
Центраторы наружные для сварки труб
Когда для сварки труб используются центраторы, как они выглядят
При сварке трубопроводов требуется сохранение прямой линии или определенного угла направления труб. Чтобы кромки труб были ровно соединены по всей окружности, применяются устройства, называемые центраторами. Центраторы для сварки труб применяются как при прокладке магистральных трубопроводов, так и при работе в производственных и жилых помещениях.

- ускорение процесса сварочных работ;
- возможность соединения труб и трубопроводной арматуры (отводов, переходов, тройников, компенсаторов), с сохранением необходимых углов соединения;
- предотвращение отклонений труб по углу наклона или расхождения по плоскости сечения;
- возможность соединения труб на весу, при использовании подъемных устройств и строительной техники;
- фиксация труб для соблюдения требуемого зазора, что обеспечивает должное качество сварного шва;
- возможность соединения не только стальных, но также медных, полипропиленовых и других труб.
Если в домашних условиях отклонения угла соединения труб на 0,5-20 не будут критичными, то при строительстве многокилометровых трубопроводов требуется обеспечить максимально прямое направление прокладки магистрали. Зачастую трубы укладываются на заранее подготовленные опоры.

Независимо от размеров, центраторы бывают двух основных типов — внутренние и внешние. Аббревиатурное обозначение центраторов позволяет определить его тип (буквенный индекс) и максимальный размер труб (цифровой индекс), который они могут соединять.
Внутренние
Внутренние центраторы (ЦВ) обеспечивают доступ ко всей наружной поверхности свариваемых труб и позволяют накладывать непрерывный шов без предварительных точечных стыковок (прихваток). Они позволяют исправлять небольшие вмятины и отклонения от цилиндрической формы, выравнивания кромок по центру трубы.
По конструктивным особенностям можно выделить несколько типов таких приспособлений:
- Ножничные (ЦВН) – предназначены для соединения труб разного диаметра.
- Ручные с распорными крыльями (ЦВР) – для соединения небольшого диаметра, распорка осуществляется за счет ручного нажимного винта.
- Гидравлические (ЦВГ) – позволяют соединять несколько труб, перемещая устройство внутри трубопровода с помощью специальной штанги.
- Самоходные гидравлические – перемещаются внутри свариваемых трубопроводов за счет дистанционного управления.

Распорка таких центраторов осуществляется за счет устройств, называемых жимками. Жимки устанавливаются в трубу и помощью гидравлического (или ручного) привода осуществляют фиксацию стыков труб. Гидравлика аппарата корректирует отклонения трубы от формы правильной окружности.
Центратор устанавливается на кромке одной трубы, а другая труба надвигается на него до получения необходимого зазора. Затем оборудование фиксирует рабочее положение труб и начинается процесс сварки шва.
Так как при проведении сварочных работ необходим приток воздуха, который остужает поверхность металла, некоторые внутренние центраторы оснащаются вентиляторами. Либо, при необходимости, применяется технический вентилятор.
Наружные
Центраторы наружные (ЦН), которые не вводятся в трубу, являются захватами со скобами, которые соединяются шарнирами. Такие приспособления позволяют стыковать трубы разных диаметров, угольники, отводы и иную арматуру. В отличие от механизмов, применяемых внутри трубы, такие центраторы позволяют аккуратно соединять внешнюю кромку труб, но плохо подходят в ситуациях, когда требуется точное совмещение внутренних кромок.

