Техника сварки угловых швов в нижнем положении
Порядок и техника сварки угловых швов в нижнем
Положении.
Угловые швы (или валиковые) применяются при Т-образных (тавровых) соединениях и соединениях внахлестку и являются очень распространёнными в сварных конструкциях.
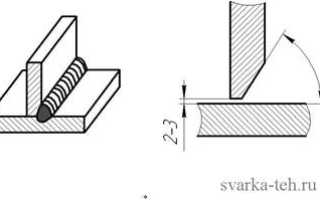
Сварка тавровых соединений в нижнем положении производится так, что одна плоскость свариваемого изделия горизонтальна, а другая вертикальна и шов накладывается в прямой угол между этими поверхностями.
При тавровом соединении, если толщина вертикального листа не превышает 12 мм, специальной обработки кромок не требуется, только нижнюю кромку вертикального листа необходимо обрезать так, чтобы стык не имел зазоров больше 2 мм.
В тавровых соединениях с толщиной вертикального листа от 12 до 25 мя делается V-образная подготовка. При толщине вертикального листа от 25 до 40 мм делаются односторонние U-образные скосы кромок, а при большей толщине-двусторонние V-образные скосы кромок.

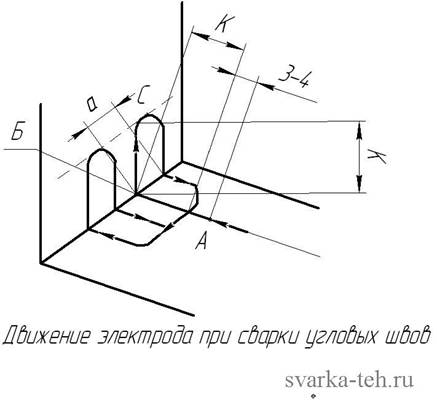
Наибольшую опасность при сварке угловых швов представляет возможность непровара одной из сторон, а также непровар угла. Поэтому при сварке углового шва электрод располагают в плоскости, делящей угол пополам, и концу электрода сообщают поперечные колебательные движения для расплавления металла кромок. Сварка угловых швов бывает однослойная и многослойная. Однослойная применяется в том случае, если катет шва не превышает 10 мм.
Техника наложения углового шва заключается в следующем: Дугу возбуждают на нижнем листе, отступив от вершины угла на 3-4 мм больше, чем катет шва (точка А), затем дугу ведут от точки А к вершине угла, в точку В, где её несколько задерживают для лучшего проплавления вершины угла; далее дугу поднимают на высоту, равную катету шва по вертикальной стенке (а при многослойной сварке-на высоту, равную катету первого слоя шва), и по ней передвигают назад на некоторую величину. После этого дугу несколько быстрее, чем при подъеме, опускают на горизонтальный нижний лист и доводят на нём толщину шва на величину катета. Отсюда по нижнему листу дугу передвигают вперёд до границы кратера и по ней направляют в вершину угла, снова задерживая дугу на некоторое время для лучшего проплавления вершины; затем поднимают вверх, возвращают назад на ту же величину а, спускают вниз- и повторяют весь процесс в прежнем порядке.
Ни в коем случае нельзя начинать сварку в точках В или С, так как в этом случае расплавленный металл с электрода наплывает на нерасплавленный ещё основной металл нижнего листа и перекрывает вершину угла, из-за чего а получается непровар, опасный тем, что его можно обнаружить только сломав шов.
При сварке толстопокрытыми электродами или на повышенных величинах тока образуется большая ванна расплавленного металла, вследствие чего накладывание угловых швов обычным способом затруднительно, так как при этом большая часть расплавленного металла стекает на горизонтальную поверхность и шов получается неправильного сечения. Во избежание этого рекомендуется свариваемое изделие располагать так, чтобы обе поверхности были наклонены к горизонту под углом в 45°, т. е. сварку производить в лодочку.

Выполнить практическое задание (устно):
Подготовка, сборка, прихватка и сварка двух пластин толщиной 12 мм нахлёсточным соединением в нижнем положении сварочного шва.
Ответить на теоретические вопросы:
Сварочная дуга: определение, виды, строение, условия
Горения.
Электрическая сварочная дуга – устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, используемых при сварке, и характеризуемый высокой плотностью тока и высокой температурой.
В зависимости от числа электродов и способов включения электродов и свариваемой детали в электрическую цепь различают следующие виды сварочных дуг:
– прямого действия, когда дуга горит между электродом и изделием;
– косвенного действия, когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь;
– трехфазную дугу, возбуждаемую между двумя электродами, а также между каждым электродом и основным металлом.
По роду тока различают дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности. В первом случае электрод подключается к отрицательному полюсу и служит катодом, а изделие – к положительному полюсу (анод); во втором случае электрод подключается к положительному полюсу и служит анодом, а изделие – к отрицательному и служит катодом.
В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися металлическими электродами.
Сварочная дуга обладает рядом физических и технологических свойств, от которых зависит эффективность использования дуги при сварке. К физическим относятся электрические, электромагнитные, кинетические, температурные, световые. К технологическим свойствам относятся: мощность дуги, пространственная устойчивость, саморегулирование.
