
Сварка труб полуавтоматом в среде углекислого газа
Как правильно варить с углекислотой

Как правильно варить с углекислотой для начинающих
Сварка в среде углекислого газа имеет свои плюсы и минусы. Из преимуществ нужно выделить узкую зону термического воздействия на металл, что в свою очередь дает возможность сваривать даже самые тончайшие заготовки.
Кроме того, эффективность выполнения сварочных работ увеличивается в разы: улучшается горение дуги, а шов получается очень хорошего качества. Не нужно сбрасывать со счетов и тот факт, что углекислота является самым доступным из всех видов газов для сварки.
Что же касается недостатков сварки в среде углекислого газа, то они в основном связанны с разбрызгиванием металла. Также, чтобы сварной шов с применением углекислоты получился качественным и красивым, очень важно тщательно подготовить поверхность металлов перед свариванием.
Как правильно варить с углекислотой для начинающих
Как было сказано выше, качество сварочного шва при сварке с углекислотой во многом зависит от степени подготовки материалов. Также, не менее важно уделить внимание правильности настройки инверторного полуавтомата и расходу газа.
Следует знать, что для сварки каждого металла, в зависимости от его толщины, выбираются свои параметры сварочного тока и определённый диаметр проволоки. Важно учитывать и скорость подачи проволоки в зону сварки.

Отрегулировать скорость подачи сварочной проволоки на полуавтомате можно посредством шестерён и механизма. Сварка полуавтоматом в среде углекислого газа осуществляется следующим образом:
- Горелка полуавтомата располагается в сварочной зоне, таким образом, чтобы наконечник находился в месте формирования шва. Нажимая кнопку «Пуск», необходимо одновременно выполнить и движение горелкой, коснувшись проволокой свариваемого металла.
- При этом будет инициализирована сварочная дуга и начнётся процесс сварки полуавтоматом.
- Во время этого процесса необходимо равномерно перемещать наконечник сварочной горелки вдоль шва, постоянно контролируя его наклон и положение.
Нельзя во время сварки полуавтоматом осуществлять резкие движения газовой горелкой, поскольку это приведёт к ухудшению качества сварочного шва. Кроме того, не стоит забывать и о самом главном недостатке использования полуавтоматов с газом: защитный газ может сдувать ветер.

Чтобы не испортить заготовку, важно заранее потренироваться в сварке полуавтоматом с углекислотой на не нужном куске металла. Только так получится подобрать правильный расход газа, выбрать нужную скорость подачи сварочной проволоки.
Пару советов по выбору сварочного полуавтомата
Перед тем как выбрать сварочный полуавтомат прочитайте несколько важных советов:

- Чем больше будет мощность полуавтомата, тем толще металл им можно будет сваривать;
- Инверторные полуавтоматы намного проще и эффективнее в работе;
- Предпочтительно выбирать тот полуавтомат, в конструкции которого будут предусмотрены съёмные держатели;
- Хорошо если инструкция к полуавтомату будет на русском языке, понятной и информативной в обращении.

Сварка полуавтоматом с углекислотой существенно отличается от ручной дуговой сварки. Чтобы получить качественный сварочный шов, нужно учитывать многие нюансы: расход газа, скорость подачи проволоки, диаметр присадочного материала и многое другое.
Сварка в среде углекислого газа. Полуавтоматическая сварка в среде СО2
Содержание
- Сущность процесса сварки в углекислом газе
- Особенности сварки в углекислоте
- Полуавтоматическая сварка в среде углекислого газа
- Сварочный пост для сварки в углекислоте
- Подготовка металла под сварку
- Сварочная проволока для полуавтоматической сварки
- Режимы сварки полуавтоматом в углекислоте
- Техника сварки полуавтоматом в среде углекислого газа
- Повышение производительности сварки в углекислом газе
- Приём увеличения силы сварочного тока
- Сварка с увеличением вылета сварочной проволоки
- Импульсно-дуговая сварка в СО2
Способ сварки в среде углекислого газа впервые был разработан в середине 20-го века советскими исследователями К.В. Любавским и Н.М. Новожиловым. Благодаря низкой стоимости углекислого газа, высокой производительности и универсальности этого способа, сварка в углекислоте получила широкое распространение в промышленности, быту, при строительных и монтажных работах.