Для труб большого диаметра применяются массивные центраторы, для применения которых требуется спецтехника (краны, манипуляторы). Вот основные типы таких приспособлений:
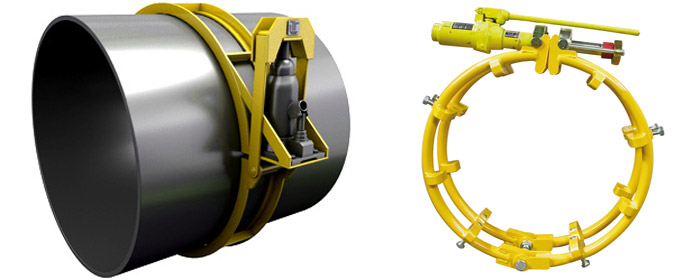
Звеньевые (ЦЗН) – многогранники, которые за счет установки или съема дополнительных колец-звеньев могут настраиваться для фиксации труб разного диаметра, стяжка для закрепления центратора производится за счет нажимного винта. Таким образом, один центратор может использоваться как для труб диаметром 50 мм, так и для труб диаметром до 2 метров. Модификации, оснащенные гидравлическим домкратом (ЦЗН-Г), позволяют увеличить силу стяжки, улучшая качество соединения и выравнивая контуры соединяемых труб;
Цепные (ЦНЦ) – самые затягиваются вокруг соединяемых труб, состоят из двух компонентов – цепи и натяжного механизма,
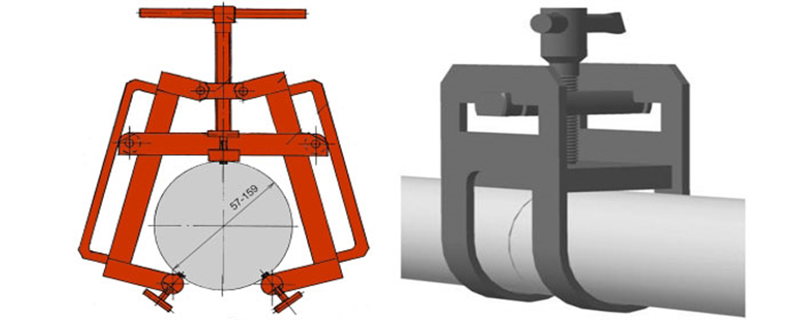
Эксцентриковые (ЦНЭ) – за счет конструкции, представляющей собой дуги разного диаметра и регулировочную перемычку, позволяют соединять между собой трубы разного диаметра, трубы с отводами и переходниками. Рабочий диапазон диаметров таких центраторов – от 89 до 426 мм,
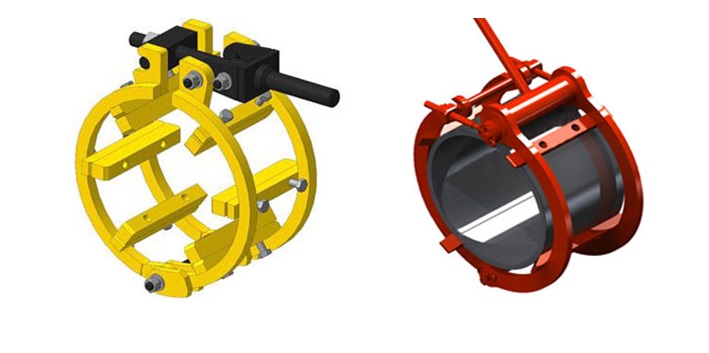
Арочные (ЦАН, ЦАН-Г) – выполняются в виде дугообразных секций, соединенных шарнирами, стягиваются с помощью гидравлического привода. Могут оснащаться устройством рихтовки для выравнивания несовпадающих торцов за счет перемещения упоров. Такие центраторы позволяют соединять трубы диметром от 320 до 820 мм.

Пример параметров наружных гидравлических центраторов
Трубы малого диаметра соединяются специальными приспособлениями, которые можно устанавливать на сварочных столах, либо применять при сварочных работах непосредственно на месте:
- Тисками цепными и упорами.
- Простыми струбцинами в форме клещей с фиксатором.
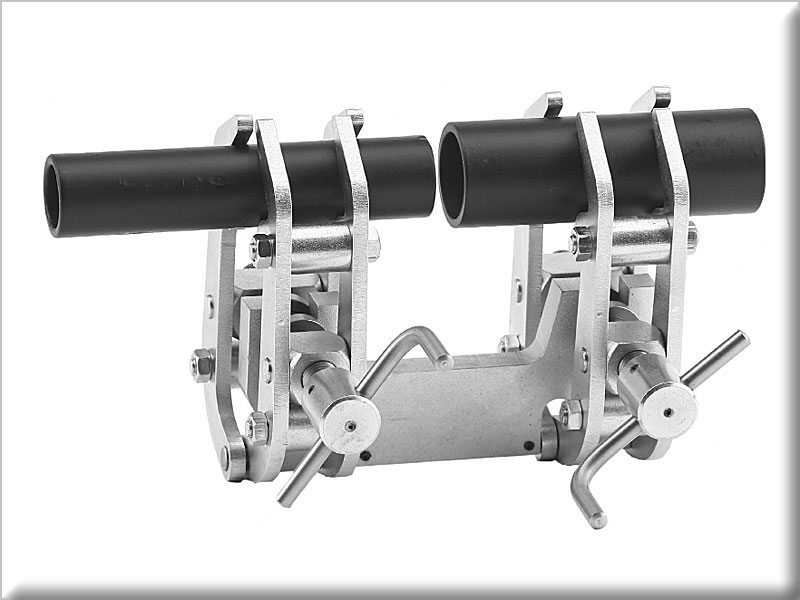
- Струбцинными центраторами (ЦС) для сварки труб и соединительной арматуры.