Электрический разряд в газе – это электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложенного электрического поля (разности потенциалов между электродами).
Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называется ионизацией. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить при помощи электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ.
В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов в газах. Поэтому, чтобы вызвать в газе мощный электрический ток, т. е. образовать электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электродам достаточно высокое напряжение, тогда имеющиеся в газе свободные электроны и ионы будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные молекулы на ионы. Однако при сварке, исходя из правил техники безопасности, нельзя пользоваться высокими напряжениями. Поэтому применяют другой способ. Так как в металлах имеется большая концентрация свободных электронов, то надо извлечь эти электроны из объема металла в газовую среду и затем использовать для ионизации молекул газа. Существует несколько способов извлечения электронов из металлов. Из них для процесса сварки имеют значения два: термоэлектронная и автоэлектронная эмиссии.
При термоэлектронной эмиссии происходит «испарение» свободных электронов с поверхности металла благодаря высокой температуре. Чем выше температура металла, тем большее число свободных электронов приобретают энергии, достаточные для преодоления «потенциального барьера» в поверхностном слое и выхода из металла.
При автоэлектронной эмиссии извлечение электронов из металла производится при помощи внешнего электрического поля, которое несколько изменяет потенциальный барьер у поверхности металла и облегчает выход тех электронов, которые внутри металла имеют достаточно большую энергию и могут преодолеть этот барьер.
Ионизацию, вызванную в некотором объеме газовой среды, принято называть объемной. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической. При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы. Кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах в процессе ионизации начинает также играть заметную роль излучение газа и раскаленных электродов.
Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации). При полной ионизации степень ионизации будет равна единице.
При температуре 6000-8000 К такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов.
Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемой детали. Контакт в начальный момент осуществляется между микровыступами поверхностей электрода и свариваемой детали. Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла, которая замыкает сварочную цепь на участке «электрод – свариваемая деталь». При последующем отводе электрода от поверхности детали на 2-4 мм пленка жидкого металла растягивается, а сечение уменьшается, вследствие чего возрастает плотность тока и повышается температура металла. Эти явления приводят к разрыву пленки и испарению вскипевшего металла. Возникшие при высокой температуре интенсивные термоэлектронная и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка.
В образовавшейся ионизированной среде возникает электрическая сварочная дуга. Процесс возбуждения дуги кратковременен и осуществляется в течение долей секунды. В установившейся сварочной дуге различают три зоны: катодную, анодную и столба дуги. Катодная зона начинается с раскаленного торца катода, на котором расположено так называемое катодное пятно. Отсюда вылетает поток свободных электронов, осуществляющих ионизацию дугового промежутка. Плотность тока на катодном пятне достигает 60-70 А/мм 2 . К катоду устремляются потоки положительных ионов, которые бомбардируют и отдают ему свою энергию, вызывая нагрев до температуры 2500-3000 °С.
Анодная зона расположена у торца положительного электрода, в котором выделяется небольшой участок, называемый анодным пятном. К анодному пятну устремляются и отдают свою энергию потоки электронов, накаляя его до температуры 2500-4000 °С. Столб дуги, расположенный между катодной и анодной зонами, состоит из раскаленных и ионизированных частиц. Температура в этой зоне достигает 6000-7000 °С в зависимости от плотности сварочного тока.
Для возбуждения дуги в начальный момент необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации недостаточно высокая и необходимо большее напряжение, способное сообщить свободным электронам достаточно большую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение тока падает до значения, которое необходимо для устойчивого горения дуги.
Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной характеристикой дуги.
Вольт-амперная характеристика дуги имеет три области: падающую, жесткую и возрастающую. В первой (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. Во второй области (100-1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В третьей области увеличение тока вызывает возрастание напряжения вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга первой области горит неустойчиво и поэтому имеет ограниченное применение. Дуга второй области горит устойчиво и обеспечивает нормальный процесс сварки.
Напряжение, необходимое для возбуждения дуги, зависит от рода тока (постоянный или переменный), дугового промежутка, материала электрода и свариваемых кромок, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2-4 мм, находятся в пределах 40-70 В. Напряжение для установившейся сварочной дуги по формуле U = a + bl, где а – коэффициент, по своей физической сущности составляющий сумму падений напряжений в зонах катода и анода, В; b – коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм; l – длина дуги, мм
Сварка угловых соединений в нижнем положении
Как варить новичкам швы в нижнем положении и угловые соединения
Для начинающих сварщиков лучше всего учиться варить швы в нижнем положении. В таком случае расплавленный металл сам, под своим весом, стремится заполнить сварочную ванну. При этом свариваемые кромки изделия удерживают расплавленный металл, не давая ему вытекать за пределы.
Кроме того, при сварке в нижнем положении газ стремиться вверх, выталкивая за собой шлак, что очень важно, поскольку в самом начале обучения нужно научиться отделять металл от шлака. Всё это способствует не только лёгкому обучению, но и даёт возможность, на самом начальном этапе пути, получить чистый и качественный сварочный шов.