Сущность процесса сварки в углекислом газе
Сущность сварки заключаются в следующем. Поступающий для защиты зоны сварки углекислый газ под воздействием высокой температуры дуги распадается на угарный газ и кислород. Процесс распада происходит по реакции:
В результате реакции в зоне сварки образуется смесь из трёх газов: углекислый газ (СО2), угарный газ (СО) и кислород (О2). Поток этих газов не только защищает зону сварки от вредного воздействия атмосферного воздуха, но и активно взаимодействует с железом и углеродом, находящимися в составе стали по реакциям:
Нейтрализовать окислительное действие углекислого газа можно путём введения в сварочную проволоку избыточного кремния и марганца. Кремний и марганец химически более активны, чем железо, поэтому, вначале окисляются они по реакциям:
Пока в зоне сварки присутствуют в свободном состоянии более активные кремний и марганец, окисления железа и углерода не происходит.
Хорошее качество сварных соединений при сварке углеродистых сталей обеспечивается при соотношении количества марганца к кремнию в соотношении: Mn/Si=1,5…2. Формирующиеся в процессе сварки оксиды кремния и марганца не растворяются в сварочной ванне, а реагируют друг другом, образуя легкоплавкое соединение, которое в виде шлака быстро выводится на поверхность жидкого металла.
Особенности сварки в углекислоте
Сваривание металлов в среде СО2 выполняют постоянным током обратной полярности. Если сварку производить постоянным током прямой полярности, то это отрицательно сказывается на стабильности электрической дуги, в результате появляется дефект формирования формы шва и электродный металл расходуется на угар и разбрызгивание.
Но если выполняется е сварка, а наплавка, то рекомендуется использовать именно прямую полярность тока, т.к коэффициент наплавки у него в 1,6-1,8 раза выше, чем у тока обратной полярности.
Сварку можно выполнять и на переменном токе. В этом случае в сварочную цепь необходимо включить осциллятор. Источниками постоянного сварочного тока являются преобразователи тока с жёсткой характеристикой.
Полуавтоматическая сварка в среде углекислого газа
Сварочный пост для сварки в углекислоте
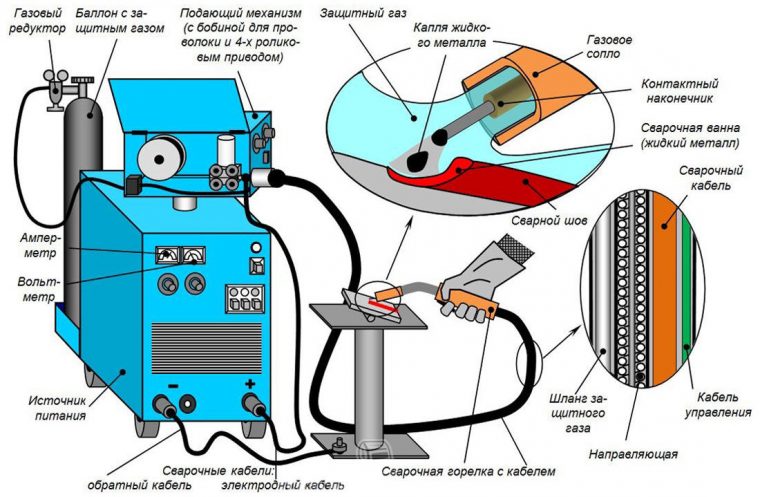
Схема сварочного поста общего вида для сварки полуавтоматом в среде углекислого газа представлена на рисунке:
1 — держатель; 2 — подающий механизм; 3 — включатель; 4 — защитный щиток; 5 — манометр на 0,6МПа; 6 — переходной штуцер для установки манометра; 7 — кислородный газовый редуктор с манометром высокого давления; 8 — осушитель газа; 9 — подогреватель газа; 10 — баллон с углекислым газом; 11 — сварочный выпрямитель, или генератор; 12 — пульт управления.
Подготовка металла под сварку
Сварка листов из низколегированной стали или углеродистой успешно сваривается в среде углекислого газа. При этом сварку тонких листов (толщиной 0,6-1,0мм) сваривают с отбортовой кромок. Допускается сварка без отбортовки, но зазор между свариваемыми кромками не должен превышать 0,3-0,5мм.