Обычно, такие центраторы предназначены для труб одного диаметра. Однако при необходимости регулярной сварки труб разного диаметра можно изготовить самодельный фиксатор либо приобрести специальное устройство с независимыми фиксаторами для каждой трубы. Ручные фиксаторы требуют предварительной стыковки труб на прихватки, а проваривание шва осуществляется после съема струбцины.
Разновидностью внешнего центратора является устройство для соединения труб, изготовленных из ППУ. Данное устройство позволяет соединять пластиковые трубы методом диффузной сварки: трубы вставляются в устройство, нагреваются, а затем соединяются легким нажатием рук. При этом сохраняется их ровное направление.
Пружинные
Отдельным видом центрирующих устройств является пружинный центратор для обсадной трубы (колонны). Эти механизмы используются при бурении нефтяных и водяных скважин, иных конструкций подземного или подводного использования.
С помощью таких центраторов обеспечивается равномерный зазор между трубой и стенками скважины, чтобы бетонный раствор заливался без образования пустот и разрывов.

Пружинные центраторы состоят из двух обечаек и нескольких стальных планок, которые опираются на стенки скважины и не позволяют трубе раскачиваться. Такие механизмы имеют только два сварных шва, а металлические пластинки, выполняющие обжимную функцию, изготовлены из цельных пластин стали.
Стоимость центрирующих механизмов
Стоимость центраторов зависит от их конструктивного типа, целевого назначения, габаритных размеров и производителя, и лежит в диапазоне от нескольких сотен до нескольких сотен тысяч рублей.
Для работы в условиях мастерской, или периодической сварки бытовых трубопроводов «на месте» достаточно купить наружное устройство. Главное, чтобы эти механизмы могли регулироваться в определенном диапазоне размеров.
Цепные механизмы стартуют в цене от 2800 рублей, звенные – от 5000 рублей. Эксцентриковые модели будут стоить подороже – от 7000 рублей.
Преимуществом цепных механизмов является низкая цена, простота конструкции, ремонтопригодность, возможность выравнивания эллипсности соединяемых труб.
Установка гидравлического механизма повышает стоимость оборудования, но увеличивает качество работы и функциональность. Ниже приведена ориентировочная стоимость некоторых видов трубных центраторов.
| Название | Цена, руб. |
| Звенный наружный ЦЗН-41 (для труб до 48 мм) | 1500-2000 |
| Звенный наружный гидравлический ЦЗНГ-421 (для труб до 420 мм) | 5000-7000 |
| Внутренний ЦВ 32 (для труб до 38 мм) | 310 000-320 000 |
| Внутренний гидравлический ЦВ 42 | 350 000 – 370 000 |
| Унифицированный ЦНУ 114 | 2 200 – 2500 |
| Цепной с двумя упорными винтами «Double Jackscrew Chain Clamp» | 150 000 -170 000 |
Для профессиональной работы предпочтительных центраторы немецкой компании «Vietz» и фирмы «Clamp» (США).
Назначение и применение центраторов для сварки труб
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Особенности и назначение
При вибрации и смещении незакрепленных труб во время соединения шов получается рыхлым, поэтому может треснуть даже при минимальной нагрузке. Поэтому применение центраторов для сварки труб, по которым перекачиваются агрессивные или опасные для здоровья людей вещества является обязательным. Работа с ними возможна при температуре от -45 до +45˚C. Точность совпадения осей при сборке труб под сварку уменьшает коэффициент сопротивления. Поэтому снижается мощность перекачивающих агрегатов.
Центраторы в зависимости от конструктивных особенностей применяют для стыковки диаметров от 25 до 2000 мм. Основой конструкции является тело, дополненное подставкой или крюком и набором зажимных элементов. Их количество можно менять в зависимости от диаметра соединяемых частей. Оборудование крепится на трубопровод с одной или обеих сторон стыка и стягивается натяжным механизмом, плотно соединяя торцы.
Виды центраторов и их отличия
В зависимости от места установки они подразделяются на две категории: внутренние и наружные типы. По конструкции центраторы делятся на устройства для стыковки прямолинейных участков или соединяемых под углом. С учетом числа точек крепления на трубопроводе механизмы бывают одно и двухсторонние. Первые применяются для монтажа трубопроводов небольшого диаметра. Вторые ставят на обеих сторонах стыка, применяются при работе с диаметрами свыше 600 мм.
Для стыковки больших диаметров из любого материала, на сварку которых тратится много времени, используется внутренний центратор. В комплект входит гидравлический насос, двигатель, фиксаторы. При установке внутрь он распирает края стыкуемых участков, затем плотно сдвигает их.
Наружные центраторы устанавливаются на внешней стороне. По принципу действия это универсальные звеньевые зажимы. Разнообразие типов позволяет приобрести оборудование для работы в любых условиях. Независимо от размера они проще и удобней в эксплуатации.
Наружные центраторы для сварки труб
Их маркировка состоит из букв ЦН и числа, обозначающего максимально допустимый диаметр в мм. К распространенным типам относятся:
- Многозвенные центраторы справляются с диаметром до 2 м. Собраны из элементов, соединенных шарнирами. Звенья стягиваются вручную натяжным винтом или гидроцилиндром.Внутренние центраторы чаще используются для стыковки труб больших диаметров