Исходя из всего вышесказанного, учиться варить ручной дуговой сваркой нужно именно в нижнем положении. Какие нюансы при этом следует соблюдать, и что необходимо учитывать?
Сварка швов в нижнем положении
При выполнении сварки в нижнем положении, швы рекомендуется наплавлять на себя или слева направо. Такой подход даст возможность лучше контролировать сварочное соединение, следить за состоянием дуги, и правильно осуществлять движение электродом во время сварки.

Варить швы в нижнем положении необходимо с небольшой наплавкой валика в обе стороны. При этом кромки металла плавятся и расширяются, а расплавленные металлы заготовок образуют прочное и надежное соединение. После сварки с одной стороны, для усиления шва, заготовку переворачивают, очищают, и сваривают с противоположной стороны.
Необходимо знать, что металл, толщина которого менее 8 мм, можно варить за один проход, то есть, одним слоем. Когда толщина металла более 8 мм, сварка осуществляется минимум в два слоя. При этом высота первого сварочного шва должна быть не менее 3 мм. Первый слой, как правило, выполняют электродами 3 мм, а последующие слои, электродами 4-5 мм.
Сварка углового соединения в вертикальном положении
Сварочные работы выполняются в разных положениях. Некоторые швы выполнять сложнее других. В этом отношении сварка углового соединения в вертикальном положении является одним из самых сложных видов сварки. Сложность процесса заключается и сложности самого углового шва, и в сложности работы в вертикальном положении.
Угловым сварочным швом считается любой шов в месте соединения свариваемых изделий, угол которых меньше 180o. Самым распространенным является угол 90o. Именно такой угол обеспечивает надежную фиксацию элементов и устойчивость конструкции. К таким швам также относят тавровые (Т-образные) швы.
При сварке угловых швов в вертикальном положении приходится работать в неудобном положении с поднятыми вверх руками. Если требуется сварка длинных соединений, то сварщик быстро устает. Это может повлиять на качество шва. В ходе работы могут возникнуть следующие проблемы:
- неравномерное нанесение металла на свариваемые кромки,
- сложность контроля подрезов по краям шва,
- непровар корневого участка шва,
- неправильный выбор скорость и угла перемещения электрода,
- неправильный выбор угла соединения.
Также могут возникнуть и другие проблемы шва: пустоты, лунки, возникновение трещин и многие другие. Поэтому по возможности сварщики стараются отказаться от выполнения угловых швов в вертикальном положении. Но во многих случаях это невозможно. В такой ситуации нужно строго следовать технике выполнения угловых соединений:
- более тщательно готовить материал к работе,
- точно подбирать свойства тока в соответствии с характеристиками металла и выбранного электрода,
- работать по заданным чертежам без отклонений,
- соблюдать плавность хода электрода без хаотичных движений,
- соблюдать равномерность наплавки металла,
- избегать остановок электрода при выполнении сварки.
Для облегчения труда сварщика рекомендуется перед началом работ разместить область сварки. Это поможет лучше контролировать процесс и избежать многих проблем.
Сварка углового соединения в вертикальном положении выполняется поэтапно с каждой стороны. Для большей точности лучше использовать прихватки. Лучше выполнять работы короткими этапами – до 250 мм. Как правило, используется не слишком большой сварочный ток обратной полярности.
Различают сварку однопроходным и многопроходным швом. Однопроходной шов предполагает однократное прохождение электродом по месту соединения. Соответственно при многопроходном шве делается несколько наплавок металла за несколько проходов электрода.
При однопроходном шве рекомендуется держать электрод под углом 20-30 градусов от вертикальной оси. Электрод должен двигаться обратно-поступательно. Важно поддерживать короткую дугу без обрывов при перемещении электрода. Сварка угловых швов в вертикальном положении в несколько проходов производится без колебаний электрода. Важно следить за хорошим сплавлением каждого нового прохода с предыдущим.
Многие молодые сварщики проявляют интерес к различным видам сварки. Команда Kemppi записала видео для демонстрации сварки углового соединения в вертикальном положении без подреза:
Как варить угловые швы в нижнем положении
Для наложения угловых швов, изделие рекомендуется выставить «в лодочку». Когда такой возможности нет, то следует особое внимание уделить провариванию корневого шва. Для этого сначала сваривается поверхность нижней кромки, и лишь после этого переходят на сварку вертикальной.

Сварку угловых швов в нижнем положении рекомендуется осуществлять электродами, диаметр которых составляет 3 мм. Если производится накладывание многослойного сварного шва, то первый слой особенно хорошо проваривают, чтобы не допустить появление дефектов. При накладывании последующих слоев, обязательно необходимо очистить соединение от шлака.
Для начинающих сварщиков наверняка будет интересно знать, что толстый металл хорошо варить на прямой полярности. Для этого к металлу подсоединяется плюсовая клемма инвертора. В таком случае металл будет хорошо нагреваться, что приведёт к его большему проплавлению.

