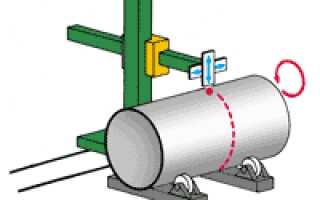
Сварочная колонна для сварки под флюсом
Сварочные колонны
Мы прелагаем сварочные колонны различной конструкции с рабочей зоной до 12 х 13 м с нагрузкой на конце горизонтальной консоли до 300 кг. В том числе тяжелые сдвоенные (П-образные) колонны, а также колонны с телескопической горизонтальной консолью.
Для удобства сварочные колонны могут интегрироваться с роликовыми вращателями в единый сварочный комплекс. При этом управление всеми компонентами сварочного комплекса (сварочная головка с источником, колонна, роликовые вращатели, система отслеживания шва, система видеонаблюдения) выводится на один пульт.
Сварочные колонны могут оснащаться:
• механизмом поворота колонны на 180 градусов с ручным или электрическим приводом;
• колесной тележкой с ручным или электрическим приводом для перемещения сварочной колонны по рельсам;
• навесной системой рециркуляции флюса (только средние и тяжелые колонны);
• однокоординатной или двухкоординатной системой слежения по стыку джойстикового (тактильного) типа;
• лазерной однокоординатной или двухкоординатной системой слежения по стыку шва;
• колебательной системой легкого или тяжелого типа для использовании при MIG/MAG сварке или для сварки под флюсом соответственно;
• салазками (суппортами, слайдерами) необходимой грузоподъёмности с ручным или электрическим приводом для точного позиционирования сварочной головки (горелки);
• системой видеонаблюдения;
• помостом или площадкой с креслом для оператора (только на тяжелых колоннах);
• малоразмерной сварочной головкой для сварки внутренних швов в трубах малого диаметра
| Характеристики | LHQ (легкая) | LHJ (средняя) | NLH (тяжелая) | LHW (сверхтяжелая) |
| Рабочая зона по вертикали, м | 1-3 | 2-5 | 2-8 | 2-13 |
| Рабочая зона по горизонтали, м | 1-3,5 | 2-5 | 2-8 | 4-12 |
| Скорость подъёма горизонтальной консоли мм/мин | 1200 | 600 | 800 | 800 |
| Мин. высота под горизонтальной консолью (A), мм | 300 | 400 | 450 | 600 |
| Мин. расстояние от центра колонны до края горизонтальной консоли (B), мм | 500 | 1000 | 1000 | 1000 |
| Скорость перемещения горизонтальной консоли, мм/мин | 100-1 500 | 100-1 500 | 100-1 500 | 100-1 500 |
| Угол поворота (◦) | +/- 180 | +/- 180 | +/- 180 | +/- 180 |
| Скорость, обор. в минуту | ручной привод | 0,11/ ручной привод | 0,11/ ручной привод | 0,11/ ручной привод |
| Скорость перемещения всей колонны, мм/мин | ручное перемещение | 2 000 | 2 000 | 1 000 |
| Высота тележки (C), мм | 300 | 440 | 440 | 440 |
| Ширина колеи рельсов для тележки (D), мм | 1200 | 1500 | 2000 | 2500 |
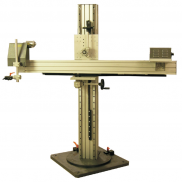
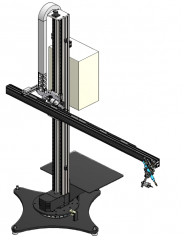
ПРИМЕРЫ ИСПОЛЬЗОВАНИЯ СВАРОЧНЫХ КОЛОНН В ПРОИЗВОДСТВЕ
| Единый пульт управления сварочным комплексом | Сварочные колонны и единые пульты управления сварочным комплексом | |||||||||||||||||||||||||||||||||||
 Возможно Вас заинтересуют следующие позиции: Сварочная колонна для сварки под флюсом кольцевых швов с консолью
Обратите внимание:Наличие: на складе Возможны скидки! Звоните! Настоящее предложение охватывает следующий объем работ: поставку, монтаж и сдачу в эксплуатацию полной сварочной системы, включающей: 1 сварочную колонну и стрелу для обеспечения кольцевой сварки, оснащенной установкой дуговой сварки под флюсом, роликовые вращатели.