Сварку листов толщиной 1-8мм допускается производить без разделки кромок. Максимально допустимый зазор при этом составляет 1,0мм. На листах толщиной 8-12мм выполняют V-образную разделку. Если толщина свариваемого металла превышает 12мм, то рекомендуется X-образная разделка.
Перед началом сварки сварные кромки тщательно зачищаются до металлического блеска от краски, масла, окалины и других загрязнений. Можно делать это вручную, можно применить дробеструйную или пескоструйную обработку. Если перед сваркой необходимо прихватить детали, то прихватка углеродистых сталей выполняются вручную электродами Э42, Э42А, либо полуавтоматом в углекислом газе. Прихватка легированных сталей выполняется электродами соответствующего назначения.
Сварочная проволока для полуавтоматической сварки
Для сварки в среде углекислого газа применяется проволока с повышенным содержанием кремния и марганца. Наличие каких-либо загрязнений или покрытий на поверхности проволоки не допускается, т.к. их присутствие отрицательно сказывается устойчивости режимов и стабильности электрической дуги.
Марка сварочной проволоки зависит от свариваемого материала. В таблице ниже представлены наиболее распространённые марки проволоки для сварки полуавтоматом в среде защитного газа:
| Марка сварочной проволоки | Применение |
| Св-08ГС | Для сварки углеродистых и низколегированных сталей при силе тока 300-400А |
| Св-08Г2С | Для сварки углеродистых и низколегированных сталей при силе тока 600-750А |
| Св-10ХГ2С | Для сварки низколегированных сталей повышенной прочности |
| Св-08ХГ2СМ | Для сварки теплоустойчивых сталей типа 15ХМА |
| Св-08ХГСМФ | Для сварки теплоустойчивых сталей типа 20ХМФ |
| Св-08Х3Г2СМ | Для сварки стали 30ХГСА |
| Св-08Х14ГТ Св-10Х17Т | Для сварки хромистых сталей типа Х13, Х17 |
| Св-06Х19Н9Т Св-08Х19Н10Б | Для сварки коррозионно-стойких сталей марок 0Х18Н10, 0Х18Н9, 0Х18Н9Т и 0Х18Н10Т |
Режимы сварки полуавтоматом в углекислоте
Режимы сварки зависят от толщины свариваемого металла. При увеличении толщины металла уменьшается скорость сварки и увеличивается сила тока. Величина рабочего напряжения дуги должна обеспечивать устойчивое горение дуги, которая должна быть как можно более короткой (1,5-4мм). При большей длине дуги её горений становится неустойчивым, разбрызгивание металла увеличивается, возрастает вероятность окисления и азотирования жидкой ванны.
Для сварки тонкого металла режимы сварки представлены в таблице:
Полуавтоматическая сварка в среде углекислого газа и основные особенности ее проведения
Под полуавтоматической сваркой понимают такой тип применения дугового разряда при соединении металлов, при котором подача проволоки, используемой в сварке, осуществляется в автоматическом режиме, в то время как все необходимые установочные и корректировочные процессы, а также перемещение самой сварочной горелки происходит только посредством работы самого оператора. Основным принципом дуговой сварки в углекислом газе является оттеснение обычного воздуха из зоны сварки специально сформированным потоком газа.
Сформированная в результате такого потока газа среда является окисляющей для большинства компонентов металла. В связи с этим нельзя исключить возможности окисления самих компонентов металла даже несмотря на то, что углекислый газ защищает расплавленный металл от воздействия воздуха.
Особенности сварки в углекислом газе
В связи с тем, что атмосфера вокруг металла носит окислительный характер, нередко можно увидеть, что углерод и легирующие составляющие металла очень быстро выгорают, в результате чего в шве образуются поры, а сам сварочный процесс можно охарактеризовать повышением разбрызгивания металла.
Для того чтобы минимизировать окислительные процессы при осуществлении сварочного процесса, используются специальные виды проволоки, которые прошли легирование с помощью кремния и марганца. Указанные химические элементы по своей сути представляют хорошие раскислители. За счет введения раскислителей окисление углерода сокращается, равно как и выгорание составных элементов металла, в результате чего количество пор в сварочном шве уменьшается, а сам шов становится более качественным, с точки зрения механических параметров.