- Арочные разновидности состоят из двух клемм с откидными элементами, которые во время работы накладываются друг на друга, а затем стягиваются ручным или гидравлическим механизмом. Рассчитаны для работы с трубами диаметром до 0,9 м. Они более долговечны, чем предыдущий вариант, так как нет шарниров, пальцы которых быстро изнашиваются. Число арок выбирается в зависимости от диаметра труб.
- Цепные разновидности быстро приводятся в рабочее положение, поэтому применяются для прокладки новых и ремонта аварийных трубопроводов диаметром до 1,4 м. Однако натягивать цепь можно только вручную.
- Эксцентриковые устройства похожи на арочные, но клеммы стягиваются эксцентриковым зажимом. При работе, от работника требуется высокое мастерство, так как неправильно зафиксированный эксцентрик может отсоединиться во время сварки. К недостаткам относится быстрый износ, из-за чего ослабляется усилие прижима. Сфера применения ограничена диаметрами 0,4 — 0,5 м.
- Центраторами струбцинного типа стыкуются трубопроводы бытового назначения с небольшим диаметром. Из достоинств отмечается компактность, прижим ручной рычажным механизмом. Форма струбцин бывает прямоугольной или дугообразной.
- Пружинные типы незаменимы для стыковки обсадных труб под землей, когда бурят скважины. Бытовой вариант применяется для прокладки металлических, полимерных трубопроводов и с ППУ.



Внутренние центраторы для сварки труб
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.
При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Центраторы для сварки труб в Москве
- Сварочные аппараты
- Аппараты для контактной сварки
- Аппараты для сварки пластиковых труб
Аппарат для раструбной сварки WELDER GP32TS

Valtec Сварочный ремонтный комплект для полипропиленовых труб 9 х 4,5 мм
Стыковой механический аппарат для сварки ПНД труб KDL50-250-4
Сварочный аппарат РЕСАНТА САИ-250
Центратор механический 40-160 с воротком
МСПТ-800 Гидравлический сварочный аппарат для стыковой сварки пластиковых ПНД полиэтиленовых ПЭ труб встык
Аппарат для раструбной сварки КАЛИБР СВА-780Т
Оборудование для сварки ПНД / ПЭ труб KDL40-160-4
Комплект сварочного оборудования с плашками (800 Вт), для сварки труб диаметрами 20-32 мм, TIM (WM-10D)
Центратор ЦЦМ1 (ф труб 12-114 мм)
Аппарат для раструбной сварки Kolner KPWM 800MC
Центратор звенный наружный ЦЗН-219
Аппарат для раструбной сварки CANDAN СМ-06
Центратор звенный наружный ЦЗН-89
Насадка для сварки пластиковых труб Wester 178-008 40мм
Аппарат для раструбной сварки РЕСАНТА АСПТ-1000
Аппарат для сварки полиэтиленовых труб гидравлический KDC40-160-4
Аппарат для раструбной сварки REXANT RXT-700 в кейсе
Аппарат для раструбной сварки DEKO PPWM1600W
Механический аппарат для сварки ПЭ труб KDT63-200-2
Аппарат для раструбной сварки PATRIOT PW 100
Аппарат для раструбной сварки RWS АСПТ-1500
Аппарат для раструбной сварки PATRIOT PW 100
Аппарат для раструбной сварки VALTEC СТАНДАРТ