Ваш технический специалист: Купить Сварочная колонна для сварки под флюсом кольцевых швов с консолью в МосквеПолное описаниеФиксированная сварочная колонна для сварки под флюсом кольцевых швов с консолью, собственного производстваКомпания ООО «СваркаСнаб» предлагает полное и законченное решение для применения в автоматической сварке. Дуговая сварка под флюсом Изображение представлено в качестве примера и не основано на контракте
Настоящее предложение охватывает следующий объем работ: Поставку, монтаж и сдачу в эксплуатацию полной сварочной системы, включающей:
Данное предложение включает приемку на нашем производственном участке до отгрузки, монтаж и сдачу в эксплуатацию нашим техническим специалистом на месте эксплуатации у заказчика, а также техническую и электрическую информацию о машине на русском языке. В рамках коммерческого предложения также представлены различные дополнительные возможности по улучшению характеристик и функционирования оборудования. До осуществления сварки обечайку необходимо предварительно выровнять и сварить прихваточными швами В предложение поставки не входит:
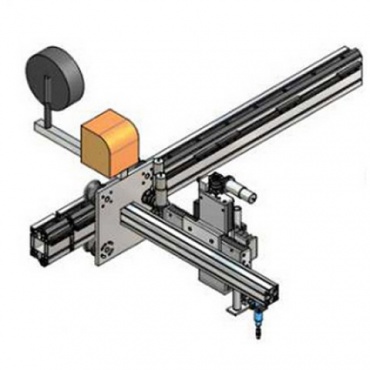
Мы предлагаем для решения Вашей задачи конфигурацию стандартного оборудования (см рис 1), специально предназначенную для вашего применения и включающую следующие основные элементы: фиксированная сварочная колонна FFT 42х43 со сварочной головкой A2S Master (производство ЭСАБ, Швеция). Головка оснащена системой слежения по стыку по двум координатам, системой рециркуляции флюса. Для вращения изделия система укомплектована роликовыми вращателями, одна секция приводная, другая – холостая. Для управления всеми составляющими нами изготавливается единый пульт управления, который закреплен на колонне. Фиксированная сварочная колонна FFT 42х43
Сварочная головка A2SMaster
Сварочная головка A2S Master с блоком управления РЕН используется для сварки под флюсом и для сварки в среде защитных газов. Сварка под флюсом может производиться как одной, так и двумя проволоками (расщепленной дугой). Механизм подачи с устройством спрямления, обеспечивает стабильную и равномерную подачу проволоки, уменьшает износ контактных частей и повышает стабильность сварочных процессов. Ручные суппорта перемещения сварочной головы в вертикальном и горизонтальном положении, в купе с возможностью поворота основной стойки дают возможность простого и быстрого позиционирования сварочной головы относительно стыка.
Блок управления сварочными параметрами PEK
Блок управления сварочным процессом А2/А6 РЕK может применяться для автоматической сварки под флюсом или MIG/MAG – сварки головками и тракторами А2/А6. Блок управления приспособлен для работы совместно со сварочными источниками LAF TAF. Тесная связь блока управления со сварочными источниками обеспечивает очень высокую стабильность сварочных процессов. Дисплей блока управления демонстрирует установленные сварочные параметры и выдает сообщения об ошибках, если эти параметры выходят за рамки допустимых значений. Работа блока может вестись в ручном и автоматическом режиме. В ручном режиме скорость подачи проволоки, скорость перемещения, а так же другие параметры устанавливаются и регулируются вручную. В автоматическом режиме выбирается группа параметров и в процессе сварки ведётся лишь их тонкая настройка. Основное меню служит для установки: тепловложения, тока сварки, скорости подачи, напряжения дуги, скорости перемещения и отображает заданные параметры. Стартовое меню служит для установки: способа возбуждения дуги, вида окончания сварки, направления сварки, способа регулирования, типа проволоки, материала проволоки, диаметра проволоки. Могут быть установлены значения функций заварки кратера и времени окончания сварки.