Тонкий металл, наоборот, варят на обратной полярности. При этом нужно учесть тот факт, что такая техника ручной дуговой сварки подходит лишь при работе с инверторами, которые выдают постоянный ток. При сварке переменным током, прямая и обратная полярность не работает.
Поделиться в соцсетях
Варианты способов сварки угловых швов
К примеру, сварка угловых швов обеспечивает наиболее благоприятные условия создания полного провара корня сварного соединения по всей его длине. Технологическое выполнение задачи похоже на создание стыковой сварной сварки с V-образным разделением. Сварное соединение формируется между поверхностями V-образной формы подходящим сварочным аппаратом.
Угловые швы в процессе сварки требуют особенно тщательную сборку соединяемых деталей. Это нужно для обеспечения максимально возможного зазора между ними. Чем это расстояние меньше, тем большая вероятность попадания в него металла в жидком состоянии.
V-образные сварные соединения выполняются без скоса кромок, если металл толщиной менее 14 мм. Кроме того, от свариваемой толщины металла зависит выбор вариантов ручной дуговой сварки.
Рекомендуемые варианты скошенных сборок могут быть следующими:
- габариты металла — 4-6, катет сварного шва — 5 мм, проводящая часть– 5 мм, 250-300А;
- габариты металла — 6-8, катет — 6 мм, проводящая часть — 6 мм, 300-350А;
- габариты металла — 10-14, катет — 8 мм, проводящая часть — 8 мм, 480-560А.
Как показывает практика, сваривание вертикальным катодом не всегда возможно в нижнем положении. При отсутствии такой возможности V-образные стыки варят наклонной составляющей частью. Этот способ работы отличается отрицательными характеристиками. К примеру, наклонным проводником практически невозможно получить качественный провар наплавляемых стыков.

Это возможно из-за того, что разгоряченная жидкость постоянно стекает с поверхности, установленной вертикально. Процесс получения неразъемного соединения наклонным электродом затруднителен в односторонних швах трубопроводов. Непроваренная кромка может стать следствием образования трещин. Исключаются подобные дефекты двухсторонней разделкой кромок.
Pereosnastka.ru

Выполнение швов в нижнем положении
Сварка металлов
Выполнение швов в нижнем положении
По возможности сварку всегда необходимо вести в нижнем положении. Такая сварка наиболее удобна и производительна. Расплавленный электродный металл под действием силы тяжести переходит в шов, не вытекая из сварочной ванны, шлаки и газы легко всплывают на поверхность, сварщику легче наблюдать за процессом сварки.
Стыковые швы. Особенности сварки стыковых швов и подготовки кромок под сварку определяются толщиной основного металла.
При сварке стыковых швов без разделки кромок кромки соединяемых листов должны быть лишь ровно обрезаны, чтобы обеспечить взаимную параллельность и постоянство зазора между ними. В процессе сварки нужно обращать особое внимание на равномерность расплавления обеих кромок. Провар металла яа всю глубину и качество соединения зависят от правильного выбора режима сварки и, в значительной степени, от квалификации сварщика. При сварке без разделки кромок стыковой шов получается со значительной выпуклостью (усилением).
При односторонней сварке стыковых швов без скоса кромок электросварщик высокой квалификации при правильно выбранном режиме сварки (диаметр электрода, величина тока) может проварить металл толщиной до 6 мм. При стыковой сварке без скоса кромок листов повышенной толщины (до 6 мм) режим сварки рекомендуется окончательно подбирать опытным путем, сваривая пробные пластины.
Основной трудностью сварки стыковых швов является правильное. формирование обратной стороны шва. Сварщику не видна обратная сторона шва, поэтому при отступлениях от режима сварки появляются непровар или прожог. Опасаясь прожога, сварщик обычно работает на режиме, вызывающем появление непровара. Б таких случаях качество сварки зависит от квалификации сварщика.
При односторонней сварке стыковых швов без разделки кромок желательно принимать меры, гарантирующие отсутствие непровара сечения шва. Непровар может быть устранен подваркой обратной стороны шва или применением подкладок. Подварка состоит в наложении дополнительного валика малого сечения с обратной стороны шва.
Если обратная сторона шва недоступна, применяют подкладки. Это дает возможность проварить все сечение с одной стороны и получить шов высокой прочности засодин проход. Сварка с подкладками имеет следующие преимущества: работа производится лишь с одной, удобной и доступной, стороны шва; производительность сварки значительно возрастает, т. к.
сварщик работает более уверенно, не опасаясь прожогов, может увеличить сварочный ток на 20—25% и вести сварку на повышенной скорости. Подкладки могут быть съемные и остающиеся (глухие). Съемные подкладки обычно изготавливают из меди, т. к. она имеет высокую теплопроводность.
Если позволяет конструкция и назначение изделия применяют остающиеся подкладки, изготовляемые из стали толщиной 2—3 мм и шириной 20—30 мм.
Рис. 1. Сварка стыковых швов: а — без скоса кромок; б — с односторонним скосом обеих кромок; в — с двусторонним скосом обеих кромок
Сварка стыковых швов без разделки кромок может- быть применена и для металла больших толщин — до 10 мм —при условии выполнения сварки с двух сторон. Недостатком такой сварки является вероятность непровара сечения и включений окислов и шлака по оси шва.