Аппарат для раструбной сварки REXANT RX-800 в кейсе, 6 насадок, 800 Вт
Аппарат для раструбной сварки Kronwerk КW 800
Аппарат для раструбной сварки VALTEC ER-04
Аппарат для сварки пластиковых труб Zitrek Plastic Master PM-1000 Automat
Аппарат для сварки труб из полиэтилена KDC75-250-4
Центратор звенный наружный ЦЗН-108
Аппарат для сварки платс. труб БУЛАТ СА3108 800Вт
Стыковой сварочный аппарат KDC180-500 гидравлический
Аппарат для раструбной сварки P.I.T. PWM32-D
Торцеватель для труб 20-25
Насадка сварочная VALFEX VWS-90
Аппарат для раструбной сварки ELITECH СПТ 800
Насадка для сварки пластиковых труб Dytron 02351
FIRAT Свар. аппарат + комплект матриц (20-40 мм) в ящике
Сварочный аппарат плоский для насадок 16 — 75 FV-PLAST 850W, ручная регулировка
Аппарат для точечной сварки ELITECH АТС 5
Аппарат для раструбной сварки REXANT RX-1000 в кейсе, 6 насадок, 1000 Вт
Аппараты для сварки пластиковых труб Brait BWM-3P800
Сварочный аппарат для стыковой сварки ПНД труб KDL40-160-2
Аппарат для раструбной сварки ELITECH СПТ 1000
Аппарат для раструбной сварки Wester DWM 1000A
Аппарат для раструбной сварки P.I.T. PWM63-C
Насадка сварочная VALFEX VWS-20
Торцеватель-насадка Valtec для армированной трубы, 20 мм, под электроинструмент
Аппарат для раструбной сварки RedVerg RD-PW600-32
Аппарат для раструбной сварки RedVerg RD-PW1500-63
Аппарат для сварки пластиковых труб Zitrek Plastic Master PM-1000 Automat
МСПТ-160Д2 » супер-мини» Механический сварочный аппарат для стыковой сварки пластиковых ПНД полиэтиленовых ПЭ труб встык
Комплект оборудования для сварки PP-R труб оптима
Аппарат для раструбной сварки СТАВР АСПТ- 900М
Центраторы для сварки труб
Для сварки фрагментов при монтаже трубопровода используется специализированные инструменты – центраторы для сварки труб. В данной статье приведены их устройство, классификация и особенности.

Устройство
Различные виды центраторов значительно отличаются по конструкции. Однако в любом случае ее составляют упорные и фиксирующие элементы.
К основным качествам центраторов относят:
- надежность фиксации;
- точность их совмещения;
- удобство применения;
- долговечность.
Применение
Центраторы имеют обширную сферу применения. Это обусловлено тем, что они рассчитаны на сварку труб различных типов и диаметров. Ввиду этого их применяют при сборке трубопроводов в коммунальной и нефтегазодобывающей сферах. Центраторы служат для фиксации смежных фрагментов трубопровода при сварке.
Актуальность данных инструментов определяется большой сложностью совмещения соединения фрагментов магистральных трубопроводов путем сварки, особенно большого диаметра. Это обусловлено провисанием ввиду малой жесткости соединяемых фрагментов. Этого необходимо избежать, обеспечив соосность. В противном случае значительно снизится качество соединения. Причем нужно учитывать, что соосность далеко не всегда означает параллельность.
Фиксация фрагментов обеспечивает стабильные размеры зоны сварки. К тому же, если используется центратор для сварки, с внутренней стороны стыка не формируются перепады, вызывающие турбулентность потока и повышающие сопротивление при эксплуатации трубопровода. То есть названные дефекты ухудшают гидравлические параметры, вследствие чего требуется более мощное насосное оборудование.


Точное позиционирование обеспечивает одинаковую ширину сварочного шва по окружности в отсутствии подрезов, непроваров, наплывов, что повышает прочность. К тому же благодаря этому допустимо применение механизированной сварки.
Для классифицирования центраторов используется несколько критериев:
- технологическое назначение;
- конструктивное исполнение;
- количество точек фиксации;
- сферу применения.
Под первым критерием подразумевается способ расположения инструмента. На основе этого их дифференцируют на варианты для наружного и внутреннего диаметров. Далее они рассмотрены более подробно.
Конструктивное исполнение подразумевает использование в устройстве деталей различной конфигурации и типа. Определяется назначением инструмента, в том числе конфигурацией трубопровода. Так, основная часть сегментов расположена по прямой, однако существуют и изогнутые участки.
Количество точек фиксации определяется диаметром трубопровода.
Сегменты небольшого размера фиксируют с одной стороны, а для труб от 400-600 мм используют двустороннюю фиксацию.