Панель управления
2. Кнопка перемещения по меню 3. Клавиша ВВОД, изменение строки 4. Реверсивное перемещение 5. Начало сварки. Включение автоматического режима 6. Остановка сварки. Возврат в ручной режим/ 7. Ручка изменения скорости/уменьшения или увеличения параметров. 8. Движение влево 9. Клавиша изменения регистра 10. Ручка изменения напряжения 11. Ускорение подачи проволоки/перемещения 12. Движение вправо 13. Ручка изменения тока 14. Выключатель аварийной остановки 15. Кнопки регулировки вылета проволоки 16. Программируемые клавиши Сварочный выпрямитель LAFСварочные источники LAF имеют отличные сварочные характеристики во всем диапазоне токов и напряжений. Обладает высоким КПД и силовым фактором. Особенно хороши характеристики первичного и повторного зажигания дуги. Источники обеспечивают стабильную дугу, как на высоких, так и на малых величинах напряжения. Плавное регулирование напряжения дуги позволяет четко управлять сварочными параметрами. Выпрямители LAF обеспечивают стабильность дуги при очень малых величинах напряжений. Это значит, что они так же идеально подходят для сварки в среде защитных газов. Сварочные колонны
Сварочная колонна — важная составляющая автоматических систем для сварки и представляет собой конструкцию, состоящую из вертикальной консольной опорной стойки и горизонтальной направляющей стрелы. Основное назначение – обеспечение наиболее оптимального расположения сварочной головки относительно изделия и дальнейшее ее перемещение со сварочной скоростью. Виды и дополнительное оборудованиеКупить сварочную колонну можно различной грузоподъемности: тяжелой, средней, легкой. Легкая и средняя серия консольных манипуляторов отличается небольшими размерами и весом, так как выполнены они из прочного алюминиевого профиля. Колонны тяжелой серии выполнены из стальной конструкции и могут нести нагрузку до 250 кг. Все сварочные колонны могут быть выполнены как в стационарном виде, так и моторизированным основанием, что значительно увеличивает площадь работы. Сварочные колонны для сварки дополнительно комплектуются:
Цена сварочной колонны зависит от размеров конструкции и количества дополнительного оборудования. Широкие возможностиКонсольные манипуляторы входят в состав системы автоматизированной сварки емкостей и конструкций с большими размерами. Колонна может быть снабжена сварочной головкой заданной сложности, комплектом видеонаблюдения за качеством стыка и различными опциями, которые значительно упрощают труд оператора и снижают его участие в процессе выполнения операции. Повороты сварочной колонны осуществляются в различных режимах: ручном или с помощью электрического привода на угол 360°. Наличие блокировки дает возможность зафиксировать манипулятор в нужном расположении. Допускается регулировка скорости перемещения консольной балки, что позволяет использовать ее движение для перемещения сварочной горелки. С помощью электропривода производится подъем консольной балки, за счет электромагнитного тормоза проводится его надежная фиксация. Прецизионные направляющие обеспечивают высокую точность позиционирования сварочной головки, а механизированные V-образные направляющие на манипуляторе обеспечивают плавное скольжение седла консольной балки. Сварочные колонны
Сварочная колонна — это один из элементов автоматизации сварочного производства. Сварочные колонны предназначены для крепления и перемещения головок для дуговой сварки продольных и кольцевых швов сосудов или труб под слоем флюса или в среде защитных газов, а также для аргонодуговой сварки в том числе и с подачей присадочной проволоки, прямолинейных швов при изготовлении корпусных, балочных, цилиндрических и других металлоконструкций. Кроме сварки с помощью устанавливаемых на концах горизонтальной балки одной или нескольких головок можно осуществлять наплавку, резку и другие технологические работы. Сварочные колонны могут использоваться совместно с роликовыми вращателями, сварочными манипуляторами и управляться с единого пульта, образуя единый автоматизированный сварочный комплекс. Сварочные колонны также могут оснащаться всеми моделями систем позиционирования и слежения, а также системой видеонаблюдения и видео регистрации процесса сварки. В зависимости от веса размещаемого на консоли обор удования колонны подразделяются по грузоподъемности на легкие (до 200 кг), тяжелые (до 500 кг) и супер тяжелые (до 800 кг). На тяжелые и сверхтяжелые колонны возможна установка площадки оператора на консоль сварочной колонны и размещение систем сбора и рециркуляции флюса. Размеры сварочных колонн могут варьироваться от 1,5х1,5 до 14х10 метров. В штатный комплект поставки сварочной колонны входят гибкие кабельные каналы (гусеницы), шкаф управления с пультом д/у. Если цена сварочных колонн не указана, Вы можете запросить цену, оставив ваши контактные данные. В этом случае с Вами свяжется наш специалист и обсудит Ваши задачи и условия, от которых может зависеть стоимость сварочных колонн. Мы руководствуемся исключительно принципом максимальной технической и экономической эффективности для Заказчика, поэтому в случае необходимости можем спроектировать специальное оборудование, предложить обучение и сервисное обслуживание.