В большинстве случаев при толщине металла свыше 3 мм прибегают к предварительной разделке кромок. Форма разделки определяется толщиной металла, назначением конструкции, степенью ее ответственности. Типы стыковых соединений для сварки конструкций и трубопроводов из углеродистых и низколегированных сталей установлены ГОСТ 5264—80 («Ручная дуговая сварка. Соединения сварные») и ГОСТ 16037—80 («Соединения сварные стальных трубопроводов»).
При односторонней сварке стыковые соединения с разделкой кромок сваривают в зависимости от толщины металла однослойными и многослойными швами. При выполнении однослойного шва (однопроходного) дугу возбуждают на верхней грани скоса кромки, затем переводят ее вниз, проваривают корень шва и выводят дугу на вторую кромку. Перемещение дуги по скосам кромок замедленное — для обеспечения лучшего проплавления, в корне шва движение дуги ускоренное — для исключения прожога.
Особенности сварки угловых швов
 В настоящее время в строительстве и при монтаже различных деталей, очень часто используется сварка угловых швов. Металлические изделия, соединяющиеся посредством такого соединения, отличаются высокой прочностью и надежностью. Однако, угловые швы при сварке требуют от человека, выполняющего работу определенных знаний и умений. Поскольку процесс сварки – трудоемкий и затратный по времени, т.к. в нем много нюансов. Рассмотрим, что же представляет собой сварка углового шва, в чем ее специфика и как ее осуществить в домашних условиях.
В настоящее время в строительстве и при монтаже различных деталей, очень часто используется сварка угловых швов. Металлические изделия, соединяющиеся посредством такого соединения, отличаются высокой прочностью и надежностью. Однако, угловые швы при сварке требуют от человека, выполняющего работу определенных знаний и умений. Поскольку процесс сварки – трудоемкий и затратный по времени, т.к. в нем много нюансов. Рассмотрим, что же представляет собой сварка углового шва, в чем ее специфика и как ее осуществить в домашних условиях.
Виды угловых швов
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:
- нахлесточное соединение,
- шов с примыканием краев в точке соединения,
- шов с прикладыванием одного конца к ровной плоскости, также подобный тип соединения называется тавровым,
- соединение с разделкой кромок и без нее.
Угловой сварочный шов классифицируется в зависимости от того, как производится его укладка. Исход из этого критерия выделяются: сплошные и прерывистые соединения. Также выделяются разновидности швов по длине: короткие (до 250 мм), средние ( они образуются от точки сопряжении поверхностей обоих металлических изделий до краев свариваемой детали, величина такого соединения варьируется в промежутке от 250 до 1000 мм). Длинные угловые швы создаются протяженностью в 1000 мм и более.
Сложности в процессе образования углового соединения
Для того, чтобы шов при сварке получился максимально прочным и качественным, нужно быть готовым к тому, что в процессе выполнения работы можно столкнуться с рядом дефектов. Рассмотрим основные из них:
- Подрезы. В процессе создания углового соединения, под воздействием электрической дуги, на поверхности металлических изделий образуются углубления. Если речь идет о сварочной работе, осуществляемой в нижнем положении, то задерживая электрод можно наплавлять присадочный материал на поврежденный участок. Но угловое соединение выполняется намного сложнее и придется потрудиться, чтобы «загнать» частицы раскаленного металла на боковую стенку. В связи с этим, обычно сварной угловой шов имеет выемки только с одного бока.
- Образование непроваренных отрезков шва. Из-за недостаточного опыта, многие сварщики, выполняющие технику углового шва, для того чтобы заполнить место соединения, начинают слишком сильно двигать концом электрода по сторонам. Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается.
- Выбран неверный катет углового шва. Чтобы сварка углового шва получилась качественной, важно научиться выбирать правильные параметры напряжения и вести электрод с нужной скоростью, не превышая ее. Если ток будет недостаточным, а электроды будут проходить с маленькой скоростью, то катет будет слишком выпуклым, а значит основной металл плохо проплавится. Чрезмерная сила тока и высокая скорость ведения электрода приведут к образованию вогнутой формы катета.
- Неправильный угол. Сварочные соединения обычно имеют определенную форму относительно градуса угла. Нюанс состоит в том, чтобы выдержать точные размеры. Если приставная пластина будет проходить, наклонившись к одному боку, то она попросту испортит качество конструкции.
- Еще одним негативный момент может возникнуть в случае неравномерного распределения наплавляемого металла по сторонам соединения. В связи с тем, что под воздействием высоких температур и силой тяжести от электрода и кромок, расплавленное железо направляется вниз, то основная часть шва оказывается на нижней пластине. Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.
Помимо вышеописанных дефектов выделяются еще и некоторые недочеты, которые могут возникнуть в процессе выполнения работы: лунки, пустоты, кратеры, трещины, свищи, образование твердых посторонних включений.

Подготовка сторон шва
Обратите внимание! Прежде чем начать выполнять сварной шов, надо произвести подготовку сторон и стыков.