Все выполнение сварки происходит с помощью тока с обратной полярностью, что позволяет обеспечить стабильное функционирование дуги. Итогом становится качественное сплавление кромок. Если осуществлять сварочный процесс с током прямой полярности, то будет происходить наплавление металла, а также его разбрызгивание.
Параметры режимов сварки
Используемые сварочные режимы в настоящее время зависят от большого числа факторов, а именно:
- используемое оборудование;
- виды изделий, подлежащих соединению с помощью сварки;
- место, в котором осуществляется весь сварочный процесс.
Если речь идет о сварочном процессе в отношении ответственных конструкций, например, о сварке труб, то необходимо применять импульсно-дуговой сварочный метод с проволокой, имеющей сплошное сечение, подаваемой в углекислом газе, при котором осуществляется мелкокапельный перенос управляемого типа в отношении наплавляемого металла. Такой метод может быть достигнут за счет использования специального электронного модуля микропроцессорного типа, который установлен в инверторном источнике тока. Настройку такого оборудования можно провести только путем привлечения специалиста. В остальных случаях все режимы можно подобрать на основании тех параметров, которые имеет металл. Отследить наиболее часто используемые параметры можно на основании данных в таблице.
Правила настройки и подготовки оборудования к сварочному процессу
Подготовку сварочного оборудования к работе можно разделить на несколько этапов:
- Подготовка с теоретической точки зрения. На этом этапе необходимо ознакомиться с основными положениями электробезопасности ввиду работы с электрическим прибором повышенной опасности. Кроме того, на этапе теоретической подготовки следует изучить инструкцию по эксплуатации самого сварочного аппарата, а также имеющиеся рекомендации по его настройке.
- Подготовка электрической сети. В связи с тем, что сварочные аппараты очень мощные в плане потребления тока, следует убедиться, что предохранительные автоматы установлены с расчетом перегруза сети от использования сварочного аппарата (мощность одного аппарата должна быть не менее 16 А, что позволит и выполнить необходимые технологические задачи, и защитить электрическую сеть от перегрузок). При наличии возможности следует подготовить отдельную электрическую линию, в которой сечение провода будет не менее 2,5 квадратных миллиметров. При подключении сварочного оборудования следует сократить количество и длину используемых удлинителей для сокращения вероятности короткого замыкания.
- Изучение самого аппарата и напряжения, с которым он может работать. Так как существует два типа аппаратов – которые работают от сети 220 В и 380 В, – следует понимать, что для последних придется подготовить специальную шину или гнездо, которое позволит запитать аппарат от напряжения в 380 В.
- Сборка сварочного аппарата. Производить ее рекомендуется только в выключенном от сети состоянии в соответствии с правилами, которые указаны в инструкции по эксплуатации и в схеме сборки. Соединение всех частей должно быть закреплено с помощью специальных хомутов с целью исключения вероятности рассоединения в период работы. Если предстоит осуществлять сварку в условиях низких температур, следует подготовить специальный подогреватель редуктора, который обеспечит прогревание подающих газ каналов внутри редуктора, что исключит перекрытие подачи газа.
- Установка кассеты со сварочной проволокой. Данная манипуляция осуществляется только после того, как полностью собран весь аппарат, но до его подключения к сети. Конец проволоки, выведенный из кассеты, необходимо аккуратно продеть между прижимными и подающими роликами и зафиксировать прижимным механизмом. Аккуратность подготовки кассеты обусловлена тем, что при повреждении проволоки при осуществлении сварки в швах может возникнуть брак.
- После полной сборки сварочного аппарата он подключается в электрическую сеть, после чего выполняются пробные сварочные швы. Если сборка и настройка осуществляются в отношении нового аппарата, то все пробные швы, в том числе для определения оптимальных настроек, следует делать на деталях, имитирующих свариваемые в последующем.
Подготовка металла к сварке
Подготовка металла к сварке также делится на несколько этапов:
- Определение толщины металла. Если детали имеют толщину в диапазоне от 0,8 до 4 мм, то их следует сваривать, не осуществляя разделку кромок. Металл такой толщины сваривается с использованием подкладок из того же металла, что и само изделие, либо на съемных медных подкладках, либо на подкладках из нержавеющего металла. Если металл толстый (от 4 мм), то его можно сваривать на весу, а подкладки использовать только при необходимости.