По сфере применения центраторы дифференцируют на бытовые и профессиональные. Модели первого типа отличаются компактными размерами, ручным приводом и невысокой стоимостью. Они рассчитаны, например, на сварку домашнего водопровода. Профессиональные варианты значительно более сложны и дороги. Они ориентированы на прокладку магистральных трубопроводов.
Наружные
Данные инструменты представлены разъемными конструкциями. Фиксация труб производится различными способами, на которых основана классификация наружных центраторов, приведенная далее. В целом, для данного типа принцип функционирования состоит в удержании с внешней стороны. Все наружные инструменты имеют маркировку, включающую буквенные символы «ЦН» и числовое значение пикового внешнего диаметра в мм.
- Многозвенные модели представляют собой конструкции из соединенных пальцевыми шарнирами звеньев. Встречается несколько технологий их стягивания: ручное, винтовым механизмом, силовым гидроприводом. Последний вариант характеризуется наибольшим усилием и, следовательно, обеспечивает наилучшее центрирование. Данные центраторы служат для труб диаметром до 2000 мм. Для них характерны проблемы с надежностью и долговечностью, обусловленные двумя факторами. Во-первых, со временем зазоры возрастают вследствие износа. Во-вторых, возможны поломки пальцевых шарниров.
- Арочные варианты включают 2 клеммы с откидными частями. Последние при центрировании накладываются друг на друга. Стягивание производится вручную либо гидравликой. Количество секций подбирают на основе диаметра. Такой центратор наружный проще по конструкции и надежнее моделей предыдущего типа ввиду меньшего количества деталей. К тому же он жестче. Однако такие варианты рассчитаны на трубы меньшего диаметра (до 900 мм).
- Эксцентриковые центраторы по конструкции близки к арочным. Отличие состоит в использовании эксцентрикового зажима для прижима клемм. Он обеспечивает ускоренное центрирование, однако требует высокой квалификации ввиду возможности самопроизвольного отсоединения при недостаточной фиксации. К тому же механизм быстро утрачивает прижимное усилие ввиду износа. На основе этого их используют для труб диаметром до 400-500 мм.
- Цепные центраторы включают в качестве основного конструктивного элемента цепь, а также стягивающий механизм. Последний имеет только ручной привод. Некоторые модели оснащены выравнивающими винтами, служащими для коррекции геометрии труб. Это наиболее мобильный и оперативный вариант центраторов. Поэтому такие инструменты применяют как при создании трубопроводов, так и при ремонте. Предельный диаметр для данных вариантов – 1400 мм.
- Струбцинные модели состоят из струбцин и рычажного механизма. На основе конфигурации целевых конструкций встречаются дуговые и прямоугольные струбцины. Нижний элемент обычно плоский. Механизм зажима чаще всего с ручным приводом, но бывает и с гидравлическим. Это компактные центраторы для труб малого диаметра. Обычно используются в коммунальной и бытовой сферах.


Наружные центраторы любого типа предполагают использование дополнительного оборудования в виде подставок, рабочих площадок, грузозахватных приспособлений и т. д.
Внутренние
Такие инструменты, в сравнении с внешними, отличаются сложной конструкцией. Это объясняется большей сложностью обеспечения соосности внутренних диаметров вместе с внешним. Принцип функционирования основан на оказании давления на стенки изнутри. В маркировке используется буквенное обозначение «ЦВ».
Значительное отличие внутренних центраторов от наружных состоит в том, что они рассчитаны на использование как при сварке, так и при эксплуатации трубопровода.
Во втором случае они служат для устранения прогиба под воздействием просадки грунта и собственным весом. Для большинства моделей эти возможности обеспечивает гидравлический привод. Причем предусмотрено регулирование скорости движения гидрозажимов, вследствие чего в системе управления гидроприводом используются двигатели постоянного тока.
Модели с ручным приводом рассчитаны на сварку конструкций внутренним диаметром до 300 мм, а обычные рассчитаны на трубопроводы более 2000 мм.
Специализированные модели для труб малого диаметра отличаются наличием пружинного зажима. По конструкции они аналогичны наружным центраторам для бурения нефтяных и водных скважин.
Принцип работ состоит в надвигании с использованием грузозахватного механизма трубы на вторую, в торце которой размещен центратор. Далее гидравликой создает требуемое усилие прижима. После этого можно начинать сварку. При этом необходимо наличие вентилятора ввиду сильного нагрева при работах.