Осуществляя подготовку поверхностей для тавровых соединений, следует учитывать, что одна из сторон конструкции, подвергающейся сварке, образует горизонтальную плоскость, а другая – вертикальную. Таким образом, между обеими плоскостями образуется прямой угол.
При Т-образном (тавровом) соединении, подготавливать кромку вертикальной плоскости нужно исходя из толщины листов, которые выбраны для сварки. Если толщина металлического листа не превышает показатель в 12 мм, то ему подготовка и вовсе не нужна. Если же толщина варьируется в промежутке от 12 до 25 мм, то на ее кромке надо сделать V-образную подготовительную обрезку. Если же толщина заготовки, предусмотренной для вертикальной поверхности составляет 25-40 мм, то в данном случае нужно создать U-образные скосы кромок в одну сторону. При толщине листа более 40 мм, выполняются скосы кромок с обеих сторон в виде буквы V.
В отличие от таврового, никакой подготовки кромок не требуют нахлесточные угловые соединения. Швы нужно наложить на обе стороны в углах, образующихся после того, как металлические листы будут совмещены, посредством накладки один на одного.
В случае создания классического углового соединения (две соединенные детали из металла образую угол), надо обрезать торец лишь одного из элементов.
Угловые швы при сварке. Отличительные особенности.
Процесс угловой сварки характеризуется рядом отличительных особенностей. Рассмотрим наиболее приемлемые способы, при помощи которых осуществляется сварка угловых соединений.
Если плоскость шва расположена внизу, то сваривать детали лучше по способу «лодочки». Такой метод позволит получить максимально качественный шов и он хорошо подходит для новичков в выполнении сварочных работ. Изделие ставится в V-образную форму, напоминающую лодку, отсюда и название метода.
При сварке «лодочкой», риск образования таких дефектов как: подрез кромок или непровар, практически сведен к нулю.
Однако, такие подходящие условия для создания углового шва, не всегда присутствуют. Зачастую, в месте соединения металлических изделий посредством «лодочки», тавровые сварные швы образуются таким образом, что одна из поверхностей находится строго в вертикальном положении, другая – в горизонтальном.
В подобной ситуации непросто получить качественное соединение, т.к. в верхней части угла и в горизонтальной плоскости шва деталь может не провариться. На плоскости, расположенной вертикально, могут появиться подрезы. Причиной их возникновения может стать стекающий вниз расплавленный металл.

Для того, чтобы избежать появления вышеуказанных дефектов, важно вести электрод по линии сварки легкими колебательными движениями.
Совет! Проводку электрода осуществляйте одинарным швом с катетом 8 мм.
Чтобы исключить риск непровара, возбуждение сварочной дуги должно начинаться на дистанции 3-4 мм от кромки катета на нижней горизонтальной плоскости. После, дугу надо направить на верхнюю точку шва и задержать ее там. Таким образом, вы получите хорошо проваренную деталь.

Для получения качественного и прочного углового сварного шва, нужно четко придерживаться последовательности действий. Для создания углового соединения подойдет любой сварочный аппарат. Не забывайте о мерах предосторожности и выполняйте сварочные работы в защитном костюме и маске.
Сварка в нижнем положении
При сварке в нижнем положении существуют следующие разновидности соединений:
- Стыковые (применяется сварной шов стыкового соединения)
- Угловые (применяется сварной шов углового, нахлестного или таврового соединений).
3.1 Сварка стыкового соединения
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения. При двухсторонней сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются с одной стороны. Прочность сварных стыковых соединений определяется глубиной проплавления, а она зависит от диаметра электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
Металл толщиной более 8 мм сваривают с разделкой кромок под углом около 30 градусов. Во избежании прожогов сварку ведут на съемных подкладках (медных или стальных) в несколько проходов. Для первого прохода рекомендуется использовать электрод толщиной не более 4 мм, для последующих — применять электроды с большим диаметром.
На рисунке видно, что при первом проходе корневой шов заваривают электродом меньшего размера. Для первого шва важна достаточная глубина провара и его точность (проплавленный метал не должен выходить за кромки). При втором и последующих проходах используется больший по диаметру электрод, его нужно с небольшой скоростью продвигать вперед по шву, при этом делая колебательные движения электрода из стороны в сторону для полного заполнения выемки между кромок.
3.2 Сварка углового соединения
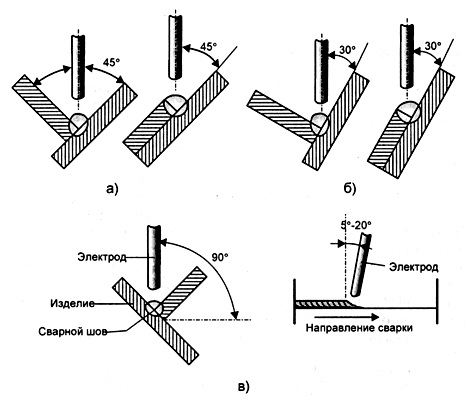
Хорошие результаты при сварке угловых швов обеспечиваются установкой плоскостей соединяемых элементов «в лодочку», т.е. под углом 45 градусов к горизонтали (возможны варианты с меньшим радиусом угла). При этом достигается хорошее проплавление стенок и угла элементов, а опасность непровара или подреза невелика. Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
Сварка в симметричную «лодочку» производится при высоких значениях сварочного тока (как обратной, так и прямой полярности) Сварку в симметричную «лодочку» при обратной полярности рекомендуется проводить на максимально короткой дуге.
