличаться.
Подготовительные работы
Для того чтобы получить качественный шов, необходимо подготовить заготовки и настроить оборудование. Спаиваемые части следует предварительно очистить от ржавчины, окислений, лакокрасочных покрытий и т. д.

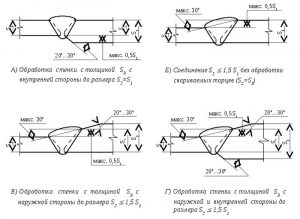
Окислы и посторонние примеси могут привести к разбрызгиванию электрода и нарушению качества сварного шва. Для очистки используется наждачная бумага, абразивный камень или пескоструйная обработка. При сваривании тонких листов следует предварительно отбортовать кромки заготовок.
Помимо подготовки деталей перед началом сварки полуавтоматом в среде СО2, необходимо настроить оборудование. Все составляющие подключаются в строгом соответствии с определенной схемой. Для нормальной работы устройства нужно исключить утечку вещества из системы.
После включения полуавтомата в электрическую сеть осуществляется его настройка. В зависимости от толщины металла устанавливается сила тока. При выборе скорости подачи электрода нужно опираться на скорость горения сварочной дуги.
Перед началом работы нужно изучить правила техники безопасности во время выполнения сварочных работ полуавтоматическим сварочным аппаратом в среде углекислого газа. Во время работы используются специализированные средства индивидуальной защиты.
ВНИМАНИЕ: Пренебрежение правилами безопасности может привести к различного рода травмам, ожогам или поражению электричеством!
Технология и методы выполнения работ
После подготовки деталей и правильной настройки оборудования можно приступать к выполнению сварочных работ. При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин. Подача электрода, независимо от полярности, осуществляется двумя способами:
- Углом вперед. С использованием такого метода глубина провара будет небольшой, а шов — широким;
- Углом назад. Применяя такой метод, сварщику удается добиться большой глубины провара при малой ширине шва.
По окончании работ сварочная ванна заполняется металлом из проволоки. После того как шов положен, подача проволоки прекращается. Электричество, подаваемое на электрод, следует отключить. Углекислоту, в отличие от напряжения, нужно подавать до полного затвердевания шва. Это дает возможность защитить металл, находящийся под воздействием высокой температуры, от негативного влияния воздушных масс.
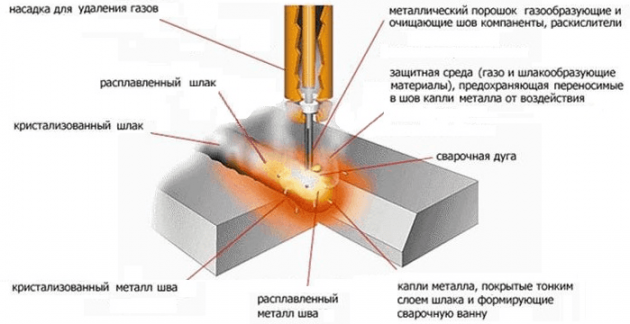
После полного затвердевания шва металл кристаллизуется и происходит образование шлака. Для контроля над качеством спаивания необходимо удалить шлак. После остывания он становится хрупким и легко очищается.
Расход СО2
Расход газа при спаивании в среде газа СО2 прямо зависит от толщины металлических заготовок, диаметра проволоки и силы тока. На расход влияют и другие факторы. Если работы выполняются на открытом воздухе, то расход газа будет гораздо больше, чем при сваривании в закрытом помещении. Это связано с тем, что ветер сдувает часть газа, подаваемого в сварочную ванну.

Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Преимущества и недостатки
Сварка в углекислом газе СО2 имеет ряд преимуществ. К ним относятся:
- Возможность спаивать тонкие листы металла;
- Хорошая дуга при выполнении работ. Это особенно удобно для начинающих сварщиков;
- Возможна сварка деталей с различными характеристиками;
- Металл, находящийся под действием высокой температуры, защищен от влияния воздуха. Это делает шов прочным и не допускает окислений;
- Высокое качество места соединения заготовок;
- Безопасность в использовании;
- Доступность. Приобрести оборудование может любой желающий.
К недостаткам полуавтоматической сварки в среде углекислого газа можно отнести то, что применяемое оборудование более сложное, чем в случае с другими газами.
Из вышеперечисленного следует, что сварка в среде СО2 является доступным способом соединения металлических деталей. Такой способ спаивания отличается высоким качеством и простотой в применении.
Видео: Как настроить давление защитного газа и его расход
Как правильно вести сварку полуавтоматом с углекислотой – особенности сварочного процесса

Отличительной чертой полуавтоматической сварки является автоматизированная подача присадочного материала, в качестве которого выступает сварочная проволока. Ниже рассмотрим, как правильно вести сварку полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Что нужно знать о сварке полуавтоматом
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
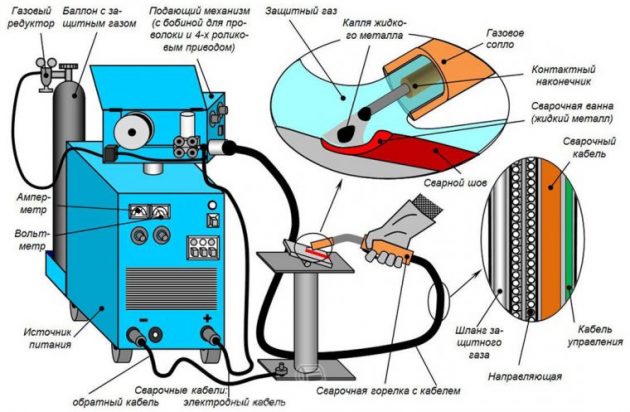
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.

Изображение процесса сварки полуавтоматом
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.

Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость. Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты. А прочитать подробнее про другие технические газы вы можете в этом разделе.
Как правильно вести сварку с углекислотой на полуавтомате своими руками
Чтобы шов получился качественным даже на сложной детали, необходимо иметь определенные навыки, а также придерживаться инструкций.

Соблюдайте инструкции для безопасного и правильного процесса сварки
На начальном этапе главная задача заключается в настройке аппарата. Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Для каждой толщины металла выбирается своя сила тока. Не следует забывать и о скорости подачи электрода, которая регулируется электрическим (переменным сопротивлением) или механическим (заменой шестерен) способом.
Держатель располагается так, чтобы наконечник находился в рабочей зоне. Одновременно с нажатием кнопки «Пуск» необходимо «чиркнуть» электродом по металлу для загорания дуги. Во время сварочного процесса наконечник ведется с оптимальной скоростью без резких движений, при этом, сварщик должен постоянно контролировать его положение и наклон.

Быстрая, медленная и нормальная подача проволоки и скорость сварки
Чтобы хорошо усвоить, как правильно вести сварку с углекислотой на полуавтомате, лучше вначале потренироваться на опытном образце. Таким образом, можно подобрать правильный режим работы аппарата, выбрать необходимую скорость подачи электрода, и определить оптимальный расход газа. Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Советы по выбору полуавтомата
От выбора аппарата для полуавтоматической сварки во многом зависит качество и эффективность работ. Ниже приведены основные особенности, на которые следует обращать внимание при покупке данного оборудования:
- чем выше мощность, тем более толстые детали можно сваривать;
- инверторные аппараты намного проще в эксплуатации;
- желательно выбирать устройства со съемными держателями;
- инструкция должна быть удобной и понятной даже непрофессионалу.
Если вы планируете использовать защитный газ, следует позаботиться о заправке баллонов. Полную информацию о данном процессе читайте в статье: углекислота: где заправить – вопрос не праздный.
Также можете посмотреть видео о сварке полуавтоматом:
В компании «Промтехгаз» можно осуществить заправку баллонов качественной защитной смесью. Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.