- Подготовка форм деталей на основании данных чертежа. На данном этапе следует изучить чертеж будущего изделия, разметить все необходимые детали, вырезать их с помощью болгарки и зачистить возможные окалины с помощью абразивного круга. В случае если технологическими картами на сварочный процесс предусмотрено требование о разделке кромки, необходимо также осуществить такую разделку.
- Осуществить выбор наиболее оптимального метода сварки: при сварке тонкого металла следует использовать вертикальное расположение деталей, а сам сварочный процесс необходимо вести углом назад, передвигая горелку сверху вниз. Шов при таком расположении хорошо виден. При этом необходимо помнить, что отклонение горелки может повлечь за собой несплавление кромок. При осуществлении соединения угловых деталей необходимо осуществлять сварку методом «в лодочку». Однако следует учитывать, что выпуск проволоки в таком случае увеличится на пятнадцать процентов по сравнению с технологией, когда стыковка осуществляется в нижнем положении.
Технология выполнения сварки
Рекомендации, на которые следует опираться при проведении сварочного процесса, содержатся в различных нормативных документах стандартизационного типа: ГОСТ, СТО, КТН и т. д. Основной перечень технических требований содержится в: ГОСТ 14771-76, ГОСТ 18130-79.
Среди основных особенностей проведения сварочного технологического процесса следует помнить, что:
- нахлесточные соединения при толщине металла 1,5 мм и менее осуществляются только на медных или стальных подкладках с одним проходом;
- горизонтальные швы следует делать только с помощью шва «углом вперед» без выполнения колебательных движений на горелке. Если сваривать приходится металл толщиной более 6 мм, то необходимо делать несколько проходов;
- сварка деталей, толщина которых менее 3 мм, производится только под прямым углом горелки по отношению к свариваемым деталям, не осуществляя разделку кромок;
- если толщина деталей более 3 мм, то в горизонтальном положении допустима разделка верхней кромки. Горелку необходимо наклонять относительно верхнего свариваемого элемента под углом около семидесяти градусов.
Преимущества и недостатки
Среди преимуществ сварки полуавтоматом в среде углекислого газа следует рассматривать:
- получение качественного сварного соединения, которое возможно получить и для тонкостенных конструкций;
- высокая производительность по сравнению с ручной дуговой, газовой и другими видами сварки;
- можно выполнять в любых пространственных расположениях деталей (от крайнего нижнего до потолочного);
- минимальная зона, в котором осуществляется термическое влияние;
- деформации и напряжения металла в таком случае незначительны;
- возможно полностью автоматизировать процесс.
Если говорить о недостатках, то это:
- если сварка осуществляется на открытом воздухе или на сквозняке, то нарушение газовой защиты становится более вероятным;
- электродный металл разбрызгивается во время сварки;
- на режимах повышенной мощности возникает необходимость водного охлаждения оборудования из-за вероятности его перегрева.
Как правильно сварить полуавтоматом с углекислотой?
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей. Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей.
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
- соединение металлов и сплавов методом TIG с применением чрезвычайно тугоплавкого вольфрамового электрода в среде инертного газа и ручной подачей необходимой присадочной проволоки в сварочную ванночку;
- метод MIG/MAG, позволяющий осуществлять полуавтоматическую, регулируемую подачу сварочной проволоки в зону дуги короткого замыкания под действием защитного газа.
Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.
Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.

Порядок действия и технология работ при сварке углекислотой
Необходимость подготовки заготовок заключается в зачистке будущего шва от оксидной плёнки, загрязнений и формирования краёв для наилучшего соединения деталей. Практически толщина металла также влияет на выбор особого режима сварки, например, при толщине металла в 1,5−2 мм диаметр сварочной проволоки подбирается в диапазоне от 0,8 до 1,2 мм.
Весь процесс крайне индивидуален и настраивается экспериментально вплоть до расхода газа и вылета проволоки в зоне действия углекислоты. Важно соблюдать следующие принципы:
- обеспечить правильный подбор силы тока для сварки в углекислотной среде;
- выставить скорость подачи соответствующей проволоки в зону сварочной ванночки;
- обеспечить подготовку заготовок для наилучшего сочленения в зоне шва;
- выставить оптимальную подачу газа в зону сварочной дуги короткого замыкания;
- проверить герметичность соединений во избежание утечки углекислоты.