При таком методе меньше вероятность подрезов одной стенки и наплывов на другой, чем при несимметричной «лодочке»
Сварка в несимметричную «лодочку» осуществляется при наклоне под углом 60 и 30 градусов. Электрод должен направлять сварочную дугу прямо в корень сварного шва. Главное — чтобы сварочная дуга не вышла на поверхность пластины за пределами формирующегося шва. Не допускается наплавка слишком большого количества металла за один проход.
Метод хорош при работе в труднодоступных местах за счет небольшой амплитуды движений электрода.
Сварку в «лодочку» лучше всего применять при взаимном расположении свариваемых изделий под углом в 90 градусов при длине угловых швов 8 мм и более.
3.3 Сварка углового соединения (таврового типа)
Обычно при сварке тавровых соединений в нижнем положении нужно несколько проходов. Однопроходные угловые швы допустимы при сварке простых конструкций, но при этом они должны иметь стороны, образующие угол в 45 градусов при угловом сварном шве, и не превышать диаметр используемого электрода более чем на 1,5-3,0 мм.
При многопроходной сварке угловых швов, первый проход всегда выполняется электродом большего размера, чем будут использоваться при повторных проходах. Диаметр электрода для первого прохода — 4-6 мм, шов наплавляется без каких-либо поперечных колебаний электрода. Последующие проходы электродами меньшего диаметра обязательно применяются поперечные колебания (движение электрода из стороны в сторону) Следует внимательно следить, чтобы размах этих колебаний не превысил допустимую ширину шва.
Важно – при сварке угловых соединений таврового типа дугу следует возбуждать на горизонтальной полке, а не на вертикальной.
Все угловые швы без скоса кромок со сторонами образующими угол в 90 градусов и со стенками толщиной не больше 10 мм нужно выполнять в один слой поперечными движениями электрода треугольником с небольшой задержкой в корне шва.
3.4 Сварка углового соединения (нахлесточного типа)
Для сварки нахлесточного соединения в нижнем положении при прямой полярности требуется поддерживать короткую сварочную дугу, а при обратной полярности — максимально короткую. Дуга должна быть направлена в корень соединения и расположена по направлению к горизонтальной поверхности пластины (свариваемого изделия). Во время сварки необходимо совершать небольшие возвратно-поступательные движения электродом. Эти колебания будут разогревать всю сварную область, что поможет равномерно заполнить всю сварочную ванну и получить полноразмерный выпуклый шов.
Угловые сварные швы в нижнем горизонтальном положении, при нахлесточном соединении образуют, угол в 90 градусов и при низкой высоте стенок угла до 10 мм, следует применять электроды диаметром до 10 мм, а так же не стоит производить поперечные колебания электрода из стороны в сторону. Для стенок углов свыше 10 мм применять метод описанный ранее.
Навигация по руководству для новичков в РДС
Особенности сварки угловых швов — характеристика, техника, специфика

Трудно сегодня представить стройку или монтажные работы, где бы обошлись без сварки швов под углом.
Высокая прочность металлическим изделиям, сваренным так, обеспечена. Правда, не имея достаточного опыта, сварщику лучше его сначала поднабраться.
Процесс занимает немало времени и довольно трудоемок, надо знать ряд тонкостей, свойственных угловым швам. В нашей статье охарактеризуем сварку э- того типа и узнаем, насколько она доступна в быту.
- Характеристика
- Возможные проблемы
- Специфика процесса
- Как вести сваривание
- Итоги и выводы
Характеристика
Что такое угловой шов? Стыковка посредством сварки под углом до 180 градусов, к примеру, труб или других конфигураций из металла. В процессе порой не обойтись без так называемых штыков, угол сторон у которых –90 градусов.
Это расстояние нужно выдержать, тогда каждая из сторон испытает равную нагрузку, а конфигурации прибавится прочности.
Соединения угловых швов:
- нахлесточные;
- с краями, примыкающими в точке стыковки;
- тавровые (ровная поверхность и один приваренный конец);
- с обрезкой кромок и без нее.
Классификация швов определяется способом их укладки. Они бывают сплошными или прерывистыми. Короткими считаются те, чья длина не превышает 250 мм, длинными – от 1000 мм и т.д. Как отсюда видно, есть еще и средние.
Поговорим о них подробней. Средние начинаются в месте сопряжения частей металлической конфигурации, а конечной точкой станут их края. Их длина колеблется в диапазоне 250-1000 мм.