© 2008–2021 ООО «ИТС-Инжиниринг». Вся информация на сайте носит справочный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ. Этот сайт использует файлы cookies для обеспечения комфортной работы пользователя. Продолжая просмотр страниц сайта, вы соглашаетесь с использованием файлов cookies и нашей политикой конфиденциальности. Сварочная колонна для сварки под флюсомОсновной составляющей большинства сварочных комплексов служит колонны сварочные, которые можно использовать совместно с роликовыми опорами, манипуляторами и позиционерами любого типа и грузоподъёмности для обеспечения удобной, стабильной и качественной сварки. Колонны сварочные предназначены для крепления головок дуговой сварки под флюсом или в среде защитных газов, с целью их перемещения при настройке на стык и сварке кольцевых и продольных швов корпусов сосудов, труб и других изделий, а также при сварке криволинейных швов, в случае использования специального сварочного оборудования со следящими или программируемыми системами. Колонны могут применяться в сборочно-сварочных цехах и на производственных участках автоматической дуговой сварки при изготовлении корпусных, балочных, цилиндрических и других металлоконструкций. Кроме сварки, с помощью устанавливаемых на конце консоли различных наплавочных головок, можно осуществлять наплавку плоских поверхностей, а так же наплавку внутренних и наружных поверхностей тел вращения (обечаек, труб, и т.д.). Сварочные колонны делятся на три типа: • колонны сварочные КС; • колонны сварочные малые КСМ; • колонны сварочные специальные КСС. Колонны сварочные КС относятся к наиболее распространённой группе стандартного оборудования и подразделяются на колонны сварочные лёгкой серии КС (120), КС (200), средней серии КС (500) и тяжёлой серии КС (800) в зависимости от допустимой нагрузки на рабочий конец консоли от размещаемого на нём сварочного оборудования. Колонны сварочные малые КСМ применяются в случаях, когда не требуется большая грузоподъемность и/или ограничено рабочее пространство. Колонны сварочные специальные КСС применяются для выполнения конкретных задач и/или проектируются по требованиям заказчика. Колонна сварочная состоит из вертикальной стойки, механизма подъёма, каретки, противовеса, противоаварийного устройства, опорно-поворотного устройства (ручного или механизированного) и устройства блокировки поворота (ручного или пневматического), тележки (ручной или механизированной), подвижной консоли, на торец (торцы) которой устанавливается сварочное или технологическое оборудование. Пульт управления колонной сварочной позволяет управлять перемещением колонны установленной на тележке, поворотом вертикальной стойки, движением рабочего инструмента путём подъёма и перемещения консоли с возможностью отображения параметров на дисплее. Возможна совместная работа колонны со сварочными опорными вращателями и манипуляторами при сварке внутренних и внешних продольных швов, сварке кольцевых швов цилиндрических деталей, при этом управление всем механическим комплексом может производиться с рабочего места сварщика, в том числе с единого пульта управления (индивидуальное проектирование по техническому заданию). Комплектация колонны сварочной осуществляется по выбору заказчика. В штатный комплект поставки колонны сварочной входят гибкие кабельные каналы (кабелеукладчики), шкаф управления и пульт дистанционного управления. По желанию заказчика на колоннах сварочных может быть размещено любое сварочное и/или наплавочное оборудование, а именно: сварочные и/или наплавочные головки, источники питания, механизмы прецессионного позиционирования, осцилляции, слежения за свариваемым стыком, комплексы для приварки патрубков и наплавки торцов патрубков, системы рекуперации флюса, системы видеонаблюдения и др. По отдельному техническому заданию, на рабочем или противоположном конце консоли может быть размещено технологическое оборудование, на котором можно осуществлять резку, строжку, зачистку, выборку дефектов и другие технологические операции. Высокое качество материалов, из которых изготовлено оборудование, и точность изготовления гарантируют долгий срок службы. Примеры колонн сварочных Колонна сварочная лёгкой серии  Похожие публикации detector Для любых предложений по сайту: e-polirovka@cp9.ru |