
Сварка переменным током для начинающих
С чего начать сварку электродами
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.

Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
 Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
 Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
 В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
 Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
 Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
 После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Сварка электродами, как правильно варить начинающим
 Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
- Основные понятия
- Необходимые инструменты
- Технология работ
- Как научиться варить
- Процесс электросварки
- Некоторые нюансы
- Как правильно выбрать ток
- Сварка трубопровода
- Ошибки начинающих сварщиков
Основные понятия
 Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Необходимые инструменты
 Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.

Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Как научиться варить
 В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
Процесс электросварки
 После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
- Поступательное.
- Поперечное.
- Продольное.
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.

Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
 Слишком быстрое перемещение электрода, при этом образуется неровный шов.
Слишком быстрое перемещение электрода, при этом образуется неровный шов.- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
 Слишком быстрое перемещение электрода, при этом образуется неровный шов.
Слишком быстрое перемещение электрода, при этом образуется неровный шов.Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
Особенности сварки переменным током
Что представляет собой сварка переменным током? Сварочные работы – это особый вид работ с металлом, который предназначен для скрепления металлических конструкций. В настоящее время по роду тока сварка бывает с применением постоянного и переменного электрического тока. Рассмотрим более подробно сварку с помощью подачи переменного электрического тока.

Схема сварки переменным током.
Первым и, пожалуй, самым основным преимуществом сварки переменным током является получение качественного сварного шва. От качества сварного шва зависит прочность всей конструкции, ну а сам эффект прочности достигается благодаря тому, что дуга не имеет никаких отклонений от изначальной оси, а это, в свою очередь, является залогом сверхкачественного и сверхнадежного сварного шва.
Вторым же преимуществом является то, что можно использовать менее дорогостоящее оборудование. Об аппаратах, вырабатывающих переменный электрический ток, речь пойдет чуть ниже.
Оборудование, выдающее переменный электрический ток
Все оборудование, предназначенное для сварки переменным током, можно разделить на следующие категории:
- Оборудование, которое предназначено для полуавтоматической сварки. Данный процесс осуществляется с помощью особой электродной проволоки, в средах защитного (MAG) и инертного (MIG) газов.
- Оборудование, предназначенное для осуществления РДС электрическим переменным током. Осуществляется с помощью особых штучных электродов, с особым покрытием.
- Оборудование, с помощью которого можно осуществлять ручную аргоновую сварку. Данный метод осуществляется с помощью неплавящихся электродов, изготовленных из вольфрама.

Схема устройства сварочного аппарата.
Кроме того, необходимо добавить, что эти аппараты имеют свои собственные аббревиатуры и позволяют выполнять сварку постоянным или же переменным током. Дуговая сварка штучными электродами обозначается как ММА, а аргоновая сварка неплавящимися электродами – TIG.
Кроме того, методы сварки подразделяются на следующие виды:
- MMA-AC/MMA-DC (РДС штучными электродами);
- TIG -AC /TIG-DC (неплавящимися электродами).
Рассмотрим основные плюсы и минусы, которые присущи TIG. Вне зависимости от типа подачи тока, данный вид сварки имеет следующие преимущества:
- высочайшее качество сварного шва;
- возможность «варить» металлические объекты, обладающие большой площадью сечения;
- отсутствие брызг.
Вполне естественно то, что там, где есть преимущества, есть и недостатки. А недостатки вышеназванного метода следующие:
- Сварщику нужно иметь высокую квалификацию, а также обладать особым профессионализмом.
- Постоянно надо с собой таскать баллон с газом.
- Очень низкая скорость выполнения сварочных работ.
Теперь следует сказать пару слов о методе MMA. Его преимуществами является:
- более экономичное использование;
- отсутствие необходимости в наличии баллона с газом.
Ну, а недостатками метода можно считать:
- очень низкую производительность работы;
- необходимость снимать шлак с готового изделия.
Применяемые электроды