Центратор внутренний применяемых при сварке труб с пенополиуретановым покрытием, используемых в магистральных сетях отопления и водоснабжения. Данный материал выполняет роль изоляции и служит для размещения кабеля, контролирующего состояние трубопровода. Поверх него наносится термостойкая оболочка. Ввиду этого сварка возможна исключительно с внутренней стороны.
Достоинства и недостатки
К основным достоинствам центраторов относят:
- повышение качества сварки за счет точного расположения и фиксации, что обеспечивает длительный эксплуатационный срок;
- снижение трудозатрат;
- мобильность;
- невысокую стоимость;
- многофункциональность, состоящую в применимости для труб разных видов и размеров.
Основным недостатком центраторов считают некоторое повышение стоимости работ. К тому же многие промышленные модели характеризуются большой массой (до сотен кг). Поэтому для их применения требуются грузоподъемные устройства. Это также усложняет и удорожает работы.
Также можно сопоставить наружный и внутренний виды.
Инструменты первого типа характеризуются следующими достоинствами:
- небольшими габаритами и массой для большинства моделей;
- простотой использования;
- возможностью применения при любых условиях.
Основной недостаток состоит в отрывочном ведении работ, обусловленном необходимостью постоянного передвижения инструмента.
Основное достоинство внутренних центраторов состоит в обеспечении непрерывной сварки. Однако это большие и тяжелые инструменты сложной конструкции, требующие применения подъемного оборудования.
Модели и цены
Выбор центратора осуществляют на основе ряда критериев.
- Диаметр труб. Во-первых, каждый тип инструмента рассчитан на конкретный диапазон диаметра. Во-вторых, для толстых деталей (более 800 мм) следует использовать модели жесткой конструкции (многозвездные или арочные), а при меньших диаметрах подойдут эксцентриковые варианты.
- Требования к качеству сварки. В некоторых случаях существуют пределы для дефектов соединения (включая эллипсность). Наилучшее качество сварки обеспечивают цепные модели.
- Предельное давление. Для создания наиболее стойкого сварочного шва следует применять центраторы с гидрозажимом.
- Материал труб. В данном отношении рассматриваемые инструменты всех типов универсальны, однако исключение составляют работы с полипропиленовыми трубами. В таком случае требуются внутренние варианты.
- Универсальность. Лучшими по данному показателю считают цепные модели.
Стоимость центраторов колеблется в обширных пределах. Так, простейшие наружные многозвенные модели с ручным приводом можно приобрести за 1,5 тыс. рублей, в то время как цена внутренних гидравлических составляет примерно 350 тыс. Таким образом, стоимость определяется конструкцией, назначением, а также брендом.