Возможные проблемы
Прочность и качество шва будет зависеть от того, насколько полно вы сможете из бежать дефектов, характерных для такого вида соединений. К основным изъянам относятся следующие:
- Подрезы. Способствует их появлению электрическая дуга. Следы ее «коварства» предстают в виде небольших углублений на поверхности метализделий. При сварке снизу поврежденный участок можно закрыть наплавлением присадочного материала. Надо лишь дольше держать электрод при этом. Однако техника выполнения углового шва гораздо сложней. Нужно очень постараться, чтобы наплавить присадку на боковую поверхность. Вот почему на угловом шве углубления, как правило, присутствуют лишь на одном боку.
- Непровары на отрезках швов. Они встречаются чаще у тех сварщиков, кому еще надо накопить знаний в технологии производства угловых швов. Этот фактор сказывается так: рабочий в целях заполнения места стыковки чересчур энергично водит электродным кончиком по обе стороны. Но расплавленная масса, наоборот, стекает по ним, и цель – проварка шовного корня – остается недостижимой.
- Неверный катет. Качество сварки углового шва здесь зависит от умения определить требуемый режим напряжения, а потом управлять электродом с необходимой скоростью, стараясь удержать на одном уровне. Ток недостаточный? Электрод работает на малой скорости, а катет получится чрезмерно выпуклым. Из этого следует, что основной металл недостаточно поплавился. Повышенная сила тока и более быстрая скорость движения электродом? Катет получите вогнутый.
- Косой угол. Сварочные соединения отличаются, как правило, соответствующей формой к градусу угла. В этом и сложность – соблюсти точные размеры. Качество конструкции будет безнадежно испорчено, когда у приставной пластины неожиданно нарисуется наклон к одному из боков.
- Неровная наплавка металлом в боках стыковки. Высокая t, тяжесть кромок и электрода провоцируют расплавленную железную массу стекать вниз и сразу по сторонам. В результате может получиться так, что своей основной частью шов расположится на нижней поверхности. Верхний край, лишь прихваченный сваркой, уязвим перед деформацией. Чуть нагрузка – он и развалился.
- Прочие дефекты. Они представлены пустотами, лунками, вездесущими трещинами, непредсказуемыми свищами и кратерами, другими посторонними твердообразными включениями. Они могут заявить о себе в процессе.
Специфика процесса

Запомните, к началу сварки стороны и стыки должны быть заранее подготовлены. Сами свариваемые плоскости должны образовать прямой угол.
Одна пойдет горизонтально, другая – в вертикальном направлении. Это надо непременно учитывать в соединениях типа тавровых.
Для них подготовка вертикальной кромки ведется с учетом толщины листов, что предстоит варить. При толщине 12 мм – подготавливать нечего. При диапазоне 12-25 мм, кромку обрезают V-образно.
При 25-40 мм, на кромках поверхности (что вертикальная) делают скосы U-образного вида в одном направлении. Когда толщина более 40 мм, должны быть скосы V-образные на той и на другой сторонах.
В противовес тавровым нахлесточный тип угловых швов обходится без предварительной обработки кромок. Швы варят в обоих углах, что образуются в результате совмещения металлистов путем нахлеста друг на друга.
Традиционный угловой шов образуют две части металконструкции, соединенные между собой. Здесь вам понадобится провести лишь обрезку торца одной из них.
Как вести сваривание
На производство угловой сварки влияет расположение плоскости. Охарактеризуем основные приемы ведения процесса.
Нижний. Здесь рациональней использовать прием, известный как «лодочка». Она придаст нужное качество шву, заметим, что с ним справляются даже дебютанты на ниве сварки.
Конфигурации придается V-образная форма. Она становится похожей на лодку. Потому способ так и нарекли.
«Лодочка » почти исключает появление изъянов в виде непроваров или подрезов кромок. Надо сильно постараться, чтобы они вдруг образовались. На практике сварка углового шва порой проходит в условиях, не столь комфортных, как описано выше.
Например, когда «лодочкой» в месте стыковки деталей варят тавровые швы, у которых есть и вертикальная поверхность и горизонтальная.
Тут качество может оказаться уже под угрозой. Даже в горизонтальной плоскости верх самого угла рискует остаться плохо проваренным. Вертикальная плоскость уязвима в отношении подрезов.
Этому поспособствует расплавленное железо, которое, не исключено, будет пытаться «сбежать» вниз. Предотвратит нежелательные последствия нехитрая уловка в управлении, на которую электрод чутко реагирует.
Линию сварки нужно осуществлять, производя несильные колебательные движения.
Рекомендация. Тут для подходящим для электрода будет одинарный шов, а катет при этом – 8 мм.
Итоги и выводы

Непровар не испортит горизонтальную плоскость в нижнем варианте если возбуждать сварочную дугу, отступив 3 можно и 4 мм от самой кромки катета.
Потом дуга направляется на верхушку шва и придерживается. От соблюдения этих правил зависит, хорошо ли проварится ваша деталь.
Чтобы сварить прочный угловой шов, надо соблюдать порядок при его производстве. Угловое соединение доступно с использованием практически всех типов сварочных аппаратов.
При этом не забывайте про технику безопасности. Перед сваркой наденьте защитную робу и маску.