Таблица разновидностей электродов.
Электроды, предназначенные для сварки переменным током, применяются в данной отрасли уже довольно-таки давно, когда сварка постоянным током была очень дорога. Поэтому приходилось искать компромиссные варианты, пусть и уменьшая качество конечного результата.
Такая ситуация возникла в большей степени из-за того, что выпрямительные элементы, которые были рассчитаны на большие сварочные токи, до недавнего времени представляли собой громоздкие, дорогие и неэффективные агрегаты. Ситуация изменилась в лучшую сторону относительно недавно. Это стало возможным благодаря тому, что появились малогабаритные, высокоэффективные полупроводниковые выпрямители последнего поколения. Ну после того, как были изобретены инверторы, РДС стала доступна широкому кругу пользователей. Ниже будут приведены основные марки электродов, которые позволяют производить инверторную сварку.
Наиболее популярными электродами, которыми варят на переменном электрическом токе, являются такие, как AHO, O3C и MP.
Данные виды отличаются не только по виду покрытия, но и также по химическому составу. Например, электроды, имеющие маркировки МР-3 и АНО-6, имеют особое рутиловое покрытие, оно является основным и ильменитовым соответственно. Ну а все прочие, марок МР-3С, ОЗС-12, ОЗС-6, ОЗС-4,АНО-6, АНО-4, АНО-21, имеют обыкновенное рутиловое покрытие. Необходимо отметить то, что эти электроды применяются для сварки углеродистых, малоуглеродистых и низколегированных сталей. Одной из главных особенностей данных электродов является то, что они прекрасно подходят и для сварки с помощью подачи постоянного электрического тока.
Область применения
Область применения способа сварки переменным электрическим током довольно-таки широка: это могут быть и какие-либо бытовые работы, и производственные. К примеру, при производстве металлических каркасов из труб используется именно такой вид. Это обуславливается тем, что более прочный сварной шов обеспечивает исполинскую прочность всей конструкции, что действительно немаловажно.
Подводя итоги всего вышесказанного, стоит признать, что вид сварки переменным током более универсален и практичен, так как достигается вполне приемлемый результат работы. Кроме того, данный вид более дешев, что не может радовать пользователя, ну а с развитием технологии инвертора появилось очень много видов бытовых сварочных аппаратов, которые работают с переменным током.
Стоимость данных сварочных аппаратов может варьироваться, начиная от нескольких тысяч рублей и заканчивая несколькими десятками тысяч рублей. В целом же эти аппараты объединяет простота в использовании, практичность и универсальность.
В целом же данный метод сварки довольно-таки эргономичен, вследствие чего набирает все большую популярность с каждым днем.
Как правильно варить: пособие для начинающих сварщиков

Металлические конструкции соединяют двумя способами: разъемным – с помощью винтового крепежа, и неразъемным – с помощью сварки. Второй способ надежнее и долговечнее, его часто предпочитают первому, когда в необходимости разбирать конструкцию нет нужды. В собственном доме, особенно ещё строящемся или благоустраиваемом, потребность в сварочных работах возникает часто, поэтому многим хотелось бы знать, как правильно варить металл самостоятельно, чтобы не искать специалиста для мелких работ.

Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.

Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.


Что ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.

Помимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.

Азы сварочных работ
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.

У винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо.
Подключение сварочного аппарата
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту. Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.
- Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.

Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.
- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Видео описание
Наглядно способы розжига электродов показаны в видео:
Главное, чтобы движения были достаточно быстрыми, а контакт кратковременным, иначе электрод «прилипнет» к металлу. Особенно часто это случается с новыми, ещё не побывавшими в работе электродами.
В то же время частично израсходованный электрод может не зажечься сразу из-за образовавшегося на его кончике наплыва от расплавленного защитного покрытия. Его проще отбить методом постукивания.
Непосредственно к тому, как правильно варить электросваркой, можно переходить после уверенного овладения навыком возбуждения дуги. Но для начала стоит разобраться, что происходит или должно происходить в процессе. Без этого двигаться дальше не получится.
Анализ сварочного процесса
В месте возникновения сварочной дуги температура сильно повышается, в результате чего начинает плавиться металл и свариваемых деталей, и самого стержня электрода. Жидкий расплавленный металл заполняет собой выжженное углубление, которое на профессиональном языке зовется сварной ванной.

Одновременно разрушается и защитное покрытие электрода, выполняя свою функцию: часть покрытия плавится, превращаясь в шлак, который закрывает собой свежий стык и препятствует контакту металла с кислородом, а также сохраняет под собой высокую температуру. А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
Видео описание
Все это хорошо видно на замедленной съемке:
Шлаковую корку со сварного шва отбивают постукиванием молотка после того, как он остынет.
Важные нюансы
Основной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
Универсальный рабочий угол наклона составляет 30-60 градусов относительно вертикали. При этом:
- двигая электрод углом вперед (от себя), удобно делать любые вертикальные, горизонтальные и круговые швы;
- углом назад (к себе) – сваривать угловые соединения;
- вертикальное положение электрода допускается только при сварке в труднодоступных местах;
- угол больше 60 градусов сильно растягивает сварную ванну, а металл свариваемых деталей при этом прогревается хуже. Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.

Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё. Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.
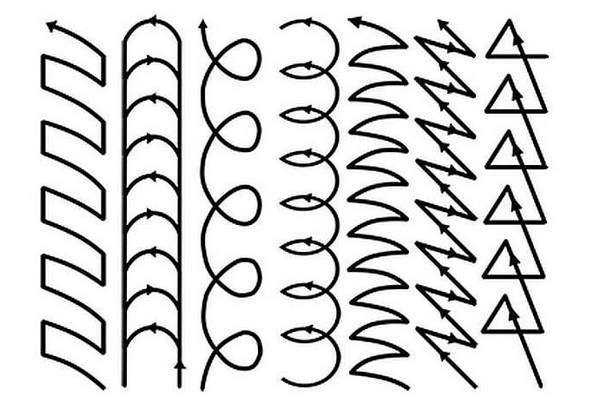
Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п.

Результатом должен стать ровный валик из наплавленного металла с одинаковой по всей длине высотой и шириной. Чтобы добиться этого, нужно немало тренироваться, отрабатывая движения и регулируя силу тока. Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Изначально она подбирается по таблице и зависит от того, какую толщину имеют свариваемые детали.
| Толщина деталей, мм | Сила тока, А |
| 1-2 | 25-50 |
| 3 | 100-140 |
| 4-5 | 160-200 |
| 6-12 | 220-280 |
Это приблизительные значения, и даны они для сварки, когда электрод направлен вниз. При выполнении вертикальных или потолочных швов силу тока уменьшают на 10-20%.
Но при скачках напряжения в сети установленной силы тока может не хватать для нормального течения процесса в отработанном режиме. Тогда приходится снижать скорость перемещения электрода или использовать другую траекторию движения, чтобы проходить по одному месту не один раз.
Все это довольно трудно описать словами – нужно пробовать и добиваться удовлетворительных результатов.
Видео описание
В этом очень поможет обучающее видео:
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.

Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.
Сварка инвертором для начинающих
С появлением на рынках недорогих инверторов для сварки постоянным током, у каждого домашнего мастера появилась уникальная возможность научиться варить. Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешёвого сварочного аппарата с лихвой хватит для того, чтобы сварить забор на даче или собрать небольшую металлоконструкцию. При этом чтобы освоить сварочный инвертор, понадобится совсем немного времени.
Как варить сварочным инвертором для начинающих, и каковы основы электросварки, будет рассказано ниже, в этой статье сайта mmasvarka.ru .
Что такое сварочный инвертор, принцип работы
Сварочный инвертор назвали так потому, что он способен преобразовывать входящий переменный ток, в постоянные его значения. Сам по себе инвертор имеет очень высокие значения КПД (почти 90/%), что намного выше, чем у обычного сварочного трансформатора.
Практически все сварочные инверторы способны работать от домашней электросети в 220 Вольт. Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.

Ну а для новичков, которые только учатся варить, сварочный инвертор станет просто незаменимым помощником. Здесь и более стабильная дуга, чем на сварочном аппарате переменного тока, и другие возможности, помогающие в значительной мере облегчить сварочный процесс.
Основы и азы сварки инвертором
В первую очередь нужно разобраться из чего состоит сварочный инвертор, и какие его элементы управления потребуются в работе. На вид инвертор представляет собой небольшой прямоугольный ящик, вес которого может достигать 10 кг. С одной стороны инвертора расположены элементы управления, с другой стороны, вентиляционные отверстия.

Основными элементами управления инвертором является кнопка включения и регулятор силы тока. Кроме того, в зависимости от модели и функциональных возможностей сварочного аппарата, спереди могут размещаться и вспомогательные элементы управления. Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Выбирая сварочный инвертор, следует учитывать, для чего он именно нужен и какой металл им по толщине придётся сваривать. Посмотреть рейтинг сварочных инверторов и самые популярные их модели, можно в этой статье сайта про ручную дуговую сварку.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.

Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.