Из производителей данных инструментов по качеству выделяют продукцию Vietz и Clamp.
Следует отметить, что простейший бытовой центратор несложно и недорого создать самостоятельно.
Наружние центраторы
- Ручная дуговая сварка MMA
- Инверторы
- Трансформаторы
- Выпрямители однопостовые
- Выпрямители многопостовые
- Конверторы
- Балластные реостаты
- Полуавтоматическая сварка MIG/MAG
- Комплекты для полуавтоматчической сварки
- Однокорпусные полуавтоматы
- Источники питания
- Подающие механизмы
- Аргонодуговая сварка TIG
- Автоматическая сварка SAW/MAG
- SAW Сварка под слоем флюса
- Контактная сварка SPOT
- Установки для плазменной резки CUT
- Установки для плазменной сварки
- Агрегаты и генераторы сварочные
- Сварочные аксессуары
- Сварочные горелки и ЗИП
- Горелки для полуавтоматической сварки
- Горелки для аргонодуговой сварки
- Горелки для плазменной сварки и резки
- Электрододержатели и клеммы заземления
- Termal Dynamics ЗИП
- Строгачи
- Расходные детали для MIG-MAG сварки
- Расходные детали для TIG сварки
- Блоки охлаждения и др.
- Приспособления и принадлежности
- Сварочные маски
- Сварочные столы
- Средства индивидуальной защиты
- Кабельная продукция
- Сварочные горелки и ЗИП
- Сварочные материалы
- Сплошная проволока
- Порошковая проволока
- Электроды
- Присадочные прутки
- Электроды для строжки
- Вольфрамовые электроды
- Сварочное оборудование
- MMA Ручная дуговая сварка
- MIG/MAG Полуавтоматическая сварка
- Автоматическая сварка труб (комплекс Восход)
- Центраторы и приспособления для стыковки труб
- Наружние центраторы
- Внутренние центраторы
- Приспособления для стыковки труб
- Термическое оборудование
- Установки индукционного нагрева
- Оборудование для резки и подготовки кромки
- Труборезы, фаскосъемники
- Оборудование для размагничивания труб
- Сварочные генераторы
- Спецтехника ПКСР
- Предвижные самоходные комплексы
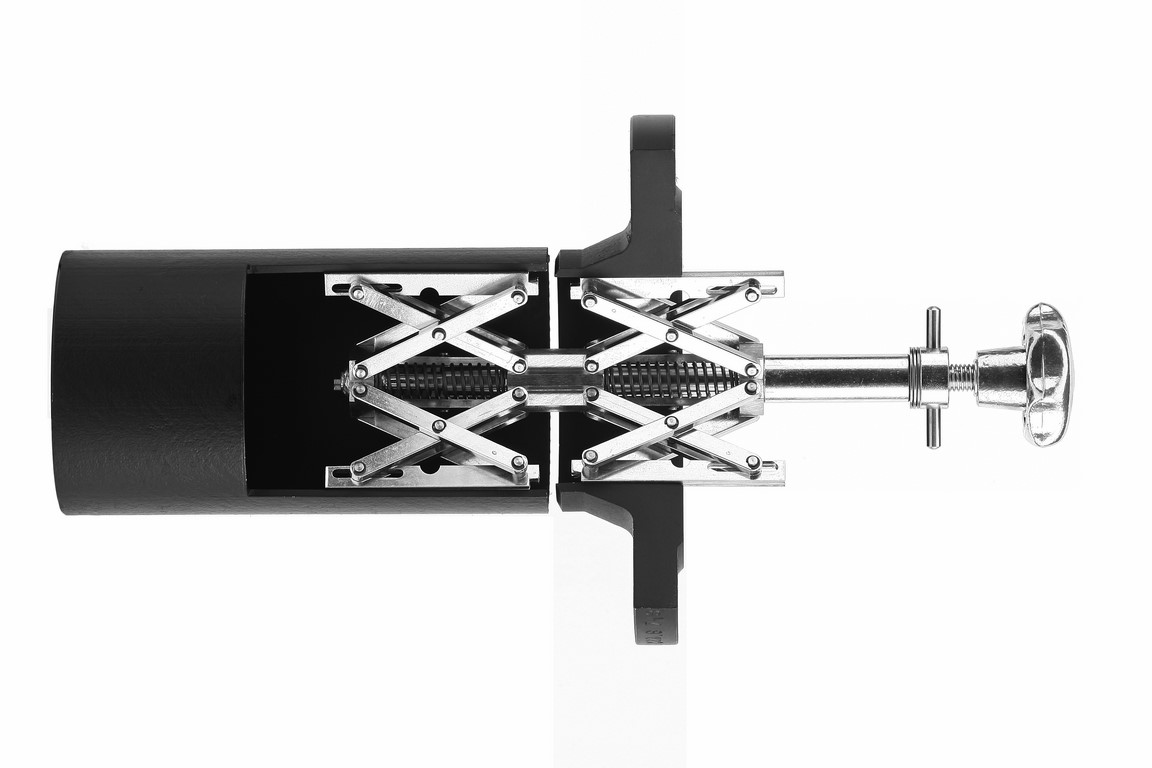
Центраторы звенные наружные типа ЦЗН предназначены для центровки торцов труб диаметром от 108 мм до 1420 мм перед сваркой стыков в полевых условиях. Центратор представляет собой шарнирный многогранник из унифицированных звеньев и нажимных роликов. Механизм стягивания центратора — винтовой. Центратор звенный наружный не предназначен для изменения геометрии торцов стыкуемых труб и правки вмятин. Модельный ряд звенных центраторов: ЦЗН 111, ЦЗН 151, ЦЗН 211, ЦЗН 271, ЦЗН 321, ЦЗН 421, ЦЗН 530, ЦЗН 630, ЦЗН 720, ЦЗН 820, ЦЗН 1020, ЦЗН 1067, ЦЗН 1220, ЦЗН 1420.
Как выгодно купить наружные центраторы для сварки труб в Москве
Чтобы купить звенные наружные центраторы в Москве по низким ценам, достаточно зайти на официальный сайт интернет-магазина «ИТС-Инжиниринг» и сделать заказ. Оформить заказ просто – для этого вам необходимо выбрать подходящие наружные центраторы в каталоге и добавить товар в «Корзину», перейти в нее и указать ваши контактные данные, выбрать способ доставки.
Мы предлагаем доставку курьером или возможность самовывоза из Москвы. Перед покупкой рекомендуем ознакомиться с подробной информацией о ЦЗН: на сайте вы найдете характеристики всех товаров и описания.
Если цена звенных наружных центраторов не указана, вы можете запросить цену, оставив ваши контактные данные. В этом случае с вами свяжется наш специалист и обсудит ваши задачи и условия, от которых может зависеть стоимость заказа. Мы руководствуемся исключительно принципом максимальной технической и экономической эффективности для Заказчика, поэтому в случае необходимости можем спроектировать специальное оборудование, предложить обучение и сервисное обслуживание.
- Обратная связь
- Партнеры
- Наши клиенты
- Политика конфиденциальности
- Карта сайта
© 2008–2021 ООО «ИТС-Инжиниринг».
Вся информация на сайте носит справочный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Этот сайт использует файлы cookies для обеспечения комфортной работы пользователя. Продолжая просмотр страниц сайта, вы соглашаетесь с использованием файлов cookies и нашей политикой конфиденциальности.