После проведения этих процедур необходимо опробовать качество и скорость сварки на пробных деталях, и отредактировать параметры действия схемы сварочного процесса. При большой толщине заготовок первый шов необходимо вести с малым током, а при повторном прохождении увеличивать силу тока пропорционально скорости движения горелки.
Провар вертикального шва должен проходить снизу вверх для обеспечения последовательного затвердения нижней части соединения металла, при этом расход углекислого газа следует немного увеличить. Расход газа может колебаться в зависимости от условий процесса от 5 л/мин до 20 л/мин. Последовательность проходящего движения руки сварщика при полуавтоматическом процессе в ореоле углекислого газа должна напоминать нанесение чешуек расплавленного металла на поверхность шва.
Подводя итоги, нужно сказать, что сварка полуавтоматом в среде углекислого газа является практически полноценной заменой инертным газовым средам, но при этом обходится значительно дешевле. Практическое применение этой схемы работы вынуждает более внимательно относиться к технологическому процессу сварки деталей и узлов, которое мало отличается от сварки в среде аргона или гелия. Мы постарались максимально подробно рассказать об этом виде деятельности.
Сварка нержавейки полуавтоматом: всё что нужно знать в одном месте
Для того, чтобы сварить нержавеющую сталь применяют несколько методов: ручную сварку, аргоновую и сварку полуавтоматом. В настоящее время метод полуавтоматической сварки является наиболее надежным и долговечным, в основе чего лежит высокое качество получаемого сварного шва.
Можно ли варить нержавейку полуавтоматом и что это такое?
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом). Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов. Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Достоинства и недостатки сварки полуавтоматом
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
- необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.
Видео о сварке нержавейки полуавтоматом
Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Аргон
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа — самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ — нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке — порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва — он становится менее долговечным и прочным.
| Сварка нержавейки с использованием присадочного материала и защитного газа (в сравнении с MMA и TIG) | |
| Достоинства: | |
Материалы и оборудование, необходимые для сварки
- Сварочный полуавтомат в качестве источника тока
- Редуктор
Необходим при сварке полуавтоматом для регулирования давления газа, поступающего из баллона. Для каждого вида газа предусмотрен свой редуктор.
Для исключения п. 4 необходимо выбрать порошковую проволоку, при этом необходимо помнить про снижение качества шва.
Средства защиты:
- Cварочная маска — обязательное средство защиты глаз и лица во время проведения сварочных работ
Сварочные маски выпускают нескольких типов: с небольшой площадью покрытия лица и головы, с большим защитным покрытием включая шею и волосы, а также с поднимающимся светофильтром.
Краги — необходимый атрибут для защиты рук сварщика
Их изготавливают из спилка или брезента. Помимо этого, они различаются по количеству отделений под пальцы.
Выбор сварочной проволоки
Cплошная проволока
Дает хорошее качество шва, несмотря на то, что имеет невысокую стоимость.
Порошковая проволока
Дает более низкое качество шва, зато позволяет проводить сварочные работы без использования газовых баллонов.
Применяется по большей части при сварке в среде углекислого газа и его смесей. Использование этого типа проволоки ведет к увеличению устойчивости горения дуги.
Присадочная проволока производится от 0,13 до 6 мм в диаметре.
Предварительные работы до начала сварки
Непосредственно до начала процесса сварки необходимо выполнить следующие действия:
- Зачистить до блеска абразивным материалом поверхность, по которой будет проходить сварка
- Снять фаски, если толщина стенок свариваемых заготовок более 4 мм
- Произвести обезжиривание поверхности спиртом, ацетоном, бензином или растворителем
- Удалить влагу путем прогревания кромок горелкой до 100⁰C
- Чтобы устранить внутреннее напряжение перед сваркой металл нагревают до 200⁰
Предварительные работы до начала сварки
В независимости от типа газа, обеспечивающего защитную среду (аргон или углекислый газ) правила проведения сварки полуавтоматом одни и те же:
- Ток должен быть обратной полярности
- Наклонять горелку нужно так, чтобы обеспечить провар достаточной глубины и правильную ширину шва
- Вылет проволоки достаточно сделать до 12 мм
- Расход газа настраивают от 6 до 12 мᶾ/час
- Защитный газ пропускают через осушитель (чаще всего на основе медного купороса) для удаления влаги. Перед применением его необходимо прокалить при 200 ⁰С при длительности около 20 мин
- Для защиты от раскаленных брызг поверхности, прилегающие к стыку, необходимо обработать растворенным в воде мелом
- Во избежание образования водородных трещин сварку нужно начинать, отступив примерно 5 мм от края заготовки
- Сварку нужно выполнять плавным движением полуавтоматической горелки вдоль шва. Если производить поперечные движения, то расплавленный металл может выйти за пределы защитной среды
Сварка нержавейки полуавтоматом с другими типами металлов
Сегодняшние технологии сварки полуавтоматом позволяют соединять нержавеющий металл с алюминием, металлы высокой и низкой легированности, а также и другие сплавы.
Отличительные черты сварки полуавтоматом нержавейки с другими металлами:
- во время сварки черного металла с нержавейкой понижается предел текучести металла, образуется защита поверхности от действия окружающей среды
- когда мы привариваем Ст40 к нержавейке, то применяем проволоку 08Г2С, которая помогает избежать разрыва шва в месте соединения двух типов металла после остывания
- чтобы сварить нержавейку с медью необходимо использовать легкоплавкие припои и флюс
- импульсный режим применяется для сварки нержавейки с алюминием и другими металлам, за счет чего появляется повышенная устойчивость к коррозии и улучшается качество провара
- аргон используют для сварки алюминия с нержавейкой с включением импульсного режима. При этом рекомендована медно-порошковая проволока
Таблицы с настройками полуавтомата для сварки
Встык нижнее положение
| Толщина заготовки, мм | Зазор, мм | Диаметр проволоки, мм | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0,8 | 50-80 | 16 | |
| 1,2 | 0,8 | 70-80 | 17 | |
| 2,0 | 0,5 | 0,8 | 70-80 | 17,5 |
| 3,0 | 1 | 0,8 | 80-90 | 18 |
| 4,0 | 1,5-2,5 | 0,8 | 100-110 | 20 |
| 5,0 | 2,5 | 1,0 | 135-145 | 21 |
| 6,0 | 2,5 | 1,0 | 140-150 | 22 |
Вертикальное пространственное положение
| Толщина заготовки, мм | Диаметр проволоки, мм | Направление движения горелки | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0,8 | вниз | 50-80 | 16 |
| 1,2 | 0,8 | вниз | 70-80 | 17 |
| 2,0 | 0,8 | вниз | 70-80 | 17,5 |
| 3,0 | 0,8 | вверх | 80-90 | 18 |
| 4,0 | 1,0 | вверх | 100-110 | 20 |
| 5,0 | 1,0 | вверх | 135-145 | 21 |
| 6,0 | 1,0 | вверх | 140-150 | 22 |
Угловое соединение нижнее положение
| Толщина заготовки, мм | Диаметр проволоки, мм | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0,8 | 60-70 | 15 |
| 1,2 | 0,8 | 70-80 | 16 |
| 2,0 | 0,8 | 80-90 | 17 |
| 3,0 | 0,8 | 90-100 | 19 |
| 4,0 | 1,0 | 130-140 | 22 |
| 5,0 | 1,0 | 155-165 | 24 |
| 6,0 | 1,0 | 175-180 | 26 |
Заключительные работы по окончании сварки
- Механическая обработка — удаление пузырей путем простукивания их тяжелым предметом через гладилку и брызг, полученных при плавке металла
- Травление — удаление специальным составом со швов окалины, вызывающей коррозию
- Пассивация — нанесение на сварной шов средств для образования на нем оксидной пленки хрома, что защищает от появления коррозии
Полезные советы
В конце статьи хотелось бы поделиться несколькими полезными советами по сварке нержавейки, которые помогут повысить качество итогового шва:
- в процессе сварки в защитной среде (смеси аргона и углекислого газа) устанавливают обратную полярность, а с использованием флюса — прямую
- для расстояния между проволокой и стыком рекомендуется принимать значение, не превышающее 12 мм
- двигать горелкой нужно слева направо с наклоном от себя, чтобы она не закрывала от нас шов
- соединение толстостенных деталей выполняют под углом 5 — 10⁰, чтобы обеспечить глубокий проплав, а также прочный и надежный шов
- при сварке тонкой нержавейки горелку наклоняют вперед, уменьшая таким образом глубину провара и снижая к минимуму риск прожога

